Sunuyu indir
1
2.5. Biyel Biyel, pistonu krank mili muylusu vasıtasıyla krank miline
birleştiren önemli bir elemandır. Biyelin görevi, pistonun ileri geri hareketinin krank mili muylusu üzerinden dönme hareketine dönüştürülmesini sağlamaktır. Biyel genel olarak küçük biyel başı, biyel kolu, biyel büyük başı, cıvatalar, yatak zarfları, emniyet pimi ve tespit elemanlarından oluşur. Motorlarda kullanılan biyel tipleri genellikle biyel büyük başının durumuna göre: 1) Parçasız 2) Parçalı a) Düz b) Eğik 3) Ana biyel ve biyelcik
 Parçasız. 2) Parçalı. a) Düz b) Eğik. 3) Ana biyel ve biyelcik.")
2
Şekil 2.12 Parçasız ve parçalı biyeller
4) Çatal biyel olarak sınıflandırılırlar. Bunlardan ilk ikisi sıra motorlar ve bazı V motorlarında kullanılmakta olup, biyel büyük başı doğrudan doğruya krank muylusuna bağlıdır (Şekil 2.12) Şekil Parçasız ve parçalı biyeller
 Çatal biyel. olarak sınıflandırılırlar. Bunlardan ilk ikisi sıra motorlar ve bazı V. motorlarında kullanılmakta olup, biyel büyük başı doğrudan. doğruya krank muylusuna bağlıdır (Şekil 2.12) Şekil 2.12 Parçasız ve parçalı biyeller.")
3
Şekil 2.13 Ana biyel ve biyelcik ve çatal biyel tipleri
Ana biyel ve biyelcikte ise yalnız ana biyel üzerine biyelcik bir pimle tespit edilmiştir. Bu tip bir ana biyel ve biyelciğin kinematiği farklı olmaktadır. Çatal biyelde motorun silindirleri farklı düzlemlerde bulunmakla beraber biyeller teker teker krank muylusuna yan yana bağlıdır (Şekil 2.13) Şekil Ana biyel ve biyelcik ve çatal biyel tipleri
 Şekil 2.13 Ana biyel ve biyelcik ve çatal biyel tipleri.")
4
Biyel, motorun hareketli parçası olup gaz ve kütle kuvvetlerinin
etkisi altında her kısmı ayrı ayrı zorlanır. Biyelin küçük başı piston pernosu üzerinde olup, piston ÜÖN iken kütle kuvveti Fkb ile zorlanır. mkb : Biyelin kütlesinin % 25 i, mbb : Biyelin kütlesinin % 75 i olmak üzere; (2.26) Biyel kolu genellikle gaz ve kütle kuvvetleri ile basma ve çekmeye zorlanır. (2.27) (2.28)
 Biyel kolu genellikle gaz ve kütle kuvvetleri ile basma ve çekmeye. zorlanır. (2.27) (2.28)")
5
Ayrıca biyel kolu kütle kuvvetleri tarafından eğilmeye zorlanır. Bu
zorlamalar ile piston pernosunda merkezi olmayan kuvvet aşınması, işletme boşluğu ve dönme aralığı ortaya çıkabilir. Bu etkiler hesap edilemediği için emniyet faktörü arttırılmalıdır. Bundan başka biyel kolunu, değişken olan burkulma zorlanması da etkiler. Bunun etkisi yüksek dönme sayılı motorların oldukça kısa ve sert olan biyel kollarında ihmal edilebilir. Burkulma etkisi daha çok alışılmamış büyüklükteki biyel kolları için önemlidir. Büyük biyel başı, biyel kolu ile bağlanmış bir kısım olup biyel kafasından ve biyel kapağından oluşur. Büyük biyel başı ileri geri hareket eden ve dönen kütlelerin kuvveti ile zorlanır. Dönen kütlelerin kuvvetleri: (2.29) olur. Burada, mbdk biyel kolunun dönen kütlesi (biyel kapağının kütlesi hariç) olarak tanımlanmıştır.
 olur. Burada, mbdk biyel kolunun dönen kütlesi (biyel kapağının. kütlesi hariç) olarak tanımlanmıştır.")
6
2.5.1. Biyelin Boyutlandırılması
Biyel büyük ve küçük başı ile biyel kolunun bilgisayar programı yardımı ile hesaplanması ve kontrolü mümkündür. Fakat böyle bir hesap kontrolü, biyel kolunun yaklaşık olarak boyutlandırılması tamamlandıktan sonra yapılabilir. Ancak biyelin tasarımını yapan tasarımcının ön proje çalışmasında biyelin boyutlandırılması için elinde yeterli temel değerlerin bulunması gereklidir. Bu değerler halen kullanılan ve olumlu sonuç veren biyellerin istatistik değerlerinden ve daha sonra yapılan kontrol hesaplarından elde edilir. Burada daha ziyade parçalı ve parçasız biyellerin boyutlandırılması üzerinde durulacaktır. Biyel Boyu Biyelin boyu, biyel iki başının merkezlerinin arasındaki uzaklık olarak tanımlanır. Biyelin boyu büyük başın dönmesine, krank mili karşı ağırlığına, silindirin boyuna ve dolayısıyla = H / D oranına bağlıdır. Biyelin boyu motorun yüksekliğini, dolayısıyla ağırlığını etkiler.

7
Biyel boyu (l): (2.30) oranından bulunur. Burada, r : Krank mili yarıçapı, H : Strok’dur. Genel olarak değerleri arasında değişir. Otomobil motorlarında: ve arasında olmalıdır. Biyel büyük başı eğik olan motorlarda değerinden büyük olmalıdır.

8
Yüksek dönme sayılı dizel motorlarında ise alınması daha
uygundur. Biyel boyu büyük güçlü ve dönme sayısı düşük olan gemi dizel motorlarında, uzun taşıt motorlarında kısa olur. Biyelin boyu kısaldıkça yan kuvvetin (Fy) değeri artar ve motorun ömrü genel olarak azalır. Biyel Küçük Başı Biyel küçük başının boyutları, perno boyutlarına ve bunun tespit şekline bağlıdır. Biyellerin küçük başı pernoya uygun şekilde tespit edilir. Buna göre perno biyelde sabit, pistonda serbest, perno biyelde serbest, pistonda sabit ve perno hem biyelde hem de pistonda serbest olacak şekilde tespit edilir. Taşıt motorlarında genel olarak serbest pernolar kullanılır.
 değeri artar ve motorun ömrü. genel olarak azalır. Biyel Küçük Başı. Biyel küçük başının boyutları, perno boyutlarına ve bunun tespit. şekline bağlıdır. Biyellerin küçük başı pernoya uygun şekilde. tespit edilir. Buna göre perno biyelde sabit, pistonda serbest, perno biyelde serbest, pistonda sabit ve perno hem biyelde hem. de pistonda serbest olacak şekilde tespit edilir. Taşıt motorlarında. genel olarak serbest pernolar kullanılır.")
9
Biyelde perno serbest ise bu takdirde biyel küçük başına bronz
burç veya iki metalli (veya gemilerde üç metalli) burç geçirilir. Burç kalınlığı genel olarak perno çapının 0.08–0.0851’ i kadar olur. Burç biyel küçük başına 20 – 90 MPa’ lık bir basınç altında pres ile yerleştirilir. Bunun etkisi ile biyel küçük başı bir gerilim altındadır. Perno biyelde sabit ise, biyel küçük başı daha küçük yatak yüzeyli olur. Pernonun pistonda sabit olması halinde ise yatak yüzeyi daha fazla olmalıdır. Bu durumda biyel küçük başının iç çapı pernonun dış çapı olur. Biyel küçük başının R0 dış yarıçapı ve r biyel küçük başının iç yarıçapı (pernonun dış yarıçapı): İşlenmiş biyelde , işlenmemiş biyelde olarak alınır.
 burç geçirilir. Burç. kalınlığı genel olarak perno çapının 0.08–0.0851’ i kadar olur. Burç. biyel küçük başına 20 – 90 MPa’ lık bir basınç altında pres ile. yerleştirilir. Bunun etkisi ile biyel küçük başı bir gerilim altındadır. Perno biyelde sabit ise, biyel küçük başı daha küçük yatak yüzeyli. olur. Pernonun pistonda sabit olması halinde ise yatak yüzeyi. daha fazla olmalıdır. Bu durumda biyel küçük başının iç çapı. pernonun dış çapı olur. Biyel küçük başının R0 dış yarıçapı ve r. biyel küçük başının iç yarıçapı (pernonun dış yarıçapı): İşlenmiş biyelde , işlenmemiş biyelde olarak alınır.")
10
Biyel küçük başının biyel koluna geçiş yerinde oldukça yüksek
çekme (a dış taraf) gerilmeleri oluşur. Bu kısımda basınç kuvveti de biyel koluna iletilmektedir. Bu nedenle, biyel küçük başından biyel koluna geçiş büyük bir yarıçapla olmalıdır. Büyük çekme (i iç taraf) gerilmeleri yatay doğrultuda oluşur. Burada kesitin uygun kalınlıkta olması gerekir. Ancak böyle olunca daire kesitten bir miktar sapma olur. Bu bölgede perno yatağının yağlanması amacıyla delik açılmasına da izin verilmez. Aynı şey düşey eksen için de geçerlidir. Bu nedenle yağ delikleri düşey eksenle 45 açı yapacak şekilde açılırlar. Biyel küçük başının genişliği perno aralığına bağlı olarak seçilir.
 gerilmeleri oluşur. Bu kısımda basınç kuvveti. de biyel koluna iletilmektedir. Bu nedenle, biyel küçük başından. biyel koluna geçiş büyük bir yarıçapla olmalıdır. Büyük çekme. (i iç taraf) gerilmeleri yatay doğrultuda oluşur. Burada kesitin. uygun kalınlıkta olması gerekir. Ancak böyle olunca daire kesitten. bir miktar sapma olur. Bu bölgede perno yatağının yağlanması. amacıyla delik açılmasına da izin verilmez. Aynı şey düşey eksen. için de geçerlidir. Bu nedenle yağ delikleri düşey eksenle 45 açı. yapacak şekilde açılırlar. Biyel küçük başının genişliği perno. aralığına bağlı olarak seçilir.")
11
Şekil 2.14 Biyel kolu kesit tipleri
Biyel kolunun ilk şekillendirilmesi ve boyutlandırılması çalışan motorların biyelleri göz önüne alınarak mukayese yoluyla yapılır. Biyel kolu yüksek dönme sayılı motorlarda atalet kuvvetlerini azaltmak için genellikle dar ve geniş I formunda veya dolu oval biçimde yapılır. Şekil Biyel kolu kesit tipleri

12
Bunun dışında motorun yapısına bağlı olarak biyel kolunun orta
kısmının kesiti dolu dairesel veya + şeklinde, küçük motorlarda ise biyelin kesiti dolu dairesel oval veya kare biçiminde yapılır. Biyel kolu küçük ve orta güçlü motorlarda işlenmemiş olmasına karşın büyük güçlü motorlarda işlenmiş olur. Biyel Büyük Başı Biyel büyük başı daha önce görüldüğü üzere çeşitli şekillerde yapılmaktadır. Ancak, biyel büyük başının dizaynında aşağıdaki koşulları yerine getirmesi gerekir. Buna göre: 1- Boyutlarının mümkün olduğu kadar küçük olması, 2- Eğik biyel büyük başının silindir içinden çıkabilecek boyutta olması, 3- Büyük biyel başından biyel koluna geçişlerin düzgün olması, 4- Sağlam olması gerekmektedir.

13
Biyel büyük başı çok silindirli motorlarda genellikle parçalı yapılır.
Motosiklet motorları gibi küçük tip motorlarda ise parçasız olur. Bu takdirde krank mili parçalı olur. Parçalı biyel yataklarında üst parça geçici olarak bir an gaz kuvvetlerinin, alt parça ise daha uzun süre için atalet kuvvetlerinin etkisinde kalır. Büyük motorlar dışında bütün yataklarda ince zarflı yatak bulunur. Bunların üst ve alt parçaları aynıdır. Parçalı ve parçasız büyük biyel başının boyutları krank mili muylusunun çap ve uzunluğuna bağlıdır. Yapılan istatistik çalışmalar sonucu bulunan değerlere göre biyel büyük başı iç çapı (dk) ve uzunluğu (lk): Benzin Motorlarında Dizel Motorlarında dk (0.60 – 0.70) D (0.56 – 0.72) D lk (0.45 – 0.65) D (0.40 – 0.60) D
 ve uzunluğu (lk): Benzin Motorlarında. Dizel Motorlarında. dk. (0.60 – 0.70) D. (0.56 – 0.72) D. lk. (0.45 – 0.65) D. (0.40 – 0.60) D.")
14
arasında bulunur. Ancak büyük biyel başı eğik parçalı ise,
dk = (0.66 – 0.68)D olur ve biyel piston beraberce silindir kafası tarafından çıkarılır. Biyel büyük başı parçası düşeyle 30 ve 45 ya da 60 ’lik açı olacak şekilde eğik olarak yapılır. Biyel büyük başının krank muylusu ekseni boyunca hareketi motor büyüklüğüne bağlı olarak yüksek dönme sayılı motorlarda 0.10 – 0.15 mm arasında olmalı ve 0.25 mm’yi kesinlikle geçmemelidir. Bu boşluk arttığı takdirde yan kısımlardan yağ kaçakları artar ve yataklardaki yağ basıncı azalarak yatakların yağlanması kötüleşir. Ayrıca yanlarda darbeler meydana gelir. Yatak zarfları, yüksek dönme sayılı motorlarda beyaz metalden yapılmış ise 0.2 – 0.5 mm kalınlıkta olmaktadır. Yapılan istatistik çalışmalara göre yatak zarfların kalınlığı hz = (0.03 – 0.05) dk arasında bulunur. Yatakların ömrü yağın sevk yerine de bağlıdır. Bazı durumlarda yağın erozyonu yatağı aşındırabilir. Biyel büyük başında yatakların çapsal boşlukları Db = ( – ) dk (mm) arasındadır. En küçük boşluk yağın girebilmesi için mm ile sınırlandırılmıştır.
D olur ve biyel piston beraberce silindir kafası. tarafından çıkarılır. Biyel büyük başı parçası düşeyle 30 ve 45 ya. da 60 ’lik açı olacak şekilde eğik olarak yapılır. Biyel büyük. başının krank muylusu ekseni boyunca hareketi motor. büyüklüğüne bağlı olarak yüksek dönme sayılı motorlarda – 0.15 mm arasında olmalı ve 0.25 mm’yi kesinlikle. geçmemelidir. Bu boşluk arttığı takdirde yan kısımlardan yağ. kaçakları artar ve yataklardaki yağ basıncı azalarak yatakların. yağlanması kötüleşir. Ayrıca yanlarda darbeler meydana gelir. Yatak zarfları, yüksek dönme sayılı motorlarda beyaz metalden. yapılmış ise 0.2 – 0.5 mm kalınlıkta olmaktadır. Yapılan istatistik. çalışmalara göre yatak zarfların kalınlığı hz = (0.03 – 0.05) dk. arasında bulunur. Yatakların ömrü yağın sevk yerine de bağlıdır. Bazı durumlarda yağın erozyonu yatağı aşındırabilir. Biyel büyük. başında yatakların çapsal boşlukları Db = ( – ) dk. (mm) arasındadır. En küçük boşluk yağın girebilmesi için mm ile sınırlandırılmıştır.")
15
Biyel Cıvatası Biyel büyük başı parçalı olduğu takdirde kapak kısmı biyele cıvatalarla bağlanır. Bu cıvataların boyutları biyel büyük başının boyutlandırılmasında önemli rol oynar. Bunun için cıvataların mümkün olduğu kadar eksene yakınlaştırılması gerekmektedir. Bu suretle biyel büyük başı kısmen küçülmüş olur. Biyel büyük başının cıvataları ileri geri hareket eden kütleler ile dönen kütlelerin meydana getirdiği kütletin değişken değerlerinin etkisi altındadır. Bu etkinin maksimum değeri, ileri geri kütleler kuvveti ile dönen kütleler kuvvetinin piston ÜÖN'da bulunduğu durumunda olur. Cıvataların elastikliği ne kadar fazla ve biyelin cıvata bağlantılı kısımları ne kadar sağlam olursa cıvatanın maruz kaldığı değişken zorlamalar da o oranda az olur. Cıvatalar daima bir ön gerilme verilerek sıkılır. Cıvatalar çekme kuvvetinin etkisi altındadır. Dolayısıyla cıvata boyutlarının kontrolü yalnız çekme zorlanmasına göre yapılır. Buna göre çekme zorlanması piston ÜÖN'da iken

16
(2.31) olur. Burada dönen kütlelerin hesabında biyel büyük başının kapağının kütlesi dahil edilmemektedir. Cıvataya etki eden kuvvet (Fmax); (2.32) bulunur. Burada, mh biyelin kütlesinin % 25’i ile perno, piston ve segmanların toplam kütlesi, mr biyelin kütlesinin % 75’inden biyelin büyük başına ait üst kapağın kütlesinin çıkarılması sonucu bulunan kütle olarak tanımlanmıştır. Ancak cıvataya etki eden kuvvete ön gerilme de dahil edilmelidir. Buna göre cıvataya etki eden kuvvet (Fc): (2.33)
; (2.32) bulunur. Burada, mh biyelin kütlesinin % 25’i ile perno, piston ve. segmanların toplam kütlesi, mr biyelin kütlesinin % 75’inden. biyelin büyük başına ait üst kapağın kütlesinin çıkarılması sonucu. bulunan kütle olarak tanımlanmıştır. Ancak cıvataya etki eden. kuvvete ön gerilme de dahil edilmelidir. Buna göre cıvataya etki. eden kuvvet (Fc): (2.33)")
17
olur. Cıvatanın çekme gerilmesi (c):
(2.34) dır. Burada, i Cıvata sayısı, Ack cıvata kesit alanı [mm2], Fç çekme kuvvetidir. Cıvataların çekme gerilmesi; Taşıt dizel motorlarında (sıra motorlar) : 50 – 70 MPa Taşıt dizel motorlarında (V-motor) : 120 MPa Taşıt benzin motorlarında (normal) : 70 – 90 MPa Uçak motorlarında : 120 MPa dır. Biyel cıvatası özel sertleştirilmiş çelik malzemeden yapılır. Cıvatalarda malzemedeki cereyan çizgilerinin dağılışı önemlidir. Bu nedenle cıvata imalatı özel bir itinayı gerektirir. Somunun yeterli mukavemette olması gerekir.
 dır. Burada, i Cıvata sayısı, Ack cıvata kesit alanı [mm2], Fç çekme. kuvvetidir. Cıvataların çekme gerilmesi; Taşıt dizel motorlarında (sıra motorlar) : 50 – 70 MPa. Taşıt dizel motorlarında (V-motor) : 120 MPa. Taşıt benzin motorlarında (normal) : 70 – 90 MPa. Uçak motorlarında : 120 MPa. dır. Biyel cıvatası özel sertleştirilmiş çelik malzemeden yapılır. Cıvatalarda malzemedeki cereyan çizgilerinin dağılışı önemlidir. Bu nedenle cıvata imalatı özel bir itinayı gerektirir. Somunun. yeterli mukavemette olması gerekir.")
18
2.5.2. Biyelin Boyutlandırılmasının Kontrolü
Biyel istatistik değerlere göre boyutlandırıldıktan sonra mukavemet hesaplarına göre kontrolü yapılmalıdır. Biyel Küçük Başının Hesabı Biyel küçük başının hesabında ve şekillendirilmesinde ancak yaklaşık hesap yapılabilir. Piston pernosunun boyutları biyel küçük başının boyutlandırılmasına etki eder. Pistonun ileri geri hareket eden kütlelerinin ÜÖN'da olması halinde, biyel küçük Başına en büyük kuvvet etki eder. Bu kuvvet: (2.35) dır. Biyel küçük başı genellikle perno etrafında çekmeye zorlanan bir tel gibi hesap edilebilir (Şekil 2.15). Buna göre;
 dır. Biyel küçük başı genellikle perno etrafında çekmeye zorlanan. bir tel gibi hesap edilebilir (Şekil 2.15). Buna göre;")
19
Şekil 2.15 Biyel küçük başındaki gerilmelerin dağılımı

20
Çekme gerilmesi (0 – 0 kesitinde)
[MPa] (2.36) dır. Burada, Fmax= Fh (öteleme yapan kütlenin kuvveti), A = s b, z = 30 MPa (Benzin motorları), z = 20 MPa (Dizel motorları), s = Biyel küçük başın et kalınlığı, b = Biyel küçük başın genişliği’dir. Eğilme gerilmesi (I – I kesitinde) [MPa] (2.37)
 dır. Burada, Fmax= Fh (öteleme yapan kütlenin kuvveti), A = s b, z = 30 MPa (Benzin motorları), z = 20 MPa (Dizel motorları), s = Biyel küçük başın et kalınlığı, b = Biyel küçük başın genişliği’dir. Eğilme gerilmesi (I – I kesitinde) [MPa] (2.37)")
21
dır. Burada, Fmax = Fh , rb = Biyel küçük başının ortalama yarıçapı [mm], WI-I = I – I kesitinde direnç momenti [mm3], b = 200 – 300 MPa (Benzin motorları), b = 80 – 140 MPa (Dizel motorları), WI-I = (Dolu daire kesitli), WI-I = (Ortası boş daire kesitli), WI-I = (Dikdörtgen kesitli) Burada denklemlerden biyel küçük başının çekme eğilme gerilmelerine göre kontrolü yapılır.
![dır. Burada, Fmax = Fh , rb = Biyel küçük başının ortalama yarıçapı [mm], WI-I = I – I kesitinde direnç momenti [mm3],](http://slideplayer.biz.tr/slide/9148576/27/images/21/d%C4%B1r.+Burada%2C+Fmax+%3D+Fh+%2C+rb+%3D+Biyel+k%C3%BC%C3%A7%C3%BCk+ba%C5%9F%C4%B1n%C4%B1n+ortalama+yar%C4%B1%C3%A7ap%C4%B1+%5Bmm%5D%2C+WI-I+%3D+I+%E2%80%93+I+kesitinde+diren%C3%A7+momenti+%5Bmm3%5D%2C.jpg "b = 200 – 300 MPa (Benzin motorları), b = 80 – 140 MPa (Dizel motorları), WI-I = (Dolu daire kesitli), WI-I = (Ortası boş daire kesitli), WI-I = (Dikdörtgen kesitli) Burada denklemlerden biyel küçük başının çekme eğilme. gerilmelerine göre kontrolü yapılır.")
22
2.5.2.2. Biyel Büyük Başının Hesabı
Biyelin büyük başının boyutlandırılmasında büyük başa etki eden kuvvetler göz önüne alınır. Büyük başa etki eden en büyük kuvvet ise ileri geri giden kütlelerin üst ölü noktadaki etkisi ile dönen kütlelerin atalet kuvvetlerinin toplamından ibarettir. Buna göre: (2.38) olur. Bu takdirde: (2.39) dır. Biyel büyük başının şekli motor cinsine göre değişmektedir. Bunlar;
 olur. Bu takdirde: (2.39) dır. Biyel büyük başının şekli motor cinsine göre değişmektedir. Bunlar;")
23
Parçasız Biyel Büyük Başı
Bu tip genellikle parçalı krank millerinde kullanılır. Bu tipin imali oldukça basit olup iyi bir form vermek mümkündür. Bunun boyutlandırılması aynen biyel küçük başında olduğu gibidir. Bunun da çekme ve eğilme gerilmelerine göre kontrol yapılmalıdır. Çekme gerilmesi: [MPa] (2.40) Eğilme gerilmesi [MPa] (2.41)
 Eğilme gerilmesi. [MPa] (2.41)")
24
Şekil 2.16 Parçasız biyel büyük başı
Burada, A0 = 0 – 0 kesitinde kesit alanı [mm2], r = Yarıçap [mm], WI-I = I – I kesitinde direnç momenti, z = 30 MPa (Benzin motorları), z = 20 MPa (Dizel motorları), b = 200 – 300 MPa (Benzin motorları), b = 80 – 140 MPa (Dizel motorları)’dır. Şekil Parçasız biyel büyük başı
, z = 20 MPa (Dizel motorları), b = 200 – 300 MPa (Benzin motorları), b = 80 – 140 MPa (Dizel motorları)’dır. Şekil 2.16 Parçasız biyel büyük başı.")
25
c) Parçalı Biyel Büyük Başı
Motorlarda parçalı biyel büyük başı tipi çok kullanılmaktadır. Bu durumda krank mili tek parça olup yapımı kolay ve maliyeti ucuz olmaktadır. Buna karşın biyel büyük başının mukavemet hesabı güçleşir. Biyelin büyük başının parçalı oluşu halinde, biyelin silindir içine girdiği üst kapak kısmının bağlantıları, merkezleme gibi hususlar göz önüne alınmalıdır. Parçalı biyel büyük başını ikiye bölen hat genellikle biyel başının merkezinden geçer ve biyel eksenine dik bir vaziyettedir. Ayrıca biyel ekseni ile açı yapan eğik parçalı biyel büyük başı da vardır. Bu sistemlerde biyel büyük başının kapak kısmı söküldüğü takdirde piston ve biyel kolu silindir kapağı tarafından beraberce silindir içinden kolaylıkla çıkarılabilir. Bu suretle krank mili yatakları sökülmeden piston ve biyel mekanizmasını sökmek mümkün olmaktadır. d) Düz Parçalı Biyel Büyük Başı Kapak Kısmı: Bu parçanın I – I kesitindeki et kalınlığı eğilme gerilmesi kontrolüne tabi tutulur (Şekil 2.17).
 Düz Parçalı Biyel Büyük Başı. Kapak Kısmı: Bu parçanın I – I kesitindeki et kalınlığı eğilme. gerilmesi kontrolüne tabi tutulur (Şekil 2.17).")
26
Şekil 2.17 Düz parçalı biyel büyük başının kapak kısmı
Buna göre, I – I kesitindeki maksimum eğilme gerilmesi: [MPa] (2.42)
")
27
Burada, Fmax = A = Kesit ile cıvata merkezi arası [mm], WI-I = I – I kesitinde direnç momenti, b = 200 – 300 MPa (Benzin motorları), b = 80 – 140 MPa (Dizel motorları)’ dır. Biyel Kolu Kısmı: Biyel büyük başının biyel kolu kısmına bağlı olan kısmındaki II – II kesitindeki et kalınlığı eğilme gerilmesi kontrolüne tabi tutulur (Şekil 2.18). Bu kısımda eğilme gerilmesi: [MPa] (2.43) dır. Burada, Fmax= , I2 = Kesitin cıvata merkezine mesafesi, WII–II = II – II kesitinde direnç momenti [mm3]’ dür.
![Burada, Fmax = A = Kesit ile cıvata merkezi arası [mm], WI-I = I – I kesitinde direnç momenti, b = 200 – 300 MPa (Benzin motorları),](http://slideplayer.biz.tr/slide/9148576/27/images/27/Burada%2C+Fmax+%3D+A+%3D+Kesit+ile+c%C4%B1vata+merkezi+aras%C4%B1+%5Bmm%5D%2C+WI-I+%3D+I+%E2%80%93+I+kesitinde+diren%C3%A7+momenti%2C+%EF%81%B3b+%3D+200+%E2%80%93+300+MPa+%28Benzin+motorlar%C4%B1%29%2C.jpg "b = 80 – 140 MPa (Dizel motorları)’ dır. Biyel Kolu Kısmı: Biyel büyük başının biyel kolu kısmına bağlı. olan kısmındaki II – II kesitindeki et kalınlığı eğilme gerilmesi. kontrolüne tabi tutulur (Şekil 2.18). Bu kısımda eğilme gerilmesi: [MPa] (2.43) dır. Burada, Fmax= , I2 = Kesitin cıvata merkezine mesafesi, WII–II = II – II kesitinde direnç momenti [mm3]’ dür.")
28
Şekil 2.18 Biyel büyük başının kol kısmına ait bağlantı kısmı
e) Eğik Parçalı Biyel Büyük Başı Kapak Kısmı: Bu parçanın I – I kesitindeki et kalınlığı eğilme gerilmesine göre kontrol edilir (Şekil 2.19)
 Eğik Parçalı Biyel Büyük Başı. Kapak Kısmı: Bu parçanın I – I kesitindeki et kalınlığı eğilme. gerilmesine göre kontrol edilir (Şekil 2.19)")
29
Şekil 2.19 Eğik parçalı biyel büyük başı

30
Buna göre, I – I kesitin kolun maksimum eğilme gerilmesi:
[MPa] (2.44) Burada, Fmax = c = Kesitin cıvata merkezine mesafesi [mm], = Bölünme düzleminin şaft ekseni ile olan açı [derece], WI–I = I – I kesitinde direnç momentidir. Biyel Kolu Kısmı: Biyel büyük başının biyel kolu kısmına bağlı olan kısmındaki II – II kesitindeki et kalınlığı da eğilme gerilmesine göre kontrol edilir. Bu kısımda eğilme gerilmesi: [MPa] (2.45) dır. Burada, WII–II = II – II kesitinde direnç momentidir. Sonuç olarak hesapla bulunan değerlere göre imal edilen biyel büyük başının ayrıca deneysel olarak da kontrolün yapılması gerekmektedir.
 Burada, Fmax = c = Kesitin cıvata merkezine mesafesi [mm], = Bölünme düzleminin şaft ekseni ile olan açı [derece], WI–I = I – I kesitinde direnç momentidir. Biyel Kolu Kısmı: Biyel büyük başının biyel kolu kısmına bağlı. olan kısmındaki II – II kesitindeki et kalınlığı da eğilme gerilmesine. göre kontrol edilir. Bu kısımda eğilme gerilmesi: [MPa] (2.45) dır. Burada, WII–II = II – II kesitinde direnç momentidir. Sonuç olarak hesapla bulunan değerlere göre imal edilen biyel büyük. başının ayrıca deneysel olarak da kontrolün yapılması gerekmektedir.")
31
Biyel Kolu Biyel kolunun kesiti genellikle dar I formda, geniş I formda ve eliptik formda yapılabilir. Küçük motorlarda biyel kolunun kesiti dairesel oval veya kare şeklindedir. Biyel kolu gaz kuvvetleri ile ileri geri hareket eden kütle kuvvetlerinin çekme, basma, eğilme ve burkulma zorlamaları altındadır. a) Basma zorlaması (b) [MPa] (2.46) Fmax = Piston ÜÖN’da iken gaz kuvvetleri ( ), Fmax = Piston AÖN’da iken kütle kuvvetleri ( ) As = Biyel kesit alanı [mm2], b = Benzin motorları 17 MPa, b = Dizel motorları 17 – 20 MPa’ dır.
 Basma zorlaması (b) [MPa] (2.46) Fmax = Piston ÜÖN’da iken gaz kuvvetleri ( ), Fmax = Piston AÖN’da iken kütle kuvvetleri ( ) As = Biyel kesit alanı [mm2], b = Benzin motorları 17 MPa, b = Dizel motorları 17 – 20 MPa’ dır.")
32
b) Çekme zorlaması ( z )
Biyel kolu piston ÜÖN’da ve emme başlangıcında ileri geri hareket eden kütle kuvvetleri ile en yüksek çekme zorlanmasına maruz kalır. Bu durumda biyel kolunu çekme zorlanmasına göre kontrolü: (2.47) formülü ile sağlanır. Burada, Fmax = Piston ÜÖN’da iken kütle kuvvetleri ( ) As = Biyel kolu kesiti [mm2], b = Çekme emniyet gerilmesidir. Benzin motorlarında : 30 MPa Dizel motorlarında : 20 MPa
 formülü ile sağlanır. Burada, Fmax = Piston ÜÖN’da iken kütle kuvvetleri ( ) As = Biyel kolu kesiti [mm2], b = Çekme emniyet gerilmesidir. Benzin motorlarında : 30 MPa. Dizel motorlarında : 20 MPa.")
33
c) Burkulma zorlaması (Knickung)
Biyel kolunun burkulma zorlanmasının kontrolü, biyel kolu boyuna bağlıdır. Biyel kolu kısa olanlarda burkulma zorlanmasının kontrolü yapılmaz. Genellikle benzin ve yüksek dönme sayılı dizel motorlarında biyel kolu kısa olmaktadır. Burkulma zorlanmasının kontrolü daha çok alışılmamış uzunlukta olan biyel kollarında yapılmaktadır. Burkulma zorlanmasına göre biyel kolu şekil değiştirir (Şekil 2.20). Burkulma zorlamasının kontrolü: Narinlik derecesi ( ) formülüne göre yapılır. Narinlik derecesinin değerlerine göre çeşitli yöntemlerle burkulma zorlamasının kontrolü yapılır. Buna göre; Narinlik derecesi x < 60 ise, bu takdirde biyel kolunun sadece basmaya göre kontrolü yapılır. Burkulma kontrolü yapılmaz.
. Burkulma zorlamasının kontrolü: Narinlik derecesi ( ) formülüne göre yapılır. Narinlik derecesinin değerlerine göre çeşitli yöntemlerle burkulma. zorlamasının kontrolü yapılır. Buna göre; Narinlik derecesi x < 60 ise, bu takdirde biyel kolunun sadece basmaya göre kontrolü yapılır. Burkulma kontrolü yapılmaz.")
34
2) Narinlik derecesi 60 < x < 105 değerleri arasında ise, bu
takdirde biyel kolunun burkulma zorlanması Tetmayer formülüne göre yapılır. 3) Narinlik derecesi x > 105 ise bu takdirde biyel kolunun burkulma zorlanması Euler formülüne göre yapılır. Bu duruma göre, biyel kolunun narinlik derecesi (x): (2.48) formülünden bulunur. Burada, l = Biyel boyu [cm], i = Atalet yarıçapı ( ) [mm2], j = Biyel kesitinin atalet momenti [mm4], As = Biyel kesitinin alanı [mm2]’dir. Bu şekilde bulunan narinlik derecesine göre biyel kolu Tetmayer ve Euler’e göre
 Narinlik derecesi x > 105 ise bu takdirde biyel kolunun burkulma zorlanması Euler formülüne göre yapılır. Bu duruma göre, biyel kolunun narinlik derecesi (x): (2.48) formülünden bulunur. Burada, l = Biyel boyu [cm], i = Atalet yarıçapı ( ) [mm2], j = Biyel kesitinin atalet momenti [mm4], As = Biyel kesitinin alanı [mm2]’dir. Bu şekilde bulunan narinlik derecesine göre biyel kolu Tetmayer. ve Euler’e göre.")
35
Şekil 2.20 Burkulma zorlanması altında biyelin şekil değiştirmesi

36
Tetmayer’e Göre Burkulma Zorlanması
Biyel kolunun burkulma zorlanmasına göre kontrolü eğer narinlik derecesi 60 ile 105 arasında ise malzemenin cinsine göre aşağıdaki formüllerden faydalanılarak yapılır. Buna göre; St42 St52 %5 Nikel-Demir Burkulma emniyeti bakımından en az 1.5 misli alınmalıdır. Burada, Demir için Çelik için

37
Euler’e Göre Burkulma Zorlanması
Biyel kolunun burkulma zorlanması eğer narinlik derecesi 105 değerinden yüksek ise çeşitli şekilde kontrol edilebilir. Genel olarak, (2.49) formülü kullanılır. Bunun dışında burkulma zorlaması, biyelin dönme yönünde ve dik yönde incelenir. i) Sarkaç Hareketi Yönünde Burkulma Zorlanması (2.50) formülünden faydalanılır.
 formülü kullanılır. Bunun dışında burkulma zorlaması, biyelin. dönme yönünde ve dik yönde incelenir. i) Sarkaç Hareketi Yönünde Burkulma Zorlanması. (2.50) formülünden faydalanılır.")
38
Burada, Fmax : ÜÖN’da gaz kuvveti veya AÖN’da kütle kuvvetleri, Fk : Burkulma kuvveti, E : Elastisite modülü, Demir için Alüminyum için j : Biyel kesitinin atalet momenti [mm4] ’dir. ii) Sarkaç Hareketine Dik Yönde Burkulma Zorlanması Biyel kolunun ankastre olduğu kabul edilerek hesaplanır. Buna göre; (2.51) dır. Burada, j Biyel kesitinin atalet momenti [cm4] ’dür. Sonuç olarak Sk ve Sk değerleri burkulma emniyeti bakımından 4 – 6 arasında olmalıdır.
 Sarkaç Hareketine Dik Yönde Burkulma Zorlanması. Biyel kolunun ankastre olduğu kabul edilerek hesaplanır. Buna. göre; (2.51) dır. Burada, j Biyel kesitinin atalet momenti [cm4] ’dür. Sonuç olarak Sk ve Sk değerleri burkulma emniyeti bakımından. 4 – 6 arasında olmalıdır.")
39
d) Eğilme zorlanması Piston perno ekseni üzerinde biyelin bağlı olarak ileri geri titreşimlerinin kütlesel etkisi ile biyel kolunda bir eğilme zorlanması meydana getirir. Eğilme zorlanması; (2.52) dir. Burada, ve olduğuna göre; (2.53) dir. Burada W direnç momentidir.
 dir. Burada, ve. olduğuna göre; (2.53) dir. Burada W direnç momentidir.")
40
Meydana gelen en büyük eğilme momenti,
(2.54) dir. Burada; l : Biyel boyu (mm) A : Ortalama kesit alanı (mm2) : Özgül ağırlık (kg/mm3) g : Yer çekim ivmesi (mm/s2) r : Krank mili yarıçapı (mm) : Krank mili açısal hızı (rad/s) dir. Sonuç olarak biyel kolunun kesiti bütün zorlamalara göre kontrolü yapılarak uygun bir biçim kabul edilir.
 dir. Burada; l : Biyel boyu (mm) A : Ortalama kesit alanı (mm2) : Özgül ağırlık (kg/mm3) g : Yer çekim ivmesi (mm/s2) r : Krank mili yarıçapı (mm) : Krank mili açısal hızı (rad/s) dir. Sonuç olarak biyel kolunun kesiti bütün zorlamalara göre kontrolü. yapılarak uygun bir biçim kabul edilir.")
41
Biyel Malzemesi Biyel malzemesi olarak karbonlu çelik, alaşımlı çelik veya dökme çelik kullanılır. Dökme çelikten yapılan biyeller yavaş yavaş ortadan kalkmaktadır. Çünkü döküm sırasında parça içerisinde boşluklar kalabileceğinden mukavemet yönünden büyük sakıncalar doğmaktadır. Ancak döküm biyeller diğerlerine göre ucuz olmaktadır. Biyelin malzemesi yanında işlenme özelliği de önemlidir. Biyel dövme suretiyle imal edilir. Biyel sıcak olarak basılarak haddeleme işlemine tabi tutulur. Dolayısıyla üzerindeki çapak ve fazlalıklar yine sıcakken temizlenir. Bu presleme işlemi sırasında biyel büyük başı muylu deliği açılır. Daha sonra biyel küçük başı perno deliği açılarak raspalanır. Presleme işleminden sonra biyel ısıtılır suda veya yağda su verilerek sertleştirilir. Bundan sonra büyük biyel başı kesilerek iki ayrı parçaya ayrılır. Cıvata ve yağlama delikleri açılır. Bu işlemler yapılırken malzemenin yapısının bozulmamasına dikkat edilmelidir.

42
Biyele su verilirken iç yapısında bir çatlama olabilir. Bu çatlama,
su verilmiş çeliklerde, su vermeden önce biyel yüksek sıcaklıklara çıkarılarak giderilebilir. Ancak bu, malzemenin daha çabuk çatlamasına neden olur. Dolayısıyla biyel sertliği istenildiği kadar arttırılamaz. Biyel üzerinde şekillendirme sırasında meydana gelen çapaklar, boyuna taşlanarak malzemenin çentik mukavemetinin düşmemesi sağlanır. Çünkü, bu çeşit işlemede malzeme içerisinde zorlama yönüne zıt olacak şekilde bir çatlak meydana gelmez. Taşıt motorlarında biyel malzemesi olarak karbonlu çelik St 35.61 olup (C = 0.32 – 0.40, Mn = 0.8, Si = 0.55) çekme mukavemeti 600 – 700 MPa dır. Biyel, dış kalıptan çıktığı gibi kullanılır ve herhangi bir işleme tabi tutulmaz. Burada önemli olan çekme zorlanması sırasında akım çizgilerinin düzgün olmasıdır.
 çekme mukavemeti. 600 – 700 MPa dır. Biyel, dış kalıptan çıktığı gibi kullanılır ve. herhangi bir işleme tabi tutulmaz. Burada önemli olan çekme. zorlanması sırasında akım çizgilerinin düzgün olmasıdır.")
43
Uçak motorlarında ve yarış motorlarında biyellerin kütleleri
nedeniyle kalıptan çıktıktan sonra her tarafı işlenir. Bunlar, krom–nikel veya krom–molibden çelikten yapılır. Bunların bileşiminde; C : 0.2 – 0.29 Cr : 0.9 – 1.20 Mo : 0.12 – 0.50 Mn : 0.5 – 0.8 Si : bulunur. Çekme gerilmesi 700 – 800 MPa civarındadır. Hafif metalli biyel kolu ise AlCuMg alaşımı olup çekme gerilmesi 250 MPa ve uzaması % 8 dir.

44
2.6. Krank Mili Pistonun ileri geri hareketini biyel vasıtasıyla dönme hareketine çeviren elemana krank mili denir. Krank mili, biyelden gelen gaz kuvvetleri ve atalet kuvvelerinin motorun dışına döndürme momenti halinde (efektif iş) taşınmasını sağlar. Krank mili yapısı gereği, gerek değişen gaz kuvvetlerinden gerekse değişken atalet kuvvetlerinden kaynaklanan titreşimlerin etkisinde bulunur. Ancak krank milinin yüklenme durumu, her konumda farklıdır. Krank milinin genellikle eğilme ve burulma ile zorlandığı kabul edilir. Ayrıca volan da dairesel kuvvetlerden ve değişken kuvvetlerden kaynaklanan titreşimlerle zorlanır. Keza yataklardaki yüzeylerin zorlanması da krank miline etki eder. Eğilme zorlanması gerek gaz, gerekse atalet kuvvetleri nedeniyle meydana gelir (Şekil 2.21).
 taşınmasını sağlar. Krank mili yapısı. gereği, gerek değişen gaz kuvvetlerinden gerekse değişken atalet. kuvvetlerinden kaynaklanan titreşimlerin etkisinde bulunur. Ancak. krank milinin yüklenme durumu, her konumda farklıdır. Krank milinin genellikle eğilme ve burulma ile zorlandığı kabul. edilir. Ayrıca volan da dairesel kuvvetlerden ve değişken. kuvvetlerden kaynaklanan titreşimlerle zorlanır. Keza yataklardaki. yüzeylerin zorlanması da krank miline etki eder. Eğilme zorlanması. gerek gaz, gerekse atalet kuvvetleri nedeniyle meydana gelir. (Şekil 2.21).")
45
a) Gaz basıncı b) Atalet kuvveti
Şekil Krank milinin, gaz ve atalet kuvvetlerinin etkisiyle şekil değiştirmesi

46
Krank mili çevriminin iş zamanı (yanma ve genişleme zamanı)
sırasında gaz kuvvetinin etkisi ile Şekil 2.21a’daki gibi diğer zamanlarında ise atalet kuvvetlerinin etkisi ile (kütlesel kuvvetler) Şekil 2.21b’deki gibi krank miline ters yönde etki ederek biçimini değiştirmeye zorlanır. Dolayısıyla krank milinin muylu yatağı, ana yatak ve krank kolu bu kuvvetlerin beraberce etkileri ile her an değişen bir şekilde eğilmeye zorlanır. Krank milinin eğilme zorlanması genellikle maksimum gaz kuvvetinin basıncına göre saptanır. Buna göre maksimum kuvvet (Fmax) ÜÖN’da: (2.55) AÖN’da ise, (Burada Fg = 0) (2.56) ve ortalama kuvvet: (2.57)
 Şekil 2.21b’deki gibi krank miline ters yönde etki ederek biçimini. değiştirmeye zorlanır. Dolayısıyla krank milinin muylu yatağı, ana. yatak ve krank kolu bu kuvvetlerin beraberce etkileri ile her an. değişen bir şekilde eğilmeye zorlanır. Krank milinin eğilme. zorlanması genellikle maksimum gaz kuvvetinin basıncına göre. saptanır. Buna göre maksimum kuvvet (Fmax) ÜÖN’da: (2.55) AÖN’da ise, (Burada Fg = 0) (2.56) ve ortalama kuvvet: (2.57)")
47
2.6.1. Krank Milinin Boyutlandırılması
Çok silindirli motorlar için maksimum zorlanma kuvveti: (2.58) olur. Eğer motor yüksek dönme sayılı ise bu takdirde atalet kuvvetlerinin (Fa) etkisi de göz önüne alınır. Krank Milinin Boyutlandırılması Krank mili motorun yapısına göre değişik biçimlerde tasarlanabilir. Buna örnek olarak 4 ve 6 silindirli iki ayrı motorun krank mili Şekil 2.22’de görülmektedir.
 olur. Eğer motor yüksek dönme sayılı ise bu takdirde atalet. kuvvetlerinin (Fa) etkisi de göz önüne alınır Krank Milinin Boyutlandırılması. Krank mili motorun yapısına göre değişik biçimlerde tasarlanabilir. Buna örnek olarak 4 ve 6 silindirli iki ayrı motorun krank mili Şekil. 2.22’de görülmektedir.")
48
Şekil 2.22 Dört ve altı silindirli iki ayrı motora ait krank milinin görünüşleri

49
Krank milinin boyutlandırılmasına birçok etkenler etki eder:
Ana ve muylu yataklarının sayısı ve boyutları, motor bloğunun yapısı, (silindirlerin aynı blokta veya ayrı ayrı oluşu, silindirlerin kuru veya yaş gömlekli oluşu) Silindir kafasının yapısı, (müşterek veya iki, üç silindir için ayrı kafalardan oluşu) V motorlarında biyelin tertibi (çatal, yan yana ve ana biyel veya biyelcik oluşu) Krank mili malzemesi ve imal şekli, (çeliğin dövme veya çelik döküm) Krank milinin toplam uzunluğu, yatakların ve kolların boyutları ve silindir eksenleri arasındaki uzaklığa bağlıdır. Bunun dışında istatistik değerlere göre boyutlandırma Şekil 2.23’de görülmektedir.
 Silindir kafasının yapısı, (müşterek veya iki, üç silindir için ayrı kafalardan oluşu) V motorlarında biyelin tertibi (çatal, yan yana ve ana biyel veya biyelcik oluşu) Krank mili malzemesi ve imal şekli, (çeliğin dövme veya çelik döküm) Krank milinin toplam uzunluğu, yatakların ve kolların boyutları ve. silindir eksenleri arasındaki uzaklığa bağlıdır. Bunun dışında. istatistik değerlere göre boyutlandırma Şekil 2.23’de. görülmektedir.")
50
Şekil 2.23 İstatistiki değerlere göre boyutlandırma

51
Şekil 2.24 Krank milinin tertibi
Krank milinin tertibi, motorun şekline de bağlıdır(Şekil 2.24). Benzin motorlarında krank mili, iki silindir için bir ana yatak olmak üzere tertip edilir ve krank mili yatak sayısı n, z silindir sayısı olmak üzere ’ dir. Büyük güçlü benzin motorlarında ve dizel motorlarında krank mili her silindir için bir ana yatak olmak üzere tertip edilir ve krank mili ana yatak sayısı (z+1) dir. Şekil Krank milinin tertibi
. Benzin motorlarında krank mili, iki silindir için bir ana yatak olmak. üzere tertip edilir ve krank mili yatak sayısı n, z silindir sayısı. olmak üzere ’ dir. Büyük güçlü benzin motorlarında ve. dizel motorlarında krank mili her silindir için bir ana yatak olmak. üzere tertip edilir ve krank mili ana yatak sayısı (z+1) dir. Şekil 2.24 Krank milinin tertibi.")
52
Tablo 2.2 Silindirler arası uzaklık
Krank Milinin İstatistiki Değerlere Göre Boyutlandırılması a) Silindirler Arası Uzaklık (Ls ) Silindirler arası uzaklığın benzin ve dizel motorlarına göre aşağıdaki tabloda verilmiştir. Tablo 2.2 Silindirler arası uzaklık
 Silindirler Arası Uzaklık (Ls ) Silindirler arası uzaklığın benzin ve dizel motorlarına göre. aşağıdaki tabloda verilmiştir. Tablo 2.2 Silindirler arası uzaklık.")
53
b) Krank Muylusu Krank muylusunun uzunluğu (lk) ve çapı (dk) benzin ve dizel motorlarına göre aşağıdaki tabloda verilmiştir. Tablo 2.3 Krank muylusunun boyutları Burada lk krank muylusunun toplam uzunluğu olup köşelerdeki geçiş yarıçapları () dahil olarak kabul edilmiştir. Kısa stroklu motorlarda krank mili daha sağlam olduğundan muylu çapı dk/D = 0.56 alınır.
 dahil olarak kabul edilmiştir. Kısa stroklu. motorlarda krank mili daha sağlam olduğundan muylu çapı. dk/D = 0.56 alınır.")
54
Gerilme toplanmalarını önlemek için muylu yatak ve kollar
arasındaki geçiş yarıçapları () normal olarak ve bazı özel hallerde, olarak alınabilir. Geçiş yerlerinde sertleştirme, soğuk haddeleme veya dövme yapılmak suretiyle ön gerilim verilmesi mukavemeti %90’a kadar arttırır. Krank muylusunun yataklarında yüzey basıncının (pl) 20 – 30 MPa ’ı aşmaması sağlanmalıdır. Bu değer V motorlarında ise 30 – 35 MPa’a ulaşabilir. Buna göre krank muylusu uzunluğu ve çapı: (2.59) formülünden kontrol edilir. Eğer maksimum basınç p3 = 10 MPa ise bu takdirde yüzey basıncı olarak pL = 45 MPa alınabilir.
 normal olarak. ve bazı özel hallerde, olarak alınabilir. Geçiş yerlerinde sertleştirme, soğuk haddeleme. veya dövme yapılmak suretiyle ön gerilim verilmesi mukavemeti. %90’a kadar arttırır. Krank muylusunun yataklarında yüzey basıncının (pl) 20 – 30 MPa ’ı. aşmaması sağlanmalıdır. Bu değer V motorlarında ise 30 – 35 MPa’a. ulaşabilir. Buna göre krank muylusu uzunluğu ve çapı: (2.59) formülünden kontrol edilir. Eğer maksimum basınç p3 = 10 MPa. ise bu takdirde yüzey basıncı olarak pL = 45 MPa alınabilir.")
55
c) Ana Yatak Ana yatakların uzunluğu (la) ve çapı (da) istatistik değerlere göre aşağıdaki tabloda verilmiştir. Dört ve altı silindirli motorlarda orta ana yatağın uzunluğu biraz daha fazladır. Buna göre orta ana yatağın uzunluğu olur. Tablo 2.4 Ana yatak boyutları

56
Gerilme toplanmalarını önlemek için ana yatak ve kollar arasındaki
geçiş yarıçapları normal olarak: = (0.45 – 0.06)da ve hatta = (0.07 – 0.08)da alınır. Ayrıca ana mildeki f = 0.05 – 1 mm kalınlığında alınır. Ana yatak uzunluğu (la) ve çapı (da) maksimum yanma basıncı p3 = 10 MPa ise yüzey basıncı pL = 23 MPa alınabilir. Buna göre: (2.60) formülünden kontrol edilebilir.
da ve hatta. = (0.07 – 0.08)da alınır. Ayrıca ana mildeki f = 0.05 – 1 mm. kalınlığında alınır. Ana yatak uzunluğu (la) ve çapı (da) maksimum. yanma basıncı p3 = 10 MPa ise yüzey basıncı pL = 23 MPa. alınabilir. Buna göre: (2.60) formülünden kontrol edilebilir.")
57
Krank kolları, eğilmede ve burulmada rijitliğinin sağlanması için
d) Krank Kolları Krank kolları, eğilmede ve burulmada rijitliğinin sağlanması için genellikle eliptik yapılır. Krank kollarının kalınlığı (ba) ve genişliği (bl) değerleri istatistiki bilgilere göre aşağıdaki tabloda verilmiştir. Tablo 2.5 Krank kolları boyutları Son çalışmalara göre krank milinin uzunluğu arttırılmak istendiğinde krank kollarının kalınlığı da arttırılır. İki silindirde bir yataklanan krank milleri (benzin motorlarında) aradaki kol işlenmez ve karmaşık bir görünümdedir. Bu kolların ağırlık merkezinin dönme eksenine mümkün olduğu kadar yakın olması gerekir. Her silindirde bir yataklanan krank millerinde ise kollar kısmen işlenir. Krank mili bu şekilde boyutlandırıldıktan sonra deney stantlarında zorlamalara göre kontrol edilir.
 Krank Kolları. Krank kolları, eğilmede ve burulmada rijitliğinin sağlanması için. genellikle eliptik yapılır. Krank kollarının kalınlığı (ba) ve genişliği. (bl) değerleri istatistiki bilgilere göre aşağıdaki tabloda verilmiştir. Tablo 2.5 Krank kolları boyutları. Son çalışmalara göre krank milinin uzunluğu arttırılmak. istendiğinde krank kollarının kalınlığı da arttırılır. İki silindirde bir. yataklanan krank milleri (benzin motorlarında) aradaki kol. işlenmez ve karmaşık bir görünümdedir. Bu kolların ağırlık. merkezinin dönme eksenine mümkün olduğu kadar yakın olması. gerekir. Her silindirde bir yataklanan krank millerinde ise kollar. kısmen işlenir. Krank mili bu şekilde boyutlandırıldıktan sonra. deney stantlarında zorlamalara göre kontrol edilir.")
58
2.6.3. Krank Milinin Kontrolü
Krank mili, istatistik değerlere göre boyutlandırıldıktan sonra, önce eğilme ve burulma zorlanmasına göre kontrol edilir. Gereğinde motorun cinsine göre, yatakların kayma yüzeylerindeki basınca göre de kontrol yapılır. Eğer motor yüksek dönme sayılı ise titreşim zorlanması olur ve buna göre de kontrol yapılmalıdır. Krank mili, eğilme ve burulma gerilmelerinin etkisi altındadır. Ancak her iki gerilmenin maksimumu aynı anda olmaz. Hesaplarda emniyet bakımından her ikisinin de maksimum değeri, krank miline aynı anda etki ediyormuş gibi düşünülür. Bunun etkisi gerek hesapla gerekse deneysel olarak kontrol edilir. Krank milinin hesapla kontrolünde her iki gerilmenin değeri aşağıdaki formülle tanımlanır. Buna göre; (2.61) dır. Burada, bmax Maksimum eğilme gerilmesi, max Maksimum burulma gerilmesi’ dir.
 dır. Burada, bmax Maksimum eğilme gerilmesi, max Maksimum. burulma gerilmesi’ dir.")
59
Krank mili hesaplarında kolayca hesaplanabilen nominal eğilme
gerilmesi (bn) ve nominal burulma gerilmesi (bn) kullanılır. Buna göre: Maksimum eğilme gerilmesi: (b: Eğilme Şekil Katsayısı) (2.62) Maksimum burulma gerilmesi: (t: Burulma Şekil Katsayısı) (2.63) şeklinde yazılabilir. Nominal Eğilme Gerilmesi (bn): Eğilme zorlanması, gerek gaz kuvvetleri gerekse kütle kuvvetleriyle meydana gelir. Bu zorlanma, sıra motorlarında ve V motorlarında farklıdır. Sıra motorlarına ait krank milindeki kuvvetlerin durumu Şekil 2.25’de görülmektedir. Burada V = 0 alınırsa sıra motor olur.
 ve nominal burulma gerilmesi (bn) kullanılır. Buna. göre: Maksimum eğilme gerilmesi: (b: Eğilme Şekil Katsayısı) (2.62) Maksimum burulma gerilmesi: (t: Burulma Şekil Katsayısı) (2.63) şeklinde yazılabilir. Nominal Eğilme Gerilmesi (bn): Eğilme zorlanması, gerek gaz. kuvvetleri gerekse kütle kuvvetleriyle meydana gelir. Bu zorlanma, sıra motorlarında ve V motorlarında farklıdır. Sıra motorlarına ait. krank milindeki kuvvetlerin durumu Şekil 2.25’de görülmektedir. Burada V = 0 alınırsa sıra motor olur.")
60
Şekil 2.25 Krank milindeki kuvvetlerin durumu

61
Krank mili muylusundaki eğilme momenti:
(2.64) Krank mili kolundaki eğilme momenti: (2.65) V motorlarına ait krank milindeki kuvvetlerin durumu Şekil 2.25’de görülmektedir. Buna göre krank mili kolundaki eğilme momenti: (2.66) dır. Burada, kuvveti değeri yerine konursa
 Krank mili kolundaki eğilme momenti: (2.65) V motorlarına ait krank milindeki kuvvetlerin durumu Şekil 2.25’de. görülmektedir. Buna göre krank mili kolundaki eğilme momenti: (2.66) dır. Burada, kuvveti değeri yerine konursa.")
62
(2.67) olur. Normal sıra motorlarında Pmax kuvveti olarak tek silindirdeki gaz kuvveti alınır. V motorlarında ise aynı krank muylusuna bağlanan pistonların silindirlerinde arka arkaya ateşleme olabilmektedir. Bu nedenle emniyetli bir konstrüksiyon yapabilmek için Pmax kuvveti daha büyük alınmalıdır. Bu kuvvet V açısının küçülmesi halinde daha büyük olmalıdır. 60’lik V açısı olması halinde Pmax kuvvetinin bir silindirinkinden %20 – 25 fazla olması gerekir. Bu oran diğer taraftan ortalama efektif basınç pme’ye bağlıdır. Krank milinde eğilme gerilmesi: (2.68)
")
63
Krank muylusunun direnç (atalet) momenti:
Dolu silindirik muylu için: (2.69) İçi boş silindirik muylu için: (2.70) olur. O halde dolu silindirli muylulu V motorlarında eğilme gerilmesi: (2.71) olur. Buradan sıra motorlarda (V = 0 için) (2.72)
 İçi boş silindirik muylu için: (2.70) olur. O halde dolu silindirli muylulu V motorlarında eğilme. gerilmesi: (2.71) olur. Buradan sıra motorlarda (V = 0 için) (2.72)")
64
olur. Maksimum eğilme gerilmesi için, eğilme gerilmesi katsayısı
bilinmelidir. Bunun için, (2.73) fonksiyonu bilinmelidir. Bu fonksiyondaki faktörlerinin değerleri, krank milinin konstrüksiyonuna bağlı olarak Şekil 2.26’dan bulunur. Buradan bulunan b değeri denklemde yerine konularak maksimum eğilme gerilmesi bulunur.
 fonksiyonu bilinmelidir. Bu fonksiyondaki faktörlerinin değerleri, krank milinin konstrüksiyonuna bağlı olarak Şekil 2.26’dan. bulunur. Buradan bulunan b değeri denklemde yerine konularak. maksimum eğilme gerilmesi bulunur.")
65
Şekil 2.26 Eğilme gerilmesi katsayısının bağlı olduğu faktörlere göre değişimi

66
Nominal burulma gerilmesi (bn): Aynı şekilde maksimum
burulma gerilmesi de, (2.74) ifadesinden bulunur. Nominal burulma gerilmesi yaklaşık olarak 40 MPa alınabilir. Krank milindeki Pt kuvveti dolayısıyla eğilme zorlanması da meydana gelir. Burada krank muylusundaki burulma momenti: (2.75) dır. Burada, (2.76) (2.77)
 ifadesinden bulunur. Nominal burulma gerilmesi yaklaşık olarak. 40 MPa alınabilir. Krank milindeki Pt kuvveti dolayısıyla eğilme. zorlanması da meydana gelir. Burada krank muylusundaki. burulma momenti: (2.75) dır. Burada, (2.76) (2.77)")
67
(2.78) (2.79) dır. Buna göre burulma gerilmesi: (2.80)
olur. Maksimum burulma gerilmesi için, burulma gerilmesi katsayısı (t) nin, (2.81) fonksiyonu bilinmelidir. Bu fonksiyondaki faktörlerinin değerleri, krank milinin konstrüksiyonuna bağlı olarak Şekil 2.27’den bulunur.
 nin, (2.81) fonksiyonu bilinmelidir. Bu fonksiyondaki faktörlerinin değerleri, krank milinin konstrüksiyonuna bağlı olarak Şekil 2.27’den. bulunur.")
68
Şekil 2.27 Burulma gerilmesi katsayısının bağlı olduğu faktörlere göre değişimi

69
Sonuç olarak, böylece bulunan bmax ve max değerleri,
(2.82) denklem (2.61)’de yerine konulursa, v toplam gerilme bulunur. v değeri kullanılan malzemenin emniyet sınırları içinde olmalıdır. Krank mili çapı 50 – 150 mm arasında olanlarda v değeri 300 MPa kabul edilir. Ancak deneysel çalışmalarda elde edilen bilgilere göre buna en fazla %80 eklenebilir. Krank milinin şekli kabataslak tayin edildikten sonra önemli noktalardaki gerilmeler deneylerle ölçülür ve benzer krank milleriyle karşılaştırılır. Modern çelik krank millerinde nominal gerilmeler, malzemenin akma sınırını, eğilmede %20, burulmada %15’ini aşmamalıdır. Bu takdirde fazla malzeme kullanılabilir anlamına gelir.
 denklem (2.61)’de yerine konulursa, v toplam gerilme bulunur. v. değeri kullanılan malzemenin emniyet sınırları içinde olmalıdır. Krank mili çapı 50 – 150 mm arasında olanlarda v değeri 300 MPa. kabul edilir. Ancak deneysel çalışmalarda elde edilen bilgilere. göre buna en fazla %80 eklenebilir. Krank milinin şekli kabataslak tayin edildikten sonra önemli. noktalardaki gerilmeler deneylerle ölçülür ve benzer krank. milleriyle karşılaştırılır. Modern çelik krank millerinde nominal. gerilmeler, malzemenin akma sınırını, eğilmede %20, burulmada. %15’ini aşmamalıdır. Bu takdirde fazla malzeme kullanılabilir. anlamına gelir.")
70
Yapılan çalışmalara göre krank milleri değişken eğilme ve burulma
momentlerinin meydana getirdiği yorulmalardan dolayı kırılmaktadır. Bu kırılmalar genellikle yağ deliklerinin ağzından başlar ve helis şeklinde krank koluna kadar devam eder. Eğilme yorulması kırılması ise kolun muylu ile birleştiği yerden başlar. Bu durumda gerek boyutlandırmada gerekse kontrolde dikkat edilmelidir.

71
Karşı Ağırlık Motor çalışırken krank milini büküp kırmaya zorlayan değişken kuvvetler ile titreşimler meydana gelir. Krank milinde meydana gelen değişken kuvvetler ve titreşimler ana yataklara ve silindir bloğuna geçer. Bu değişken zorlamaları azaltmak için krank miline çeşitli yöntemlerle karşı ağırlık eklenir. Bu suretle uygun kütlede karşı ağırlıklar eklenmesi ile silindir gövdesindeki titreşimler azaltılabilir. Çok silindirli motorların krank miline karşı ağırlık eklenince, dengelenmemiş çiftler dengelenir ve krank mili ana yataklarda daha düzgün bir yüklenme ve aşınma olur. Özellikle 4, 6 ve 8 silindirli motorların orta ana yatağın zorlanmasını azaltmak için her iki yanında bulunan krank milinin kollarına karşı ağırlık eklenir.

72
Karşı ağırlıkların bu faydasına karşı mahzuru ise krank milinin
kütlesini arttırır. Karşı ağırlığın toplam ağırlığı, krank milinin ağırlığının %70 – 80’ine ulaşabilir. Ancak bu durumda krank mili kritik dönme sayısının değeri azalır. Bu nedenle, karşı ağırlık gerekli olduğu zaman kullanılır. Ancak, hava soğutmalı motorlarda silindirlere az kuvvet gelmesi için karşı ağırlık kullanılır. Karşı ağırlıklar silindir sayısına göre yerleştirilir. Karşı ağırlıklar, küçük motorlarda bir çok özel konstrüksiyonlarda, krank mili ile birlikte imal edilir. Bunun dışında karşı ağırlık krank miline tespit edilir. Karşı ağırlıkların krank miline sağlam olarak bağlanması önemlidir. Motor çalışırken karşı ağırlıklar krank milinden merkezkaç kuvvetle çekilmiş olur. Dolayısıyla, çekim kuvvetlerinin etkisi artmaktadır. Krank mili bir taraftan diğer tarafa hareket ettiği zaman karşı ağırlık ileri geri hareket etme eğilimine yönelik olur. Karşı ağırlık ile krank mili arasında boşluk varsa bu değişken kuvvetler karşı ağırlıkları harekete geçirecek, önce çok küçük ve sonra büyüyen boşluklar artacak pim veya somunun kırılma tehlikesi meydana gelecektir.

73
Sonuç olarak karşı ağırlığın bağlantısında yapılacak en ufak bir
hata büyük kusurlara neden olabilir. Bu nedenle karşı ağırlığı krank mili ile birlikte dövülmüş olanlar tercih edilir. Buna rağmen birçok motorlarda karşı ağırlık krank miline çeşitli yöntemlerle tutturulur. a) Kırlangıç kuyruğu Bu yöntem genellikle çok yaygın olarak kullanılmaktadır (Şekil 2.28). Burada kırlangıç kuyruğu tespit cıvataları uzun bırakılır. Yarık, gerilme toplanmasını önlemek amacıyla yapılmıştır.
 Kırlangıç kuyruğu. Bu yöntem genellikle çok yaygın olarak kullanılmaktadır. (Şekil 2.28). Burada kırlangıç kuyruğu tespit cıvataları uzun. bırakılır. Yarık, gerilme toplanmasını önlemek amacıyla yapılmıştır.")
74
Şekil 2.28 Kırlangıç kuyruğu şeklinde karşı ağırlık

75
Şekil 2.29 Saplama ile krank ağırlık tespiti
b) Saplama ile tespit Bu yöntem az kullanılır. Bu yöntem, düşük ve orta dönme sayılı motorlarda kullanılır ve karşı ağırlık dökme demirden yapılarak saplama ile krank miline takılır. Karşı ağırlıklar monte edilmeden önce ısıtılır ve somun yerine takılır. Karşı ağırlık soğuyunca tekrar eski halini alır. Şekil Saplama ile krank ağırlık tespiti
 Saplama ile tespit. Bu yöntem az kullanılır. Bu yöntem, düşük ve orta dönme sayılı. motorlarda kullanılır ve karşı ağırlık dökme demirden yapılarak. saplama ile krank miline takılır. Karşı ağırlıklar monte edilmeden. önce ısıtılır ve somun yerine takılır. Karşı ağırlık soğuyunca tekrar. eski halini alır. Şekil 2.29 Saplama ile krank ağırlık tespiti.")
76
Şekil 2.30 Cıvatalarla karşı ağırlık tespiti
c) Cıvatalarla tespit Bu yöntemle karşı ağırlık krank miline cıvatalarla monte edilir (Şekil 2.30). Bu karşı ağırlıklar krank milinden geniş tutulabilir. Şekil Cıvatalarla karşı ağırlık tespiti
 Cıvatalarla tespit. Bu yöntemle karşı ağırlık krank miline cıvatalarla monte edilir. (Şekil 2.30). Bu karşı ağırlıklar krank milinden geniş tutulabilir. Şekil 2.30 Cıvatalarla karşı ağırlık tespiti.")
77
2.6.5. Krank Mili Malzemesi ve İmalatı
Krank mili malzemesi motorların cinsine bağlı olarak seçilir. Genellikle karbonlu veya alaşımlı dövme çelikler kullanılır. Ancak son yıllarda demir döküm (perlitik, temper döküm veya sfero döküm) olarak imal edilenler de yaygın olarak kullanılmaya başlanmıştır. Motorların güçleri artıkça, silindir çapları, dolayısıyla silindir yüzü alanları büyümekte, maksimum yanma basıncı artmakta ve bunlara bağlı olarak krank miline etki eden kuvvetler artmakta, dolayısıyla krank milinde gerilmeler artmaktadır. Bu nedenle, krank mili malzemesi olarak kullanılan çeliğin, ısıl işlemden sonra uygun sertlikte olması veya yüzeyinin sertleştirilmesi gerekmektedir. Krank milinde malzemenin mukavemeti önemli olmakla beraber yüzey sertliği daha da önemlidir. Bu duruma göre krank mili malzemeleri: - Yüzeyi nitrasyonlu serleştirilmiş nitral çeliği, - Yüzeyi alev endüksiyonla sertleştirilen karbonlu çelik veya alaşım çeliği,
 olarak imal edilenler de yaygın olarak kullanılmaya. başlanmıştır. Motorların güçleri artıkça, silindir çapları, dolayısıyla. silindir yüzü alanları büyümekte, maksimum yanma basıncı. artmakta ve bunlara bağlı olarak krank miline etki eden kuvvetler. artmakta, dolayısıyla krank milinde gerilmeler artmaktadır. Bu. nedenle, krank mili malzemesi olarak kullanılan çeliğin, ısıl. işlemden sonra uygun sertlikte olması veya yüzeyinin. sertleştirilmesi gerekmektedir. Krank milinde malzemenin. mukavemeti önemli olmakla beraber yüzey sertliği daha da. önemlidir. Bu duruma göre krank mili malzemeleri: - Yüzeyi nitrasyonlu serleştirilmiş nitral çeliği, - Yüzeyi alev endüksiyonla sertleştirilen karbonlu çelik veya. alaşım çeliği,")
78
- Dökme demir olarak sınıflandırılabilir.
- Isıl işleme tabii tutulan yüksek karbonlu çelik veya alaşım çeliği, - Dökme demir olarak sınıflandırılabilir. Bunlarda birinci grup, krank mili için en uygun olanıdır. Ancak pahalı oluşu her motorda kullanılışını önlemektedir. Nitrasyon, aşınma ve çizilmeyi önler ve yorulma mukavemeti de normal çeliğe göre %100 daha fazladır. Bunların yüzeyinin Brinnel sertliği 500’ ün üzerindedir. İkinci gruptaki malzemeden yapılan krank milinin yüzeyi alev ve endüksiyonla serleştirilir. Bunlar, bakır–kurşun yataklarda kullanılır. Bunlar yaklaşık 300 Brinnel sertliğindedir. Dolayısıyla, birinci gruptaki yüzeyi nitrasyonlanmış krank miline göre daha zayıftır. Ancak, çabuk imal edilirler ve ucuzdurlar. Bunlar, otomobil motorlarında yaygın olarak kullanılırlar. Muylu yüzeyinin sertliği bazen 480 – 490 Brinnel yapılır.

79
Üçüncü grup krank mili, yüksek karbonlu veya alaşım çeliğinden
imal edilir ve yalnız ısıl işleme tabii tutulur. Bunlarda kalay–kurşun esaslı, nispeten yumuşak yataklar kullanılır. Dördüncü gruptaki krank mili, özellikle son yıllarda imal edilmeye başlanmıştır. Eğilme mukavemeti yönünden zayıf olmakla beraber, konstrüksiyon yönünden çok faydalıdır. Bu tip krank mili yüzeyi sertleştirilmiş krank miline göre daha ucuzdur. Krank mili muylusu ve ana yatakların içi boş dökülebilir ve aynı şekilde karşı ağırlık krank mili ile beraber dökülür. Dökme demirden yapılan krank milinin yatak yüzeyi, ideal bir özelliği olup, nitrasyonlu çeliğin yüzeyine çok yakın bir özellik gösterir. Dökme demirden yapılan krank milinin bu faydasına karşılık, mukavemet yönünden zayıf olan özelliğini arttırmak için ana muylu yatak çapları ve krank kolları normale göre daha büyük yapılır ve yuvarlanma çapları ile silindirler arası mesafe büyütülür. Ancak krank milinin büyümesi olan mahzurlarla beraber maliyetini de artırır.

80
Dökme demirli krank mili, her bir silindir için ana yatak olanında
kullanılır. Dökme demirli krank milinin aşınma direnci yüksek olduğu için ana ve muylu yataklarda, kurşun-bronzlu ve bakır–kurşunlu yatak kullanılır. Bunlarda yaklaşık olarak 300 Brinell sertliği gerekmektedir. Krank milinde malzemenin yüzey sertliği önemli olmakla beraber mukavemet de önemli olmaktadır. Esas olan yorulma mukavemetidir. Çelikte maksimum gerilme mukavemeti 6 ton/cm2’ ye ulaştığı görülür. Ancak alaşım miktarındaki artmalar buna aksi etki yapar. Bu nedenle 6 ton/cm2’ nin üstünde gerilme mukavemeti olan malzeme çok azdır.

81
Krank mili malzemesi DIN 17200’e göre seçilmeli ve çekme
mukavemetinin –950 MPa oluşuna ve yatak sertliğine göre ona uygun karbon miktarı içermelidir. Çekme mukavemetinin belirlenmesinde krank milinin büyüklüğünün etkisi de dikkate alınmalıdır. Büyük çaplı krank millerinde yüksek sertlik derecesi ancak alaşımlı çeliklerle sağlanabilir. En çok kullanılan krank mili çelikleri aşağıda sıralanmıştır. Küçük çaplı çok yüklenmeyen krank milleri için CK45, Büyük çaplı fazla yüklenen krank milleri için (Kamyon motorları gibi) 37Cr4, 41Cr4 veya 36CrNiMo, Yüksek dönme sayılı büyük güçlü motorlarda 55CrNiMo veya 42CrMo4 seçilebilir. Krank mili malzemesi olarak dökme demir, nitrojen banyosunda yeterli sertlik seviyesine getirilmesine rağmen, yüksek devirli dizel motorlarda kullanılmaz ama bazı benzin motorlarında kullanılmaktadır.
 37Cr4, 41Cr4 veya 36CrNiMo, Yüksek dönme sayılı büyük güçlü motorlarda 55CrNiMo veya. 42CrMo4 seçilebilir. Krank mili malzemesi olarak dökme demir, nitrojen banyosunda. yeterli sertlik seviyesine getirilmesine rağmen, yüksek devirli dizel. motorlarda kullanılmaz ama bazı benzin motorlarında. kullanılmaktadır.")
82
2.7. Motor Gövdesi ve Silindir Kafası
Genel Bilgiler Motor gövdesi motorun ana parçası olup silindir ve üst karterden oluşur. Motor gövdesi aynı zamanda motor bloğu veya silindir bloğu olarak da adlandırılır. Gövdenin en önemli görevi silindirleri, su soğutmalı motorlarda soğutma suyunun geçtiği kanalları, hava soğutmalı motorlarda ise soğutma kanatçıklarını taşımaktır. Motor gövdesine ayrıca silindir kafası monte edildiği gibi küçük motorlarda krank milini de ana yataklar vasıtası ile taşır. Yüksek dönme sayılı motora sahip olan taşıtlar, traktörler ve inşaat makinalarında kullanılan motorlarda, kam mili yataklanması ve supap mekanizması genellikle motor gövdesi üzerindedir. Ayrıca motorun yardımcı sistemlerinden yağ pompası, su pompası, püskürtme pompası, yakıt filtresi, yağ filtresi, marş motoru, ateşleme sistemi, alternatör gibi yardımcı motor elemanları da motor gövdesine bağlanır.

83
İki zamanlı olan düşük dönme sayılı motorlardan gemi ve
lokomotif motorlarında ise motor gücünün büyüklüğüne bağlı olarak, yardımcı sistemler motor gövdesi dışına monte edilir. İki zamanlı motorlarda dört zamanlılardan farklı olarak, motor gövdesinde süpürme ve egzoz pencereleri bulunur. Motor gövdesinin şekillendirilmesi motorun dönme sayısına, çalışma şekline, soğutma tipine, silindir sayısı ve tertibine, kullanılan malzeme ve yardımcı sistemlere bağlıdır. Bunların dışında, imalatın basit ve ucuz olması, malzemenin hafif ve ekonomik olmasına da dikkat edilir. Taşıt motorlarında, gövde üretiminde minimum malzeme Kullanılması için, genellikle gövde komple dökülür. Ancak optimum dayanıklılık için, motor gövdesine etki eden kütleler, ısıl gerilmeler ve yanal kuvvetler göz önüne alınır. Bu kuvvetler silindir kafası cıvataları vasıtasıyla silindir çeperleri ile krank mili ana yataklarına geçer. Ayrıca krank mili eğilme momentinin etkisi, motor gövdesini ana yataklardan eğilmeye zorlar. Yine aynı moment ile motor gövdesi burulmaya zorlanmaktadır.

84
Motor gövdesinin, bütün bu kuvvetlerin ve momentlerin etkisi ile
büyük bir değişikliğe uğramaması için, yük taşıyan çeperlerin kalınlığı ve biçimi, ısı iletimi göz önüne alınarak döküm tekniğinin İzin verdiği alt sınırlarda tutulmalıdır. Krank milinin yataklanmasına göre gövdesinin yapısı farklı olup iki şekildedir. Bunlar krank milinin alt karterde veya üst karterde bulunmasıdır. Krank milinin alt karterde yataklanması: Büyük gövdeli olan iki zamanlı düşük dönme sayılı motorlarda bu şekilde yataklama yapılır. Bu tip motorlarda motor gövdesi, silindir ve üst karter ile bunun oturduğu alt karterden oluşmaktadır.

85
Krank milinin üst karterde yataklanması:
Dört zamanlı motorlarda ve düşük güçlü iki zamanlı motorlarda krank mili üst karterde yataklanır. Bu tip motorların gövdesi ters çevrilerek krank mili yerleştirilir. Her bir ana yatak kapağı alttan tek tek monte edilir. Böylece krank mili, ana yatak kapağındaki cıvatalar ile üst kartere bağlanır. Bu tip motorların gövdelerine, yük taşıyan gövde de denilmektedir. Bunlarda yanma kuvveti silindir kafası cıvataları ile gövdenin üst tablasından, ve gövdenin yan çeperlerinden ana yataklara geçer. Bu geçişte motor gövdesinin kaburgaları önemli rol oynar. Yük taşıyan bu kesitler ince olmamalı, mümkün olduğu kadar kalın ve cidarlara yuvarlatılarak bağlanmalıdır. Bunlarda genellikle üst karter ve silindirler tek bir parça halinde imal edilirler. Bu tip motorlarda, gövdenin altında genellikle yağ deposu görevini gören hafif metalden (sac gibi), yapılmış alt karter bulunur. Motor gövdesi ile alt karter arasında sızdırmazlık için conta bulunur. Alt karterin çevresi özel profil verilerek gövdeye monte edilir. Bağlantı cıvataları arasında 100 mm’den fazla mesafe olmamalı ve conta malzemesi yağın sıcaklığına dayanıklı olmalıdır.
, yapılmış alt karter bulunur. Motor gövdesi ile. alt karter arasında sızdırmazlık için conta bulunur. Alt karterin. çevresi özel profil verilerek gövdeye monte edilir. Bağlantı. cıvataları arasında 100 mm’den fazla mesafe olmamalı ve conta. malzemesi yağın sıcaklığına dayanıklı olmalıdır.")
86
Bazı motorlarda motor gövdesini oluşturan silindir ve üst karter
ayrı yapıldığı gibi malzemeleri de farklı olabilir. Bu yapım şekli çok büyük motorlarda da kullanılır. Bu tip motor, gövdesinde her iki parçayı birleştirilen uzun çekme cıvataları tarafından taşınır. Dolayısıyla silindir kafasındaki kuvvetleri, uzun çekme cıvataları, üst kartere veya bunun görevini gören parçaya iletir. Bu durumda üst karter sadece basma etkisi altında bulunur. Motor Gövdesinin Yapısı Motor gövdesi motorun soğutma şekline göre farklı yapıda olmaktadır. Su soğutmalı motorlarda gövde içindeki suyun geçeceği kanallar olmasına karşın hava soğutmalı motorlarda silindir çeperlerinde kanatçıklar mevcuttur. Bu nedenle motor gövdesinin su soğutmalı ve hava soğutmalı motorlarda farklı incelenmesi gerekir.

87
2.7.2.1. Su Soğutmalı Motorlarda Gövde Yapısı
Motor gövdesinin yapımında iki farklı uygulama söz konusudur. Bunlar silindirlerin motor gövdesi ile birlikte dökülmesi veya silindirlerin kovan şeklinde (gömlekli) motor gövdesinden ayrı olarak yapılmalıdır. Genellikle benzin motorlarında ve yükü az olan küçük dizel motorlarında silindirler motor bloğu ile birlikte dökülmelidirler. Silindirlerin motor bloğu ile birlikte döküldüğü bir motor gövdesi Şekil 2.31’ de görülmektedir. Bu tip uygulamada gövde döküm tekniğinin iyi olması şarttır. Silindir iç cidarlarında aşınma meydana gelmeyecek şekilde döküm yapılması gerektiğinden, gövdenin tümünün aşınmaya karşı dirençli olması gerekmekledir. Silindir cidarlarında meydana gelen aşınma durumunda motorun rektifiyesi gerekeceğinden bakım ve onarımı zor bir uygulama gerekmektedir. Bu motorlarda silindirin cidar kalınlığı yaklaşık 0.07 D mertebesinde olup silindir eksenleri arasındaki S mesafesi ise S=1.2 D den büyük olmamalıdır. Silindirlerin gövdeden ayrı olarak dökülmesinde ise iki farklı uygulama vardır. Bunlar kuru kovan ve yaş kovan olarak adlandırılmaktadır.
 motor gövdesinden ayrı. olarak yapılmalıdır. Genellikle benzin motorlarında ve yükü az olan. küçük dizel motorlarında silindirler motor bloğu ile birlikte. dökülmelidirler. Silindirlerin motor bloğu ile birlikte döküldüğü bir. motor gövdesi Şekil 2.31’ de görülmektedir. Bu tip uygulamada. gövde döküm tekniğinin iyi olması şarttır. Silindir iç cidarlarında. aşınma meydana gelmeyecek şekilde döküm yapılması. gerektiğinden, gövdenin tümünün aşınmaya karşı dirençli olması. gerekmekledir. Silindir cidarlarında meydana gelen aşınma. durumunda motorun rektifiyesi gerekeceğinden bakım ve onarımı. zor bir uygulama gerekmektedir. Bu motorlarda silindirin cidar. kalınlığı yaklaşık 0.07 D mertebesinde olup silindir eksenleri. arasındaki S mesafesi ise S=1.2 D den büyük olmamalıdır. Silindirlerin gövdeden ayrı olarak dökülmesinde ise iki farklı. uygulama vardır. Bunlar kuru kovan ve yaş kovan olarak. adlandırılmaktadır.")
88
Şekil 2.31 Su soğutmalı motor gövdesi

89
Kuru Kovan Bu tiplerde kovan gövde cidarı ile sıkı temas halindedir. Genellikle silindir çapı – 125 mm’ ye kadar olan kamyon ve otobüslerin dizel motorlarında kullanılır. Kuru kovanın montajından önce motor gövdesinin işlenmiş olması gerekir. Daha sonra cidar kalınlığı ince olan kuru kovan presle geçirilir. Döküm kalitesinin iyi olması ve silindir yüzeyinin iyi işlenmiş olması şarttır. Son yıllarda döküm tekniğinin ilerlemesi ile orta büyüklükteki silindirler de motor gövdesi ile beraber dökülmektedir. Kuru ve yaş kovanlı silindirler Şekil 2.32’de görülmektedir.

90
Şekil 2.32 Kuru ve yaş kovanlı silindirler

91
Silindir boyu, piston stroku ve piston boyunun toplamından
ibarettir. Kuru kovan boyu, piston üst ölü noktada iken piston strokuna %10–15 ilave ile bulunur. Silindirlerin su alt seviyesinin, piston AÖN’da iken, en alttaki kompresyon segmanının su seviyesi üzerinde kalacak şekilde olması gerekir. Kuru kovan ile motor gövdesi arasında ısı geçişini sağlamak için, kuru kovan ve silindirlerin şekilleri uyumlu olmalıdır. Kuru kovanın cidar kalınlığı silindir çapına bağlı olarak 2–3.5 mm arasındadır. Genellikle kuru kovanların üst kısmı çıkıntılı yapılır ve silindir kafası contası çıkıntıya takılır. Hafif metal motor gövdesinde kullanılan kuru kovanlar presle yerleştirilir. Ancak malzemeler arasındaki ısıl genleşme farkları dikkate alınmalıdır. Bazı firmalar kuru kovanı, üst kısmı çıkıntısız silindirik boru şeklinde yaparlar. Bu tip kovanlar silindire presle yerleştirilir ve silindirin altında bir emniyet segmanı kullanılarak kovanın aşağıdan çıkması önlenir.

92
b) Yaş Kovan Yaş kovan genel olarak dizel motorlarında, silindir çapı 125 mm’ den büyük olan motorlarda kullanılır. Bu tip motorlarda su hacmi kovan ile temasta olup gerekli bağlantılarla takviye edilerek sağlamlaştırılmıştır. Döküm kısmının temizlenmesi basittir. Kovan cidarı kalın ve sağlam olur. Kuru kovanlı motorlara göre yaş kovanlı motorlar daha hafif olur. Yaş kovanın değişimi kolay olup bazı küçük taşıt motorlarında da kullanılmaktadır. Yaş kovan doğrudan doğruya su hacmi ile temasta olduğundan suyun yağa karışmaması ve yanma odasına girmemesi için gerek yukardan, gerekse aşağıdan sızdırmazlık contaları yerleştirilir. Bazı tiplerde ise üst kısım silindir kafası ile gövde arasına sıkıştırılarak tutulur. Kovan alt kısmı da sızdırmazlık sağlamak için çeşitli şekillerde olabilmektedir. Burada da su seviyesinin, pistonun AÖN’da bulunması sırasında en alttaki kompresyon segmanının su seviyesinde kalması şarttır. Sızdırmazlığı sağlamak için genellikle iki yuvarlak lastik conta kullanılır.

93
Büyük çaplı silindirlerde ise, üç yuvarlak lastik conta kullanılır.
Yaş kovan kalınlığı bu çıkıntılarda hiç bir zaman (0.6 – 0.8) s’ den küçük olmamalıdır. Lastik conta, kullanıldığı yere uygun toleransta olmalı ve deformasyona uğramamalıdır. Bazı yeni motor konstrüksiyonlarında lastik contalar motor gövdesinde bulunan yuvaya yerleştirilir (Şekil 2.33). Montaj için özel bir alet gerektiriyorsa da bu sistemin faydalı tarafları mevcuttur. Conta yuvası ile yaş kovan zayıflatılmamakta, böylece kovanın işlenmesi daha kolay olabilmektedir. Ancak burada kovanın yerleştirilmesi için alt tarafının hafif konik olması gerekir. Kovanın üst kısmında flanşın eğilme zorlanmasına maruz kalması halinde flanş yüksekliği genellikle H=0.1xD olarak alınır. Yaş kovanın motor gövdesine oturması çeşitli şekillerde olabilmektedir. Genellikle yaş kovanın üst kısmı, piston birinci segmanı su ile temas edebilecek şekilde düzenlenir. Soğutma suyunu oturma yüzeyi yakınına getirmek için küçük kanallar açılır. Böyle bir yaş kovanın üst kısmının kesiti Şekil 2.34’ da görülmektedir.
 s’ den. küçük olmamalıdır. Lastik conta, kullanıldığı yere uygun toleransta. olmalı ve deformasyona uğramamalıdır. Bazı yeni motor konstrüksiyonlarında lastik contalar motor. gövdesinde bulunan yuvaya yerleştirilir (Şekil 2.33). Montaj için. özel bir alet gerektiriyorsa da bu sistemin faydalı tarafları. mevcuttur. Conta yuvası ile yaş kovan zayıflatılmamakta, böylece. kovanın işlenmesi daha kolay olabilmektedir. Ancak burada. kovanın yerleştirilmesi için alt tarafının hafif konik olması gerekir. Kovanın üst kısmında flanşın eğilme zorlanmasına maruz kalması. halinde flanş yüksekliği genellikle H=0.1xD olarak alınır. Yaş. kovanın motor gövdesine oturması çeşitli şekillerde. olabilmektedir. Genellikle yaş kovanın üst kısmı, piston birinci. segmanı su ile temas edebilecek şekilde düzenlenir. Soğutma. suyunu oturma yüzeyi yakınına getirmek için küçük kanallar açılır. Böyle bir yaş kovanın üst kısmının kesiti Şekil 2.34’ da. görülmektedir.")
95
Özellikle büyük silindir çaplı motorlardaki yaş kovan, oturma
yüzeyi ile motor gövdesine oturur. Böyle bir uygulama Şekil 2.35’de görülmektedir. Hafif metalli motor gövdelerinde, oturma yüzeyinde korozyona rastlanabilmektedir. Bundan kaçmak için yaş kovan ile gövde arasına silikonlu yuvarlak lastik conta konur. Şekil Yaş kovanın bir başka uygulaması Şekil 2.37’de görülmektedir. Burada flanş, hava soğutmalı motorlarda olduğu gibi, kovanın alt kısmında bulunur. Üst kısımda ayrıca flanş bulunmamaktadır. Bu sistemlerde iyi bir soğutma sağlanmakta ve sızdırmazlık sorunu daha az olmaktadır. Sakıncası ise, conta sıkıştırma kuvvetinin yaş kovan boyunca etkili olmasıdır. Bu da kovanın kolayca deforme olmasına neden olur. Bu nedenle cidar kalınlığının, üstten flanşlılara göre daha fazla olması gerekmektedir. Piston boyu ve stroku küçük olan taşıt motorlarında uygulanmaktadırlar. Şekil 2.38’de görülen yaş kovan ise diğer sistemlerin karışımı gibi olup oturma yüzeyi piston strokun üst kısmındadır. Burada silindirin üst kısmı iyi soğutulabilmekte ve basınç zorlanması da alttan flanşlara göre daha az olmaktadır. bunların sakıncası ise sızdırmazlığın zorluk çıkarmasıdır.

96
Yaş kovanlarda cidar kalınlıkları;
Dizel motorlarında : Benzin motorlarında : olarak alınabilir. Büyük motorlarda yaş kovanın cidar kalınlığı; (2.83) formülünden faydalanılarak bulunabilir. Burada, s cidar kalınlığı [mm], D silindir çapı [mm], em çekme zorlaması [MPa], (50 – 60 MPa) olarak verilmiştir.
 formülünden faydalanılarak bulunabilir. Burada, s cidar kalınlığı. [mm], D silindir çapı [mm], em çekme zorlaması [MPa], (50 – 60 MPa) olarak verilmiştir.")
97
Yüksek hızlı, dolayısıyla silindir çapı küçük olan motorlarda cidar
kalınlığının bulunması için; (2.84) formülü kullanılır. Hesaplanan cidar kalınlığı ile silindir kovanı dış çapı elde edilerek motor gövdesi şekli belirlenir. Flanş, 20–30 mm uzunluğunda ve 2 – 8 konik yapılır. Konik yüzeyden düz flanş yüzeyine geçiş için 1 – 2 mm yarıçaplı daire ile olur. Flanşın oturma yüzeyi, gövde malzemesinin izin verdiği yüzey basıncına bağlıdır. Dökme demir malzeme için basınç zorlama sınırı: GG22 veya GG26 için: 380–420 MPa İşlenmiş hafif metal alaşımı için zorlama sınırı: 6AlSi 5Mg için: 140 – 180 MPa
 formülü kullanılır. Hesaplanan cidar kalınlığı ile silindir kovanı dış çapı elde edilerek. motor gövdesi şekli belirlenir. Flanş, 20–30 mm uzunluğunda ve. 2 – 8 konik yapılır. Konik yüzeyden düz flanş yüzeyine geçiş için. 1 – 2 mm yarıçaplı daire ile olur. Flanşın oturma yüzeyi, gövde. malzemesinin izin verdiği yüzey basıncına bağlıdır. Dökme demir malzeme için basınç zorlama sınırı: GG22 veya GG26. için: 380–420 MPa. İşlenmiş hafif metal alaşımı için zorlama sınırı: 6AlSi 5Mg. için: 140 – 180 MPa.")
98
Kovan Flanşının Hesabı
Yaş kovan flanşının sıkıştırma basıncı sonucu eğilmeye zorlanması mümkün olduğu kadar az olmalı ve flanşın en dar kesiti bu zorlamayı karşılamalıdır. Yaş kovanların en zayıf yerleri flanşları olduğundan, genellikle çatlamalar bu kesitte meydana gelmektedir. Kontrol hesabı, d uzunluğundaki en tehlikeli kesitin eğilme momenti hesaplanarak yapılır: (2.85) Burada, F Cıvatayı sıkma kuvveti, d Tehlikeli kesitin uzunluğu, D Silindir çapı, b Eğilme zorlanması, y Eğilme kolu’dur. Yaş kovan motor gövdesine saplama veya cıvata ile bastırılmaktadır. Yaş kovanın oturma yüzeyine doğan maksimum sıkma kuvveti (Fa), gazların meydana getirdiği maksimum kuvvetten (Fmax) daha büyüktür.
 Burada, F Cıvatayı sıkma kuvveti, d Tehlikeli kesitin uzunluğu, D Silindir çapı, b Eğilme zorlanması, y Eğilme kolu’dur. Yaş kovan motor gövdesine saplama veya cıvata ile. bastırılmaktadır. Yaş kovanın oturma yüzeyine doğan maksimum. sıkma kuvveti (Fa), gazların meydana getirdiği maksimum. kuvvetten (Fmax) daha büyüktür.")
99
[N] (2.86) Burada x-y eksenine göre eğilme momenti; (2.88) dır. Bu kesitteki eğilme gerilmesi ise; (2.89) olup Wxy x-y kesitindeki direnç momenti (dikdörtgen kesit için ) dir.
![[N] (2.86) Burada x-y eksenine göre eğilme momenti; (2.88) dır. Bu kesitteki eğilme gerilmesi ise;](http://slideplayer.biz.tr/slide/9148576/27/images/99/%5BN%5D+%282.86%29+Burada+x-y+eksenine+g%C3%B6re+e%C4%9Filme+momenti%3B+%282.88%29+d%C4%B1r.+Bu+kesitteki+e%C4%9Filme+gerilmesi+ise%3B.jpg "(2.89) olup Wxy x-y kesitindeki direnç momenti. (dikdörtgen kesit için ) dir.")
100
Şekil 2.39 Hava soğutmalı motor gövdesi
Hava Soğutmalı Motorlarda Gövde Yapısı Hava soğutmalı motorların silindirleri, daha önce açıklanan zorlamalara maruz kalmasının yanı sıra, soğutma ısısını da direkt olarak havaya verdiklerinden dış yüzeylerinin ısı geçişini artıracak formda yapılması gerekir. Bunun için dış yüzeye kanatçıklar eklenmiştir (Şekil 2.39). Şekil 2.39 Hava soğutmalı motor gövdesi
. Şekil 2.39 Hava soğutmalı motor gövdesi.")
101
Silindir cidar sıcaklığı 150-180 oC arasında olmalı,
hiçbir zaman 200 oC’ın üzerine çıkmamalıdır. Kanatçık sayısı ve yüksekliği, mümkün olduğu kadar düşük vantilatör gücü ve daha az soğutma havası gerektirecek şekilde olmalıdır. Hava soğutmalı motorlarda silindir kovanları genellikle kır dökme demirden yapılır. Kanatçıklar kum döküm veya santrifüj döküm ile silindirlerle birlikte dökülür. Kanatçıkların en küçük boyu 6-8 mm, oturma yüzeyi ise silindir çapı 100 mm’ den küçük olanlarda 1.5 mm, büyük olanlarda ise 2-2.5 mm’dir. Hava soğutmalı motorlarda kanatçık profili Şekil 2.40’da görülmektedir.

102
Şekil 2.40 Hava soğutmalı motorlarda kanatçık profili
Aşırı doldurmasız taşıt motorlarında, kır dökümlü kanatçıkların dökümü ile ulaşılan soğutma yüzeyleri yeterli olmaktadır. Daha yüksek ısı yükleri olan motorlarda ise ayrıca daha küçük kanatçıklar ilave edilir.

103
Silindir Kafası Yanma odasının üst yüzeyini oluşturan ve motor gövdesi üzerine oturtulan silindir kafası motor kafası olarak da isimlendirilir. Motorun önemli elamanlarından olan supaplar, kam mili, külbütör mili, benzin motorlarında buji ve benzin püskürtme sistemleri, dizel motorlarında enjektörler silindir kafasına yerleştirilmiştir. Bu elemanların dışında silindir kafasında, emme ve egzoz kanalları bulunmaktadır. Benzin motorlarında birden fazla silindir olması halinde de, aynı sıradaki silindirler için tek bir silindir kafası blok halinde dökülür. Motorun V şeklinde düzenlenmesi halinde ise iki silindir kafası mevcuttur. Dizel motorlarında ise, düşük güçlü motorlarda silindir kafası tek bir blok olarak dökülmekte, silindir çaplarının büyümesi ile iki veya üç silindir için bir kafa döküldüğü gibi her bir silindir için ayrı bir kafanın döküldüğü motorlar da mevcuttur. Ayrıca, dizel motorlarında motor kafası şekli, yanma odasının yapısına da bağlıdır. Zira direkt püskürtmeli motorlarda yanma odası benzin motorları ile aynı yapıda olmasına karşılık, bölünmüş yanma odalı (ön yanma odalı, yardımcı yanma odalı ve türbülans yanma odalı) motorlarda, ana yanma odasının dışındaki yanma odaları motor kafasında bulunmakta, dolayısıyla farklı yapılmaktadır.
 motorlarda, ana yanma odasının dışındaki yanma odaları motor. kafasında bulunmakta, dolayısıyla farklı yapılmaktadır.")
104
2.8. Supap Tahrik Mekanizması ve Elemanları
Genel Bilgiler Dört zamanlı motorlarda, taze havanın veya yakıt/hava karışımının silindire alınması ve yanma sonucu oluşan gazların silindirden dışarı atılması supap tahrik sistemi ile yapılır. Supapların açılması, kam milindeki kamdan hareket alan ara elemanlar ile, kapanması ise kam milinin dönmesi ve kamın etkisinin ortadan kalkması sonucu supap yayları ile olur. Egzoz supabı piston AÖN’ya gelmeden önce açılacak ve piston ÜÖN’yı geçince kapanacaktır. Emme supabı ise, piston ÜÖN’ya gelmeden açılacak, AÖN’yı geçince kapanacaktır. Bir süre her iki supabın birlikte açık kalması söz konusu olup buna supap bindirmesi denir. Supap tahrik sistemi, kam mili ve üzerindeki kamlar, supap, supap yayları, supap kılavuzu, çift parçalı konik tırnak, külbütör mili ve yatakları, tij ve tablasından oluşur. Kam milinin motor gövdesine yerleştirme şekline göre bu elemanlardan bazıları bulunmayabilir.

105
2.8.2. Supap Tahrik Sistemleri
Supapların tahriki çeşitli şekilde yapılmaktadır. Motorun yapısına göre bir çok etkenler supap tahrik sisteminin nasıl yapılması gerektiğini etkilemektedir. Bu etkenler; a) Supapların silindir gövdesine veya kafaya yerleştirilmesi, b) Kam milinin silindir gövdesinde veya motor kafasında bulunması, c) Yanma odasının şekli, d) Külbütör milinin yapısı, e) Yayların şekilleri ve sayıları, f) Kam milinin krank milinden hareketi zincir veya dişli ile alınması, g) Supapların motorun enine veya boyuna yerleştirilmesi ve sayısı,
 Supapların silindir gövdesine veya kafaya yerleştirilmesi, b) Kam milinin silindir gövdesinde veya motor kafasında bulunması, c) Yanma odasının şekli, d) Külbütör milinin yapısı, e) Yayların şekilleri ve sayıları, f) Kam milinin krank milinden hareketi zincir veya dişli ile alınması, g) Supapların motorun enine veya boyuna yerleştirilmesi ve sayısı,")
106
Sistemin rijit olması ve atalet kuvvetlerinin az olması için, mümkün
olduğu kadar hareket eden parçaların azaltılmasına çalışılır. Hareketli parçaların çok olması ile elastik deformasyonlar artacak ve bu da supap ayarına etki edecektir. Dönme sayısının artması ile atalet kuvvetleri artacak bunları önlemek için yaylar sertleştirilecektir. Bu da yaya basma kuvvetini arttıracaktır. Bu nedenlerden dolayı supap tahrik sistemleri çok çeşitlidir. Supap tahrik sisteminin ana elemanı olan kam mili motor tipine ve supap sisteminin elemanlarının yerleşim durumuna göre değişik yerlerde bulunur. Sıra motorlarda kam mili genellikle motor gövdesinin yanında ve krank mili eksenine paralel, V motorlarda silindirlerin meydana getirdiği açının ortasında ve gövdenin üzerinde bulunur. Ayrıca kam mili bu tip motorlarda silindir kafalarına da yerleştirilebilir.

107
Supaplar Emme havası veya dolgunun silindire girişini, egzoz gazlarının silindirden çıkışını düzenleyen supaplar bütün dört zamanlı benzin ve dizel motorlarında mevcuttur. Supaplar motorun en çok zorlanan elemanlarındandır. Oldukça büyük bir ivme ile öteleme hareketi yapmaktadırlar. Her silindire biri emme, diğeri egzoz olmak üzere en az iki supap bulunur. Yüksek güçlü motorlarda supap sayıları ikişer adet olup son yıllarda üretilen taşıt motorlarında ise iki emme supabı yapılmakta, bazı motorlarda egzoz supabı da iki tane olmaktadır. Supap sayısının artması ile silindire giriş ve çıkış kesitleri büyümekte, silindire daha çok hava veya dolgunun girmesini sağlamakla beraber yerleştirme sorunları çıkmaktadır. Supaplar, supap tablası ve tiji (sapı) olmak üzere iki kısma ayrılırlar. Supap tablası hem mekanik, hem de özellikle egzoz supabı ısıl zorlamaların etkisi altında bulunur. Yanma sonucu oluşan gazların sıcaklığının ve bileşiminin etkisiyle, supap oturtma yüzeyinde korozyon ve karbon oluşması meydana gelir.
 olmak üzere iki kısma. ayrılırlar. Supap tablası hem mekanik, hem de özellikle egzoz. supabı ısıl zorlamaların etkisi altında bulunur. Yanma sonucu. oluşan gazların sıcaklığının ve bileşiminin etkisiyle, supap oturtma. yüzeyinde korozyon ve karbon oluşması meydana gelir.")
108
İstenmeyen bu olaylar supapların iyi kapanmasını engeller ve
böylece motor kompresyonu, yani basıncı düşer. Supapların emniyetli çalışabilmesi için; - Supap, supap yuvası ve kılavuz malzemesinin uygun seçilmesi, - Isı geçişinin kolay olacak şekilde supabın boyutlandırılması, - Supapların aşınmaya ve ısıl zorlanmaya karşı direncinin yüksek olması, - Otomatik supap döndürücülerin kullanılması gerekmektedir. Supap, supap yuvası ve kılavuz malzemeleri, gerek mekanik, gerekse ısıl zorlamalara dayanacak nitelikte olmalıdır. Aşınmayı önlemek için supap kafasının ve tijin tepesinin sertleştirilmesi gerekmektedir.

109
Supabın soğutulması amacıyla içi boşaltılır ve bu kısmın %40’ı
sodyum ile doldurulur. Isınan sodyum 883C’de eriyecek ve çalkalanma sonucu supabın alt kısımlarındaki ısıyı supap tijine doğru itecektir. Bunun sonucu olarak supap sıcaklığında 100C kadar düşme olacaktır. Isı geçirgenliğini sağlamak için aşağıdaki tedbirler alınır: - Supap kılavuzu kanala kadar uzatılır. - Supap tiji kılavuzun burç içinde kalan kısmının çapı büyütülerek ısı geçiş yüzeyi arttırılır. - Kılavuz, supap kafası ile birlikte dökülerek sıcaklık azaltılır. - Otomatik supap döndürücüleri kullanılarak supap tablasının çok ısınmış bölgelerinin yer değiştirmesi sağlanır.

110
Şekil 2.41 Supabın boyutlandırılması
Supap Boyutlandırılması Supapların boyutlandırılması Şekil 2.41’de görülmektedir. Şekil Supabın boyutlandırılması

111
Supap Yuvasının İç Çapı (dt) ve Yüksekliği (hs)
Supap yuvasının iç çapının silindir çapına göre genel olarak Emme supap yuvası çapı dir. Egzoz supabının iç çapı emme supabından daha küçük olup bunun değeri dir. Çeşitli motor tiplerine göre ise; Yandan supaplı motorlarda : Küresel yanma odalı motorlarda : Supapların paralel olduğu motorlarda : Ön yanma odalı ve türbülanslı motorlarda : Direkt püskürtmeli motorlarda :

112
Supap yuvasının mukavemetini arttırmak için supap yuva
bilezikleri kullanılır. Silindir kafasının hafif metalden yapılması durumunda gerek emme, gerekse egzoz supabı için kesinlikle kullanılmalıdır. Silindir kafası pik döküm malzemeden yapılırsa sadece egzoz supabı yuvasında bilezik kullanılır. Kullanılan malzemenin ısıl genleşme katsayısının silindir kafası malzemesi ile uyum sağlayacak nitelikte olması gerekir. Hafif metal silindir kafasında bronz bilezik kullanılır ve bu tip motorlarda bilezik diğer motorlara göre biraz daha büyüktür. Supap bilezikleri gövdeye sıkı geçme olmalıdır. Supap yuvasının yüksekliği (hs) ile supap yuvasının dış çapı (dd): değerleri arasında bulunur. Bileziklerin et kalınlığı olacak şekilde tasarlanır.
 ile supap yuvasının dış çapı (dd): değerleri arasında bulunur. Bileziklerin et kalınlığı. olacak şekilde tasarlanır.")
113
Supap Tablasının İç (d1) ve Dış (d2) Çapları
Supap tablasının boyutlandırılmasında bu çaplar: değerleri arasında seçilir. Supap Oturma Yüzeyi (b) Supap oturma yüzeyi genellikle 45, bazen 30 eğik olarak yapılır. Oturma yüzeyinin genişliği: dir.
 Supap oturma yüzeyi genellikle 45, bazen 30 eğik olarak yapılır. Oturma yüzeyinin genişliği: dir.")
114
Supap Tablasının Kalınlıkları (h1), (h2)
Supabın oturma yüzeyinin altında kalan kısmının kalınlığı h1, oturma yüzeyinin bulunduğu kısmının kalınlığı h2 ile gösterilmiştir. Bu kalınlıklar: ve mertebesindedir. Küçük tip motorlarda h1 = (1.0 – 1.5) mm, h2 = (2 – 3) mm değerleri arasındadır. Supap tablasının supap tijine geçişi küçük bir açı ile (8 – 15) ve r yarıçaplı bir yay ile yapılır. Supap Tijinin Çapı (ds) Emme ve egzoz supabında farklı seçilebilen supap tij çapları: Emme supabında : Egzoz supabında :
 mm, h2 = (2 – 3) mm değerleri arasındadır. Supap tablasının supap tijine geçişi küçük bir açı ile (8 – 15) ve r. yarıçaplı bir yay ile yapılır. Supap Tijinin Çapı (ds) Emme ve egzoz supabında farklı seçilebilen supap tij çapları: Emme supabında : Egzoz supabında :")
115
Supap Kalkma Miktarı (h) ve Geçiş Kesiti (f)
Mevcut motorlarda supap kalkma miktarı oldukça geniş bir aralık olan değerleri arasındadır. Ancak en çok kullanılan uygulamalarda supap kalkma miktarı mertebesindedir. Motorun dönme sayısının artması ile supap kalkma oranı azalmaktadır. Supap kesit alanı, supap kalkma miktarının ve supap yuvası iç çapının bilinmesi ile formülünden hesaplanır. Burada a supap oturma açısıdır. Supap kesit alanının boyutlandırılmasında dikkat edilmesi gereken husus, supap kesitinden geçen gaz hızının limit değeri aşmamasını sağlamasıdır. Gaz hızının bulunmasında kullanılan formül: (2.90) olup burada, A: Piston yüzeyi alanı,Cm: Ortalama piston hızı, vg : Supap kesitinde gaz hızı’dır.
 olup burada, A: Piston yüzeyi alanı,Cm: Ortalama piston. hızı, vg : Supap kesitinde gaz hızı’dır.")
116
Supapların gaz hızı olarak, supap boğaz kesitinde (v1), tam kalkma
halindeki yuva kesitinde (v2), ve yuva kesiti entegral alanında (v3) olmak üzere üç farklı hız tanımlanmıştır. Motor tipine göre farklı olan bu hızların değerleri aşağıdaki tabloda görülmektedir. Tablo 2.6 Supap kesitlerindehız değerleri Ancak egzoz supabının boğaz kesitindeki v1 hızları, emme supabına göre benzin motorlarında %40 – 50, dizel motorlarında ise %25 – 40 oranında daha yüksek olur. m/s v1 v2 v3 Benzin motorları 60 – 110 65 – 120 90 – 140 Dizel motorları 55 – 70 60 – 80 90 – 120
, ve yuva kesiti entegral alanında (v3) olmak üzere üç farklı hız tanımlanmıştır. Motor tipine göre farklı. olan bu hızların değerleri aşağıdaki tabloda görülmektedir. Tablo 2.6 Supap kesitlerindehız değerleri. Ancak egzoz supabının boğaz kesitindeki v1 hızları, emme. supabına göre benzin motorlarında %40 – 50, dizel motorlarında. ise %25 – 40 oranında daha yüksek olur. m/s. v1. v2. v3. Benzin motorları. 60 – – – 140. Dizel motorları. 55 – – – 120.")
117
Supap Tijinin, Yay Tablasının Tespiti ve Sızdırmazlığı
Yay tablasının supap tiji üst ucuna tespiti, konikliği olan iki parçalı tırnak ile yapılır. Burada tij çapına %70’e varan tırnağın gireceği girinti vardır. Ayrıca supap tiji ile kılavuz arasında sızdırmazlık zorunludur. Zira tijin boşluğu, emme supaplarında yaklaşık 0.02–0.05 mm, egzoz supabında ise 0.05–0.07 mm’dir. Boşluğun yeterli olmaması halinde supap kızaklaması olayı meydana gelir. Boşluk büyüdükçe yağ tüketimi artar ve motorun boşta çalışması gürültülü olur. Tablanın tespiti ile çeşitli sızdırmazlık uygulamaları Şekil 2.41’ de gösterilmiştir.

118
Şekil 2.42 Yay tablasının tesbiti ve çeşitli sızdırmazlık uygulamaları

119
Supap Kılavuzu Supap tijinin hareket ettiği yatağın çabuk aşınmasını önlemek ve direncini arttırmak amacıyla supap kılavuzu kullanılır. Supap kılavuzları kır dökümden veya yüksek güçlü motorlarda genellikle bronzdan yapılır. Silindir kafasına sıkı geçmedir. Eksenel hareketleri fatura ve elastik halkalar ile önlenir. Kılavuzun uzunluğu (8–10)ds dış çapları ise (1.4–1.6)ds değerleri arasında bulunur. Ayrıca egzoz supaplarında, kılavuzun alt ucundaki 10 mm’lik kısmının çapı, karbon birikmesini önlemek ve supap ömrünü uzatmak amacıyla 0.5 mm büyük yapılır. Supap Malzemeleri Supapların sap kısımları çekme, basma ve eğilme tablası eğilme, oturma yüzeyleri ise basma zorlamaları altındadır. Egzoz supapları ayrıca ısıl gerilmeye maruz kalırlar. Supap malzemesinin mekanik ve ısıl gerilmelere karşı çok dayanıklı olması gerekir. Bu nedenle supaplar özel çelikten imal edilir. Kullanılan malzemeler:
ds dış çapları ise (1.4–1.6)ds değerleri. arasında bulunur. Ayrıca egzoz supaplarında, kılavuzun alt. ucundaki 10 mm’lik kısmının çapı, karbon birikmesini önlemek ve. supap ömrünü uzatmak amacıyla 0.5 mm büyük yapılır. Supap Malzemeleri. Supapların sap kısımları çekme, basma ve eğilme tablası eğilme, oturma yüzeyleri ise basma zorlamaları altındadır. Egzoz supapları. ayrıca ısıl gerilmeye maruz kalırlar. Supap malzemesinin mekanik. ve ısıl gerilmelere karşı çok dayanıklı olması gerekir. Bu nedenle. supaplar özel çelikten imal edilir. Kullanılan malzemeler:")
120
Kromlu çelik, Krom Molibdenli çelik, Krom Silisyumlu çelik, Krom Nikel Wolframlı çelik, Krom Mangan Nikelli çelik’tir. Supapların ömrünü arttırmak için özellikle yüksek güçlü motorların egzoz supaplarında oturma yüzeyleri %60 Ni, %15 Cr içeren stelit ile kaplanır. Tij uçları yaklaşık 1 mm kalınlığında sert metal ile kaplanır. Tablalar çelik veya dökme demirden yapılır. Yüzeylerinde 2.5 mm’ye kadar sertleştirme yapılır. Düşük dönme sayılı büyük motorlarda bazen egzoz supabı için pik döküm de kullanılır. Son yıllarda orta ve büyük güçteki dizel motorlarında Nimonic adı verilen özel malzemeden yapılmış egzoz supapları kullanılmaktadır.

121
2.9. Kam Mili Supapların hareketini doğrudan veya dolaylı olarak sağlayan kam mili, hareketini krank milinden alır. Kam mili üzerinde supap sayısı kadar kam bulunur. Yüksek dönme sayılı motorlarda kam mili genellikle tek bir parçadan, dövme veya döküm malzemeden yapılır. Kam milinin gövde içinde yataklanan tiplerinde yatak çapları kam profillerinden daha büyük yapılır. Kam mili çapı silindir çapına bağlı olarak değerleri arasında bulunur. Kam mili çapının zorlanmasına göre mukavemet hesabının yapılarak kontrol edilmesi gerekir. Motor gövdesine yataklanan kam mili krank miline yakın bir yerde veya motor kafasına yakın bir konumda bulunabilir. Yüksek dönme sayılı motorlarda kam mili genellikle silindir kafasında bulunur. Kam mili yatak sayısı, krank milinde olduğu gibi silindir sayısından bir fazladır. Ancak düşük güçlü motorlarda kam mili, her iki silindire bir yatak gelecek şekilde ve silindirler arasındaki perdelerde bulunan yataklar ile yataklanır. Kam milinin eksenel hareketi, flanş, dikme, segman veya yaylı dayanak ile önlenir. Gövde içerisinde kam mili Şekil 2.43’de görülmektedir.

122
Şekil 2.43 Gövde içinde kam milinin görünüşü

123
Kam mili ve supap tahrik sisteminin elemanları çeşitli kuvvetlerin
etkisi altındadır. Bu kuvvetler: Darbe (İtme) Kuvveti Kam tablasının itmeye başlaması ile önce supap iticisi artan hızla kalkar. Bu kuvvet supap boşluğuna eriştiği an, supabın açılması aniden VN hızına ulaşır. O anda bir darbe meydana gelir. Bu darbe kuvveti: (2.91) dir. Burada, SN: Boşluğun geçilmesinden sonra kam üzerindeki hız,CN: Kumanda sisteminin yay sabiti (kamda ölçülen), mN: Kam üzerine indirgenmiş hareketli kütleler’dir.
 Kuvveti. Kam tablasının itmeye başlaması ile önce supap iticisi artan hızla. kalkar. Bu kuvvet supap boşluğuna eriştiği an, supabın açılması. aniden VN hızına ulaşır. O anda bir darbe meydana gelir. Bu darbe kuvveti: (2.91) dir. Burada, SN: Boşluğun geçilmesinden sonra kam üzerindeki. hız,CN: Kumanda sisteminin yay sabiti (kamda ölçülen), mN: Kam. üzerine indirgenmiş hareketli kütleler’dir.")
124
(2.92) dir. Burada, Ja: Külbütörün eksenel atalet momenti, m1: Kam Tablası kütlesi, m2: İtici kütlesi, m3: Külbütör kütlesi, l1: Külbütör itici tarafı uzunluğu, l2: Külbütör supap tarafı uzunluğu’dur. İvme Kuvveti (2.93) olup burada bN kamdaki ivmedir ve ivme diyagramından alınır.
 olup burada bN kamdaki ivmedir ve ivme diyagramından alınır.")
125
Yay Kuvveti Yay kuvveti PF yay diyagramından elde edilir. Kam üzerindeki yay kuvveti ise: (2.94) Gaz Kuvveti Gaz kuvveti sadece egzoz supabı için ve açılma başlangıcında dikkate alınabilir. Bunun değeri: (2.95) Kamdaki gaz kuvveti ise; (2.96) olup burada, Dv: En büyük supap çapı, p4:Egzoz açılma basıncı (0.4 – 0.8 MPa)’dır.
 Kamdaki gaz kuvveti ise; (2.96) olup burada, Dv: En büyük supap çapı, p4:Egzoz açılma basıncı. (0.4 – 0.8 MPa)’dır.")
126
Yan yüzey üzerinde en büyük sıkışma değerine, nmax değerine ve
özellikle, emme supabına en büyük yan yüz ivmesi mevcut olduğu ve egzoz supabında da gaz basıncının hala etkili olduğu zamanda erişilir. Kamın ucundaki sıkışma etkisi, rölantide çalışırken, en büyük kurs boyunda meydana gelir. Yüklü durumda parçalar büyük bir hızla birbirlerinin üzerinde müşterek kayma hareketi yaptıklarından buna uygun malzeme seçilmelidir. Ayrıca yağlanmanın hatasız olmasına dikkat edilmelidir. Kam Milinin Tahriki Kam mili hareketini krank milinden dişliler ile veya zincir ile alır. Dört zamanlı motorlarda, kam milinin dönme sayısı krank milinin dönme sayısının yarısı kadar olması gerektiğinden, kam mili dişlisi ile krank mili dişlisi arasındaki oran 2:1 dir.

127
Kam Konstrüksiyonu Supapların açılıp kapanmasını kam mili üzerindeki kamlar sağlanmaktadır. Kam profili supapların kalkışı ile eşdeğerdir. Kamın kalkış miktarı bir oran ile supaba iletilir. Bu nedenle kam profili supaplardan istenen kalkış durumuna göre seçilir. Kam profilinin seçiminde aşağıdaki özellikler dikkate alınır: - İtici ile kam dairesi ve kam ucu arasındaki boşluk düzgün olmalıdır. - Supap yerine oturduktan sonra itici geri sıçramamalıdır. - Pozitif ve özellikle negatif ivmenin supap üzerinde yapacağı plastik deformasyon mümkün olduğu kadar az olmalıdır. Supapların kalkış şekli ve miktarına göre kam profili, iticinin hareket konumuna uygun olarak çeşitli şekillerde yapılır. Halen motorlarda supap tahrik mekanizmalarında en çok kullanılan kam profilleri, teğetsel kam profilleri ile harmonik (konveks) kam profilleridir.
 kam. profilleridir.")
128
Teğetsel Profilli Kamlar
Teğetsel profilli kamlar, imalat tekniği bakımından, diğer kam profillerine göre daha basittir. Bu tip kamlarda, ana daireden kam üzerindeki daire yayına geçiş teğetsel bir doğru ile yapılır. teğetsel ve harmonik kam profilleri Şekil 2.44’de görülmektedir. Genellikle teğetsel profilli kamlarda makaralı tabla kullanılır. Ancak tablanın kalkma miktarı supabın hareket kanununa uymak zorunda değildir. Bu nedenle meydana gelen hata azdır. Kam milinin yarıçapı r1, kamın ana dairesi yarıçapı r den küçüktür. Bu iki dairenin yarıçapları arasındaki fark Dr1 büyüklüğü, kam milinin, supaplarının ve supap mekanizmasının elastikiyeti ve ısıl genleşmesi dikkate alınarak saptanır.

129
Supap açılmaya başladığı anda, kam profili eğimindeki yükseklik,
ısıl genleşme ve yay kuvvetinin etkisi sonucu meydana gelen deformasyonu da karşılamalıdır. Isıl genleşmeyi ve kamı rijit takip eden tablalı supap tahrik sisteminin toplam deformasyonunu karşılamak üzere supap boşlukları; Emme supabında 0.25 – 0.35 mm, Egzoz supabında 0.35 – 0.50 mm değerleri arasında olmalıdır. Büyük değerler aşırı yüklenmiş motorlar içindir. Supap kapanma anındaki kam profili eğimindeki yükseklik, supap tahrik mekanizması elastik vibrasyonunun genliğinden büyük olmalıdır. Bu nedenle supap kapanması sırasında kam profilindeki yükseklik, supap açılmasına göre 0.6 – 0.7 mm daha büyük olacaktır. Teğetsel kam profilinin biçimine r yarıçaplı temel bir daire çizilerek başlanır. Tablanın maksimum kalkma değeri:

130
Şekil 2.44 Teğetsel ve harmonik kam profilleri ve çizim şekli

131
(2.97) olarak alınır. Burada dt tabla çapı olup ir ise; (2.98) dir. Kamın ana daire yarıçapı r, supap tahrik mekanizmasının yeterli rijitlikte olması için; (2.99) eşitliğini sağlamalıdır. Kam milinin yarıçapı r1 ise r yarıçapından biraz küçüktür. Seçilen r ve hmax değerleri ile r2 yayının teğet olma koşulundan r2 hesaplanır. Kamın tepe yay parçasının yarıçapı olan r2; (2.100) formülünden bulunur. Dört zamanlı motorlarda; (2.101)
 eşitliğini sağlamalıdır. Kam milinin yarıçapı r1 ise r yarıçapından. biraz küçüktür. Seçilen r ve hmax değerleri ile r2 yayının teğet. olma koşulundan r2 hesaplanır. Kamın tepe yay parçasının. yarıçapı olan r2; (2.100) formülünden bulunur. Dört zamanlı motorlarda; (2.101)")
132
Harmonik Profilli Kamlar
Harmonik kamlarda genellikle düz tabla kullanılmasına karşılık konveks veya makaralı tabla da kullanılır. Şekil 2.44’deki teğetsel kamlarda açıklandığı gibi harmonik kamlarda da supap boşlukları 0.6–0.7 mm veya daha fazladır. Bu tip kamlar ile çalışmada, supap kapanırken daha az sert olmaktadır. Harmonik kam çiziminde, ana daire, tepe daire yayı ve bunları birleştiren yanak daire parçalarının çizimi gerekir.


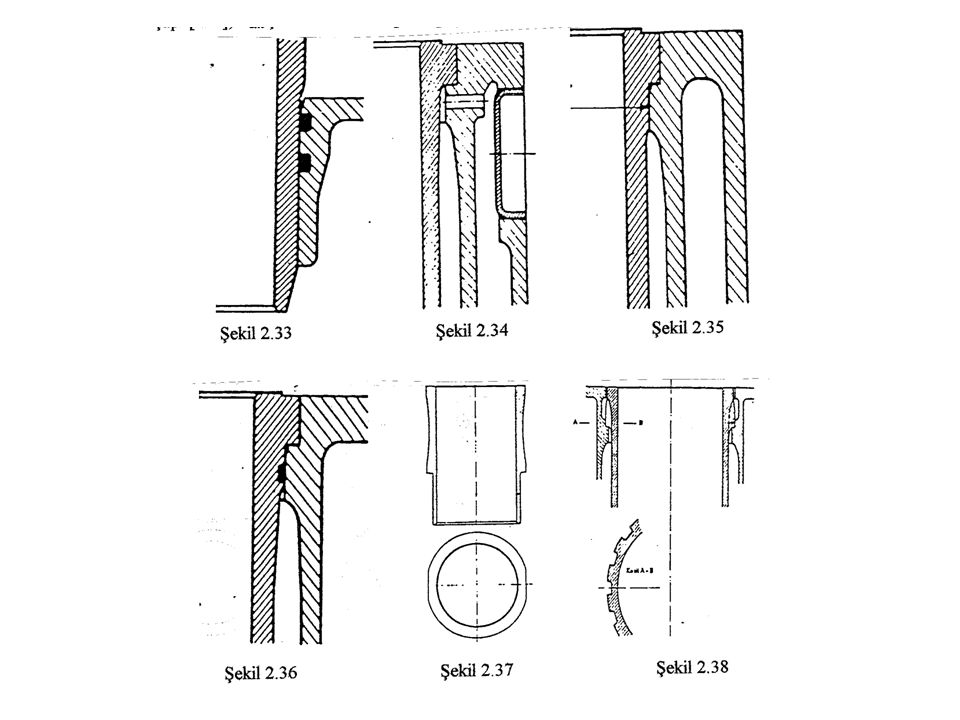






 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler,>")
 Kompozitler>")











