Sunuyu indir
1
ÇELİKLERE UYGULANAN ISIL İŞLEMLER

3
Isıl İşlemin Tarifi Genel anlamda ısıl işlem, metal veya alaşımlara istenilen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Isıl işlemin Türk Standartlarındaki (TS 1112) tanımı ise; katı haldeki metal veya alaşımlara belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine zamanlanarak uygulanan ısıtma ve soğutma işlemleri olarak verilmektedir. Çeliklere uygulanan bütün temel ısıl işlemler, iç yapının dönüşümü ile ilgilidir. Dönüşüm ürünlerinin türü, bileşimi ve metalografik yapısı çeliğin fiziksel ve mekanik özelliklerini büyük ölçüde etkiler. Başka bir deyişle; bir çeliğin fiziksel ve mekanik özellikleri içerdiği dönüşüm ürünlerinin cinsine, miktarına ve metalografik yapısına bağlıdır.
 tanımı ise; katı haldeki metal veya alaşımlara belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine zamanlanarak uygulanan ısıtma ve soğutma işlemleri olarak verilmektedir. Çeliklere uygulanan bütün temel ısıl işlemler, iç yapının dönüşümü ile ilgilidir. Dönüşüm ürünlerinin türü, bileşimi ve metalografik yapısı çeliğin fiziksel ve mekanik özelliklerini büyük ölçüde etkiler. Başka bir deyişle; bir çeliğin fiziksel ve mekanik özellikleri içerdiği dönüşüm ürünlerinin cinsine, miktarına ve metalografik yapısına bağlıdır.")
4
Isıtılan Sıcaklıkta bekletme Soğutma
Isıl İşlemin Genel Uygulaması Isıtma Isıtılan Sıcaklıkta bekletme Soğutma Isıl işlem uygulanacak çelikleri içerdiği karbon oranına göre iki farklı grupta toplayabiliriz; 1-Ötektoid altı çelikler (%C <0,8), 2-Ötektoid üstü çelikler (%C > 0,8)
, 2-Ötektoid üstü çelikler (%C > 0,8)")
5
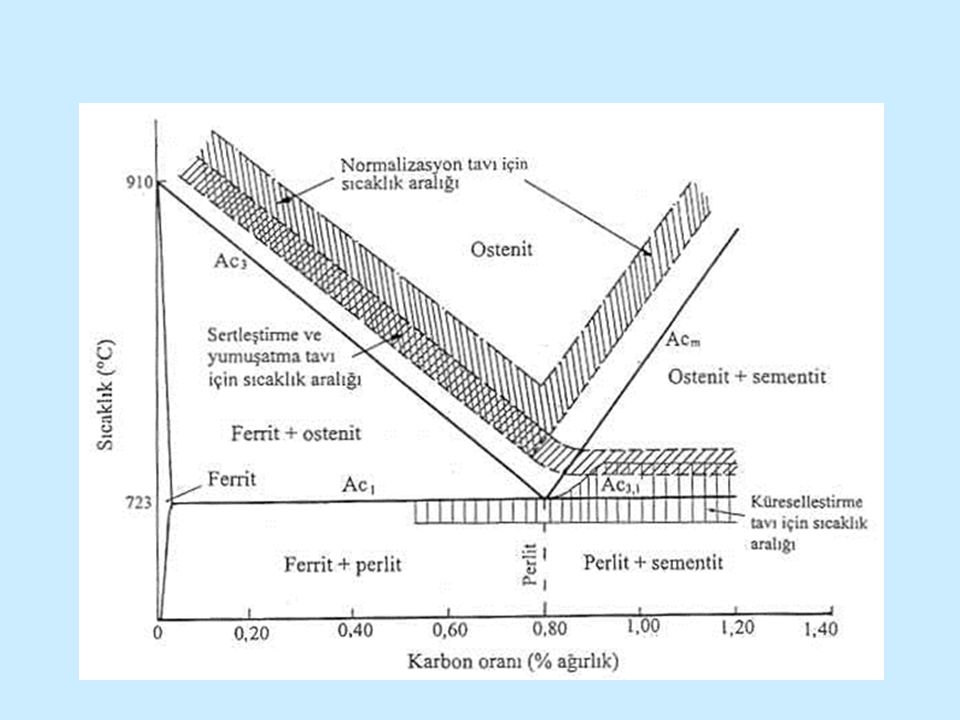
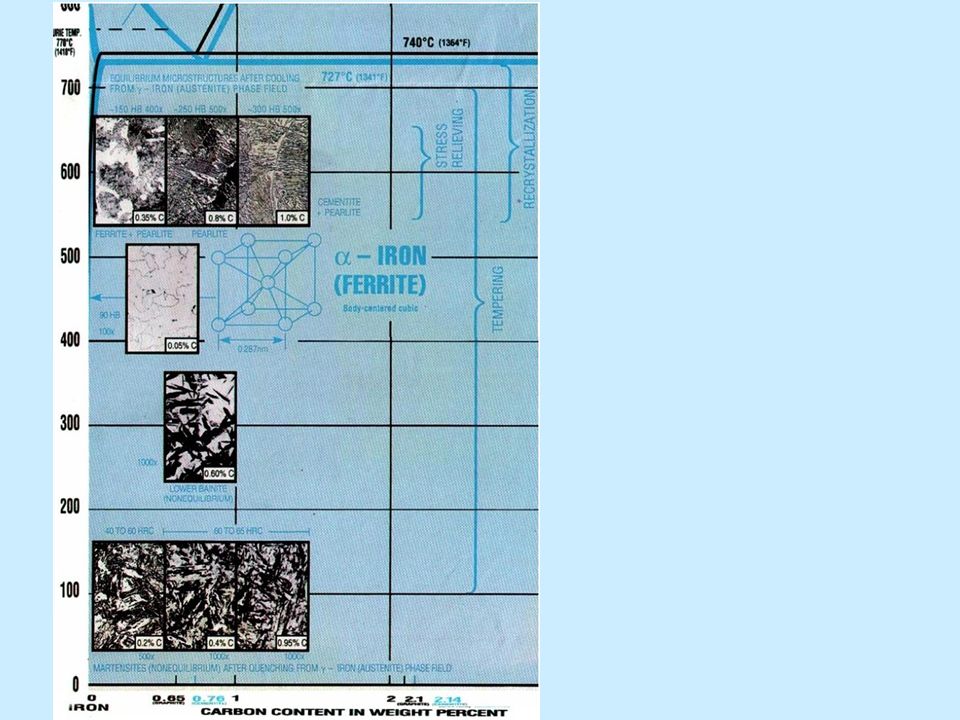
Şekil 1- Demir – Karbon denge diyagramı
Geri

6
Çeliğin ısıl işlemine ostenitleştirme (ostenizasyon) ile başlanır.
Ostenitleştirme; çeliğin uygun bir sıcaklığa kadar yavaşça ısıtılıp, yapısının tamamen ostenite dönüşmesine kadar (yani iç yapının her bölgede benzer yapı göstermesine kadar) tavlanması anlamına gelir. Ostenitleştirme için çelik malzeme, alt kritik sıcaklık çizgisinin (Ac1) üzerindeki bir sıcaklığa kadar ısıtılır. Şekil 1
 tavlanması anlamına gelir. Ostenitleştirme için çelik malzeme, alt kritik sıcaklık çizgisinin (Ac1) üzerindeki bir sıcaklığa kadar ısıtılır. Şekil 1.")
7
Ötektoid altı çelikler, üst kritik sıcaklık çizgisinin (Ac3) ºC üzerindeki sıcaklıklarda ostenitleştirme işlemine tabi tutulurlar. Ac3 çizgisinin altındaki sıcaklıklarda ise ötektoid dışı ferrit bulunur ve bu fazın oranı çeliğin karbon oranına bağlıdır. Bu da çelik içerisinde yumuşak bölgelerin oluşmasına neden olur ve böylece malzemenin sertleşmesi engellenir. Ötektoid üstü çelikler ise, Ac1 ile bu çeliklere ait üst kritik sıcaklık çizgisi (Acm) arasındaki sıcaklıklarda ostenitleştirilir. Acm çizgisi ani olarak yükseldiğinden, bütün yapıyı ostenitleştirmek için çok yüksek sıcaklıklara çıkmak gerekir. Isıtılan çelik, uygulanan ısıl işlem türüne göre bu sıcaklıkta belirli bir süre bekletilir ve belirli bir soğuma hızında soğutulur. Şekil 1
 arasındaki sıcaklıklarda ostenitleştirilir. Acm çizgisi ani olarak yükseldiğinden, bütün yapıyı ostenitleştirmek için çok yüksek sıcaklıklara çıkmak gerekir. Isıtılan çelik, uygulanan ısıl işlem türüne göre bu sıcaklıkta belirli bir süre bekletilir ve belirli bir soğuma hızında soğutulur. Şekil 1.")
8
Isıl İşlem Uygulamasında Dikkat Edilecek Hususlar;
Çarpılmanın önlenebilmesi için soğuk şekil değişimine tabi tutulmuş, yani aşırı ölçüde iç gerilme içeren malzemelerin, gerilmesiz malzemelere göre daha yavaş ısıtılması gerekir. Ayrıca, kesit değişikliği gösteren parçaların ısıtılması sırasında ince ve kalın kesitlerdeki ısınma veya sıcaklık artış hızları arasındaki farklar da dikkate alınmalıdır. Sıcaklık etkisiyle parçada meydana gelebilecek çarpılmayı en aza indirmek için, ince kısımları kalın kısımlara göre daha yavaş ısıtılması gerekir. Isıl işlem sırasındaki hasar riskini azaltmak amacıyla çelikler genelde yavaş ısıtılırlar.

9
Dekarbürizasyon (karbon atomlarının iç yapıdan kopması) ve
Çeliğin iç yapısının tamamen değiştiği bu sıcaklıklara çıkartılmasında, çelikte; Çarpılma Çatlama Oksidasyon Dekarbürizasyon (karbon atomlarının iç yapıdan kopması) ve Tane büyümesi gibi istenmeyen durumlar meydana gelebilir. Bu nedenle çelikler olabildiğince düşük sıcaklıklarda ostenitleştirilirler.
 ve. Tane büyümesi. gibi istenmeyen durumlar meydana gelebilir. Bu nedenle çelikler olabildiğince düşük sıcaklıklarda ostenitleştirilirler.")
10
Temel Isıl İşlemler Geri
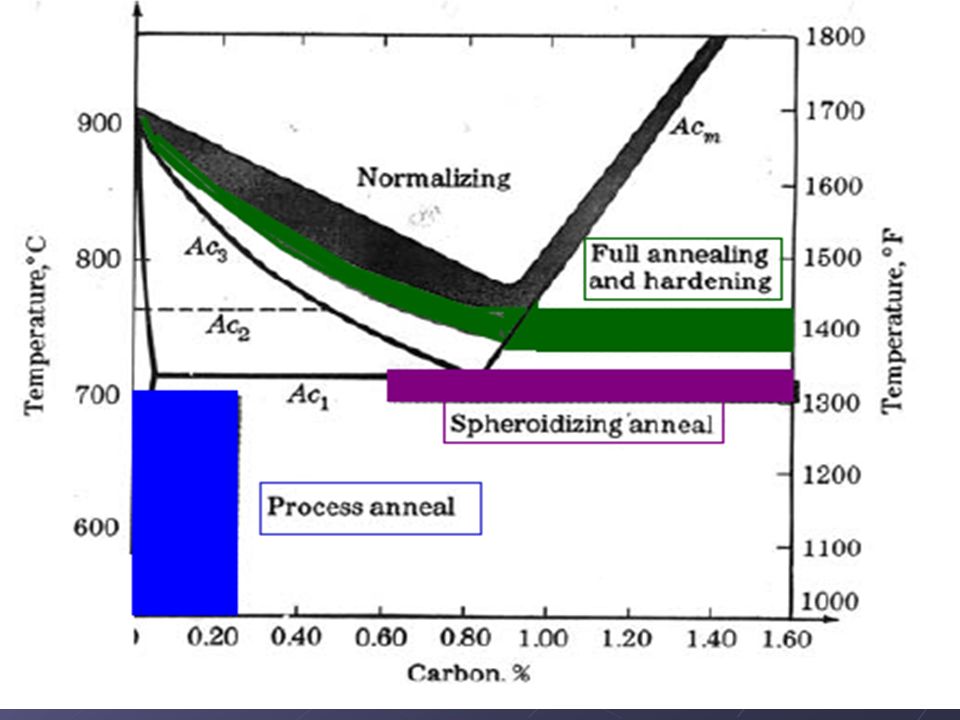
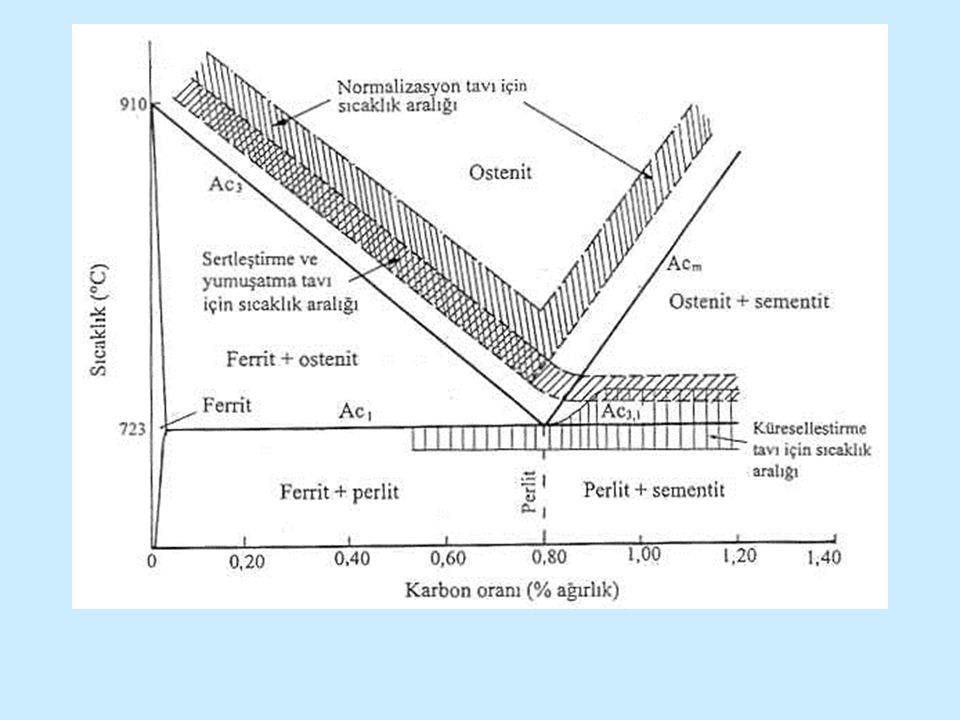
Şekil 2- Alaşımsız çeliklere uygulanan yumuşatma, normalizasyon, küreselleştirme ve sertleştirme işlemleri için tavlama sıcaklık aralıkları

12
1-GERİLİM GİDERME TAVI (STRESS RELIEVING)
Temel Isıl İşlemler 1-GERİLİM GİDERME TAVI (STRESS RELIEVING) Gerilim giderme tavı şekil verme, döküm veya kaynak işlemlerinden doğan iç gerilmeleri azaltmak amacı ile çelik parçaları, genellikle ºC arasında ısıtma ve sonra yavaş yavaş soğutma işlemidir. 2-NORMALİZE TAVI (NORMALIZING) Normalize tavı çelik malzemenin kristal yapısını daha homojen, daha ince bir hale getirmek ve bir sonraki ısıl işleminde karbürün uygun şekilde dağılmasını sağlamak amacıyla çeliğin kritik sıcaklığının 40-60ºC üstünde tavlanıp havada soğutulmasıdır (Şekil 2). Şekil 2
 Gerilim giderme tavı şekil verme, döküm veya kaynak işlemlerinden doğan iç gerilmeleri azaltmak amacı ile çelik parçaları, genellikle ºC arasında ısıtma ve sonra yavaş yavaş soğutma işlemidir. 2-NORMALİZE TAVI (NORMALIZING) Normalize tavı çelik malzemenin kristal yapısını daha homojen, daha ince bir hale getirmek ve bir sonraki ısıl işleminde karbürün uygun şekilde dağılmasını sağlamak amacıyla çeliğin kritik sıcaklığının 40-60ºC üstünde tavlanıp havada soğutulmasıdır (Şekil 2). Şekil 2.")
13
3-SU VERME İŞLEMİ (QUENCHING)
Temel Isıl İşlemler 3-SU VERME İŞLEMİ (QUENCHING) Belli bir sıcaklığa kadar (genellikle ºC) ısıtılmış çeliğin cinsine göre su, yağ veya tuz banyolarında soğutularak martensit bir yapı sağlamasına su verme işlemi denir. Soğutma hızı, parçanın büyüklüğüne, çeliğin sertleşebilme yeteneğine ve su verme ortamına bağlı olarak değişir. En fazla arzu edilen su verme hızı, en uygun sertlik sağlamaya yarayan en ağır soğutma hızıdır. Soğutma hızı çok yüksek olursa parçada çatlaklar oluşur, çok düşük olması halinde de uygun sertlik elde edilemez (Şekil 2). Şekil 2
 Belli bir sıcaklığa kadar (genellikle ºC) ısıtılmış çeliğin cinsine göre su, yağ veya tuz banyolarında soğutularak martensit bir yapı sağlamasına su verme işlemi denir. Soğutma hızı, parçanın büyüklüğüne, çeliğin sertleşebilme yeteneğine ve su verme ortamına bağlı olarak değişir. En fazla arzu edilen su verme hızı, en uygun sertlik sağlamaya yarayan en ağır soğutma hızıdır. Soğutma hızı çok yüksek olursa parçada çatlaklar oluşur, çok düşük olması halinde de uygun sertlik elde edilemez (Şekil 2). Şekil 2.")
14
Temel Isıl İşlemler 4-MENEVİŞLEME (TEMPERING) Menevişleme, ısıl işlem sonucu sertleştirilmiş bir çeliğin su verme sonunda soğutmadan ileri gelen gerginlikleri gidermek ve çeliğin sahip olduğu martensitik özlülüğünü ve direncini arttırmak için genellikle ºC arasında ısıtılarak ve uygun bir hızla soğutularak gevrekliğini giderme işlemidir. Çatlamaları en aza indirebilmek için meneviş işleminin su verme işleminden hemen sonra yapılması gerekir.

15
Temel Isıl İşlemler 5-SEMENTASYON (YÜZEY SERTLEŞTİRME) Sementasyon işlemi, düşük karbonlu çelik parçasının yüzeyine karbon emdirilmesi işlemidir. Karbon emdirilmesi işlemi, çelik parçasının karbon monoksit (CO) içeren bir ortamda östenit faz sıcaklığına ( ºC) kadar ısıtılmasıyla gaz-metal tepkimesi sonucu oluşur. Çelik parça, sementasyon sıcaklığında yüzeyden çekirdeğe doğru karbon difüzyonunun istenen derinliğe kadar ilerlemesi için yeterli süre tutulur. Bu süreye sementasyon zamanı adı verilir. Bu süre içinde çelik parçanın yüzeyinden içeriye doğru difüz eden karbonun ilerleme derinliğine sementasyon derinliği adı verilir.
 içeren bir ortamda östenit faz sıcaklığına ( ºC) kadar ısıtılmasıyla gaz-metal tepkimesi sonucu oluşur. Çelik parça, sementasyon sıcaklığında yüzeyden çekirdeğe doğru karbon difüzyonunun istenen derinliğe kadar ilerlemesi için yeterli süre tutulur. Bu süreye sementasyon zamanı adı verilir. Bu süre içinde çelik parçanın yüzeyinden içeriye doğru difüz eden karbonun ilerleme derinliğine sementasyon derinliği adı verilir.")
16
TAVLAMA (yumuşatma tavı)
İstenilen yapısal, fiziksel ve mekanik özellikleri elde etmek ve talaş kaldırmayı veya soğuk şekillendirmeyi kolaylaştırmak amacıyla metal malzemelerin uygun sıcaklıklara kadar ısıtılıp, gerekli değişikler sağlanıncaya kadar bu sıcaklıkta tutulması ve sonradan yavaş soğutulması işlemine tavlama denir (Şekil 3). Şekil 3- Tavlama işleminin şematik gösterimi
. Şekil 3- Tavlama işleminin şematik gösterimi.")
18
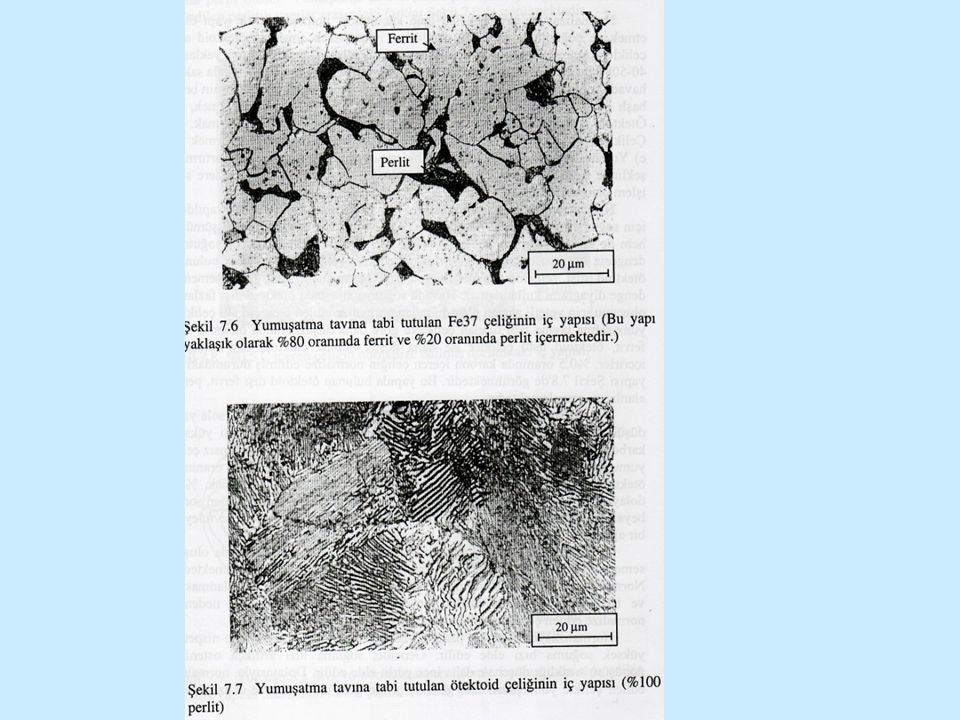
Yumuşatma Tavı Yumuşatma tavı, çelik iç yapısındaki tane boyutunu küçülterek sertliği azaltmak, talaş kaldırmayı kolaylaştırmak veya döküm ve dövme parçalarındaki iç gerilmeleri gidermek amacı ile; Ötektoid altı çelikleri Ac3, ötektoid üstü çelikleri ise Ac1 çizgilerinin üzerindeki belirli sıcaklıklara kadar ısıtıp, iç yapılarını ostenite dönüştürdükten sonra fırın içerisinde tutarak çok yavaş soğutulma işlemidir. % 0,2 C içeren iri taneli ötektoid altı bir çelik parçanın tanelerinin tavlama işlemi sırasında iç yapısında meydana gelen değişimler şu şekildedir; a) İlk veya orijinal yapı iri ferrit ve perlit tanelerinden oluşmaktadır (Şekil 4).
 İlk veya orijinal yapı iri ferrit ve perlit tanelerinden oluşmaktadır (Şekil 4).")
19
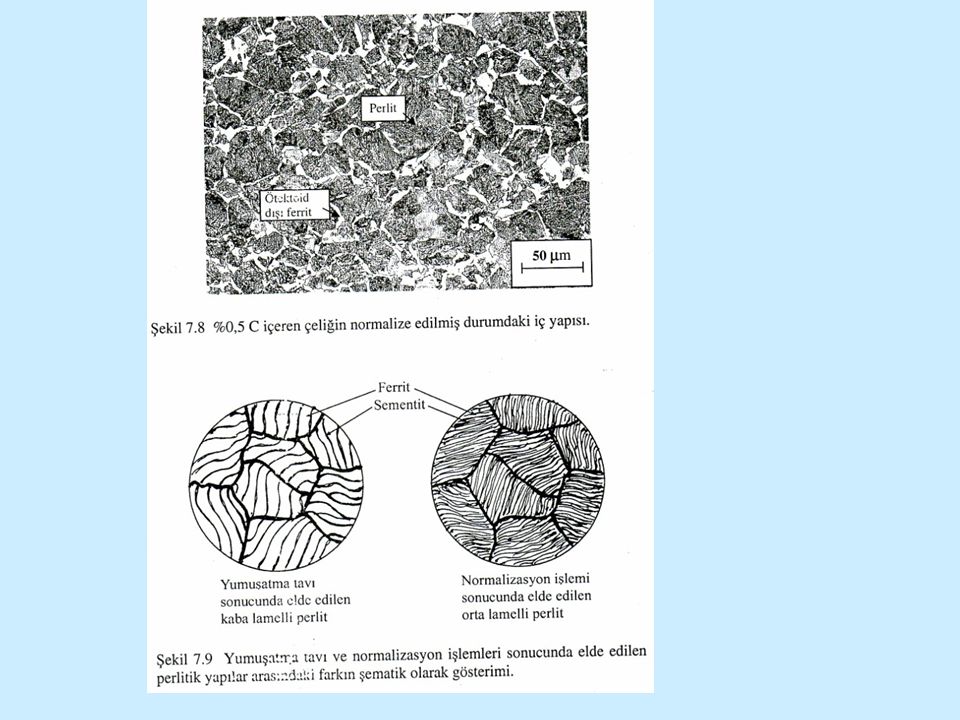
Şekil 4- Düşük karbonlu çeliğin iç yapısı
Geri Şekil 5- %0,2 C içeren çeliğin iç yapısında tavlama işlemi sırasında meydana gelen değişimlerin şematik gösterimi Şekil 6- Ötektoid üstü çeliklerin iç yapısı

20
b) Ac1 çizgisinin hemen üzerindeki bir sıcaklıkta perlit ince taneli ostenite dönüşürken, ferrit yapıda aynen kalır. Eğer bu sıcaklıktan soğutmaya geçersek ferrit iri taneleri değişmediğinden tane boyutunda herhangi bir değişme olmaz (Şekil 5). c) Ac3 çizgisinin üzerindeki bir sıcaklıkta yapı tamamen ince taneli ostenite dönüşür (Şekil 5). d) Parça oda sıcaklığına soğutulduğunda, ince ferrit taneleri ile küçük perlit bölgelerini içeren bir iç yapı oluşur (Şekil 5). Şekil 5
. c) Ac3 çizgisinin üzerindeki bir sıcaklıkta yapı tamamen ince taneli ostenite dönüşür (Şekil 5). d) Parça oda sıcaklığına soğutulduğunda, ince ferrit taneleri ile küçük perlit bölgelerini içeren bir iç yapı oluşur (Şekil 5). Şekil 5.")
21
Buradan; ötektoid altı çeliklerin yumuşatma tavına tabi tutulabilmeleri için Ac3 çizgisinin üzerindeki uygun sıcaklıklarda tavlanmalarının gerekli olduğu sonucu ortaya çıkmaktadır. (Ac3 Üstüne çıkılmazsa tane incelmez) Ötektoid altı çeliklerin sağlıklı biçimde ısıl işleme tabi tutulabilmeleri için, önce homojen bir ostenitik yapıya sahip olmaları gerekir. Bunun için, ostenitleştirme sıcaklığına kadar ısıtılan çelik malzemelerin her 25 mm et kalınlığı için 1 saatlik bir süre o sıcaklıkta tavlanmaları tavsiye edilir.

22
Ötektoid üstü çelikler Ac3,1 çizgisinin yaklaşık 50ºC üzerindeki sıcaklıklarda ostenitleştirme işlemine tabi tutulurlar. Bu sıcaklıklarda tutulan çelikler, ostenit ve sementit fazlarını içerir. Bu sıcaklıklardan çeliklere su verildiğinde sementit parçacıkları yapıda aynen kalır. Yapıdaki sementit fazı sertliği azaltmadığı gibi, çeliklerin aşınma dirençlerini de artırır. Bu nedenle ötektoid üstü çeliklerin tamamen ostenitleşmesine gerek yoktur.( dönüşümde her halukarda sementit fazı kalır) Bu çelikler Ac3,1 çizgisinin en az 10ºC üzerindeki bir sıcaklıkta tavlanırlar. Şekil 6
 Bu çelikler Ac3,1 çizgisinin en az 10ºC üzerindeki bir sıcaklıkta tavlanırlar. Şekil 6.")
23
Yumuşatma tavına tabi tutulan ötektoid üstü çeliklerin iç yapıları kaba lamelli perlit alanları ile bunları çevreleyen ötektoid dışı sementit fazından oluşur Bu yapıdaki perliti çevreleyen sementit ağı sert ve gevrektir. İç yapıda kalın ve sert tane sınırlarının bulunması, çeliklerin talaşlı yöntemle işlenmelerini zorlaştırır. Bu nedenle yumuşatma tavı, ötektoid üstü çeliklere son işlem olarak uygulanmaz. Ötektoid üstü yumuşatma tavı uygulanmış çeliklere küreselleştirme tavı uygulanarak işlenmeye elverişli hale getirilirler.

26
Normalizasyon (Normalleştirme) Tavı:
Normalizasyon tavı genelde tane küçültmek, homojen bir iç yapı elde etmek ve çoğunlukla mekanik özellikleri iyileştirmek amacıyla ötektoid altı çelikleri Ac3 ve ötektoid üstü çelikleri Acm dönüşüm sıcaklıklarının yaklaşık olarak 40-50oC üstündeki sıcaklıklara kadar ısıtıp ,tavlandıktan sonra fırın dışında sakin havada soğutma işlemidir

27
Normalizasyon tavının belli başlı amaçları;
a) tane küçültmek, b) homojen bir iç yapı elde etmek, c) ötektoid üstü çeliklerde tane sınırlarında bulunan karbür ağını dağıtmak, d) çeliklerin işlenme özelliklerini iyileştirmek, e) mekanik özellikleri iyileştirmek ve f) yumuşatma tavına tabi tutulmuş çeliklerin sertlik ve mukavemetlerini artırmak şeklinde sıralanabilir. Bu nedenlerle normalizasyon tavı, çeliklere uygulanan son ısıl işlem olabilir.
 tane küçültmek, b) homojen bir iç yapı elde etmek, c) ötektoid üstü çeliklerde tane sınırlarında bulunan karbür ağını dağıtmak, d) çeliklerin işlenme özelliklerini iyileştirmek, e) mekanik özellikleri iyileştirmek ve. f) yumuşatma tavına tabi tutulmuş çeliklerin sertlik ve mukavemetlerini artırmak. şeklinde sıralanabilir. Bu nedenlerle normalizasyon tavı, çeliklere uygulanan son ısıl işlem olabilir.")
28
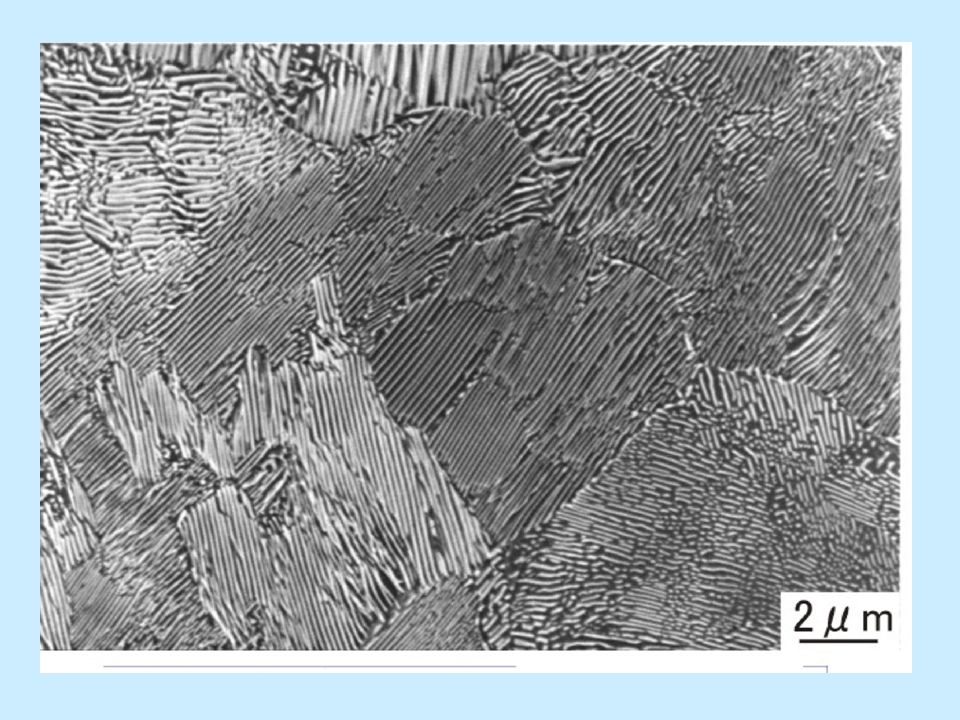
Yumuşatma tavına tabi tutulan ötektoid üstü çeliklerin yapısında oluşan sementit ağının, bu çeliklerin mukavemetini düşürdüğü bilinmektedir. Normalizasyon tavı, ötektoid üstü çeliklerdeki sementit ağının parçalanmasını ve bazı durumlarda da büyük ölçüde giderilmesini sağlar. Bu nedenle, normalize edilen çeliklerin mukavemetinde artış görülür. Normalizasyon tavında, parçanın havada soğutulması nedeniyle nispeten yüksek soğuma hızı elde edilir. Genelde, soğuma hızı arttıkça ostenitin dönüşüm sıcaklığı düşer ve daha ince ve yüksek oranda perlit elde edilir.

30
Callister

31
Ferrit çok yumuşak, sementit ise çok sert bir fazdır.
Normalize edilen çeliğin yapısında bulunan sementit katmanlarının birbirine yakın veya sık olarak dizilmeleri nedeniyle çeliğin sertliği artar. Yumuşatma tavı ile elde edilen kaba perlitin sertliği 10 RSD-C civarında iken, normalizasyon işlemi sonucunda elde edilen perlitin sertliği yaklaşık 20 RSD-C değerine ulaşır. Normalize edilen çelikler, yumuşatma tavı gören çeliklerden daha ince ve daha yüksek oranda perlitik yapı içerirler. Bu nedenle, normalize edilen çelikler yumuşatma tavına tabi tutulan çeliklerden çok daha sert ve mukavemetli olurlar.

32
Tablo 1- Çeliklerin yumuşatma tavına tabi tutulmuş ve normalize edilmiş durumlardaki mekanik özellikleri

34
tutma T ısıtma OT T S T N zaman Tavlama fırında soğutma RC 15 Normalizasyon havada soğutma RC 30 Sertleştirme suda soğutma RC 65 Temperleme su verme sonrası ısıtma RC 55 Ostemperleme belli bir sıcaklığa RC soğutma ve tutma

35
©2003 Brooks/Cle, a division of Thomson Learning, Inc
©2003 Brooks/Cle, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license.

36
Normalizasyon/Tavlama
Normalizasyon - ~5-10°C/dak Tavlama - ~1°C/dak Normalizasyon sebepleri (dökümler/plakalar vs.) * tane boyutunu tasviye * mukavemeti artırma * tokluğu artırma * Tg sıcaklığını düşürme (örn. basınç kapları, gemi plakaları, boru hatları
 * tane boyutunu tasviye. * mukavemeti artırma. * tokluğu artırma. * Tg sıcaklığını düşürme. (örn. basınç kapları, gemi plakaları, boru hatları.")
37
Tavlama (1oC/d.) – sa: 250 MPa – % genleme/2 in: 37 • Normalizasyon (10oC/min) – sa: 310 MPa – % genleme/2 in: 35 Mekanik özellikler: Normalize yapılar daha mukavimdir, çünkü; • daha ince perlit • perlit daha çok • α tane boyutu daha ince

38
Küreselleştirme Tavı:
Küreselleştirme tavı, çelikleri Ac1 sıcaklık çizgisi civarında uzun süre tuttuktan ve bu bölgede salınımlı olarak tavladıktan sonra, yavaş soğutma ile karbürlerin küresel şekle dönüştürülmesi işlemidir Bu işlem, ostenitleştirmeden sonra kontrollü soğutma ile de yapılabilir. Yumuşatma tavı işleminde belirtildiği gibi, tavlanmış durumdaki ötektoid üstü çelikler iç yapılarında sert ve gevrek sementit tanelerinin bulunması nedeniyle işlenmeye elverişli değildir. Bu tür çeliklerin işlenmesini kolaylaştırmak ve sünekliğini artırmak amacıyla da küreselleştirme tavı kullanılır.

41
Küreselleştirme tavı aşağıdaki yöntemlerden biri ile gerçekleştirilir.
a) Çelik malzeme Ac1 çizgisinin hemen altındaki bir sıcaklığa (örneğin 700oC) uzun süre (15-25 saat) tavlanır. b) Çelik malzeme, düşük kritik sıcaklık çizgisinin (Ac1) hemen altında ve üstündeki sıcaklıklar arasında ısıtılıp soğutulur, yani salınımlı olarak tavlanır. c) Malzeme Ac1 kritik sıcaklık çizgisinin üzerindeki bir sıcaklıkta tavlandıktan sonra ya fırında çok yavaş soğutulur, ya da Ac1 çizgisinin hemen altındaki bir sıcaklıkta uzunca bir süre tutulur.
 Çelik malzeme Ac1 çizgisinin hemen altındaki bir sıcaklığa (örneğin 700oC) uzun süre (15-25 saat) tavlanır. b) Çelik malzeme, düşük kritik sıcaklık çizgisinin (Ac1) hemen altında ve üstündeki sıcaklıklar arasında ısıtılıp soğutulur, yani salınımlı olarak tavlanır. c) Malzeme Ac1 kritik sıcaklık çizgisinin üzerindeki bir sıcaklıkta tavlandıktan sonra ya fırında çok yavaş soğutulur, ya da Ac1 çizgisinin hemen altındaki bir sıcaklıkta uzunca bir süre tutulur.")
42
Yüksek sıcaklıtaki tavlama işlemi, çeliğin içersindeki perlitik yapı ile sementit ağının parçalanarak dağılmasına neden olur. Küreselleştirme tavı sonucunda, ferritik bir matris ile bunun içersinde dağılmış durumda bulunan küre biçimindeki karbürlerden oluşan bir iç yapı elde edilir. Küreselleştirme tavı sonunda çeliğin sertliği azalır, buna karşılık sünekliliği artar. Bu işlem sonucunda, ötektoid üstü çelikler işlenmeye elverişli hale gelir.

43
Microstructure of SPHEROİDİTE, with Fe3C particles dispersed in a ferrite matrix ( 850)
(From ASM Handbook, Vol. 7, (1972), ASM International, Materials Park, OH )
, ASM International, Materials Park, OH )")
44
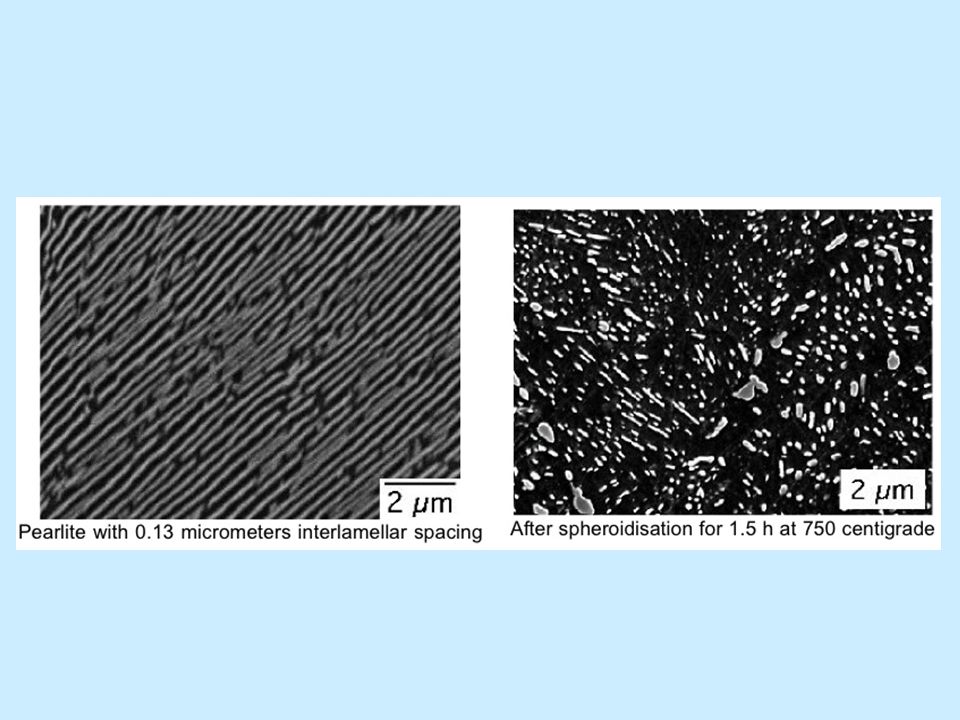
Spheroidite of a carbon steel

45
Spheroidisation

47
Küreselleştirme tavı, daha çok yüksek karbonlu çeliklere uygulanır.
Düşük karbonlu çelikler nadiren küreselleştirme tavına tabi tutulurlar. Çünkü; bu tür çelikler küreselleştirme tavı sonunda çok yumuşarlar ve bu aşırı yumuşama talaşlı işlem sırasında bazı zorluklar doğurur. Orta karbonlu çelikler ise yeterli ölçüde süneklilik kazanmaları için plastik şekil verme işleminden önce, bazen küreselleştirme tavına tabi tutulurlar. Yumuşatma, küreselleştirme ve normalizasyon işlemleri çelikleri işlenmeye elverişli hale getirmek amacıyla uygulanır. Ancak, uygulanacak ısıl işlem çeliğin karbon oranına göre seçilir.

48
Gerilim Giderme Tavı ve Ara Tavı
Gerilim giderme tavı; döküm, kaynak ve soğuk şekil verme işlemlerinden kaynaklanan iç gerilmeleri azaltmak amacıyla, metalik malzemeleri dönüşüm sıcaklıklarının altındaki uygun bir sıcaklığa kadar ısıtma ve sonra yavaş soğutma işlemidir. Bu işlem, bazen dönüşüm sıcaklığı veya kritik sıcaklık altı tavı olarak da adlandırılır. Çelik malzemeler 540oC ile 630oC sıcaklıkları arasında gerilme giderme tavına tabi tutulurlar.

49
Ara Tavı Ara tavı ise; gerilme giderme tavına çok benzeyen bir işlem olup, ötektoid altı çeliklerden sac ve tel yapımında soğuk şekillendirmeye devam edebilmek için çelik malzemelerin Ac1 dönüşüm sıcaklığının hemen altındaki bir sıcaklığa ( oC) kadar ısıtılıp, yeniden kristalleşme sağlandıktan sonra yavaş soğutulması işlemidir.
 kadar ısıtılıp, yeniden kristalleşme sağlandıktan sonra yavaş soğutulması işlemidir.")
51
Uygulama: Ötektoit altı, ötektoit üstü çelik numuneler: 1- Yumuşatma tavı (mikroyapı-Sertlik) 2- Normalizasyon (mikroyapı-sertlik) 3- Su verme (mikroyapı-Sertlik) 4- küreselleştirme (mikroyapı-Sertlik)
 4- küreselleştirme (mikroyapı-Sertlik)")
















>")

 ostenit içinde karbon difüzyonu ve düşük sıcaklıklarda (≈ 750 oC) ferrit içinde mangan difüzyonu sonucu.>")



