Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
KAYNAK HATALARI Yrd.Doç.Dr.Yıldız Yaralı Özbek

2
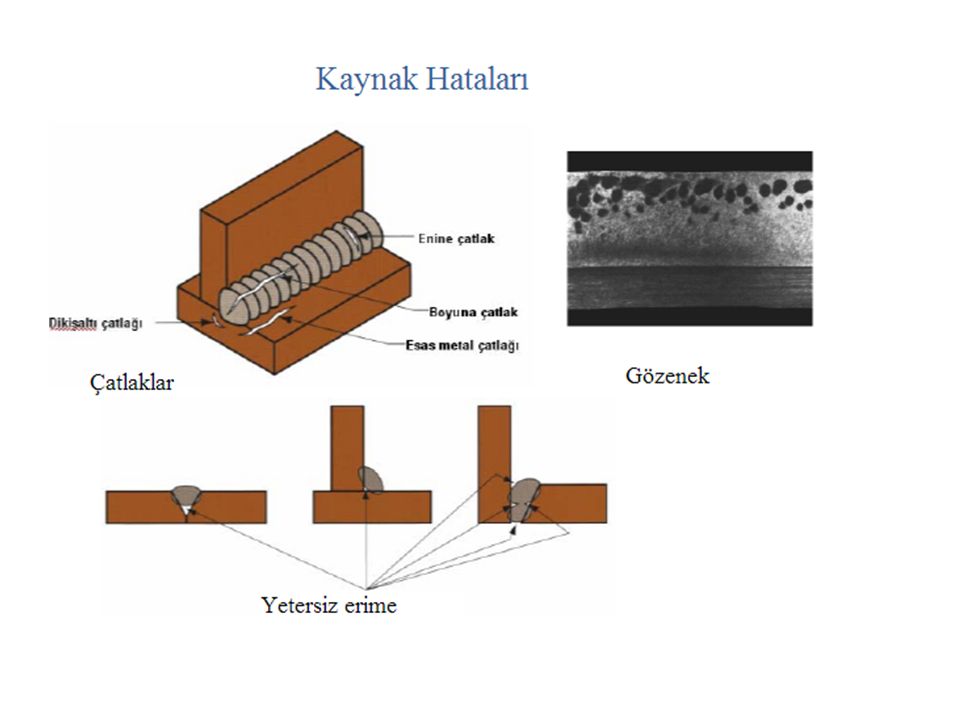
1-BAŞLICA KAYNAK HATALARI: Gözenek,Curuf Sıkışması,Birleşme Hatası,Undercut,Yetersiz Nufuziyet, Aşırı dış bükeylilik,Çatlak,Yanma çentikleri, 2-ÇATLAKLARIN BAŞLICA SEBEBLERİ: Malzemenin iyi tavlanmaması ve uygun punta atılmaması,uygun ilave metali kullanılmamasından dolayı meydana gelir. 3- BİRLEŞME HATALARI; Torch açısının uygun olmaması,Amper Volt ayarının uygun olmaması,Kaynak Başlangıç-Bitiş yerinin taşlanmamasından dolayı meydana gelir. 4-GÖZENEK OLUŞMA NEDENLERİ: Gaz debisinin uygun olmaması,Malzemenin yeteri kadar temiz olmaması,torch açısının iyi olmaması,serbest elektrot uzunluğu fazla olması,ilave metalin paslı kirli olmasından dolayı meydana gelir. 5- KAYNAKTA DIŞ BÜKEYLİLİK; Kaynak hızının iyi ayarlanmaması,Amper-Volt ayarının iyi olmaması,Torch açısınının uygun olmaması,Salınımın ve kenar bekleme süresinin iyi olmamasından dolayı meydana gelir. 6-CURUF SIKIŞMASI; Kaynak hızının iyi ayarlanmaması,torch açısının iyi ayarlanmaması,Amper-Volt ayarının uygun olmaması ve yeteri kadar pasoların temizliğinin yapılmaması sonucu meydana gelir

3
7-UNDERCUT; Yüksek voltaj, kenar bekleme süresi yetersizliği, Kaynak hızının iyi ayarlanmamasından dolayı meydana gelir 8-YETERSİZ NUFUZİYET; Düşük Amper ayarı,kaynak hızının ayarlanmaması, ,kenar bekleme süresi yetersizliğinden dolayı meydana gelir ( En uygun nufuziyet sağa kaynak tekniği ile hareket açısı 10°-20° arasındadır. 9- BAĞLANTI HATASI; Esas metal ile Kaynak metalinin birbiriyle erime yoluyla birleşmemesinden meydana gelir YÜKSEK AKIM KAYNAK; Yüksek akım şiddetiyle yapılan kaynaklarda Çatlaklar,Gözenekler,yanma çentikleri gibi hatalar meydana gelir. 11-YANMA ÇENTİKLERİ; Kaynak akımının yüksek olması,kaynak geriliminin yüksek olması,kalış zamanı yetersizliği,torc açısından dolayı meydana gelir DİKİŞ GEOMETRİSİ; Kaynak dikiş kalitesine kaynak akımı,kaynak voltajı,kutuplama,serbest elektrot hızı,elektrot açıları,kaynak pozisyonları,koruyucu gaz debisi bileşimi, ve elektrot çapı etki eder

6
1.Çatlaklar En tehlikeli kaynak hatasıdır. Eritme kaynağında; esas metalde, kaynak metalinde veya ısının tesiri altındaki bölgede ortaya çıkabilir. Çatlaklar görünüşleri bakımından aşağıdaki biçimde sınıflandırılır: a-) Boylamasına çatlaklar ( Şekil 1) b-) Enlemesine çatlaklar ( Şekil 2) c-) Yıldız çatlaklar ( Şekil 3) d-) Krater çatlaklar ( Şekil 4) e-) Dağınık çatlaklar (Şekil 5) f-) Mikro (kıl) çatlaklar
 Boylamasına çatlaklar ( Şekil 1) b-) Enlemesine çatlaklar ( Şekil 2) c-) Yıldız çatlaklar ( Şekil 3) d-) Krater çatlaklar ( Şekil 4) e-) Dağınık çatlaklar (Şekil 5) f-) Mikro (kıl) çatlaklar.")
7
Şekil 1.Boylamasına çatlaklar
Şekil 4.Dağınık ve dalgalı çatlaklar Şekil 2.Enlemesine ve yıldız çatlaklar a-) Boylamasına çatlaklar ( Şekil 1) b-) Enlemesine çatlaklar ( Şekil 2) c-) Yıldız çatlaklar ( Şekil 3) d-) Krater çatlaklar ( Şekil 4) Şekil 3.-Krater çatlaklar
 Boylamasına çatlaklar ( Şekil 1) b-) Enlemesine çatlaklar ( Şekil 2) c-) Yıldız çatlaklar ( Şekil 3) d-) Krater çatlaklar ( Şekil 4) Şekil 3.-Krater çatlaklar.")
8
e-) Dağınık çatlaklar (Şekil 5) f-) Mikro (kıl) çatlaklar
Şekil 5.dağınık çatlaklar Şekil 6.mikro çatlaklar

9
KAYNAK METALİ ÇATLAKLARI
Kaynak metalinde meydana gelen çatlaklar, aşağıdaki sebeplerden dolayı ortaya çıkarlar: a-) Kaynak yapılacak parçaların, birbirine iyi intibak etmemeleri, b-) Kaynak ağızlarının düzgün olmaması , c-) Nüfuziyet azlığı , d-) Kalıntılar, e-) Malzemenin bileşiminde kükürt oranının yüksek olması , f-) Malzemenin sünekliğinin düşük olması ,
 Kaynak yapılacak parçaların, birbirine iyi intibak etmemeleri, b-) Kaynak ağızlarının düzgün olmaması , c-) Nüfuziyet azlığı , d-) Kalıntılar, e-) Malzemenin bileşiminde kükürt oranının yüksek olması , f-) Malzemenin sünekliğinin düşük olması ,")
10
Kaynak metalinde meydana gelen çatlakların önlenebilmesi için, şu tedbirler alınmalıdır.
a-) Kaynak işlemi sırasında, dikiş kendini kolayca çekebilmelidir. b-) Bilhassa kalın sacların ve sabit parçaların kaynağında; dikişin çekme gerilmelerine dayanabilmesi için, pasolar geniş olarak çekilmelidir. c-) Parçalar birbirlerine iyi şekilde uydurulmalı ve uygun kaynak sırası takip edilmelidir, d-) Kök pasosunda meydana gelen çatlaklar ortadan kaldırılmadan, sonraki pasolar yapılmamalıdır. e-) Enine çatlakların önlenmesi için, sünekliği yüksek elektrodlar kullanılmalıdır.
 Kaynak işlemi sırasında, dikiş kendini kolayca çekebilmelidir. b-) Bilhassa kalın sacların ve sabit parçaların kaynağında; dikişin çekme gerilmelerine dayanabilmesi için, pasolar geniş olarak çekilmelidir. c-) Parçalar birbirlerine iyi şekilde uydurulmalı ve uygun kaynak sırası takip edilmelidir, d-) Kök pasosunda meydana gelen çatlaklar ortadan kaldırılmadan, sonraki pasolar yapılmamalıdır. e-) Enine çatlakların önlenmesi için, sünekliği yüksek elektrodlar kullanılmalıdır.")
11
Esas Metal Çatlakları Bu tür çatlaklar genellikle, yüksek mukavemetli ve yüksek karbonlu çeliklerde ısının tesiri altındaki bölgede meydana gelir. Bunun sebebi de, bu bölgenin kaynak esnasında sertleşmesidir.

12
Esas metalde meydana gelen çatlakların sebepleri öyle sıralanabilir:
a-) Esas metalin bileşiminin sertleşmeye sebep olması , b-) Levhaların kalınlığının fazla olması , c-) Düşük ısı girişi ile kaynak yapılması , d-) Ortam sıcaklığının düşük olması .
 Esas metalin bileşiminin sertleşmeye sebep olması , b-) Levhaların kalınlığının fazla olması , c-) Düşük ısı girişi ile kaynak yapılması , d-) Ortam sıcaklığının düşük olması .")
13
Esas metalde ortaya çıkan çatlakların önlenmesi için, şu tedbirler alınmalıdır:
a)Parçaların kaynaktan önce ve sonra, uygun sıcaklıklarda tavlanması b) Parçalara verilen ısı miktarının artırılması. Bunun için, kalın çaplı elektrod kullanılması veya uygun bir kaynak usulünün seçilmesi, c) Çok pasolu kaynaklarda, pasolar soğumaya fırsat bırakılmadan birbiri ardına çekilmelidir. d-) Düşük sıcaklıklarda çalışılırken, bazik elektrodlar kullanılmalıdır.
Parçaların kaynaktan önce ve sonra, uygun sıcaklıklarda tavlanması. b) Parçalara verilen ısı miktarının artırılması. Bunun için, kalın çaplı elektrod kullanılması veya uygun bir kaynak usulünün seçilmesi, c) Çok pasolu kaynaklarda, pasolar soğumaya fırsat bırakılmadan birbiri ardına çekilmelidir. d-) Düşük sıcaklıklarda çalışılırken, bazik elektrodlar kullanılmalıdır.")
14
Soğuk Çatlak (Hidrojen Çatlağı)
")
15
MMA köşe kaynağında oluşan soğuk çatlak

16
Oluşma koşulları: •300oC ’nin altındaki çalışma koşullarında,
•Montajdan minimum 72 saat sonra, •Kaynak metalinde, IEB ’de, ana metalde, •Kaynak köşe bölgesinde, dikiş altlarında, yüksek gerilme bölgelerinde

17
Nedenleri: •Hidrojen varlığı, •Oluşumu teşvik eden mikroyapı,
•Neden olabilecek ölçüde kalıcı gerilme

18
Hidrojen Seviyesini Düşürmek İçin Öneriler :
•Düşük hidrojen girişi olan yöntemler / dolgular tercih edilmelidir.Örnek olarak; Bazik elektrot, rutilyerine; MAG yöntemi,MMA yerine tercih edilebilir. •Kaynak banyosundan daha iyi hidrojen çıkışı, yükseltilmiş ve uzatılmış ön ısıtma sıcaklıkları ile de sağlanabilir.

19
•Tozaltı bazik tozlarını ve MMA bazik elektrodlarını, üretici tavsiyesi doğrultusunda fırınlamak gerekir. •Sarf malzemesinin temizliği ve kuruluğu kadar, kaynak yüzeyinin passız ve yağsız olması da önemlidir. •Ostenitikveya nikel dolgu malzemelerinin

20
SARF MALZEMESİNDE HİDROJEN AZALTMA YOLLARI
•En etkili yöntem, sarf malzemelerinden kaynaklanan hidrojen girişini azaltmaktır. Düşük hidrojenli yöntemle kaynak ve düşük hidrojen içerikli ve kurutulmuş elektrot kullanımı buna örnektir. •Kaynak yöntemi, dolgu metalindeki yayınabilir hidrojen içeriğine göre (ml/100g ) ; yüksek, orta, düşük, çok düşük ve en düşük hidrojen içerikli olmak üzere 5 gruba ayrılmıştır. Hidrojen seviyesi gösterimleri EN : 2001’de şu şekildedir : •SeviyeAYüksek>15 •Seviye B Orta10 •SeviyeC Düşük5 •SeviyeD Çok düşük3 –5 •SeviyeE En düşük3
 ; yüksek, orta, düşük, çok düşük ve en düşük hidrojen içerikli olmak üzere 5 gruba ayrılmıştır. Hidrojen seviyesi gösterimleri EN : 2001’de şu şekildedir : •SeviyeAYüksek>15. •Seviye B Orta10. •SeviyeC Düşük5. •SeviyeD Çok düşük3 –5. •SeviyeE En düşük3.")
21
Kaynak dikişinde hidrojenin varlığı,
•İyi kurutulmamış elektrodlardan(özellikle bazik), •Ana malzemedeki kaynak sonrası yoğuşmadan dolayı içerde hapsolan nemden, •Kaynaklanacak yüzeydeki kir, yağ kalıntılarından kaynaklanabilir.
, •Ana malzemedeki kaynak sonrası yoğuşmadan dolayı içerde hapsolan nemden, •Kaynaklanacak yüzeydeki kir, yağ kalıntılarından kaynaklanabilir.")
22
Tipik Hidrojen seviyesi

23
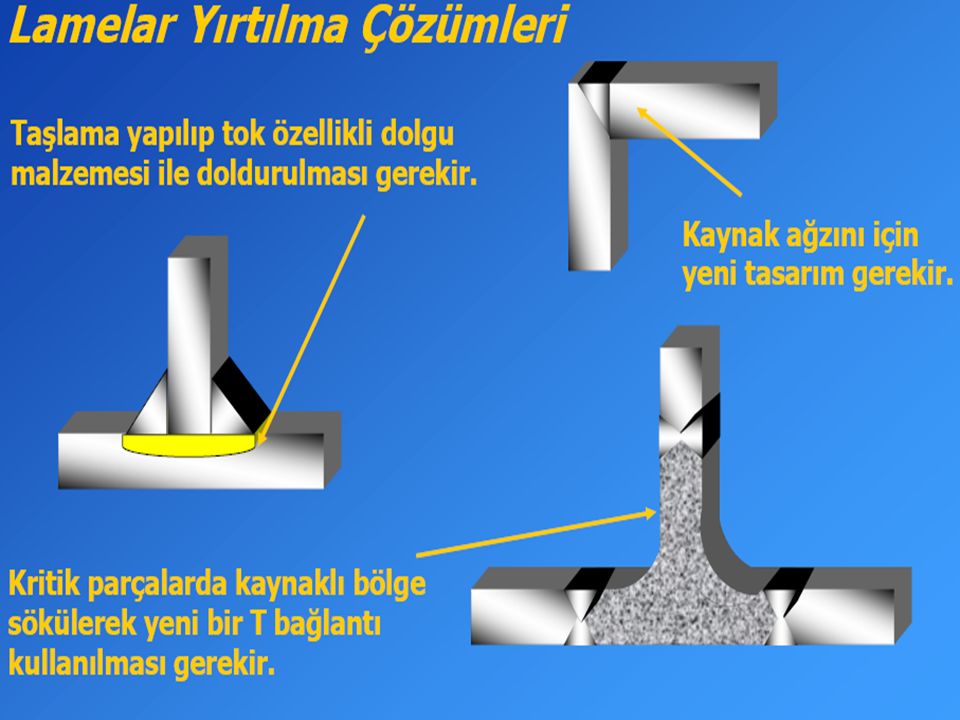
Lameler Yırtılma

24
Lameler Yırtılma

26
El ile uygulanan büyük boyutlu çalışmalar

27
Taneler Arası Korozyona Bağlı Kaynaklı Bölge Yıkımı (Weld Decay)
Genel bir malzeme hatası olan ve kaynaklı yapılarda da karşılaşılan bu sorun; 304L, 316 L gibi C %’si 0,03’ten yüksek olmayan düşük C’lu çeliklerin kullanımının artması ile ve Ti, Nb gibi Cr’dan önce karbür yaratabilen “stabilizatör”lerin yaygınlaşması ile önlenebilir hale gelmiştir.

28
Bu geliştirilmiş çeliklerin belirleyici özellikleri, çözeltideki serbest karbonları tehlike yaratmayacak kadar düşük seviyede tutup, malzemede Cr23C6 oluşumunun önüne geçebilmesidir. Standart ostenitik çeliğin de karbon seviyesi son yıllarda %0,05’e düşürülmüş ve taneler arası yıkımdan etkilemesi daha zor hale getirilmiştir.

29
Bu yıkım, çoğunlukla IEB’de, sıcaklığın 6000C -8500C olduğu aralıkta oluşur.

32
Taneler Arası Korozyona Bağlı Kaynaklı Bölge Yıkımı (Weld Decay)
")
33
2.Boşluklar Gözenek olarak da adlandırılan bu hatalar; kaynak esnasında meydana gelen gazların dikişi terk edemeyip, içerde hapsolması veya tam yüzeyde iken katlamanın tamamlanması neticesinde ve bazen de metalin kendini çekmesi dolayısıyla meydana gelirler. Boşluklar düzenli veya gelişigüzel dağılmış yuvarlak şekilli, kanallar eklinde metal içerisinde veya dikiş yüzeyinde bulunabilirler ( Şekil 5).
.")
34
Şekil 5.- Boşluklar

35
Kaynak metalinde meydana gelen boşlukların teşekkülü üzerinde, aşağıdaki faktörler etkili olmaktadır
a-) Esas metal kimyasal bileşimi, b) İlâve metalin (kaynak teli veya elektrod) kimyasal bileşimi, c-) Esas metal ve ilâve metalin, kükürt miktarının fazla olması , d-) Elektrod örtüsünün rutubetli olması, e-) Düşük akım şiddeti ile kaynak yapılması, f-) Çok uzun veya kısa ark boyu ile kaynak yapılması , g-) Erimi kaynak banyosunun çabuk soğuması , h-) Kaynak gazlarının kirli olması , i-) Oksi-asetilen kaynağında karbonlayıcı bir alev kullanılması
 Esas metal kimyasal bileşimi, b) İlâve metalin (kaynak teli veya elektrod) kimyasal bileşimi, c-) Esas metal ve ilâve metalin, kükürt miktarının fazla olması , d-) Elektrod örtüsünün rutubetli olması, e-) Düşük akım şiddeti ile kaynak yapılması, f-) Çok uzun veya kısa ark boyu ile kaynak yapılması , g-) Erimi kaynak banyosunun çabuk soğuması , h-) Kaynak gazlarının kirli olması , i-) Oksi-asetilen kaynağında karbonlayıcı bir alev kullanılması")
36
Kaynak dikişinde bulunan gözenekler; dikiş kesitini azaltmanın yanında, gerilme yığılmalarına ve çentik teşekkülüne sebep olurlar. Bu nedenle bağlantının mukavemetini azaltırlar. Gözeneklerin meydana gelmemesi için yukarıda sayılan sebeplerin ortadan kaldırılması gerekir. Yani gaz meydana gelmesi veya meydana geldiği takdirde dikişi kolayca terketmesi temin edilmelidir.

37
3.Kalıntılar Kalıntılar; kaynak metalinde bulunabilecek dekapan ve kaynak tozu kalıntılar , oksit kalıntılar ve ağır metal kalıntılardır. Örnek olarak; alüminyumun kaynağında teşekkül eden AL2O3'in kaynak metali içerisinde kalması , tungsten kalıntılar verilebilir. Elektrik ark kaynağında; elektrod örtüsü veya kaynak tozundan teşekkül eden cüruf parçacıklar , devamlı veya kesikli hatlar şeklinde kaynak metali içerisinde kalabilir.

38
Şekil 6.- Kaynak dikişinde kalıntılar

39
Çok pasolu kaynakta; pasolar arasındaki cürufların tam olarak temizlenmemesi, kalıntılara sebep olur. Cüruf kalıntılar, mukavemeti düşürür ve çatlakların oluşumuna sebep olur. Kalıntıların önlenmesi için; erimi banyo hareketlerinin kontrolü, pasolar arasında cürufların iyi temizlenmesi gerekir.

40
4.Yetersiz erime Kaynak metali ile esas metal veya çok pasolu birleştirmede pasolar arasında ortaya çıkan birleşme azlıklarıdır ( Şekil7). Oksi-asetilen kaynağında, uygun güçte üfleç kullanılmaması sebebiyle ortaya çıkan yetersiz erimenin, elektrik ark kaynağındaki nedenleri aşağıdaki şekilde sıralanabilir:

41
Şekil 7.- Yetersiz erime hatası
Sebep: a-) Cüruf, oksit ve diğer metalsel olmayan kalınt ların bulunması b-) Elektrodun yanlış bir açı ile tutulması .
 Cüruf, oksit ve diğer metalsel olmayan kalınt ların bulunması b-) Elektrodun yanlış bir açı ile tutulması .")
42
Yetersiz erimenin önlenmesi için oksi-asetilen kaynağında, uygun güçte üfleç kullanılması
gerekirken; elektrik ark kaynağında şu tedbirler alınmalıdır;

43
a-) Uygun akım şiddetinin seçilmesi, b-) Kısa ark boyu ile çalışılması , c-) Kaynak hızının çok yüksek olmaması , d-) Elektrod tutuş açısının doğru olması . Kaynak kesitindeki birleşme azlığı ; statik ve dinamik zorlamalar karşısında, dikişin mukavemetini düşürür.

44
5.Nüfuziyetin azlığı Erimenin bütün malzeme kalınlığı boyunca olmaması eklinde ortaya çıkan, kaynaklanmamış kısımların bulunmasıdır. Elektrik ark kaynağında bu hata, aşağıdaki sebeplerden dolayı meydana gelir: a-) Uygun elektrod çapının seçilmemesi, b-) Uygun akım şiddetinin seçilmemesi, c-) Kaynak ağzının uygun olmaması , d-) Kök pasosunun kötü çekilmesi. Bu hatanın önlenmesi için; uygun akım şiddeti ve elektrodun seçilmesi, uygun kaynak ağzının yapılması lazımdır.
 Uygun elektrod çapının seçilmemesi, b-) Uygun akım şiddetinin seçilmemesi, c-) Kaynak ağzının uygun olmaması , d-) Kök pasosunun kötü çekilmesi. Bu hatanın önlenmesi için; uygun akım şiddeti ve elektrodun seçilmesi, uygun kaynak ağzının yapılması lazımdır.")
45
Şekil 8.- Nüfuziyet azlığı

46
6.Dış yüzey hatalar 6.1.Yanma olukları
Esas malzeme ve diki kenarlarında, yanmadan dolay meydana gelen oluk ve çentiklerdir

47
Şekil 9.- Yanma oluklar ı

48
Yanma olukları şu sebeplerden dolay meydana gelir:
a-) Akım şiddetinin yüksek olması , b-) Hızlı kaynak yapılması , c-) Elektrod veya üflecin büyük olması , d-) Elektrod kaynak teli veya üflecin fazla zikzaklı hareketler yapması, e-) Elektrodun yanlış açı ile tutulması , f-) Esas metalin ağır derecede paslı ve elektrodun rutubetli olması . Yanma oluklarının önlenmesi için, yukarıda sayılan sebepleri ortadan kaldırıcı tedbirlerin alınması gerekir. Yanma oluklar çentik etkisi yapar.
 Akım şiddetinin yüksek olması , b-) Hızlı kaynak yapılması , c-) Elektrod veya üflecin büyük olması , d-) Elektrod kaynak teli veya üflecin fazla zikzaklı hareketler yapması, e-) Elektrodun yanlış açı ile tutulması , f-) Esas metalin ağır derecede paslı ve elektrodun rutubetli olması . Yanma oluklarının önlenmesi için, yukarıda sayılan sebepleri ortadan kaldırıcı tedbirlerin alınması gerekir. Yanma oluklar çentik etkisi yapar.")
49
6.Aşırı Metal Yığma Dikiş üzerine gereğinden fazla, kaynak metali yığılmasıdır ( Şekil 10). Ağır metal yığma, malzeme israfından başka; gerilme dağılımını da bozar. Kaynak hızının veya elektrod çapının yanlış seçilmesi neticesinde ortaya ç kar.
. Ağır metal yığma, malzeme israfından başka; gerilme dağılımını da bozar. Kaynak hızının veya elektrod çapının yanlış seçilmesi neticesinde ortaya ç kar.")
50
Şekil 10.- Aşırı metal yığma

51
Fazla Dış Bükey İç Köşe Dikişi
Düşük akım şiddetiyle kaynak yapılması halinde ortaya çıkar ( Şekil11). Gereksiz malzeme yığılması ve çentik etkisi sebebiyle, zararlı bir kaynak biçimidir.
. Gereksiz malzeme yığılması ve çentik etkisi sebebiyle, zararlı bir kaynak biçimidir.")
52
Şekil 11.- Fazla dış bükey iç köşe dikişi

53
Fazla Sarkık (Fışkırmış) Dikiş
Kaynak dikişinin arkasında meydana gelir( Şekil .12). Bunun sebebi, erimiş metalin katlanması esnasında ortaya çıkan gazlardır. Gaz miktarının fazla ve katlama süresinin uzun olması durumunda meydana gelir.
. Bunun sebebi, erimiş metalin katlanması esnasında ortaya çıkan gazlardır. Gaz miktarının fazla ve katlama süresinin uzun olması durumunda meydana gelir.")
54
Şekil 12.- Fazla sarkık dikiş
Bilhassa; % 0,20'nin üzerinde karbonlu çeliklerde, manganez ve silisyum oranlarının düşük olduğu hallerde ortaya çıkar.

55
Birleşme olmadan kaynak metalinin esas metal üzerine taşması
Elektrik ark kaynağında yanlış el hareketi neticesinde meydana gelir ( Şekil.13). Bilhassa; eğik veya dik düzlemlerde yapılan kaynaklarda ortaya çıkar. Elektrod tutuş açısı ve hareketinin yanlış olması , akım şiddeti ve ark boyunun fazla olması bu hataya sebebiyet verir. Dinamik yüklemelerde, gerilme yığılmasına sebep olur
. Bilhassa; eğik veya dik düzlemlerde yapılan kaynaklarda ortaya çıkar. Elektrod tutuş açısı ve hareketinin yanlış olması , akım şiddeti ve ark boyunun fazla olması bu hataya sebebiyet verir. Dinamik yüklemelerde, gerilme yığılmasına sebep olur.")
56
Şekil.13.- Kaynak dikişinde taşma ve akma

57
6. Eksen kayması ve açısal distorsiyon
Birleştirilecek levhaların, eksenleri tam çakmadan kaynaklanması veya katlama tamamlanmadan levhaların hareket ettirilmesi neticesinde meydana gelen hata, eksen kaymas olarak adlandırılır

58
Şekil 14.- Eksen kayması ve açısal distorsiyon

59
GENEL ÖNLEMLER Mümkün olduğu durumlarda düşük hidrojenli dolgu malzemesi kullanmak Birleşim yüzeylerinin düzgün hazırlanmasına ve birleşim tasarımına özen göstermek Ön ısıtma ve kaynak sonrası ısıl işlemin sağlıklı uygulanması Ana malzeme mukavemetine uygun kaynak dolgu malzemesi seçilmesi Kaynak dolgu malzemesinin uygun şekilde muhafaza edilmesi ve taşınması Uygun eğitimin sağlanması

60
hata

61
referanslar İ.T.Ü. Kütüphanesi, Say 960, 1973-1980
1)-ANIK, Selâhaddin "Kaynak Tekniği Cilt l" İ.T.Ü. Kütüphanesi, Say 960, 2. Doç.Dr. Murat VURAL, “Kaynak ve Birleştirme Teknolojisi”
-ANIK, Selâhaddin Kaynak Tekniği Cilt l İ.T.Ü. Kütüphanesi, Say 960, Doç.Dr. Murat VURAL, Kaynak ve Birleştirme Teknolojisi")
Benzer bir sunumlar







>")
>")




>")








