Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
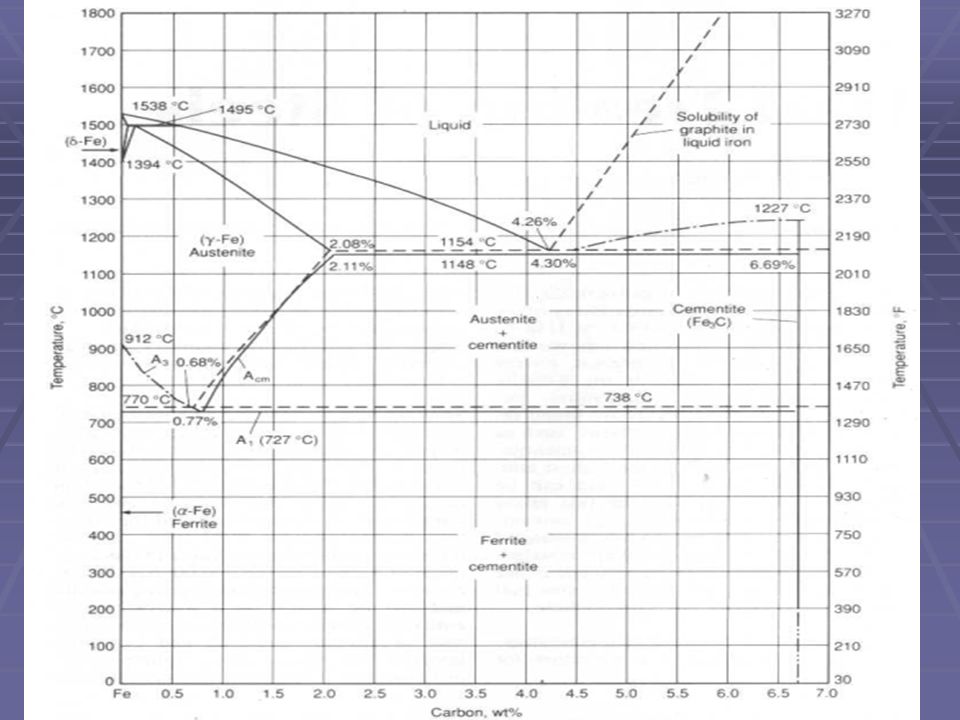
Fe-Fe3C diyagramı Ötektik L → + Fe3C Peritektik L + → L 1493ºC L + 0.1 %C 1147ºC 2.06 Ötektoid → + Fe3C + Fe3C 723ºC 0.025 %C + Fe3C T → Fe Fe3C 0.16 0.8 4.3 6.7 %C →

2
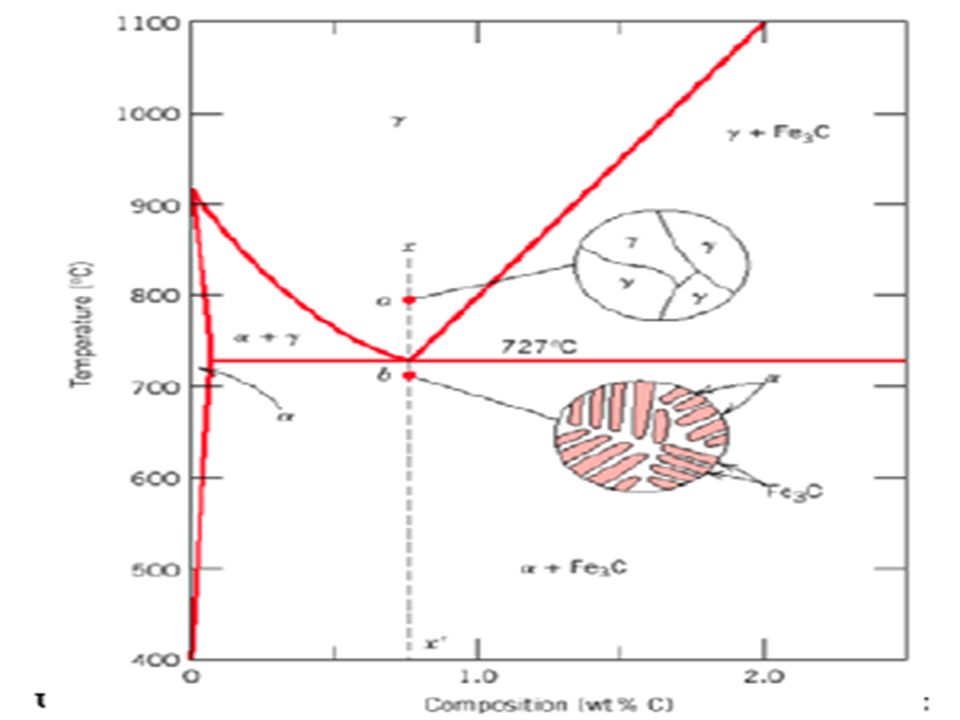
Mikroyapı bileşime (karbon içeriğine) ve ısıl işleme bağlıdır
Mikroyapı bileşime (karbon içeriğine) ve ısıl işleme bağlıdır. Yavaş soğuma şatlarında a→b mikroyapı dönüşümü
 ve ısıl işleme bağlıdır. Yavaş soğuma şatlarında a→b mikroyapı dönüşümü.")
3
Ammount of Fe3C in Pearlite
Eutectoid Reaction 0.8 0.02 6.67 cool Pearlite Ammount of Fe3C in Pearlite Red Tie Line below eutectoid temp

4
©2003 Brooks/Cole, a division of Thomson Learning, Inc
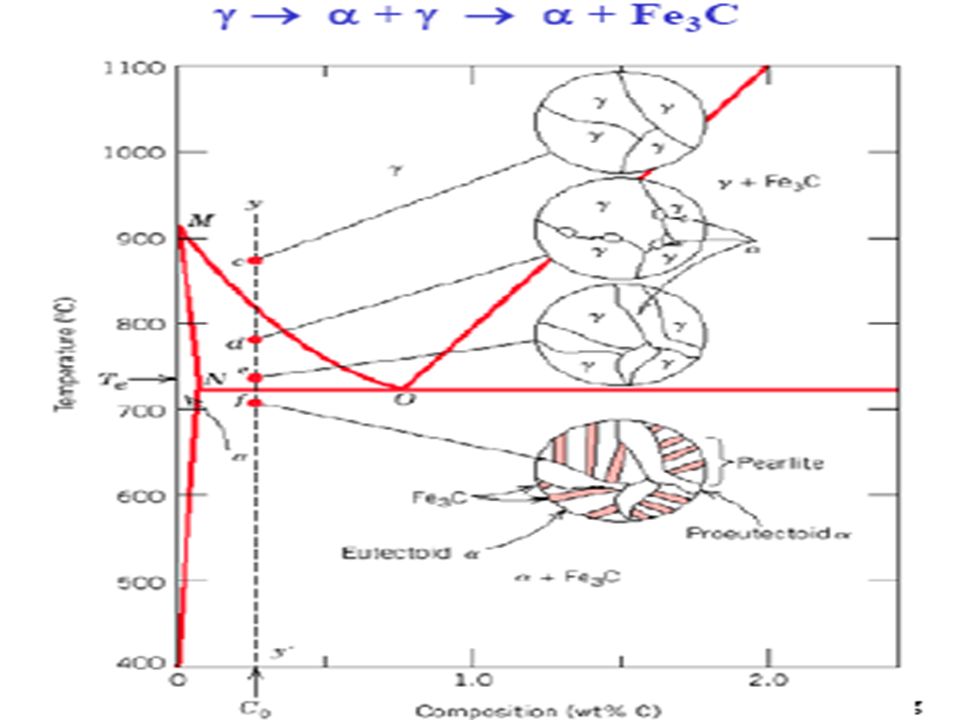
©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license. Figure The evolution of the microstructure of hypoeutectoid and hypoeutectoid steels during cooling. In relationship to the Fe-Fe3C phase diagram.

5
©2003 Brooks/Cole, a division of Thomson Learning, Inc
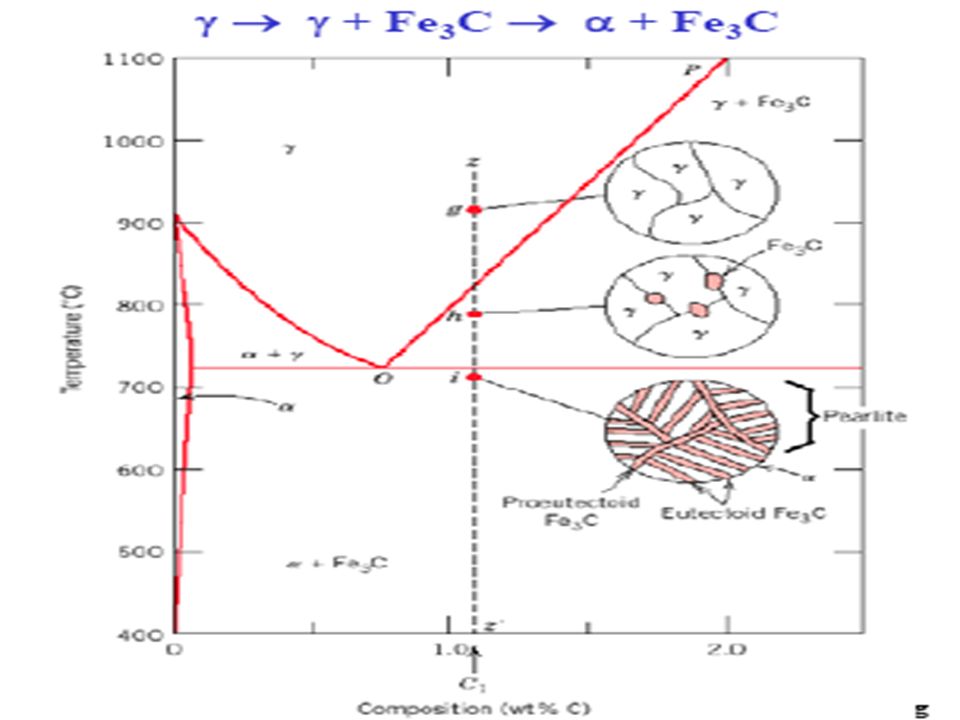
©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license. Figure The evolution of the microstructure of hypoeutectoid and hypoeutectoid steels during cooling. In relationship to the Fe-Fe3C phase diagram.

11
©2003 Brooks/Cole, a division of Thomson Learning, Inc
©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license.

12
Çeliklerin Isıl işlemi
Alaşımın hazırlanmasından sonra, çeliğin özellikleri mekanik ve/veya ısıl işlemlerle geliştirilebilir. Isıl işlem, çeliğin, genellikle, oda sıcaklığınln üzerindeki sıcaklık aralığında ( °C) faz dönüşümlerini/yeni faz oluşumlarını içeren maksatlı ısıtma/soğutma peryotlarıdır. Isıl işlem süreleri, iş parçasının boyutlarına bağlı olarak saniye ölçeğinden günler/haftalar ölçeğine değişir. Bu ısıl işlemler sonucunda elde edilen yapılar demir- karbon denge diyagremında bulunan denge fazları dışında denge diyagramında olmayan martenzit, beynit gibi dengedışı fazları da bulundurur. Dolayısı ile, arzu edilen özelliklerin elde edilebilmesi için çok sayıda yol olabilir. Her halükarda , en uygun yol (parça güvenliği, çalışan güvenliği, maliyet, kullanım ömrü açısından) aranmalı ve takip edilmelidir.
 faz dönüşümlerini/yeni faz oluşumlarını içeren maksatlı ısıtma/soğutma peryotlarıdır. Isıl işlem süreleri, iş parçasının boyutlarına bağlı olarak saniye ölçeğinden günler/haftalar ölçeğine değişir. Bu ısıl işlemler sonucunda elde edilen yapılar demir- karbon denge diyagremında bulunan denge fazları dışında denge diyagramında olmayan martenzit, beynit gibi dengedışı fazları da bulundurur. Dolayısı ile, arzu edilen özelliklerin elde edilebilmesi için çok sayıda yol olabilir. Her halükarda , en uygun yol (parça güvenliği, çalışan güvenliği, maliyet, kullanım ömrü açısından) aranmalı ve takip edilmelidir.")
13
Çeliklere sıklıkla tatbik edilen bazı ısıl işlemler
Homojenleştirme: Hemen hemen bütün döküm parçalara uygulanır. Döküm ürünlerinin yapısını rafine etmeyi ve de özellikle, segregasyonun şiddetini azaltmayı (alaşım bileşimini homojen hale getirmeyi) hedefler. Normalizasyon: İş parçasının yüksek sıcaklıktan (ostenit bölgesi) oda sıcaklığına havada soğuması işlemi olup, yapıyı normalize etmeyi hedefler. Normalizasyon, yükek hız çelikleri için sertleştirme işlemi yerine geçer. Tavlama: Isıl işlem teknolojisinde iki farklı şekilde kullanılır. Birincisi, mekanik olarak soğuk şekillendirilmiş parçaların tokluğun artırmayı amaçlar (proses tavlaması). İkinci durumda, iş parçasının ostenit sıcaklığından oda sıcaklığına fırın içerisinde soğutulması işlemidir (tam tavlama); hedef, talaş kaldırmak veya döverek şekillendirmek için en yumuşak yapıyı elde etmektir. Su verme (sertleştirme); Martenzitik yapı elde etmek için çeliğin ostenit sıcaklığından oda sıcaklığına çok hızlı bir şekilde soğutulması işlemidir. Soğutma su, yağ, polimer katkılı sıvı, tuz banyoları, hava gibi çeşitli ortamlarda yapılabilir. Sonuçta sert ve gevrek martenzit yapısı oluşur.
 hedefler. Normalizasyon: İş parçasının yüksek sıcaklıktan (ostenit bölgesi) oda sıcaklığına havada soğuması işlemi olup, yapıyı normalize etmeyi hedefler. Normalizasyon, yükek hız çelikleri için sertleştirme işlemi yerine geçer. Tavlama: Isıl işlem teknolojisinde iki farklı şekilde kullanılır. Birincisi, mekanik olarak soğuk şekillendirilmiş parçaların tokluğun artırmayı amaçlar (proses tavlaması). İkinci durumda, iş parçasının ostenit sıcaklığından oda sıcaklığına fırın içerisinde soğutulması işlemidir (tam tavlama); hedef, talaş kaldırmak veya döverek şekillendirmek için en yumuşak yapıyı elde etmektir. Su verme (sertleştirme); Martenzitik yapı elde etmek için çeliğin ostenit sıcaklığından oda sıcaklığına çok hızlı bir şekilde soğutulması işlemidir. Soğutma su, yağ, polimer katkılı sıvı, tuz banyoları, hava gibi çeşitli ortamlarda yapılabilir. Sonuçta sert ve gevrek martenzit yapısı oluşur.")
14
Gerilme giderme: Özellikle talaş kaldırma veya kaynak işlemi sırasında oluşabilecek fazla gerilmeleri azaltmak için uygulanan bir işlemdir. Temperleme (menevişleme): Su verme ile oluşan martenzitik yapının gevrekliğini azaltmak ve iş parçasının sertliğini ayarlamak için dönüşüm sıcaklığının altındaki bir sıcaklıkta uzun olmayan bir süre tutulması işlemidir. Küreselleştirme: Çelik yapısını yumuşatmak, talaş kaldırma kaabiliyetini artırmak için çeliğin ostenit sıcaklığının hemen altındaki sıcaklıklarda uzun süre tutulması (ve bu sırada sementitin küreselleşmesi) işlemidir. Bazı ısıl işlemler ise yüksek sıcaklıkta değil, tam tersine düşük sıcaklıkta gerçekleşir. Bu tür işlemler sıfıraltı (sub-zero) işlemler adını alırlar ve dönüşme sonucu oluşan martenzitin miktarını artırmayı hedeflerler. Sıfıraltı işlemler katı karbon dioksit (-80°C), sıvı azot (-196°C) veya metil alkol (-97°C) veya pentan (-129°C) sıcaklığında yapılabilir.
: Su verme ile oluşan martenzitik yapının gevrekliğini azaltmak ve iş parçasının sertliğini ayarlamak için dönüşüm sıcaklığının altındaki bir sıcaklıkta uzun olmayan bir süre tutulması işlemidir. Küreselleştirme: Çelik yapısını yumuşatmak, talaş kaldırma kaabiliyetini artırmak için çeliğin ostenit sıcaklığının hemen altındaki sıcaklıklarda uzun süre tutulması (ve bu sırada sementitin küreselleşmesi) işlemidir. Bazı ısıl işlemler ise yüksek sıcaklıkta değil, tam tersine düşük sıcaklıkta gerçekleşir. Bu tür işlemler sıfıraltı (sub-zero) işlemler adını alırlar ve dönüşme sonucu oluşan martenzitin miktarını artırmayı hedeflerler. Sıfıraltı işlemler katı karbon dioksit (-80°C), sıvı azot (-196°C) veya metil alkol (-97°C) veya pentan (-129°C) sıcaklığında yapılabilir.")
15
Bir çelik için hangi ısıl işlemin uygun olduğu (işlem sıcakığı, süresi, soğutma ortamı, temperleme sıcaklığı, vb) çeliğin bileşimi ve kullanım amacına bağlı olarak değişir. Karbürleme: Düşük karbonlu az alaşımlı sertleştirilebilmesi için yüzeyinin karbonca zenginleştirilmesi işlemi olup ostenit bölgesinde yapılır. Nitrürleme: Çelik yüzeyinin azotca zenginleştirilmek suretiyle sertiiğinin artırılması işlemidir ve °C arasındaki sıcaklıklarda uygulanır. Alevle veya İndüksiyonla sertleştirme: Sertleşebilen bir çeliğin yüzeyinde belirli bir kalınlıktaki bölgenin alevle veya indüksiyonla ostenit sıcaklığına ısıtılması ve sertleştirilmesi işlemidir.

16
Isıl İşlemin Tarifi Ve Esasları
Malzemeye istenen özellikleri kazandırmak amacıyla, malzemenin sıcaklığını belirli bir programa göre değiştirme işlemine "ısıl işlem” adı verilir. İstenen özelliklere aşağıdaki örnekler verilebilir: *Yüksek dayanım ( akma, çekme, yorulma , v.b...) * Aşınmaya dayanım ( yüksek yüzey sertliği) * Yumuşaklık ( soğuk şekil vermeye uygunluk) * Yüksek talaş kaldırma yeteneği * Küçük taneli yapı ( yüksek kırılma tokluğu) * İç gerilmesiz yapı ( Homojen iç yapı)
 * Aşınmaya dayanım ( yüksek yüzey sertliği) * Yumuşaklık ( soğuk şekil vermeye uygunluk) * Yüksek talaş kaldırma yeteneği. * Küçük taneli yapı ( yüksek kırılma tokluğu) * İç gerilmesiz yapı ( Homojen iç yapı)")
18
Genel anlamda ısıl işlem, metal veya alaşımlara istenilen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğin ısıl işlemine ostenitleme (ostenitleştirme) ile başlanır. Ostenitleştirme, çeliğin Ac1 sıcaklık çizgisi üzerindeki uygun bir sıcaklığa kadar yavaşça ısıtılıp, yapısının tamamen ostenite dönüşmesine kadar tavlanması anlamına gelir.
 ile başlanır. Ostenitleştirme, çeliğin Ac1 sıcaklık çizgisi üzerindeki uygun bir sıcaklığa kadar yavaşça ısıtılıp, yapısının tamamen ostenite dönüşmesine kadar tavlanması anlamına gelir.")
20
Ötektoid altı çelikler üst kritik sıcaklık çizgisinin (A3) 40-60°C üzerindeki sıcaklıklarda ostenitleştirme işlemine tabi tutulurlar. A3 çizgisinin altındaki sıcaklıklarda ise çelik içerisinde ötektoid dışı ferrit bulunur ve bu fazın oranı çeliğin karbon oranına bağlıdır. Ötektoid dışı ferrit, su verme işleminden sonra da yapıda aynen kalarak çeliğin sertleşmesini engeller. Ötektoid üstü çelikler ise, Acı ile bu çeliklere aİt üst kritik sıcaklık çizgisi (Acm) arasındaki sıcaklıklarda ostenitleştirilirler. Acm çizgisi ani olarak yükseldiğinden bütün yapıyı ostenitleştirmek için çok yüksek sıcaklıklara çıkmak gerekir.
 arasındaki sıcaklıklarda ostenitleştirilirler. Acm çizgisi ani olarak yükseldiğinden bütün yapıyı ostenitleştirmek için çok yüksek sıcaklıklara çıkmak gerekir.")
21
Isıl Çevrim Diyagramı Isıl işlem sırasında malzeme sıcaklığının zamanla değişimini gösteren diyagramlara verilen addır. Bu diyagramlarda ısıl çevrimin safhaları gözükür. Üç safhadan oluşur.

22
T tutma ısıtma soğutma Sertlik kontrolü zaman

23
tutma T ısıtma OT T S T N zaman Tavlama fırında soğutma RC 15 Normalizasyon havada soğutma RC 30 Sertleştirme suda soğutma RC 65 Temperleme su verme sonrası ısıtma RC 55 Ostemperleme belli bir sıcaklığa RC soğutma ve tutma

24
i) Isıtma safhası Malzemeyi arzu edilen tutma sıcaklığına çıkarmak için yapılan işlemdir. İki yolla yapılabilir; - Soğuk parçayı tutma sıcaklığına çıkarılmış sıcak fırına koymak. Yüksek üretim hızı sağlar. Bir parçanın ısınma hızı burada yüzey/hacim oranıyla doğru orantılıdır. Örneğin silindirik parçalar için r(silindir yarıçapı) ise bu oran 2/r' ye eşittir Bu sistemde parça ile fırın arasındaki sıcaklık farkı oldukça yüksektir ve dolayısıyla parçanın ısınma hızı da yüksektir. merkezi - yüzeyi arasındaki sıcaklık farkı ve bu farkın eşitlenme süresi daha fazladır. Sıcaklık farkı ısıl gerilmeleri de arttırdığından çarpılma ve çatlama tehlikesi açısından bu yöntem büyük parçalardan ziyade küçük parçalara uygulanmalıdır.
 ise bu oran 2/r ye eşittir. Bu sistemde parça ile fırın arasındaki sıcaklık farkı oldukça yüksektir ve dolayısıyla parçanın ısınma hızı da yüksektir. merkezi - yüzeyi arasındaki sıcaklık farkı ve bu farkın eşitlenme süresi daha fazladır. Sıcaklık farkı ısıl gerilmeleri de arttırdığından çarpılma ve çatlama tehlikesi açısından bu yöntem büyük parçalardan ziyade küçük parçalara uygulanmalıdır.")
25
Soğuk parçayı soğuk fırına koyup, fırınla birlikte ısıtmak.
-Üretim hızı düşüktür, çatlama ve çarpılma tehlikesi az Bu yüzden karışık şekilli parçalarda ve büyük kesitli parçalarda ısı iletim yeteneği düşük olan parçalarda ve yüksek alaşımlı çeliklerde bu yöntem tercih edilir. Bütün bunlara rağmen, çeliği tutma sıcaklığına mümkün olan en yüksek hızda çıkarmak tercih edilmelidir. Çünkü bu üretim hızını arttırdığı gibi enerji tüketimini de azaltır.

26
Uygulamada dikkat edilecek hususlar
a) Soğuk şekil verme yoluyla iç gerilmelere maruz kalan malzemeler daha yavaş hızla ısıtılmalıdır. b) Tavlanmamış yüksek karbonlu dökme ve dövme çelikler hızlı ısınma sonucu doğan, aşırı çarpılma ve çatlama tehlikelerine neden olabilecek ilave gerilmeleri önlemek için yavaş ısıtılmalıdır. c)Karbonlu takım çeliklerinin ve orta alaşımlı yapı çeliklerinin ısınma zamanları alaşımsız yapı çeliklerine nazaran %25-50 daha fazla - olmalıdır. Yüksek alaşımlı yapı ve takım çeliklerinde bu oran % civarındadır. d)malzemenin ani ısınmasını önlemek için kademeli ısıtma, Burada amaç, homojen ısınma sağlamaktır.
 Soğuk şekil verme yoluyla iç gerilmelere maruz kalan malzemeler daha yavaş hızla ısıtılmalıdır. b) Tavlanmamış yüksek karbonlu dökme ve dövme çelikler hızlı ısınma sonucu doğan, aşırı çarpılma ve çatlama tehlikelerine neden olabilecek ilave gerilmeleri önlemek için yavaş ısıtılmalıdır. c)Karbonlu takım çeliklerinin ve orta alaşımlı yapı çeliklerinin ısınma zamanları alaşımsız yapı çeliklerine nazaran %25-50 daha fazla - olmalıdır. Yüksek alaşımlı yapı ve takım çeliklerinde bu oran % civarındadır. d)malzemenin ani ısınmasını önlemek için kademeli ısıtma, Burada amaç, homojen ısınma sağlamaktır.")
27
ii) Tutma safhası Tutmanın nedeni, ısıtma sonucu ulaşılan sıcaklıkta istenen içyapı değişimlerini mümkün kılmaktır. Bu tip yapı değişimleri zamana bağıl olup, atomlara katı yapı içerisinde yayınması için gerekli zamanı sağlar. Sıcaklık ne kadar düşükse yayınma için gerekli zaman o kadar artar. Bu zamana "tutma zamanı" denir.

28
Tutma zamanının gereğinden fazla olmasının birtakım sakıncaları vardır:
üretim ve enerji kaybına sebep olur. Malzemede tane büyümesi meydana gelir. Malzeme gevrekleşir(Düşük kırılma tokluğu). Parça yüzeyi oksitlenir ve yüzeyde “Tufal” adı verilen (0.2mm 'den kalın oksit tabakası) bir tabaka oluşur. Sıcaklık ne kadar yüksekse tufalın kalınlığı da o derece fazla olur.
. Parça yüzeyi oksitlenir ve yüzeyde Tufal adı verilen (0.2mm den kalın oksit tabakası) bir tabaka oluşur. Sıcaklık ne kadar yüksekse tufalın kalınlığı da o derece fazla olur.")
29
Tufal oluşumunun getirdiği sakıncalar:
a)Tufal (Kav) genleşmesi malzemeninkinden farklı olduğundan malzeme yüzeyinden kalkar ve malzeme boyutunda azalma olur. b )Oksitlenme sonucu parça yüzeyi bozulduğundan ilave bir yüzey temizleme işlemi gerektirir. c)Yüzeyde bulunan alaşım elemanının oksitlenmesi sonucu alaşım elemanı kaybı olur ve buda yüzeyde aşınmaya dayanımı azaltır (düşük yüzey sertliği ). d)Yüksek sıcaklıkta fazla tutulursa yüzeyden karbon kaybına neden olur(dekarbürizasyon). Kav oluşumu ve dekarburizasyonu önlemek için günümüzde kullanılan üç yöntem vardır;
Tufal (Kav) genleşmesi malzemeninkinden farklı olduğundan malzeme yüzeyinden kalkar ve malzeme boyutunda azalma olur. b )Oksitlenme sonucu parça yüzeyi bozulduğundan ilave bir yüzey temizleme işlemi gerektirir. c)Yüzeyde bulunan alaşım elemanının oksitlenmesi sonucu alaşım elemanı kaybı olur ve buda yüzeyde aşınmaya dayanımı azaltır (düşük yüzey sertliği ). d)Yüksek sıcaklıkta fazla tutulursa yüzeyden karbon kaybına neden olur(dekarbürizasyon). Kav oluşumu ve dekarburizasyonu önlemek için günümüzde kullanılan üç yöntem vardır;")
30
- Koruyucu atmosfer: Gerçek anlamda koruyucu atmosfer Argon, Helyum gibi asal gazlardır. Ancak pahalı olduğu için endüstriyel ısıl işlemlerde koruyucu atmosfer olarak çoğunlukla hidrojen, azot, amonyak, karbonla hidrojenin çeşitli hava/yakıt oranlarında karışımı olan yanma ürünleri (metan, etan, v.b. ), karbondioksit (CO2) ve su buhan karışımı olarak kullanılır. Hidrojen tek başına kullanılırsa karbon azaltıcı etki yapar. CO2 ve su buharı tek başına oksitleyici ve karbon azaltıcı etki yapar. Bu yüzden karışım olarak kullanmak daha faydalıdır.

31
- Tuz banyoları: Tuz banyoları malzemenin hava ile temasını keserek koruyucu bir görev yaparlar.
Malzemenin çabuk ve uniform (eşyönlü) tavlanmasını sağlarlar. Kullanllan tuz banyolarına örnek olarak NaCl (sodyum klorür), BaCl (baryum klorür), KCl (potasyum klorür), K2CO3 (potasyum karbonat) veya bunların belirli oranlarda karışımları verilebilir. Uzun süre kullanılan tuz banyoları, oksitlenme ve ayrışma özellikleri gösterirler ve korozyona veya malzeme yüzeyinden karbon kaybına sebep olurlar.
 tavlanmasını sağlarlar. Kullanllan tuz banyolarına örnek olarak NaCl (sodyum klorür), BaCl (baryum klorür), KCl (potasyum klorür), K2CO3 (potasyum karbonat) veya bunların belirli oranlarda karışımları verilebilir. Uzun süre kullanılan tuz banyoları, oksitlenme ve ayrışma özellikleri gösterirler ve korozyona veya malzeme yüzeyinden karbon kaybına sebep olurlar.")
32
Bunu önlemek için tuz banyosunun içine periyodik olarak % 1-1
Bunu önlemek için tuz banyosunun içine periyodik olarak % ağırlık oranında öğütülmüş ferro-silisyum veya boraks atılarak banyonun deokside edilmesi gerekir. Bu amaçla bazen potasyum ferro-siyanid de kullanılır. - Diğer koruma yöntemleri: A) Erimiş Kurşun Banyoları B) Dökme Demir talaşı içine gömülerek C) Bakırla veya Boraksla Kaplanarak
 Erimiş Kurşun Banyoları. B) Dökme Demir talaşı içine gömülerek. C) Bakırla veya Boraksla Kaplanarak.")
33
ÖRNEK: HSS( Yüksek Hız Takım Çelikleri) yüzeyde karbon kaybına karşı korumak için 200oC’ye kadar ısıtılıp sıcak haldeki doymuş boraks çözeltisine daldırılır. Bu işlem çelik yüzeyinde sürekli ve yüksek sıcaklıklarda dahi koruyucu bir boraks tabakası oluşturur. Diğer bir yöntem ise takımı oC’ye kadar ısıtıp dehidre edilmiş boraks pudrasıyla yıkamaktır.

34
iii) Soğutma safhası Tutma sıcaklığı ostenit bölgesinde olan ısıl işlemlerde çeliğin nihai özelliklerine etki eden en önemli faktör soğutma hızıdır ve aşağıdaki faktörlere bağlı olarak değişir: - Malzeme kesiti düştükçe, soğutma hızı artar. - Soğutma ortamının soğutma şiddeti arttıkça, soğutma hızı artar. - Tutma sıcaklığı yükseldikçe, soğutma hızı artar. - Malzeme kalınlığı arttıkça,parça merkezinin soğuma hızı yüzeyin soğuma hızına oranla giderek azalır. - Çelik yüzeyinde oluşacak kavın ısı iletim katsayısı düşük olduğundan kav kalınlığı arttıkça, soğuma hızı düşer. - Yüksek alaşımlı çeliklerin ısı iletim katsayısı düşük olduğundan diğer çeliklere nazaran daha yavaş soğurlar.

35
Bunun yanında soğutma ortamının hareketli olması ortamın soğutma şiddetini arttırır.
Ayrıca malzemenin soğutma ortamı içinde hareket ettirilmesi de soğutma şiddetini artırıcı etki yapar. Soğutma sırasında ısıtma safhasına nazaran, parçaların çarpılma ve çatlama tehlikesi daha fazladır. Özellikle su verme konusunda görüleceği gibi, martenzit oluşum bölgesinde soğuma hızının yüksek oluşu çatlama tehlikesini arttırır. Onun için karışık şekilli ve büyük parçaları soğuturken daha yavaş soğutmak gerekir. Havada soğuyan parçaların merkez ve yüzey arasında bir sıcaklık farkı olmadığından bu tehlike görülmez.

Benzer bir sunumlar











>")

 ostenit içinde karbon difüzyonu ve düşük sıcaklıklarda (≈ 750 oC) ferrit içinde mangan difüzyonu sonucu.>")






 GÜÇ KATSAYISI DÜZELTME (GKD, PFC) GÜÇ ELEKTRONİĞİ ENDÜKSİYONLA ISITMA (EI, IH) GÜÇ KATSAYISI DÜZELTME (GKD,>")