Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Yrd.Doç.Dr.Y ı ld ı z Yaral ı Özbek PLAST İ K Ş EK İ L VERME TAV FIRINLARI

2
Metalurjik İşlemlerde Kullanılan Fırınlar 1 ) Tav ÇukurlarıTav Çukurları 2 ) Yeniden Isıtma FırınlarıYeniden Isıtma Fırınları 3) Isıl işlem fırınları Tav ÇukurlarıTav Çukurları,Yeniden Isıtma Fırınları; Plastik şekil verme işlemlerinde malzemede istenen mukavemet ve sünekliği sağlarlar. Isıl işlem fırınları ise malzemeye uygulanacak çeşitli ısıl işlemlerin yapılması sırasında malzemenin ısıtılmasını sağlar. İngotların tavlanmasında kullanılır. Tav çukurları ısıtmanın yanında yapının homojenleştirilmesinde kullanılır. 1180ºC-1340ºCYeniden Isıtma Fırınları

3
Kullanım Amacı Bu fırınların kullanım alanı oldukça geniş bir yelpazeye sahiptir. Döküm veya dövme malzemelerini tavlanması için kullanılmaktadır. Teknik Özellikler Çalışma Sıcaklığı: 900°C-1100°C’dir. Maksimum Sıcaklık: 1200°C'dir. Homojenlik: -/+ 10°C'dir. Maksimum yük: 5000 kg’ dan 65.000 kg’ a kadar.

4
Isıtma sistemi, elektrikli, doğalgaz ya da fuel-oil yakıtlı olabilir, İzolasyon malzemesi olarak izole tuğla, ateş tuğlası, refrakter, mineral yünü ve seramik elyaf battaniye kullanılır. Sıcaklık ve hareketlerin kontrolü PLC ile sağlanır, sıcaklıklar kayıt cihazı ile kayıt altına alınabilir. Enerji tüketimi düşük ve bakımı kolaydır.

5
PLAST İ K ŞEK İ L VERME İ ŞLEMLER İ NDE KULLANILAN TAV FIRINLARI Tavlama; En genel şekilde malzemenin belirli bir sıcaklıkta bir süre tutulması olarak tanımlanır. Tavlama işleminin amaçları : - Sıcak işlem için malzemenin özelliklerini değiştirme, - Gerilme giderme, - Tane yapısını değiştirme, - Malzemede farklı bir mikro yapının oluşumunu sağlamak, gibi amaçlarla yapılır.

7
Tav fırın örnekleri

11
Demir dışı malzemelerin tavlanması

12
1 ) TAV ÇUKURLARI Büyük metalik kütleler olan ingotların tavlanmasında kullanılırlar. Tav çukurlarında, ingotların yüzeyinde aşırı ısınma olmaksızın istenilen sıcaklığa kadar üniform olarak ısıtılırlar. Tav çukurları ısıtmanın yanında ingotların mikro yapısının homojenleşimesini de sağlar.

13
Tav çukurları genellikle kara, dikdörtgen, veya daire şeklinde derin fırınlar olup ingorlar bu fırına üst kısımdan şarj edilir. Üsten kapaklıdırlar. 2 tip tav çukuru vardır; Rejeneratif tip tav fırınları Reküperatörlü tav çukurları

14
Tav çukurları genellikle grup olarak inşa edilirler. Dört çukur bir batarya olarak adlandırılır. Demir-çelik tesislerindeki tav çukurlarında gaz yakıt olarak yüksek fırın gazı, kok gazı, veya bunların karışımı kullanılır. Gerekirse bu yakıtlar sıvı yakıtla takviye edilirler.

15
İki tip tav çukuru mevcuttur. Rejeneratif tip tav çukurlarının her iki tarafında fırına verilen ve gazı ısıtmak için iki rejeneratör bulunur. Çukurun bir tarafındaki rejenatörlerinden verilen gaz ve hava çukura girdiğinde yanar, İngotlarıda ısıtır Diğer taraftaki rejeneratörlerden geçerek onları da ısıtır ve bacaya gider.

16
Rejeneratif tip çukurlarında gaz akımı yatay olduğundan bu tip çukurların en büyük dezavantajı gaz akımının yönüne göre ingotların yüzeyleri farklı ısıtıldığından uniform bir ısıtma elde edilememesidir. Bu sebepten bu tip tav çukurları yerine yeni tesislerde daha iyi bir ısıtma ve işletme kolaylığı sağlayan reküperatif tav çukurları yapılmaktadır.

17
Reküperatif tipteki gaz akımı dikeydir. Reküperatif tav çukurunda gaz ve reküperatörden geçerek ısınan hava, çukurun üst kısmındaki bir yakıcı vasıtasıyla çukura verilir. Batarya şeklinde inşa edilen bugün çok daha fazla kullanılmaktadır.

18
İngotların tav çukurlarına şarj edildiği andaki sıcaklığına bağlı olarak tavlama süresi değişir. Modern uygulamalarda ingotların tav çukurlarına sıcak olarak şarj edilmektedir. Şarj edilen ingotların yüzey sıcaklıklar 400ºC dan az ise soğuk şarj denir. Demir-çelik tesislerinde çelikhaneden gelen ingotların %90’ı tav çukurlarına 800-850 ºC şarj edilir.

19
Sıcak şarj edilen karbonlu çelik ingotlar için ısıtma süresi ingotların dökümünün bitiminden tav çukurlarına şarjına kadar geçen zamanın yaklaşık olarak 1.5 katıdır. Soğuk ingotları ısıtmak genel olarak 8-12 saat sürer. Çok büyük ingotlar veya bazı özel çelikler daha uzun bir tav süresi gerektirir.

20
Isıtmada izlenen metod ingotların şarj sıcaklığına ve çeliğin kimyasal bileşimi ile değişen ısı iletkenliğine ve plastikliğine bağlıdır Isıtma işleminin başında çukur maksimum çukur maksimum gaz ile ateşlenir. Bu ilk ısıtma esnasında ingot yüzeyi istenilen sıcaklığa erişir.

21
İngotun yüzeyinin sıcaklığını artırmadan iç kısmının da aynı sıcaklığa erişmesi için bundan sonra çukura verilen gaz miktarı minimuma iner. Bu minimum gaz sarfiyatı ingotun aynı sıcaklıkta kalması ve çukurdan ısı kayıplarının karşılanmsı için yeterlidir.

22
Gaz akımı yarım saat düşük seviyede kaldıktan sonra ingotlar çukurdan alınarak haddeye verilir. İ ngotların tav sıcaklı ğ ında tutuldu ğ u bu süreye bekletme süresi denir.

23
YEN İ DEN ISITMA FIRINLARI Bu fırın tiplerinin başlıcaları; 1- Yığım TipiYığım Tipi 2- Sürekli Fırınlar (İtmeli, döner hazneli, yürür kirişli veya makaralı hazneli fırınlar).Sürekli Fırınlar (İtmeli, döner hazneli, yürür kirişli veya 3- Elektrik Enerjili Fırınlar.Elektrik Enerjili Fırınlar
.Sürekli Fırınlar (İtmeli, döner hazneli, yürür kirişli veya 3- Elektrik Enerjili Fırınlar.Elektrik Enerjili Fırınlar")
24
1)-YI Ğ IM T İ P İ FIRINLAR Fırına şarj edilen malzemelerin fırın haznesinde, istenilen sıcaklığa ısıtılıncaya kadar hareket ettirilmemeksizin kaldığı, sıvı veya gaz yakıtın kullanıldığı, ön ısıtılmış hava ile de yanmanın gerçekleştiği tipte fırınlardır.
-YI Ğ IM T İ P İ FIRINLAR Fırına şarj edilen malzemelerin fırın haznesinde, istenilen sıcaklığa ısıtılıncaya kadar hareket ettirilmemeksizin kaldığı, sıvı veya gaz yakıtın kullanıldığı, ön ısıtılmış hava ile de yanmanın gerçekleştiği tipte fırınlardır.")
25
2) İ TMEL İ FIRINLAR a- SÜREKL İ İ TMEL İ FIRINLAR Fırına şarj edilen malzemenin, ısıtılırken yol boyunca hareket ettiği tipte fırınlardır.
 İ TMEL İ FIRINLAR a- SÜREKL İ İ TMEL İ FIRINLAR Fırına şarj edilen malzemenin, ısıtılırken yol boyunca hareket ettiği tipte fırınlardır.")
26
Aşağıdaki şekilde genellikle çelik kütük veya slablarının tavlanmasında kullanılan eski tipteki itmeli fırınlardan yeni beş ısıtma zonlu fırınlara geçiş gösterilmektedir.

27
b- DÖNER HAZNEL İ FIRINLAR Bu tip fırınlar, genellikle kısa kütük ve takozları veya küçük parçaları dövme sıcaklığına ısıtmada kullanılır. Bu fırınlarda hazne bölümü dönerken dış kısımlar ve çatı sabit durumdadır.

28
c -YÜRÜR KİRİŞLİ ve MAKARALI HAZNELİ FIRINLAR Bu fırınlarda şarj edilen malzemenin fırın içinde akışı sürekli olarak dönen kirişlerle veya makaralarla sağlanmaktadır. Şarj edilen malzeme fırının bir ucundan girmekte, diğer uçtan tavlanmış olarak çıkmaktadır.

29
d - ELEKTR İ K ENERJ İ L İ FIRINLAR Elektrik enerjisi ısıtma işlemlerinde en iyi yakıt olmasına rağmen pahalı olması nedeniyle az tercih edilir. Elektrik enerjili fırınlar plastik şekil verme işlemlerinden yalnızca dövme ve şekilli kesme işlemlerinde kullanılmaktadır. Elektrik enerjisi ile ısıtmada iki yöntem uygulanır : 1- Isıtılacak parça direnç vazifesi görür. 2- Endüksiyonla ısıtma.

30
ISITMA SÜRES İ N İ N TAY İ N İ Tavlama = f (Sıcaklık ( T ), Zaman ( t ) Tavlama süresi kriterleri a - Her 25 mm kalınlık için bir saat ısıtma süresi Not: Bu kriterde ısıtmanın her yönden olacağı göz önün alındığından, örneğin 50 mm kalınlığında bir parça için tavlama süresi 1 saat olmalıdır.
, Zaman ( t ) Tavlama süresi kriterleri a - Her 25 mm kalınlık için bir saat ısıtma süresi Not: Bu kriterde ısıtmanın her yönden olacağı göz önün alındığından, örneğin 50 mm kalınlığında bir parça için tavlama süresi 1 saat olmalıdır.")
31
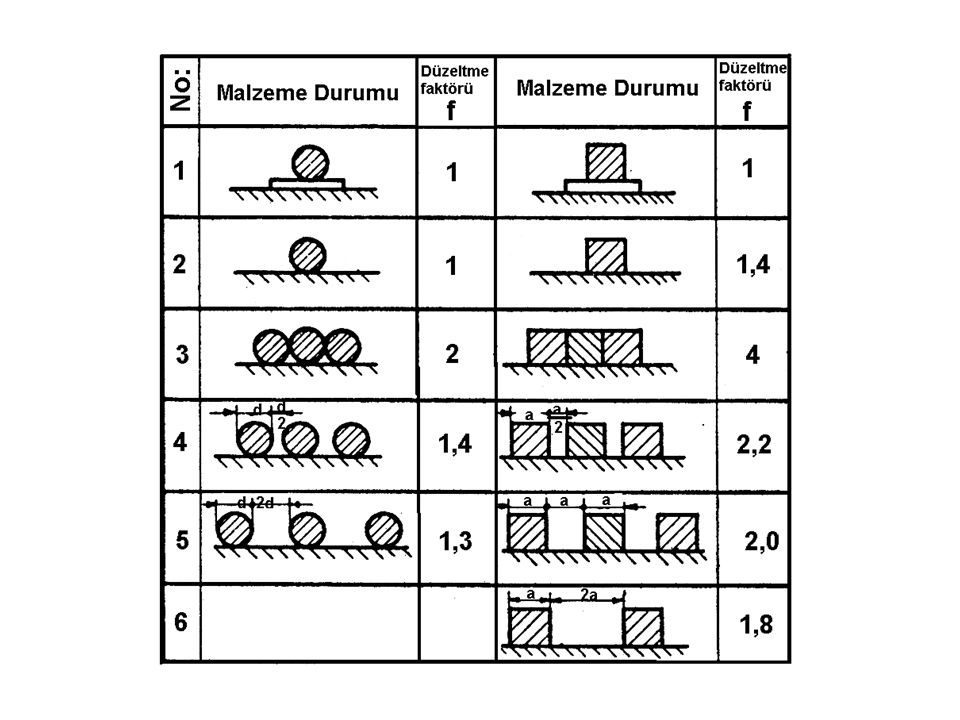
c - Tavlama süresi için ampirik bağıntılarda geliştirilmiştir. t = f k L t = Isıtma süresi ( saat ) L = Isıtılan parçanın çap veya kenar uzunluğu ( m ) f = Düzeltme faktörü k = Sabit Karbon çelikleri için ( C < % 0.4 ); k = 10 Alaşımlı çelikler için ; k = 20 alınır.
 L = Isıtılan parçanın çap veya kenar uzunluğu ( m ) f = Düzeltme faktörü k = Sabit Karbon çelikleri için ( C < % 0.4 ); k = 10 Alaşımlı çelikler için ; k = 20 alınır..")
33
TAVLAMA ORTAMI Sıcak işlem için malzemenin tavlanması sırasında önemli olan bir konu OKSİTLENME ’dir.Genellikle hava atmosferinde yapılan tavlama işlemlerinde malzemenin yüzeyinde oluşan oksit tabakasına uygulamada TUFAL denilmektedir. Tufallaşma (oksitlenme) bir malzeme kaybı, olup bu kayıp çelikte % 1-3 oranındadır. Tufalleşmeyi etkileyen faktörler ; 1-) Sıcaklık ( T ) 2-) Isıtma ortamı 3-) Isıtma süresi( t ) 4-) Malzemenin cinsi ve bileşimi 5-) Parçanın boyutu ve şekli
 bir malzeme kaybı, olup bu kayıp çelikte % 1-3 oranındadır. Tufalleşmeyi etkileyen faktörler ; 1-) Sıcaklık ( T ) 2-) Isıtma ortamı 3-) Isıtma süresi( t ) 4-) Malzemenin cinsi ve bileşimi 5-) Parçanın boyutu ve şekli.")
34
Sıcak işlem için en uygun sıcaklık, işlemde uygulanacak deformasyon oranına, deformasyon hızı ve şartlarına işlem sonunda üründen beklenen mekanik özelliklere ba ğ lı olarak seçilir. Sıcak işlem için malzemenin tavlanması sırasında önemli olan bir hususta oksitlenmedir. Tavlamada koruyucu atmosfer veya vakum kullanmak genelde pratik olmayıp hem de pahalı oldu ğ unda pek tercih edilmez

35
İ DEAL B İ R TAVLAMA YAPMAK İ Ç İ N GEREKL İ ŞARTLAR; 1-) Atmosfer kontrollü fırınlar kullanmak. 2-) Fırın sıcaklığını ölçerek kontrol etmek. 3-) Sıcaklık bütün kesitte aynı olacak şekilde bir ısıtma hızı kullanmak. 4-) Oksitlenme ( tufallaşma ) kaybı ve yakıt sarfiyatı en az olacak şekilde tavlamak. 5-) Kullanılacak yakıtı amaca uygun seçmek. 6-) Homojen sıcaklık için gerekli en kısa zamanda tavlamak.
 Fırın sıcaklığını ölçerek kontrol etmek. 3-) Sıcaklık bütün kesitte aynı olacak şekilde bir ısıtma hızı kullanmak. 4-) Oksitlenme ( tufallaşma ) kaybı ve yakıt sarfiyatı en az olacak şekilde tavlamak. 5-) Kullanılacak yakıtı amaca uygun seçmek. 6-) Homojen sıcaklık için gerekli en kısa zamanda tavlamak..")
37
Oksidasyonu önlemek için fırın içerisine azot gazı verilerek Kontrollü bir Atmosfer oluşturulmuştur. Isı ve Gaz kaçaklarını önlemek için gerekli önlemler alınmış, fırın giriş çıkışlarında alev perdeleri oluşturulmuştur. KULLANIŞLI ALAN 400 x 5000 X 800 mm ENERJİ TÜRÜDoğal Gaz MAKS. SICAKLIK1000 °C KONTROL Otomatik ısı kontrollüdür. Ayarlanan sıcaklığı ayarlanan süre kadar muhafaza etmektedir. Mal alma ve besleme otomatiktir. Bant hızı pano üzerinden ayarlanabilmektedir. Sıcaklık 3 ayrı noktadan ölçüler en hassas kontrol sağlanabilmektedir. TELBANT KONVEYÖRLÜ - KORUYUCU ATMOSFERLİ DİSK TAVLAMA FIRINI

38
KOMPAKT - ATMOSFER KONTROLLÜ - HİDROLİK YÜKLEMELİ TAV FIRINI ( 1300 ° C Fırın özel alaşımlı bir malzemenin ısıl işlemi için dizayn edilmiştir. Yüksek sıcaklığa dayanıklı özel rezistanslar kullanılmıştır. Atmosfer kontrolü için fırın içerisine Argon gazı verilmektedir. KULLANIŞLI ALAN 500 X 500 X 500 mm ENERJİ TÜRÜ Elektrik MAKS. SICAKLIK 1300 °C KONTROL Otomatik. Program cihazı ile istenilen eğriler sisteme yüklenebilmektedir.

39
Fırın içerisinde oksidasyonu önlemek için kontrollü bir atmosfer oluşturulmuştur. Pnömatik besleme sistemi retort içine malı otomatik olarak beslemektedir. Ayarlanan sıcaklığa gelir ve istenen zaman kadar o sıcaklıkta kalır. Su banyosu ve soğutmalı yağ banyosu mevcuttur. KULLANIŞLI ALAN Ø500 X L : 1000 (retort ölçüleri) ENERJİ TÜRÜ Elektrik MAKS. SICAKLIK 1000 °C KONTROL Otomatik. PID. ve SSR. kontrollüdür. DÖNER RETORTLU ATMOSFER KONTROLLÜ ISIL İŞLEM TESİSİ
 ENERJİ TÜRÜ Elektrik MAKS. SICAKLIK 1000 °C KONTROL Otomatik. PID. ve SSR. kontrollüdür. DÖNER RETORTLU ATMOSFER KONTROLLÜ ISIL İŞLEM TESİSİ.")
40
MENEVİŞ FIRINI (TEL BANT KONVEYÖRLÜ) T el Bant Konveyörlü Meneviş Fırını ve Rulolu Konveyörlü Tav Fırını olarak sistem komple dizayn edilmiştir. MENEVİŞ FIRINI (TEL BANT KONVEYÖRLÜ) KULLANIŞLI ALAN 1250 X 13000 X 300 mm ENERJİ TÜRÜ Doğal Gaz MAKS. SICAKLIK 500 °C KONTROL Kontrol panosu üzerinden bant hızı ayarlanabilmektedir. Mufllı ve sirkülasyonlu olarak dizayn edilmiştir. Bu sayede maksimum sıcaklık homojenitesi temin edilmiştir. TAV FIRINI (RULOLU KONVEYÖRLÜ) KULLANIŞLI ALAN 1000 X 9000 X 300 mm ENERJİ TÜRÜ Doğal Gaz MAKS. SICAKLIK 1000 °C KONTROL Kontrol panosu üzerinden ilerleme hızı ayarlanabilmektedir
 KULLANIŞLI ALAN 1250 X X 300 mm ENERJİ TÜRÜ Doğal Gaz MAKS. SICAKLIK 500 °C KONTROL Kontrol panosu üzerinden bant hızı ayarlanabilmektedir. Mufllı ve sirkülasyonlu olarak dizayn edilmiştir. Bu sayede maksimum sıcaklık homojenitesi temin edilmiştir. TAV FIRINI (RULOLU KONVEYÖRLÜ) KULLANIŞLI ALAN 1000 X 9000 X 300 mm ENERJİ TÜRÜ Doğal Gaz MAKS. SICAKLIK 1000 °C KONTROL Kontrol panosu üzerinden ilerleme hızı ayarlanabilmektedir.")
41
KULLANIŞLI ALAN 1000 X 1000 X 1000 mm ENERJİ TÜRÜ Doğal Gaz MAKS. SICAKLIK 1000 °C KONTROL Otomatik ısı kontrollüdür. Sistem tav ve meneviş amaçlı dizayn edildiğinden muffllı ve sirkülasyonludur. Pano üzerindeki program cihazından farklı adımlardan oluşan programlar girilebilir. İleride çıktı alınmak veya kayıt yapılmak istenirse, panoda PC çıkışı mevcuttur. Araba ve kapı motor - redüktör tahriklidir. KOMPAKT - ARABALI - GİYOTİN KAPILI GERİLİM GİDERME VE TAV FIRINI

42
KOMPAKT - ARABALI - Ç İ FT G İ YOT İ N KAPILI GER İ L İ M G İ DERME VE TAV FIRINI KULLANIŞLI ALAN 1900 X 4500 X 1000 mm ENERJ İ TÜRÜ Elektrik MAKS. SICAKLIK 650 °C KONTROL Otomatik ısı kontrollüdür. Sistem mufflı ve çatıda 3 adet sirkülasyon fanlı olarak dizayn edilmiştir. Pano üzerindeki program cihazından farklı adımlardan oluşan programlar girilebilir. İ leride çıktı alınmak veya kayıt yapılmak istenirse, panoda PC çıkışı mevcuttur. Araba ve kapılar motor - redüktör tahriklidir.

43
KOMPAKT - ARABALI - G İ YOT İ N KAPILI GER İ L İ M G İ DERME VE TAV FIRINI KULLANIŞLI ALAN ; 1000 X 1500 X 800 mm ENERJ İ TÜRÜ ; Elektrik MAKS. SICAKLIK ; 1000 °C KONTROL ; Otomatik ısı kontrollüdür. Pano üzerindeki program cihazından farklı adımlardan oluşan programlar girilebilir. İ leride çıktı alınmak veya kayıt yapılmak istenirse, panoda PC çıkışı mevcuttur. Araba ve kapı motor - redüktör tahriklidir.

44
KOMPAKT - ARABALI - GİYOTİN KAPILI GERİLİM GİDERME VE TAV FIRINI KULLANIŞLI ALAN 1500 X 3000 X 1500 mm ENERJİ TÜRÜ Doğal Gaz MAKS. SICAKLIK 800 °C YÜKLEME KAPASİTESİ 1000 kg KONTROL Otomatik ısı kontrollüdür. Pano üzerindeki program cihazından farklı adımlardan oluşan programlar girilebilir. İleride çıktı alınmak veya kayıt yapılmak istenirse, panoda PC çıkışı mevcuttur. Araba ve kapı motor - redüktör tahriklidir.

46
KOMPAKT - ARABALI - KAPISI ARABAYA MONTAJLI TAV FIRINI KULLANIŞLI ALAN 1500 X 2270 X 1200 mm ENERJİ TÜRÜ Elektrik MAKS. SICAKLIK 1150 °C YÜKLEME KAPASİTESİ 1000 kg KONTROL Otomatik ısı kontrollüdür. Pano üzerindeki program cihazından farklı adımlardan oluşan programlar girilebilir. İleride çıktı alınmak veya kayıt yapılmak istenirse, panoda PC çıkışı mevcuttur. Araba ve kapı motor - redüktör tahriklidir.

47
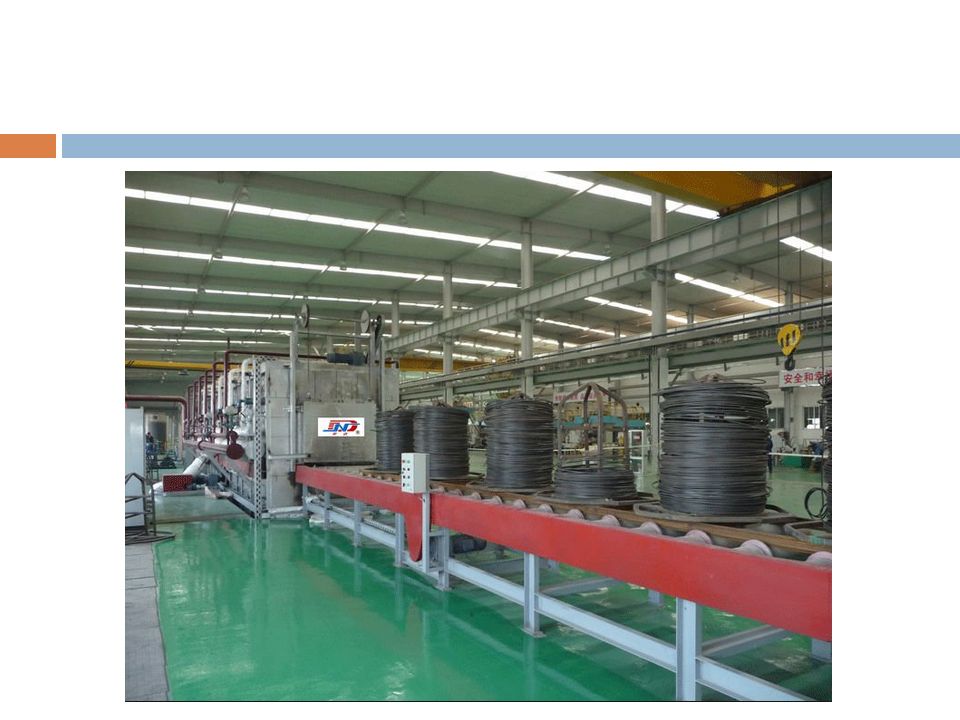
Fırın örnekleri

48
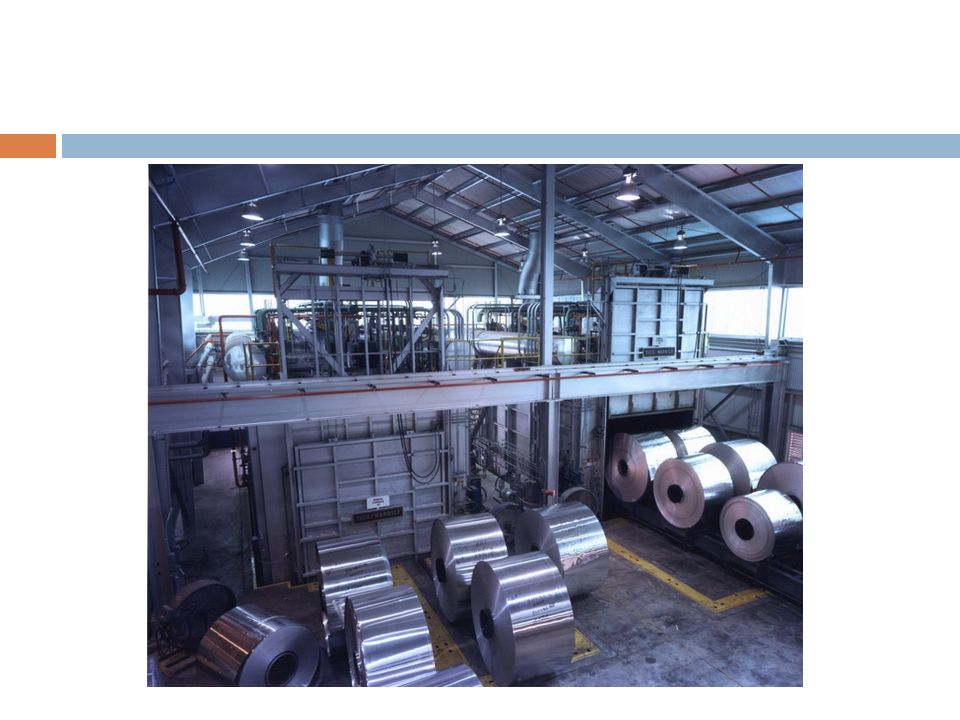
Tav fırınları alüminyum bobinlerinin ışıl işlemleri için imal edilir. Bu ışıl işlemler kontrollü sıcaklıklar ve atmosfer çevresinde yapılır. Endirekt ısıtma fırın içindeki dairesel borular ile gerçekleştirilir. Bu dairesel boruları ısıtmak için requperative brülörler kullanılır. Devir daim fanları sıcaklığın fırın içinde aynı dağılmasını sağlar ve konveksiyon ısı transferi katsayısını arttırır. Alüminyum bobinlerin yerleştirildiği bölmelerde türbülans akış sağlanır. Bu tip fırınlar özel şarj arabalarına sahiptir ve bu şarj arabaları aynı hattaki diğer fırınlar için de kullanılır.

Benzer bir sunumlar























 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler,>")