Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
MALZEME VE İMALAT TEKNOLOJİLERİ
MALZEME ÖZELLİKLERİ

2
Malzeme özellikleri 3 ana başlıkta açıklanabilir: Mekanik özellikler
Fiziksel özellikler: yoğunluk, elektriksel, kimyasal, manyetik, optik ve termal özellikler alt başlıkları altında toplanabilir. Teknolojik özellikler: Döküm kabiliyeti, PŞV kabiliyeti, Kaynak kabiliyeti ve Talaşlı imalat kabiliyeti vb. MEKANİK ÖZELLİKLERE GİRİŞ NEDEN MEKANİK ÖZELLİKLER? MAKİNA MÜHENDİSLERİ İÇİN MEKANİK ÖZELLİKLERİN ÖNEMİ? 2) MEKANİK ÖZELLİKLER NELERDİR? 3) MEKANİK ÖZELLİKLER HANGİ DENEYLERDEN ELDE EDİLİR?
 MEKANİK ÖZELLİKLER NELERDİR 3) MEKANİK ÖZELLİKLER HANGİ DENEYLERDEN ELDE EDİLİR")
3
NEDEN MEKANİK ÖZELLİKLER?
MAKİNA MÜHENDİSLERİ İÇİN MEKANİK ÖZELLİKLERİN ÖNEMİ? Mühendislik ürünleri çalışma koşullarında beklenen performansı sağlamalıdır. Çalışma koşulları ise çok farklı olabilmektedir. Buradaki farklılık zorlanma koşulları, çalışma ortamı, sıcaklık vb. etkenler nedeniyledir. Zorlanma çeşitleri, sabit ve değişken yüklemeler etkisi altında, farklı hızlarda oluşabilmektedir. Çalışma ortamları, korozif olan (tuzlu su, petro kimya tesisleri ,gıda makinaları vb.), ve olmayan ortamlar olarak ikiye ayrılabilir. Sıcaklık kavramı ise sıfır altı, normal ve yüksek sıcaklıklar olarak değişiklik gösterebilir. Yukarıda kısaca bahsedilen çalışma koşulları farklılıkları, mühendislik ürününün beklenen görevi belirlenen ömürde yerine getirebilirliğini etkilemektedir. İhtiyaç duyulan bir mühendislik ürünü ilk önce düşünce evresinden geçirilir. Düşünceden gerçeğe geçiş aşamasında ürünün tasarım projesi hazırlanır. Burada çok sayıda mühendislik bilgisine ihtiyaç duyulur. Örneğin; mukavemet, boyutlandırma gibi. Tasarım çalışmalarının ilk safhası malzeme seçimidir. Malzeme seçimi piyasada binlerde çeşit mühendislik malzemesi arasından gerçekleştirilir. Bu binlerce çeşit mühendislik malzemesi üretimi niçin gerekli olmuştur? Çünkü çalışma koşullarındaki farklıkların her birine cevap verecek bir tek malzeme mevcut değildir.
, ve olmayan ortamlar olarak ikiye ayrılabilir. Sıcaklık kavramı ise sıfır altı, normal ve yüksek sıcaklıklar olarak değişiklik gösterebilir. Yukarıda kısaca bahsedilen çalışma koşulları farklılıkları, mühendislik ürününün beklenen görevi belirlenen ömürde yerine getirebilirliğini etkilemektedir. İhtiyaç duyulan bir mühendislik ürünü ilk önce düşünce evresinden geçirilir. Düşünceden gerçeğe geçiş aşamasında ürünün tasarım projesi hazırlanır. Burada çok sayıda mühendislik bilgisine ihtiyaç duyulur. Örneğin; mukavemet, boyutlandırma gibi. Tasarım çalışmalarının ilk safhası malzeme seçimidir. Malzeme seçimi piyasada binlerde çeşit mühendislik malzemesi arasından gerçekleştirilir. Bu binlerce çeşit mühendislik malzemesi üretimi niçin gerekli olmuştur Çünkü çalışma koşullarındaki farklıkların her birine cevap verecek bir tek malzeme mevcut değildir.")
4
Malzemelerin özellikleri, mekanik, fiziksel ve teknolojik olarak değişim göstermektedir.
Mekanik özellikler boyutlandırma (mukavemet) gibi hesaplamalarda önemli parametrelerdir. Malzemelerin mekanik özellikleri, mümkün olduğu kadar gerçek çalışma koşullarına yakın laboratuvar deneylerinden belirlenir. Mekanik özellikler, malzeme üreticileri ile tüketicileri, araştırma ve devlet kuruluşlar gibi çeşitli tarafların farklı açılardan ilgilendikleri bir konudur. Sonuç olarak, deneylerin yapılması ve sonuçların yorumlanması konusunda üzerinde fikir birliğine varılmış ortak bir tarzın bulunması zorunludur. Bu, ancak standartlaştırılmış deney tekniklerinin kullanılmasıyla sağlanabilir. Standartların oluşturulması ve yayımlanması genellikle profesyonel kurumlarca organize edilir.
 gibi hesaplamalarda önemli parametrelerdir. Malzemelerin mekanik özellikleri, mümkün olduğu kadar gerçek çalışma koşullarına yakın laboratuvar deneylerinden belirlenir. Mekanik özellikler, malzeme üreticileri ile tüketicileri, araştırma ve devlet kuruluşlar gibi çeşitli tarafların farklı açılardan ilgilendikleri bir konudur. Sonuç olarak, deneylerin yapılması ve sonuçların yorumlanması konusunda üzerinde fikir birliğine varılmış ortak bir tarzın bulunması zorunludur. Bu, ancak standartlaştırılmış deney tekniklerinin kullanılmasıyla sağlanabilir. Standartların oluşturulması ve yayımlanması genellikle profesyonel kurumlarca organize edilir.")
5
2) MEKANİK ÖZELLİKLER NELERDİR? 3) MEKANİK ÖZELLİKLER HANGİ DENEYLERDEN
ELDE EDİLİR? - Elastisite modülü Çekme deneyi - Poisson oranı Sertlik deneyleri - Çekme dayanımı Basma - Akma dayanımı Eğme - Süneklik Burulma - Rezilyans Çentik darbe - Sertlik Yorulma - Tokluk Kırılma Tokluğu - Darbe direnci Sürünme - Aşınma dayanımı Aşınma - Yorulma dayanımı - Sürünme dayanımı - Kırılma tokluğu

6
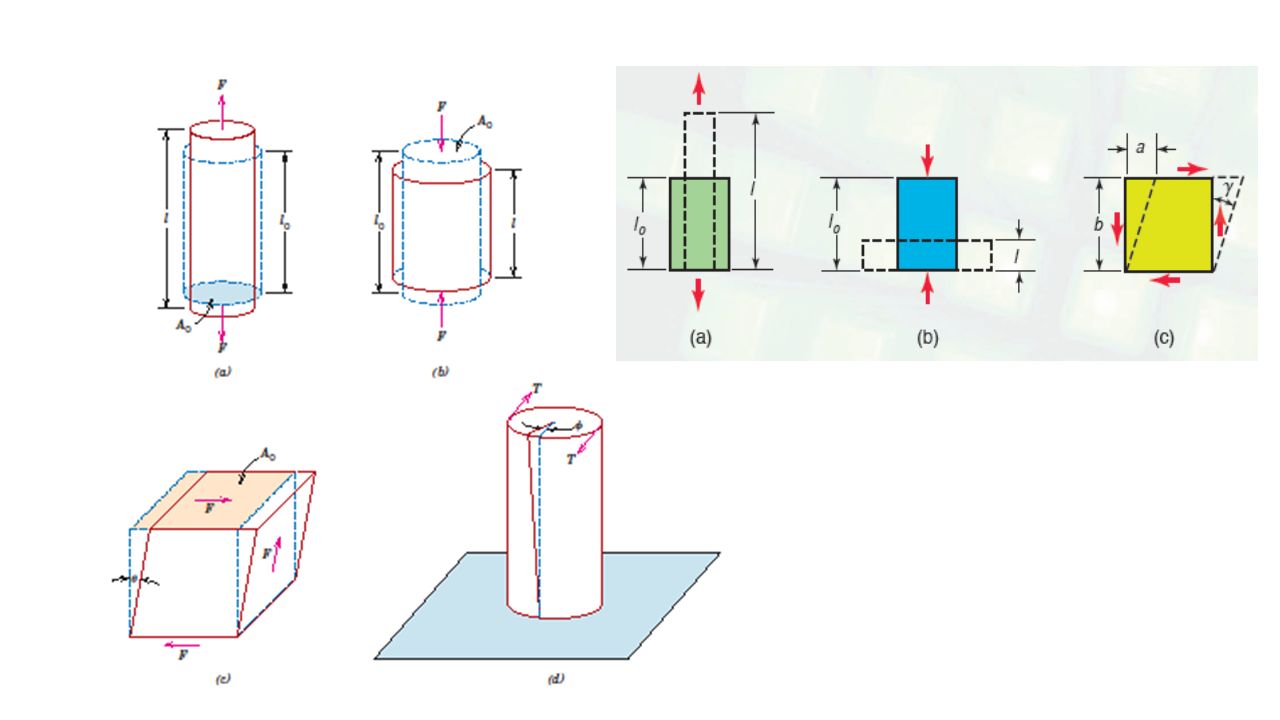
Mekanik özellikler konusu içerisinde gerilme-birim şekil değişim kavramı yaygın bir şekilde kullanılmaktadır. Bu nedenle başlangıç olarak bu iki kavramın incelenmesi yararlıdır. Gerilme nedir? Birim alana etkiyen kuvvet. Gerilme çeşitleri? Normal ( Basma normal, Çekme normal ) ve Kayma Gerilme hangi deneyler ile tayin edilir? Çekme, Basma ve Burma. Gerilme nasıl hesaplanır? Birim şekil değişimi nedir? Şekil değiştirme miktarının başlangıç boyutuna oranıdır. Birim şekil değişimi çeşitleri? Çekme, Basma ve Kayma b.ş.d. Birim şekil değişimi hangi deneyler ile tayin edilir? Çekme, Basma ve Burma. Birim şekil değişimi nasıl hesaplanır?
 ve Kayma. Gerilme hangi deneyler ile tayin edilir Çekme, Basma ve Burma. Gerilme nasıl hesaplanır Birim şekil değişimi nedir Şekil değiştirme miktarının başlangıç boyutuna oranıdır. Birim şekil değişimi çeşitleri Çekme, Basma ve Kayma b.ş.d. Birim şekil değişimi hangi deneyler ile tayin edilir Çekme, Basma ve Burma. Birim şekil değişimi nasıl hesaplanır")
8
ÇEKME DENEYİ Çekme deneyi, mekanik özellik verilerinin elde edilmesi için uygulanan en yaygın deneylerden biridir. Bu deney ile tasarımda önemli bir yeri olan birçok mekanik özelliğin belirlenmesi mümkündür. Belirlenen malzeme özellikleri; Elastiklik modülü Akma dayanımı Çekme dayanımı Kopma dayanımı Poisson oranı Tokluk Rezilyans Kopma uzaması (%) Kesit daralması (%)
 Kesit daralması (%)")
9
Deney sırasında numune, ekseni doğrultusunda yavaşça artan şekilde uygulanan bir yükün etkisi altında çoğunlukla kırılana kadar şekil değiştirir. Sıcaklık ve çekme hızı sabittir. Dairesel kesitli standart bir çekme numunesi Çekme deneyi cihazının şematik olarak gösterilişi.

10
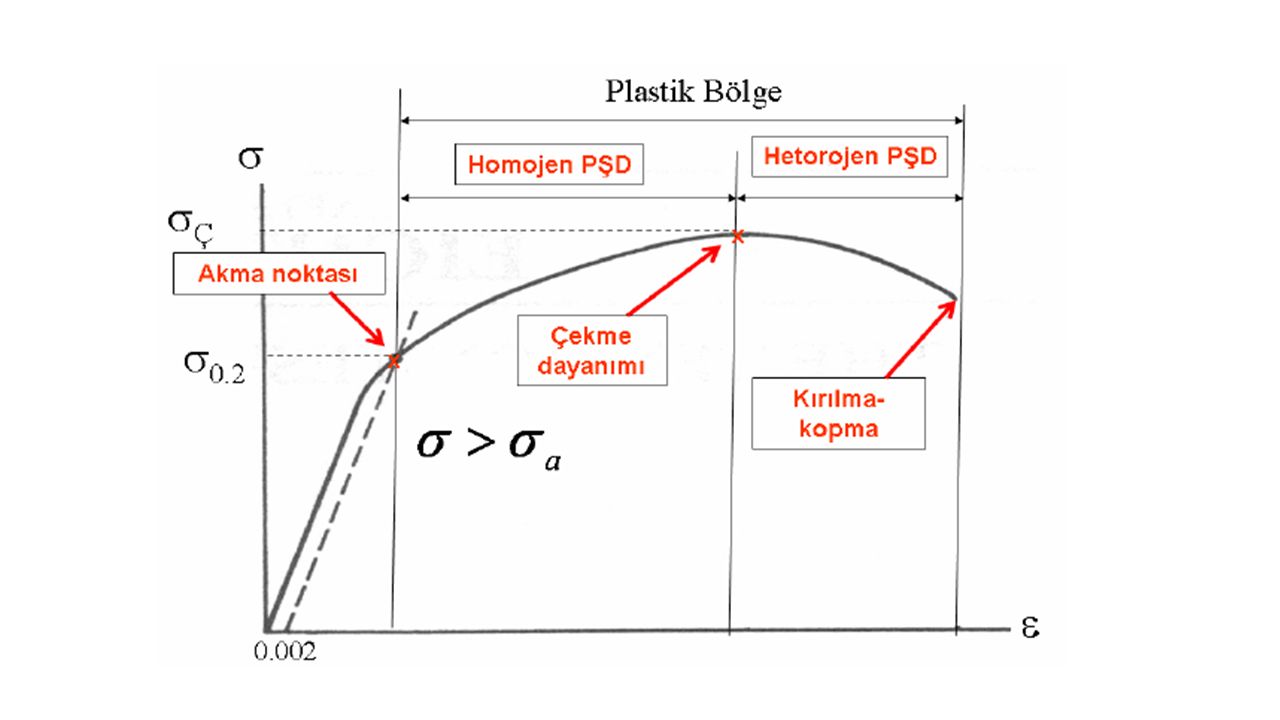
Sabit sıcaklık ve sabit çene hızında uygulanan kuvvete karşılık gelen uzama miktarı kaydedilerek elde edilen verilerden Çekme cihazı teknolojisine göre genellikle 2 farklı çekme eğrisi elde edilir. - Kuvvet – Uzama diyagramı - Gerilme - % Birim Şekil Değişimi diyagramı Bu nedenle, deneylerden elde edilen çekme eğrileri eksenleri değerlerine dikkat edilmelidir. Çekme deneyi sırasında parça, önce “ELASTİK” şekil değişimine daha sonrada “PLASTİK” şekil değişimine maruz kalır. Daha sonra parça kırılarak kopar. Elastik / Homojen plastik / Boyun verme ve kopma Kopma noktası F’e kadar, tipik bir mühendislik gerilmesi-birim şekil değişimi eğrisi.

12
Çekme deneylerinde ölçümler numunelerin deneye başlama koşullarında yapılır. Ölçülen değerler kesit ölçüleri ve başlangıç ölçü uzunluğudur. Gerilme ve Birim şekil değişimi hesaplamaları bu değerler ile hesaplanır. Bu nedenle, bu koşullarla hesaplanan gerilme ve bşd değerlerine Mühendislik gerilmesi ve Mühendislik BŞD denir. Mühendislik gerilmesi σ Mühendislik birim şekil değişimi Birim şekil değişiminin değeri, birim sisteminden bağımsızdır. Bazı durumlarda 100 ile çapılarak yüzde olarak da ifade edilir. Birimi kuvvetin ve alanın birimleri ile verilir.

13
ΔL mm F Newton çekme deneyi verileri Lo = 50 mm Do = 10 mm ΔL mm
0,02 6280 0,04 12560 0,06 15000 0,17 18200 0,3 19500 0,4 20500 0,7 22500 1 24000 1,5 25500 2 26700 4 28500 6 29000 8 27000 9 22700 F Newton Lo = 50 mm Do = 10 mm ΔL mm

14
ε σ 0 0 0, 0, 0, ,0828 0, ,8471 0, ,4076 0, ,1465 0, ,6242 0,02 305,7325 0,03 324,8408 0,04 340,1274 0,08 363,0573 0,12 369,4268 0,16 343,949 0,18 289,172

15
Gerçekte, elastik şekil değişimi bölgesi farklıdır!
Sıcaklığın çekme eğrilerine etkisini gösteren şekillerde, Elastisite modülleri değişimi vurgulanmamıştır. Gerçekte, elastik şekil değişimi bölgesi farklıdır!

16
Elastik Şekil Değişimi
Elastik şekil değişimi, σ - ε diyagramının doğrusal olarak değiştiği ilk bölümünde gerçekleşmektedir. Burada uygulanan gerilme ve bu gerilmenin meydana getirdiği elastik birim şekil değişimi arasında Hooke kanunu geçerlidir. Hooke Kanunu olarak bilinen bu denklemdeki E orantı sabiti (GPa) elastiklik modülü veya Young modülü olarak adlandırılır. Elastiklik modülü, rijitlik yani bir malzemenin elastik şekil değişimine karşı gösterdiği direnç olarak düşünülebilir. Elastiklik modülünün yüksek olması, malzemenin rijit olduğu ya da uygulanan bir gerilme sonucu oluşan elastik birim şekil değişiminin küçük olacağı anlamına gelir.
 elastiklik modülü veya Young modülü olarak adlandırılır. Elastiklik modülü, rijitlik yani bir malzemenin elastik şekil değişimine karşı gösterdiği direnç olarak düşünülebilir. Elastiklik modülünün yüksek olması, malzemenin rijit olduğu ya da uygulanan bir gerilme sonucu oluşan elastik birim şekil değişiminin küçük olacağı anlamına gelir.")
17
Bir malzeme özelliği olan, diğer bir değişle malzemeden malzemeye farklı değer alan Elastiklik modülü, atomlar arası bağların kuvvet altında esnemelerinden kaynaklanır. Dolayısıyla, dik eğime sahip malzemelerin elastiklik modül değerleri de büyük olacaktır. Bu malzemeler kuvvet altında daha az elastik şekil değiştirecek ve daha rijit davranacaklardır.

18
Malzemelerin elastiklik modülü, iki parametreden çok etkilenir:
(a) Kimyasal bileşim, (b) Ortam sıcaklığı. Diğer bir değişle atomsal arası bağları etkileyen etmenler elastiklik modülünü de etkiler. Öte yandan aynı malzeme için malzeme dayanımı diğer bir değişle ısıl işlem elastiklik modülünü etkilemez. Örneğin, sertleştirilmiş aynı bileşime sahip çeliğin sert ve yumuşak halleri aynı elastiklik modülü değerini gösterir. Elastiklik modülü E = σ / ε
 Kimyasal bileşim, (b) Ortam sıcaklığı. Diğer bir değişle atomsal arası bağları etkileyen etmenler elastiklik modülünü de etkiler. Öte yandan aynı malzeme için malzeme dayanımı diğer bir değişle ısıl işlem elastiklik modülünü etkilemez. Örneğin, sertleştirilmiş aynı bileşime sahip çeliğin sert ve yumuşak halleri aynı elastiklik modülü değerini gösterir. Elastiklik modülü. E = σ / ε.")
19
Bazı malzemelerde örneğin, gri dökme demir, beton ve bir çok polimerde olduğu gibi, gerilme-birim şekil değişimi eğrilerindeki elastik kısım doğrusal değildir. Önceki slayt’taki çekme deney verilerini kullanarak malzemesinin Elastiklik modülü değerini tayin ediniz. Elastik Uzamanın Hesaplanması Başlangıç boyu 305 mm olan bakır bir parçaya 276 MPa’lık çekme gerilmesi uygulanmaktadır. Bakırın E değeri 110 Gpa dır. Doğrusal elastik davranışın bulunmadığı malzemeler için genel olarak, belirli bir birim şekil değiştirme miktarını (örneğin ε = 0,005) oluşturan gerilme değeri akma dayanımı olarak alınır.
 oluşturan gerilme değeri akma dayanımı olarak alınır.")
20
Poisson oranı Malzemelerin elastik özelliklerini belirleyen diğer bir parametrede poisson oranı’dır. Çekmeye veya basmaya maruz kalan bir malzemenin elastik şekil değiştirmesi sırasında, atomlarının birbirine yaklaşması veya uzaklaşması söz konusu olduğu için hacminde de genleşme veya sıkışma şeklinde bir değişiklik söz konusu olacaktır. Bu şekilde hacim değişikliğine uğrayan bir malzemenin, zorlanma yönüne dik yönde uzanan doğrultulardaki boyutsal değişimi poisson oranı (ν) ile hesaplanabilir. Bu değer hemen hemen tüm metaller için arasında bulunmakla beraber bir çok uygulamada genelde 0.3 değeri aldığı kabul edilir. Diğer yandan, plastik şekil değişimine maruz kalan bir malzemenin kafesinde genleşme veya sıkışma meydana gelmez, hacim şekil değişimi öncesi veya sonrası aynı değerdedir, diğer bir değişle plastik şekil değişimi sırasında hacim sabit kalır. Bu durumda, poisson oranı 0.5 değeri alır.
 ile hesaplanabilir. Bu değer hemen hemen tüm metaller için arasında bulunmakla beraber bir çok uygulamada genelde 0.3 değeri aldığı kabul edilir. Diğer yandan, plastik şekil değişimine maruz kalan bir malzemenin kafesinde genleşme veya sıkışma meydana gelmez, hacim şekil değişimi öncesi veya sonrası aynı değerdedir, diğer bir değişle plastik şekil değişimi sırasında hacim sabit kalır. Bu durumda, poisson oranı 0.5 değeri alır.")
22
Plastik Şekil Değişimi (Deformasyon)
Malzeme bu noktadan daha fazla deforme edildiğinde, artık gerilme ile birim şekil değişimi arasındaki orantılı değişim ortadan kalkar (Hooke kanunu geçerliliğini yitirir) ve kalıcı, yani geri dönmeyen, plastik deformasyon oluşur. Akma olayı ve Akma Dayanımı Yapıların birçoğu gerilme altında sadece elastik şekil değiştirecek şekilde tasarlanır. Plastik deforme olan (kalıcı şekil değiştiren) bir yapı veya parça kendisinden beklenen görevi yerine getiremez. Bu nedenle, plastik deformasyonun başladığı gerilmenin, yani akmanın nerede gerçekleştiğinin bilinmesi istenir. Bir metalin akma dayanımının büyüklüğü, onun plastik deformasyona karşı olan direncinin bir göstergesidir.
 ve kalıcı, yani geri dönmeyen, plastik deformasyon oluşur. Akma olayı ve Akma Dayanımı. Yapıların birçoğu gerilme altında sadece elastik şekil değiştirecek şekilde tasarlanır. Plastik deforme olan (kalıcı şekil değiştiren) bir yapı veya parça kendisinden beklenen görevi yerine getiremez. Bu nedenle, plastik deformasyonun başladığı gerilmenin, yani akmanın nerede gerçekleştiğinin bilinmesi istenir. Bir metalin akma dayanımının büyüklüğü, onun plastik deformasyona karşı olan direncinin bir göstergesidir.")
23
Şekil 6.10 (a) Bir metale ait elastik ve plastik deformasyonu gösteren tipik bir gerilme-birim şekil değişimi eğrisi, orantı sınırı P ve 0,002 birim şekil değişimi yöntemi kullanılarak belirlenen σak akma dayanımı, belirgin akma davranışı göstermeyen. (b) Belirgin akma davranışı sergileyen bazı çeliklerdeki gerilme-birim şekil değişimi eğrisine tipik bir örnek. Belirgin akma davranışı göstermeyen. Belirgin akma davranışı sergileyen.
 Belirgin akma davranışı sergileyen bazı çeliklerdeki gerilme-birim şekil değişimi eğrisine tipik bir örnek. Belirgin akma davranışı göstermeyen. Belirgin akma davranışı sergileyen.")
24
Çekme deney verileri Lo = 50 mm Do = 10 mm ΔL mm F Newton 0,02 6280
0,02 6280 0,04 12560 0,06 15000 0,17 18200 0,3 19500 0,4 20500 0,7 22500 1 24000 1,5 25500 2 26700 4 28500 6 29000 8 27000 9 22700

25
PLASTİK DEFORMASYON SONRASI ELASTİK GERİ DÖNÜŞ
Tekrar yükleme sonrasında, pekleşmeden dolayı malzemenin akma dayanımı artmıştır.

26
Çekme Dayanımı Akma olayından sonra, plastik deformasyonun devam edebilmesi için gerekli gerilme miktarı, maksimum M noktasına kadar artar ve daha sonra ani kopmanın oluştuğu F noktası kadar azalır. Çekme dayanımı σç, mühendislik gerilmesi-birim şekil değişimi eğrisindeki maksimum gerilmedir. Bu, çekme zorlanması altında bir yapının taşıyabileceği maksimum gerilmeye karşılık gelir. Bu büyüklükteki gerilmenin yapıya bir süre etkimesi durumunda kopma oluşacaktır. M noktasına kadar çekme numunesinin ince kısmı boyunca oluşan bütün deformasyon üniformdur. Ancak gerilme seviyesi bu maksimum değere ulaştığında, numunenin herhangi bir noktasında boyun verme olarak adlandırılan, kesit daralması meydana gelir. Bu noktadan sonra deformasyon sadece bu bölgede yoğunlaşır ve nihai kırılma yine bu bölgede meydana gelir. Kopma dayanımı ise kopma (kırılma) anındaki gerilmeyi işaret eder.
 anındaki gerilmeyi işaret eder.")
27
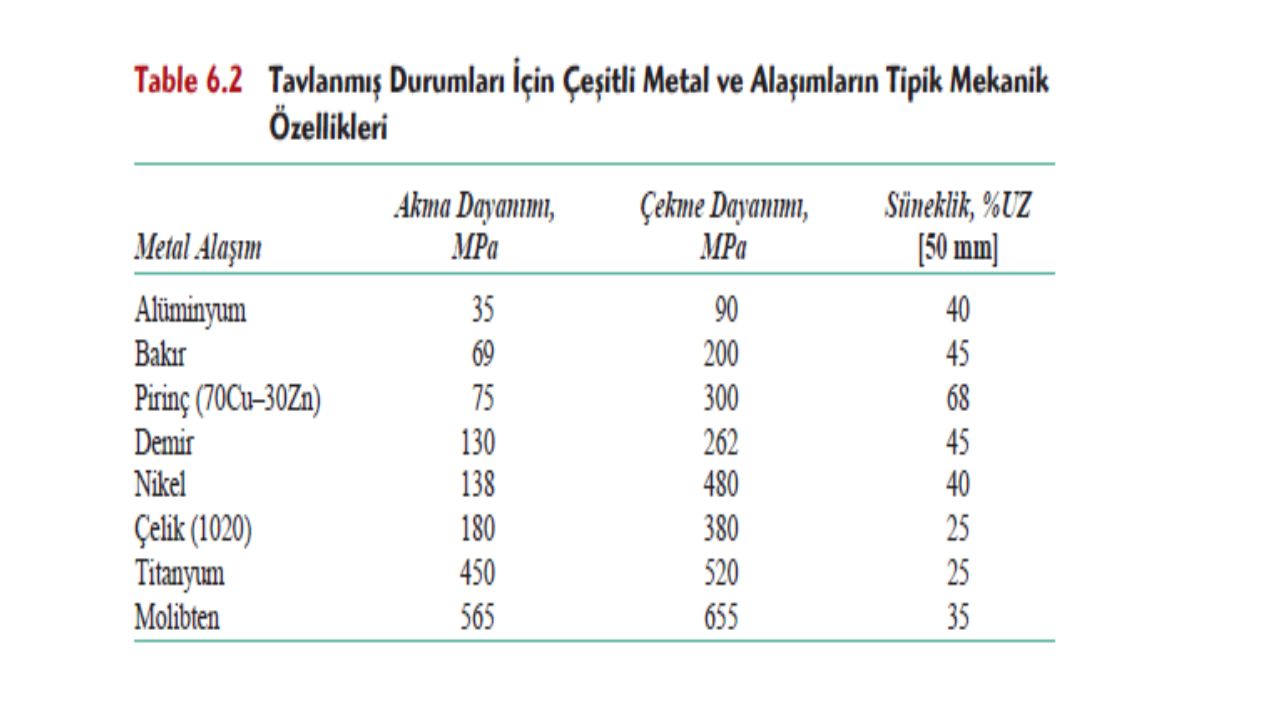
Süneklik Süneklik bir diğer önemli mekanik özellik olup, kırılmaya kadar malzemede oluşabilecek plastik deformasyonun miktarının bir ölçüsüdür. Kırılmaya kadar çok az veya hiç plastik deformasyon göstermeyen malzemeler gevrek olarak adlandırılır. Sünek ve gevrek metaller için çekme gerilmesi-birim şekil değişimi davranışları Şekil’de şematik olarak gösterilmiştir. Malzemenin sünekliğinin bilinmesi en az iki nedenden dolayı önemlidir. Birincisi, tasarımcıya yapının hasara uğramadan önce ne ölçüde deformasyona uğrayacağı hakkında bilgi verir. İkincisi, imalat esnasında metale verilebilecek deformasyon miktarını belirtir. Bazen, tasarım emniyetli gerilme hesabında hata yapılması ihtimaline karşı, kırılmayı önleyecek şekilde yerel deformasyona uğramaya yatkın olmaları nedeniyle, nispeten sünek malzemeler tercih edilir. Kopma uzaması (% δ) değeri % 5’ten daha az olan malzemeler gevrek olarak kabul edilir.
 değeri % 5’ten daha az olan malzemeler gevrek olarak kabul edilir.")
28
Malzemenin sünekliğini, δ, KOPMA UZAMASI (percent elongation) ve ψ, KESİT DARALMASI (reduction of area) değerleri belirler. Kesit daralması değerini diyagramdan elde edebilme imkânı yoktur. Deney sonrasında kırık kesitin alanı ölçülür ve başlangıç alanı ile kırık kesit alanı farkının, başlangıç alanına bölünmesi ile elde edilir. Kopma uzaması değeri, diyagramdan elde edilebileceği gibi kopan parçaların tekrar bir araya getirilip ölçü boyunun son uzunluğunu belirlenmesi ve daha sonra bu değer ile ilk ölçü boyu arasındaki farkın ilk boya bölünmesi şeklinde elde edilebilir.

29
lk = Kopma anında ölçü boyu
lo = İlk ölçü boyu Ak = Kopmadan sonra ölçülen kesit alanı Ao = İlk kesit alanı Örnek malzemenin için problem çözümü, (dk = 4,2 mm)
")
31
STATİK TOKLUK VE REZİLYANS:
Malzemelerin çekme diyagramlarının altında kalan alan STATİK TOKLUK olarak isimlendirilir. Bu değer, malzemenin plastik şekil değiştirme sırasında ne kadar enerji yutacağını göstermektedir. Bu değer birim hacim başına mekanik şekil değiştirme işine eşdeğerdir: σ - ε eğrisinde, elastik bölge altında kalan alana REZİLYANS adı verilir. Malzemenin elastik davranışı sırasında depoladığı enerjiyi ifade eder.

32
Kırılma tokluğu ve çentik darbe tokluğu?

33
GERÇEK GERİLME VE GERÇEK BİRİM ŞEKİL DEĞİŞİMİ
Şu ana kadar anlatılan gerilme ve birim şekil değiştirme değerleri mühendislik değerler olarak nitelendirilir. Mühendislik değerlerin hesaplanması, deney parçasının deney öncesi boyutları dikkate alınarak yapılmıştır. Ancak plastik deformasyonla birlikte parçanın boyunda sürekli bir uzama gerçekleşir ve buna bağlı olarak plastik şekil değiştirmede hacim sabitliği prensibine dayanarak kesitinde azalma gerçekleşir. Bu ölçüler esas alınarak elde edilen gerilme birim şekil değiştirme değerleri, gerçek değerler olarak nitelendirilir (σg, εg). Tasarımda, küçük miktarlarda şekil değiştirmeler söz konusu olduğu için mühendislik değerleri kullanmak yeterli olur. Ne var ki, imalatta büyük miktarlarda şekil değişimleri söz konusu olduğu için mutlaka gerçek değerleri kullanmak gerekir.
. Tasarımda, küçük miktarlarda şekil değiştirmeler söz konusu olduğu için mühendislik değerleri kullanmak yeterli olur. Ne var ki, imalatta büyük miktarlarda şekil değişimleri söz konusu olduğu için mutlaka gerçek değerleri kullanmak gerekir.")
34
Örnek verilerle gerçek eğri oluşturulsun

36
Gerçek Gerilme ve Gerçek Birim Şekil Değişimi yaklaşıklık ( Bünye ) denklemleri
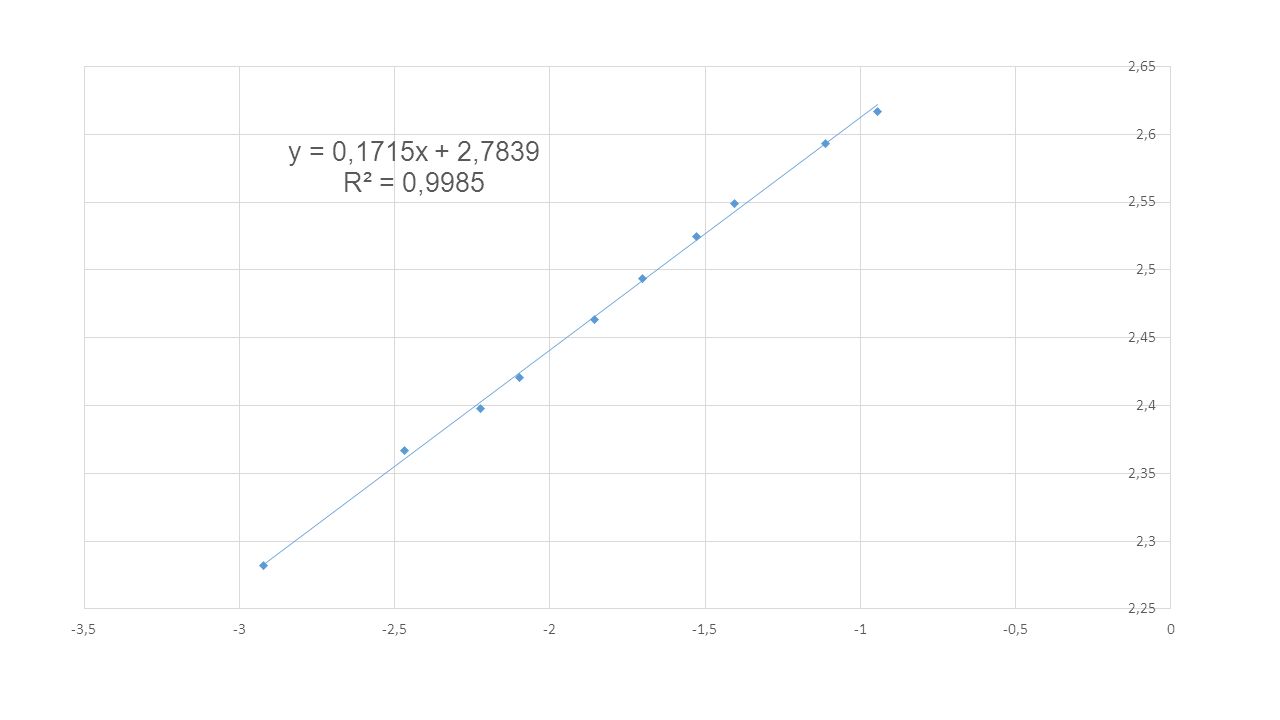
Gerçek gerilme – gerçek birim şekil değişimi eğrilerini ifade eden eşitlikler geliştirilerek herhangi bir birim şekil değişimi değeri için gerçek gerilme tayini kolaylaştırılmıştır. Bünye denklemleri olarak ta ifade edilen bu eşitlikler farklı mühendislik malzemeleri ve farklı içyapılar için araştırmacılar tarafından çok sayıda önerilmiştir. En yaygın kullanılan bünye denklemi aşağıda ifade edilen Hollaman denklemidir: σg = K x ( εg )n Bu eşitlikte, K malzeme mukavemet katsayısı ve n pekleşme üssüdür.
n. Bu eşitlikte, K malzeme mukavemet katsayısı ve n pekleşme üssüdür.")
37
K ve n tayini

39
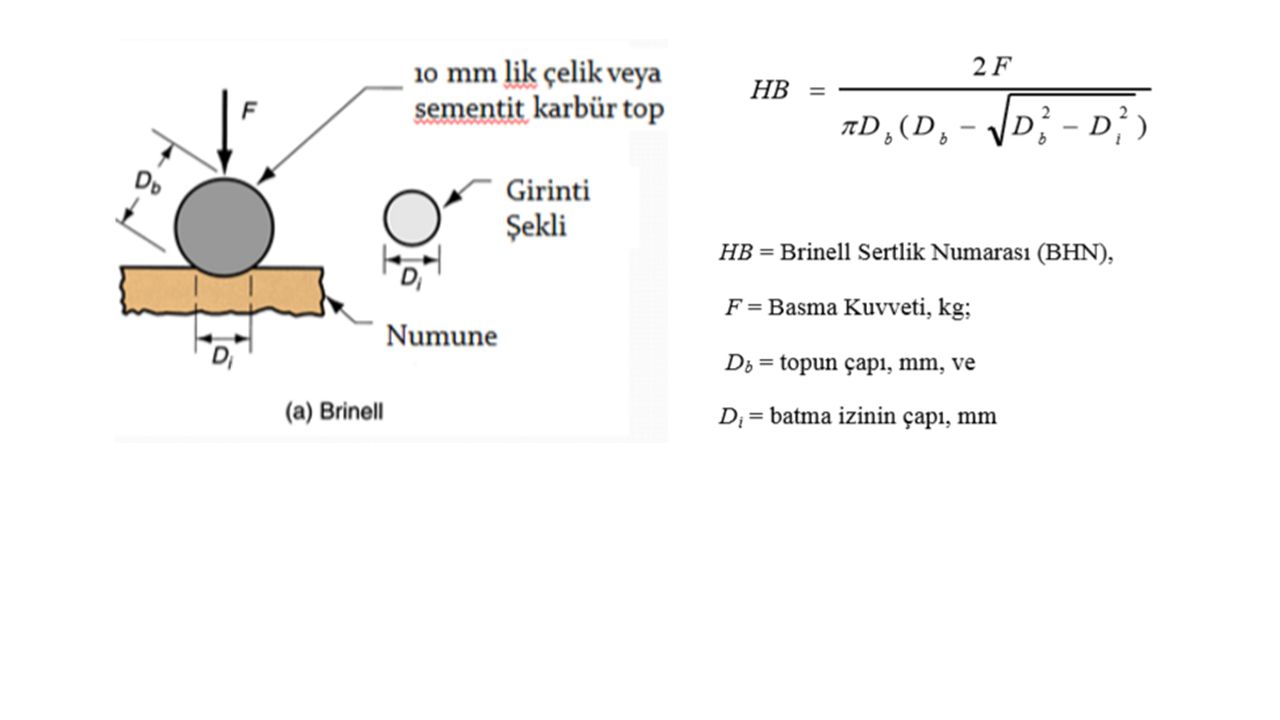
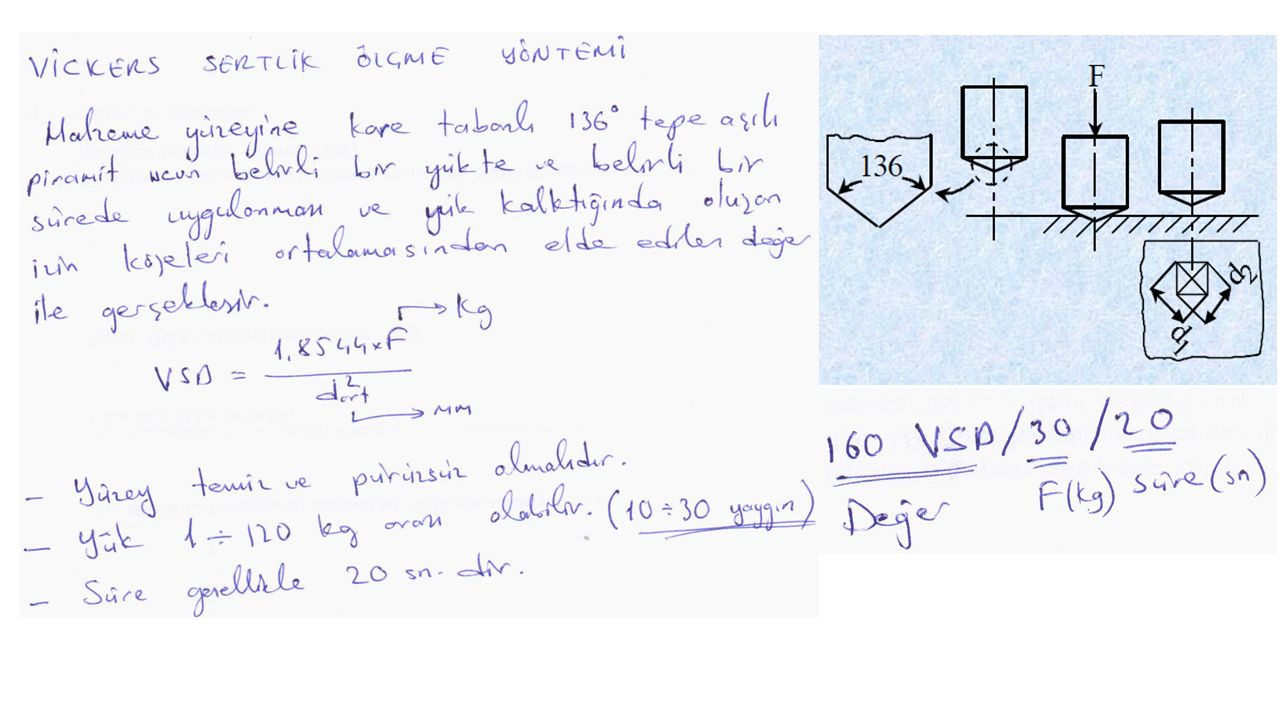
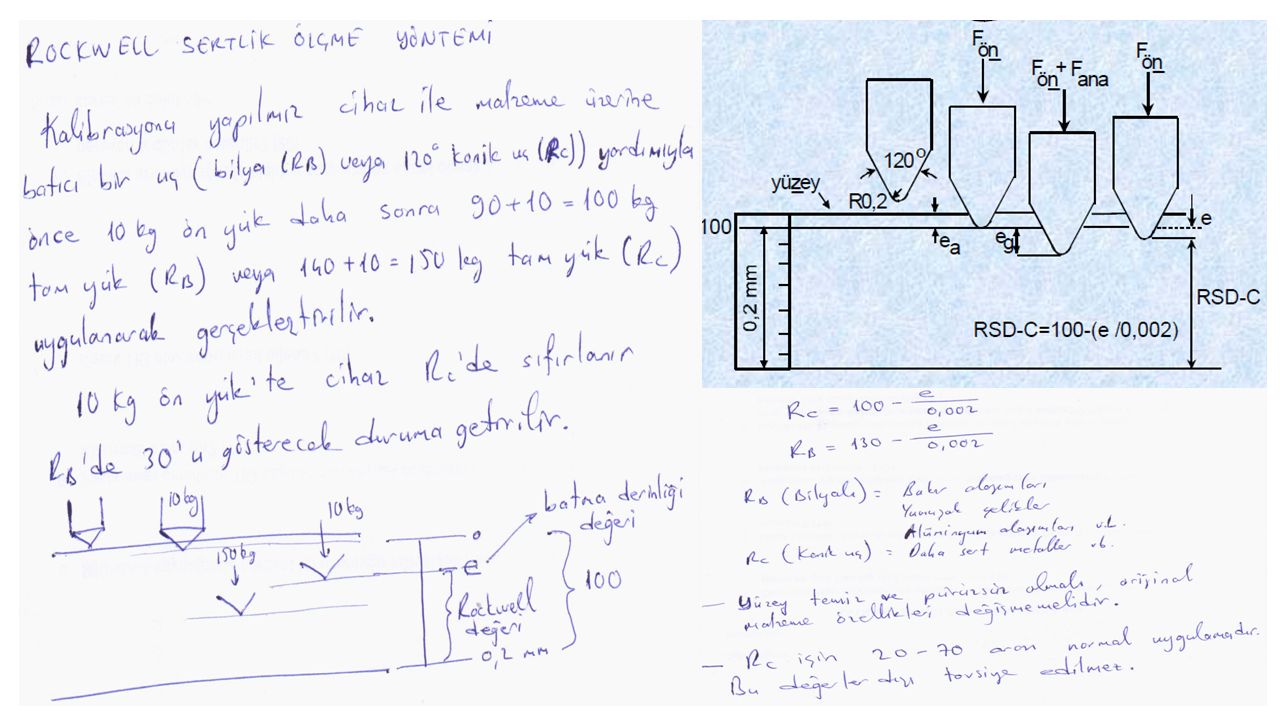
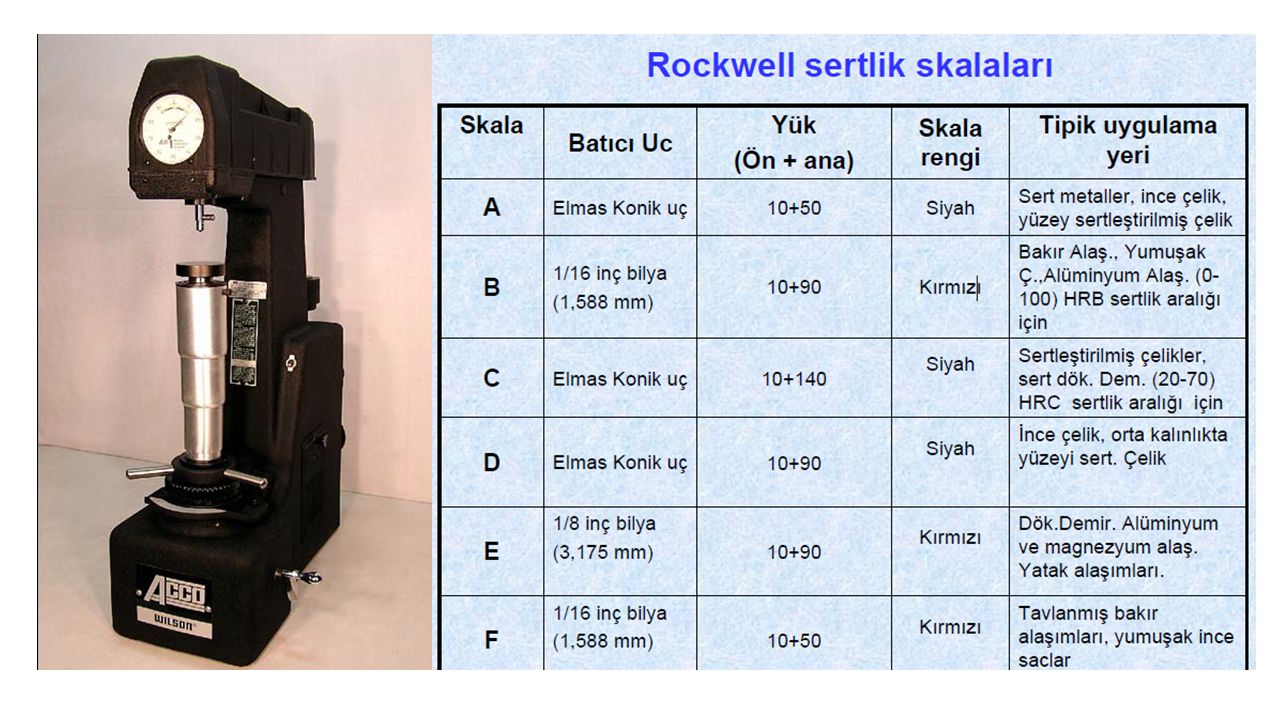
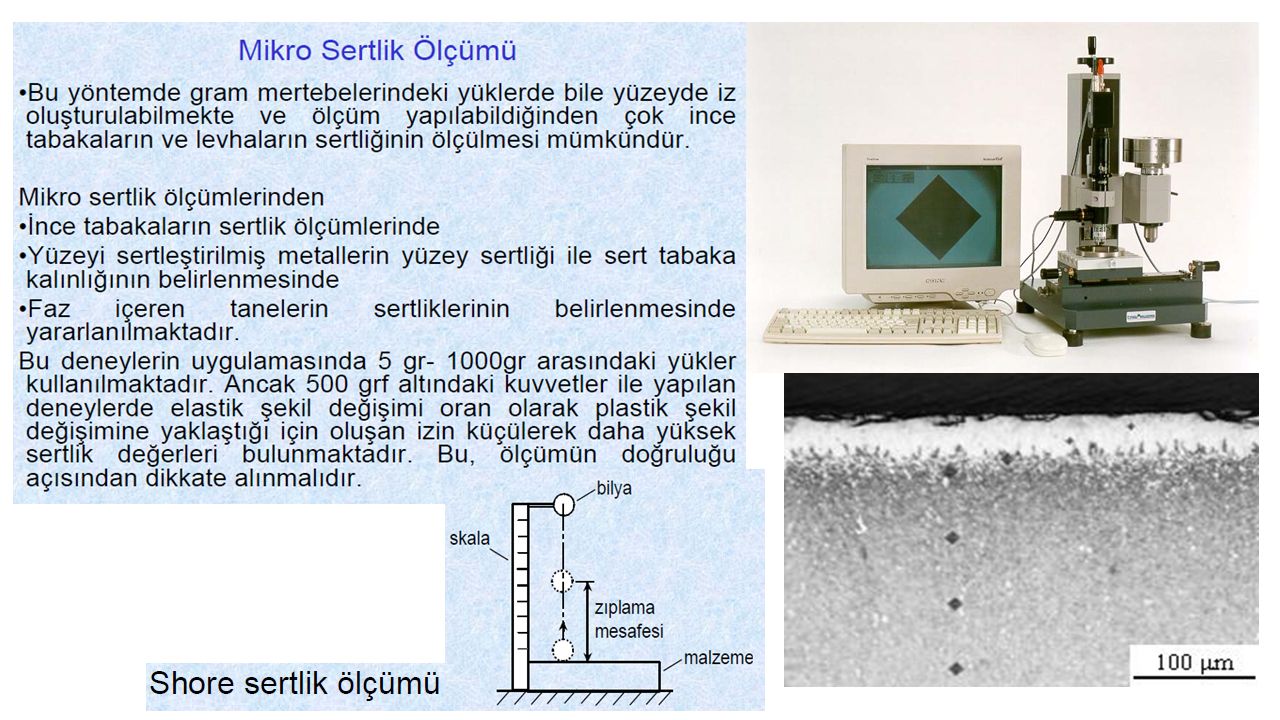
Sertlik Deneyleri Genellikle malzemenin özelliklerini belirlemek için kullanılır çünkü bu testler hızlı ve uygun sonuç verir Değişik test metotları farklı malzemelerin sertliğinin farklı olmasından dolayı uygundur En iyi ve en çok bilinen sertlik testleri; Brinell, Vickers ve Rockwell Knoop, Scleroscope, ve Durometer gibi diğer test metotları da vardır Brinell Sertliği Düşükten orta sertliğe kadar birçok metalde ve metal olmayanlarda bu deney kullanılır. Sert bir bilye (küre) uç 500, 1500 ya da 3000 kg ile örnek yüzeye bastırılır.
 uç 500, 1500 ya da 3000 kg ile örnek yüzeye bastırılır.")
45
Basma Deneyi Yük silindirik test numunesine basma olarak uygulanır.

46
Çekme Deneyi ve Basma Deneyi Karşılaştırması
Mühendislik gerilme - genleme eğrilerinde çekme ve basma için farklılık olmasına rağmen, gerçek gerilme-genleme ilişkisi hemen hemen aynıdır. Çekme deneyleri daha çok kullanılır, bu yüzden akış eğrisi K ve n değerleri basma işlemleri için de uygulanabilir. Basma işlemlerinde çekme K ve n verileri kullanıldığı zaman boyun bölgesi dikkate alınmaz, çünkü bu çekme gerilmelerinin oluşturduğu özel bir genleme hadisesidir. Basma deneyleri çalışma koşullarında basma gerilmeleri etkisi altında çalışan parçalar için yararlıdır. Örneğin, yatak alaşımları, gri dökme demirler, tuğla ve beton gibi malzemelerdir.

47
EĞME DENEYİ Eğme deneyi ile, eğilen bir çubuğa etkiyen yük ve elastik deformasyon arasındaki ilişkiyi göstermek amaçlanır. Sabit veya değişken yükleme şartlarında, elastik deformasyon sahasında çubuğun dayandığı maksimum eğilme yükü bulunur. Sert kırılgan malzemeler (seramikler) elastiklik özelliğine sahiptirler. Fakat plastiklik özelliği ya hiç yoktur ya da çok azdır. Genellikle bükme deneyi ile test edilir.
 elastiklik özelliğine sahiptirler. Fakat plastiklik özelliği ya hiç yoktur ya da çok azdır. Genellikle bükme deneyi ile test edilir.")
48
BURMA DENEYİ Burma deneyi, her iki ucundan sıkıştırılan deney numunesi, bir ucu sabit kalacak şekilde diğer ucundan döndürülerek numune üzerine burma momenti uygulanması esasına dayanır. Burma deneyi, çekme deneyi gibi çok geniş kullanım alanına sahip olmayıp, tamamen standartlaştırılmamıştır. Bununla beraber plastik deformasyonla ilgili teorik çalışmalarda ve metallerin dövülebilme özelliklerinin belirlenmesi gibi birçok mühendislik uygulamalarında ihtiyaç duyulan bir deneydir. Burma deneyi, özellikle takım çelikleri gibi gevrek malzemelerin dövülebilme özelliğinin belirlenebilmesi için yüksek sıcaklıklarda da yapılır. Aynı zamanda kullanım yerlerinde burma momentinin önemli olduğu şaft, dingil, matkap ucu gibi parçalara direkt olarak uygulanabilen bir deneydir.

49
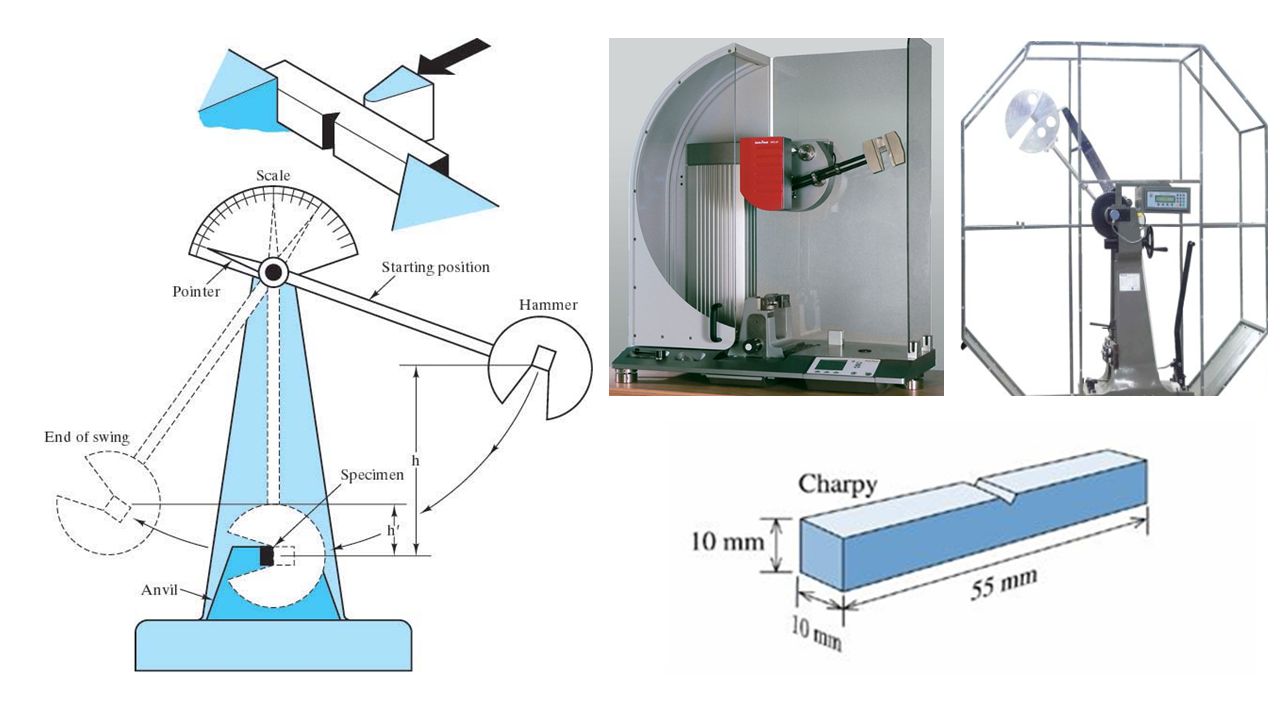
Çentik darbe deneyi

51
Kırılma Enerjisi = G.(h – h1) = G. L . ( cos β – cos α ) joule
Charpy test cihazının çalışma prensibi G ağırlığında bir sarkaç h yüksekliğine çıkarılırsa, potansiyel enerjisi G x h olur. Daha sonra bu sarkaç serbest olarak bu yükseklikten bırakılıp düşey bir düzlem içerisinde numuneye çarparak kırar ve diğer yönde h1 yüksekliği kadar yukarı çıkar ve potansiyel enerjisi G x h1 olur. Sarkacın ilk potansiyel enerjisi ile son durumdaki potansiyel enerjisi arasındaki fark numunenin kırılması için gereken enerjiyi verir. Kırılma Enerjisi = G.(h – h1) = G. L . ( cos β – cos α ) joule Çentik vurma tokluğu = Kırılma Enerjisi / Alan ( Kg.m / cm2 )
 = G. L . ( cos β – cos α ) joule. Çentik vurma tokluğu = Kırılma Enerjisi / Alan ( Kg.m / cm2 )")
52
Sünek-Gevrek geçiş sıcaklığı
HMK da ki bu düşüşün sebebinin arayer atomalarının (cottrel atmosferi) düşük sıcaklıklarda, dislokasyon hareketlerini engellemesi olarak düşünülür. Nispeten yüksek sıcaklıklarda dislokasyonlar engellerden kurtulabildiği düşünülmekte ve bu yüzden darbe enerjisini arttığı varsayılmaktadır.
 düşük sıcaklıklarda, dislokasyon hareketlerini engellemesi olarak düşünülür. Nispeten yüksek sıcaklıklarda dislokasyonlar engellerden kurtulabildiği düşünülmekte ve bu yüzden darbe enerjisini arttığı varsayılmaktadır.")
53
HMK da geçiş sıcaklığı, kimyasal bileşimden çok etkilenir.
Örneğin, C artarsa Tg artar. Mn (ve Ni) artarsa Tg azalır. Düşük sıcaklıklarda yüksek tokluk için ideal alaşım elementleridir.
 artarsa Tg azalır. Düşük sıcaklıklarda yüksek tokluk için ideal alaşım elementleridir.")
54
Kırılma Tokluğu Çentik: Bir parçada bulunan ani kesit değişimidir. Çentikten dolayı çentik dibinde gerilme yığılması oluşmakta ve hesaplanandan daha büyük gerilmelere ulaşmaktadır. Çentik faktörü, çentik dibinde oluşan gerilmenin çentik olmama durumundaki gerilme haline oranıdır. kt = Çentik faktörü max = Max gerilme (Çentikten dolayı Gerilme yığılması ile oluşan gerilme) n = Nominal gerilme (ortalama gerilme)
 n = Nominal gerilme. (ortalama gerilme)")
55
Çok keskin çentikler (çatlaklar) bulunma durumunda gereken tasarımın yapılması için “kırılma mekaniği” kullanılır. Kırılma mekaniğinde gerilme şiddet faktörü ve malzemenin kırılma tokluğu kavramları kullanılır. Kırılma mekaniğinde “Gerilme şiddet faktörü” kullanılır. K1: Çekme zorlaması K11: Kesme (kayma) zorlaması K111: Burulma zorlaması olma durumları. En tehlikeli durum K1: çekme durumudur. a max R max
 zorlaması. K111: Burulma zorlaması olma durumları. En tehlikeli durum K1: çekme durumudur. a max R max ")
56
Malzemenin ani zorlamalara karşı dayanımını ifade eden büyüklük “kırılma tokluğu” dur.
Bu değer K1C ile ifade edilir. K1C azaldıkça malzemenin gevrek kırılma eğilimi artar. Parçanın tasarımda herhangi bir zorlama altında ani ve gevrek kırılmaması için aşağıdaki şart sağlanmalıdır. Ani kırılma olmaması için Çatlak boyunun kritik değerden küçük olması Gerilmenin kritik gerilmeden (kritik çatlak boyunda gevrek kırılmaya sebep olan gerilme) değerden daha küçük olması gerekir.
 değerden daha küçük olması gerekir.")
57
Yorulma ve Sürünme diğer slaytlarda

58
Yoğunluk Birim hacmin ağırlığı • Genel olarak g/cm3 (lb/in3) • Atom numarası ve atom çapı, atomik packing gibi diğer faktörler sayesinde bulunur • Özgül ağırlık = malzemenin yoğunluğunun suyun yoğunluğuna oranı ve birimi yoktur Niçin Yoğunluk Önemlidir? • Malzeme seçiminde yaralanılacak önemli bir özelliktir, fakat bu iş için tek başına ele alınacak bir özellik değildir • Mukavemette malzeme seçiminde önemlidir, ve bu iki özellik sıkı sık bir arada kullanılır “strength-to-weight ratio”,gerilme mukavemeti/malzeme yoğunluğu – Uçak, otomobil, ve diğer ağırlık ve enerji gerektiren ürünlerde malzeme seçiminde bu oranın kullanımı gerekli ve yaralıdır

59
Genleşme Malzemenin yoğunluğu, sıcaklığın bir fonksiyonudur – Genel olarak, sıcaklık arttıkça yoğunluk düşer – Sıcaklık artımı ile birim ağırlık başına hacim artar – Genleşme, sıcaklığın y yoğunluk üzerindeki etkisinin adıdır – Genleşme katsayısı α Genleşme Katsayısı Birim sıcaklığa karşı birim uzama miktarıdır ,mm/mm/°C (in/in/°F) Birim hacim yerine birim uzunluk alınır. Çünkü ölçüm yapmada bu kolaylık sağlar. Sıcaklıktaki değişime karşı, uzunluktaki birim uzama: L2 - L1 = αL1 (T2 - T1) α = Genleşma Katsayısı; L2 - L1 uzama miktarı,, T2 T1:sıcaklıkdeğişim İmalatta Genleşme Katsayısı • Genleşme Katsayısı, shrink fit ve expansion fit montajlarında kullanılır – Bir parçanın içine başka bir parçayı geçirmek için parça, ya ısıtılır yada soğutulur – Parçanın sıcaklığı ortam sıcaklığına geri döndüğü zaman, sıkıştırılmış bir montaj elde edilir • Genleşme, ısısal ve kaynak işlemlerinde termal gerilme yüzünden bir problem olabilir
 Birim hacim yerine birim uzunluk alınır. Çünkü ölçüm yapmada bu kolaylık sağlar. Sıcaklıktaki değişime karşı, uzunluktaki birim uzama: L2 - L1 = αL1 (T2 - T1) α = Genleşma Katsayısı; L2 - L1 uzama miktarı,, T2 T1:sıcaklıkdeğişim. İmalatta Genleşme Katsayısı. • Genleşme Katsayısı, shrink fit ve expansion fit montajlarında kullanılır. – Bir parçanın içine başka bir parçayı geçirmek için parça, ya ısıtılır yada soğutulur. – Parçanın sıcaklığı ortam sıcaklığına geri döndüğü zaman, sıkıştırılmış bir montaj elde edilir. • Genleşme, ısısal ve kaynak işlemlerinde termal gerilme yüzünden bir problem olabilir.")
60
Termal(ISIL) Özellikler
• Termal genleşme, Ergime ve Ergime ısısı, termal özelliklerdir. Çünkü sıcaklık, atomların termal enerji seviyelerinde ve malzemenin iç yapısında değişikliklere sebep olur • Ek olarak termal özellikler: – Özgül ısı – Termal Öz iletkenlik – Bu özellikler maddenin iç yapısında ısının depolanması ve çıkışı ile bağlantılıdır Özgül Isı Malzemenin iç yapısında birim kütlenin sıcaklığını bir derece arttırmak için gerekli olan ısı enerjisidir. Belirli bir sıcaklık ve ağırlık altında bu enerji: H = C W (T2 - T1) H = Isı enerjisi miktarı; C = Malzemenin özgül ısısı; W =Ağırlık; ve (T2 - T1) = sıcaklık değişimi Hacimsel Özgül Isı Malzemenin birim hacminin sıcaklığını bir derece arttırmak için gerekli olan enerji miktarıdır • Yoğunluk ρ ,özgül ısı C ile çarpılır • Hacimsel Özgül Isı = ρC
 H = Isı enerjisi miktarı; C = Malzemenin özgül ısısı; W =Ağırlık; ve (T2 - T1) = sıcaklık değişimi. Hacimsel Özgül Isı. Malzemenin birim hacminin sıcaklığını bir derece arttırmak için gerekli olan enerji miktarıdır. • Yoğunluk ρ ,özgül ısı C ile çarpılır. • Hacimsel Özgül Isı = ρC.")
61
Termal(Isıl) İletkenlik
Termal(Isıl) iletim – malzeme içerisinde termal enerjinin molekülden moleküle transferidir. Kütle transferi değildir Bir malzemenin termal iletkenliği = bu fiziksel düzenek vasıtasıyla ısıyı transfer etme yeteneğidir • Termal iletkenlik katsayısı k dır ve birimi: J/s mm °C (Btu/in hr °F) • Metallerin termal iletkenlik katsayısı genellikle yüksektir, seramik ve plastiğin ise düşüktür Termal(Isıl) Diffusivity • Termal iletkenliğin, hacimsel özgül ısıya oranıdır ve ısı transfer analizlerinde kullanılır İmalatta Termal(Isıl) Özellikler Birçok proseste ısıl işlemler ortak olduğu için imalatta önemli yer tutarlar – Birçok işlevde, ısı enerjisinden yararlanılır Örnek olarak: Toz metal ve seramiklerin katılaştırılması – Diğer işlevlerde ise, işlem sonunda ısı elde edilir Örnek olarak: Soğuk şekillendirme ve metalin talaşlı İmalatı
 iletim – malzeme içerisinde termal enerjinin molekülden moleküle transferidir. Kütle transferi değildir. Bir malzemenin termal iletkenliği = bu fiziksel düzenek vasıtasıyla ısıyı transfer etme yeteneğidir. • Termal iletkenlik katsayısı k dır ve birimi: J/s mm °C (Btu/in hr °F) • Metallerin termal iletkenlik katsayısı genellikle yüksektir, seramik ve plastiğin ise düşüktür. Termal(Isıl) Diffusivity. • Termal iletkenliğin, hacimsel özgül ısıya oranıdır ve ısı transfer analizlerinde kullanılır. İmalatta Termal(Isıl) Özellikler. Birçok proseste ısıl işlemler ortak olduğu için imalatta önemli yer tutarlar. – Birçok işlevde, ısı enerjisinden yararlanılır Örnek olarak: Toz metal ve seramiklerin katılaştırılması. – Diğer işlevlerde ise, işlem sonunda ısı elde edilir Örnek olarak: Soğuk şekillendirme ve metalin talaşlı İmalatı.")
63
İç Direnç Malzemenin, elektrik akımına karşı koyduğu direnç yeteneğidir • İç direnç değeri sabit değildir; diğer birçok malzeme özelliği gibi sıcaklıktan etkilenerek değişir • Metallerde, sıcaklık iç direnci arttırır İletkenlik -Malzemelerin bir iç direnci olduğu gibi İletkenlik özellikleri de vardır -Malzemelerin iletkenliği, iç direncinin tersidir Mühendislik Malzemeleri ve Elektriksel Özellikleri • Metalik bağlarından dolayı elektriği en iyi ileten malzemeler, metallerdir • Seramik ve polimer malzemelerin çoğunun iç yapılarındaki kovalent ve iyonik bağların varlığından dolayı, elektrik iletkenlikleri zayıftır • Bu malzemelerin bir çoğu, yüksek iç dirençlerinden dolayı Yalıtıcı olarak kullanılırlar Yarı İletkenler İç dirençleri, yalıtıcı ve iletken yapı arasında değişen malzemelerdir • En çok kullanılan yarı iletken malzeme, silicon dur. Çünkü Silikon, doğada çok bulunur, maliyetinin düşüktür ve işlenmesi kolaydır • Yarı iletkenler, iletkenliklerinde değiştirme yapabilmemiz sayesinde, elektronik devre entegrelerinde en çok kullanılan malzemelerdir

64
İmalatta Elektriksel Özellikler
• Ark kaynak ve rezistans nokta kaynak gibi önemli kaynak işlemlerinde, metalin eritilmesi için elektrik enerjisi kullanılır • Yarı iletkenler, elektriksel yeteneklerinden dolayı, mikroelektronik imalatın temelini oluştururlar

Benzer bir sunumlar


 ile karakterize edilir. Verilen bir elementin tüm atomlarında.>")


-Numune hazırlama 2)-Çekme deneyinin yapılışı.>")















