Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
DÖKÜM TEKNOLOJİSİ ERİTME VE DÖKÜM Yrd. Doç. Dr. Erdal KARADENİZ
İMAL USULLERİ DÖKÜM TEKNOLOJİSİ ERİTME VE DÖKÜM Yrd. Doç. Dr. Erdal KARADENİZ

2
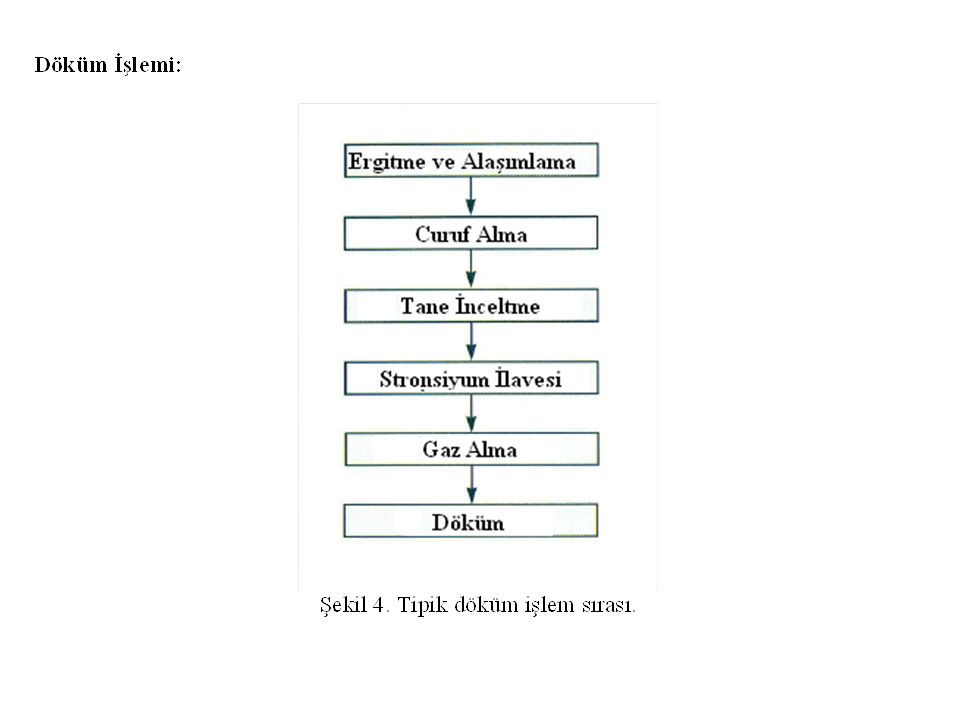
*Dökülecek metali eriterek, döküm sıcaklığına ulaştırmak
için eritme ocaklarından yararlanılır. *Eritme işlemleri, bu işlem sırasında gerçekleşen kimyasal bileşim değişimlerinin seviyesine göre üç sınıfa ayrılabilir: ERİTME : Burada eritme sırasında malzemenin kimyasal bileşiminde değişiklik söz konusu değildir. ERİTME VE BİLEŞİM AYARLAMA : Ocağın sıcaklık ve atmosferine bağlı olarak bileşimde sınırlı değişiklikler olur. ( Kupol ocağında dökme demir içindeki Si ve Mn’nın azalarak C, S ve P nin artması ) ERİTME VE ALAŞIM HAZIRLAMA : Burada eritme ve alaşım hazırlama birlikte yapılır. Döküme geçmeden önce belirli aralıklarla analizler yapılarak alaşımın kimyasal bileşimi ayarlanır. (Siemens – Martin ocağında çelik üretimi)
 ERİTME VE ALAŞIM HAZIRLAMA : Burada eritme ve alaşım hazırlama birlikte yapılır. Döküme geçmeden önce belirli aralıklarla analizler yapılarak alaşımın kimyasal bileşimi ayarlanır. (Siemens – Martin ocağında çelik üretimi)")
4
ALAŞIMLANDIRMA TABLETLERİ Uygulama:
Tablet Alaşımlar ergitme ocaklarının yanında bekletme ocaklarına da uygulanabilir. Eriyik metal içine gerekli ürün miktarı ilave edilir. Ürünün eriyik metal içinde tam erimesi sağlanır. Homojen bir dağılım için tam bir karışım yapılır ve cüruf alınır. ALUMİNYUM MASTER ALAŞIMLAR TANIMI İÇERİK MAKS. % SAFSIZLIK Cu Si Mn Fe Ni Mg Diğer AlSi veya 50%Si , , ,1 AlSr , 10, 12, 15% Sr , , , , ,1 AlTi % veya 10% Ti , ,3 0, ,3 0, , ,05 AlMg 10,20,40,50,68% Mg 0, ,3 0, ,3 0, ,1 AlTi5B %Ti,1%B , ,3 0, ,3 0, , ,1 AlTi5B %Ti,0.6%B , ,3 0, ,3 0, , ,1 AlTi5B %Ti,0.2%B , ,3 0, ,3 0, , ,1 AlTi3B %Ti,1%B , ,3 0, ,3 0, , ,1 AlBe %,3% veya 5% Be 0, , , ,1

5
MASTER ALAŞIMLAR

6
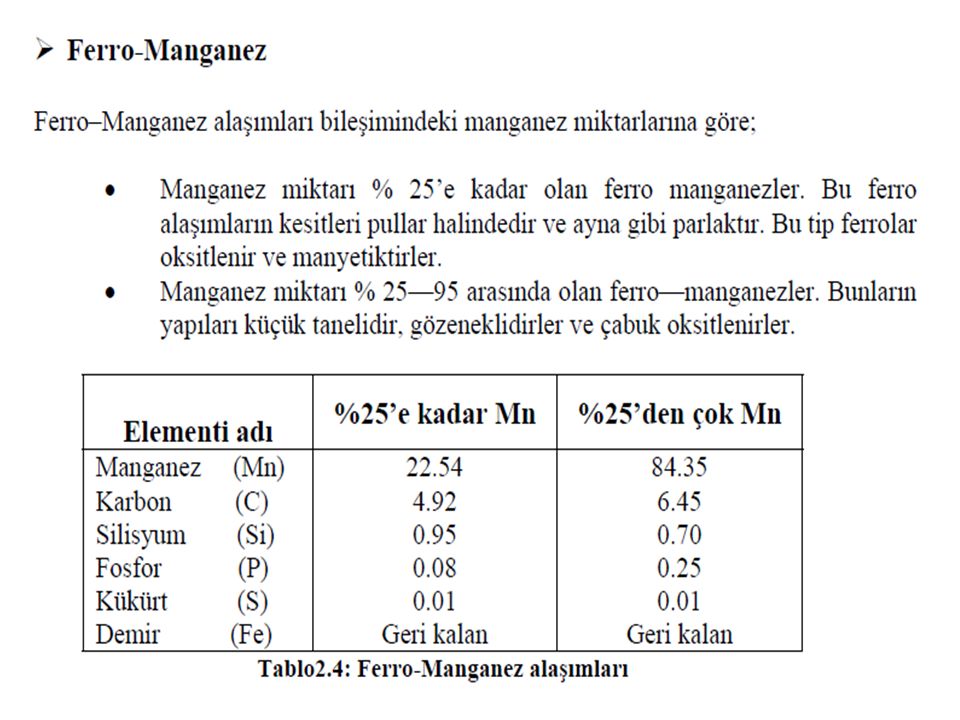
Ferro Alaşımları Dökme demirin bileşiminde yetersiz olan elementlerin istenilen miktarlara tamamlanması için kullanılan alaşımlardır. Bu alaşımlar, özel olarak hazırlanır ve ferrolar veya ferro alaşımları olarak tanımlanırlar. Ferro alaşımları, özel çelik dökümler ile özel alaşımlı dökme demirlerin yapımında veya ergitim anında yanarak eksilen elementlerin tamamlanmasında kullanılır. Ferro alaşımları genel olarak ergitme ocaklarında, ergitilecek vezinler ile birlikte katılır. Özel durumlarda toz halinde potaya da katılabilir. En çok kullanılan ferro alaşımları şunlardır:

9
Güç ergir ve çeşitli çelik dökümlerin yapımında kullanılır.
Ferro-Fosfor Bu alaşımın bileşiminde % 20—25 arasında fosfor bulunur. Esmer dökme demirin dökülmesini kolaylaştırmak, akıcılığını artırmak ve katılaşmasını geciktirmek için kullanılır. Az karbonlu çeliklere ise, sertliğini ve korozyona dayanımını artırmak için katılır. Ferro-Vanadyum Metal ve alaşımlara kullanılan ferro-vanadyum alaşımlarının bileşimlerinde % vanadyum % 7-11 silisyum % 1-4 arasında karbon bulunmaktadır.

10
Gaz Giderme En uygun ergime koşullarında dahi gazların (özellikle hidrojenin) sıvı metal içinde çözünmesine engel olunamaz. Çözünmüş gazların soğuma ve katılaşma sırasında metal eriğini terk etmesi gerekir. Katılaşma sırasında açığa çıkan bu gazlar, eriyik dışına çıkamaz ise parça içinde gözeneklerin ve gaz boşluklarının oluşmasına ve malzeme özelliklerini olumsuz etkilenmesine neden olur. Gazların açığa çıkmasını önleyen bir diğer etken de basınçtır. Yüksek basınç altında sıvı metal gaz çözünürlüğü yüksek olacağından, örneğin basınçlı döküm yönteminde gazların dışarı kaçması söz konu değildir. Bu gazlar katılaşma ve soğuma bitikten sonra malzeme içinde hapis kalırlar. Ancak bu tür parçalara sonradan ergitme elektroliz veya ısıtma uygulanırsa malzeme içinde aşırı doymuş olarak kalan bu gazlar kaçmaya çalıştığından kusurlara neden olabilir. Örneğin ergitme kaynağı yapılan basınçlı döküm parçalarda dikişler gözenekli olur.

11
Sıvı metallerde gaz çözünmesini önlemek için dikkat edilmesi gereken hususlar her metal için farklıdır, ancak bazı genel kurallar aşağıda verilmiştir: Döküm sıcaklığı mümkün olduğu kadar düşük seçilmelidir. Sıvı metal ile temas edecek tüm parçalar mümkün olduğu kadar kurutulmalıdır. Eriyik fazla bekletilmemeli, döküm en kısa sürede yapılmalıdır. Eriyik gerekmedikçe karıştırılmamalı ve üzerindeki koruyucu örtü dökümden hemen önce sıyrılmalıdır. Bütün bu önlemlere rağmen eriyik içindeki gazların tümüyle engel olunamayacağından, gerektiğinde gaz giderme işlemleri uygulanabilir. Bu işlemlerde sıvı metal, klor, azot, argon gibi nötr bir gazla süpürülür veya eriyik içinde bu tür gazlar açığa çıkaran katı maddeler daldırılır. Sıvı metal içinde yüksek gaz habbecikleri, eriyikten çözülmüş gazları ve yüzen oksit ve diğer metal olmayan kalıntıları süpürerek dışarı çıkarır. Gaz gidermede çok etkin, fakat pahalı bir yöntemde metali vakum altında eritmek veya erimiş metali, dökümden önce vakum altına alarak, gazdan arındırmaktır.

12
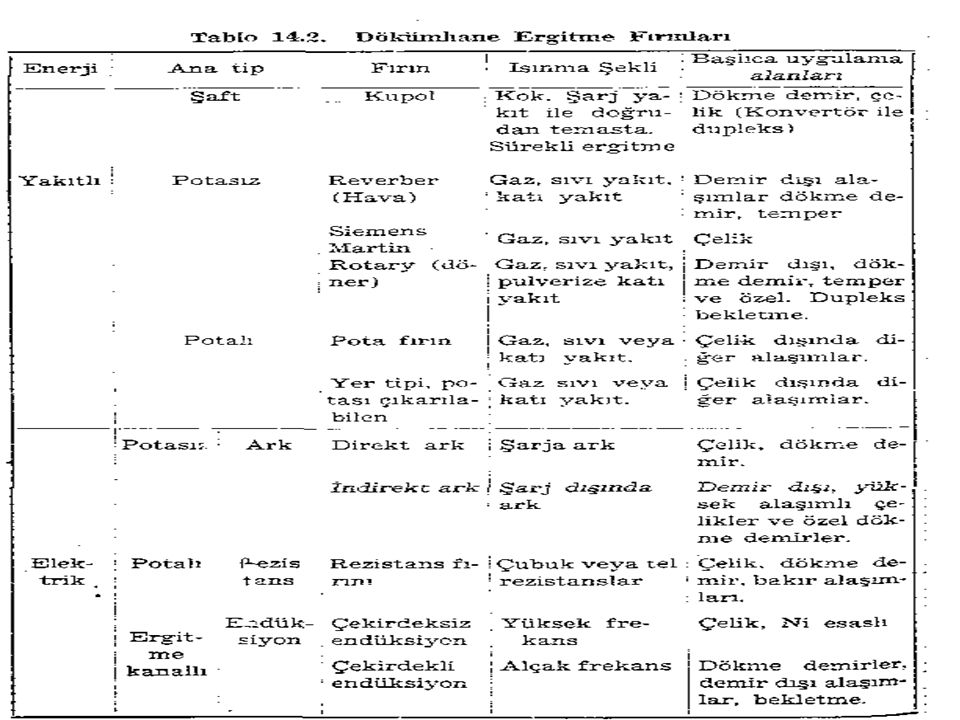
ERİTME OCAKLARI Bir dökümhane için en uygun eritme ocağının seçiminde dikkate alınması gereken başlıca kriterler şunlardır: * Dökülecek metal veya metallerin türü, kapasite ve çalışma sıcaklığı bakımından uygunluk. * İlk yatırım ve işletme giderlerinde ekonomiklik. * Özellikleri kontrol imkânları ve metalürjik temizlik. Metal döküm teknolojisinde yararlanılan eritme ocaklarının başlıcaları şunlardır: * Potalı ocaklar * Kupol ocağı * Elektirikli ocaklar * Havalı ocaklar * Konverterler * Siemens-Martin ocağı

14
POTALI OCAKLAR Sabit ve Devrilebilen olmak üzere iki tiptir.
Kapasiteleri 15 kg – 1000 kg arasıdır. Isı kaynağı olarak çoğunlukla gaz ve sıvı yakıtlar, bazen de kömür veya elektrik enerjisi kullanılır. Genellikle Al ve Cu alaşımları gibi düşük sıcaklıkta ergiyen demir dışı metaller eritilir. Gaz kontrolünün olmaması en büyük sıkıntısıdır.

15
Destek bloğu Yakıt Kapak Refrakter kaplama Kaldırmalı pota Dökme ağzı Çelik kabuk Potalı fırın Çerçeve Eğme kolu Potalı ocakların üç türü: (a) kaldırmalı pota, (b) erimiş metalin kepçeyle alınması gereken sabit tip, ve (c) Devrilen potalı ocak.
 kaldırmalı pota, (b) erimiş metalin kepçeyle alınması gereken sabit tip, ve (c) Devrilen potalı ocak.")
16
KUPOL OCAĞI

17
İşlem sırası; 1. Tabana bir kum tabakası dövülerek yapılır. 2. Kum tabakası üzerine uygun kalınlıkta kok tabakası doldurulur ve ateşlenir. 3. Ateşleme tamamlanınca, yükleme kapısından ocak içersine pik, hurda, kok ve kireçtaşı belli oranlarda ve birbirini izleyen tabakalar halinde üst üste yüklenir. 4. Erimiş metal kendi ağırlığı ile aşağı iner ve erime hava üfleme bölgesinde oluşur. 5. Erimiş metal belirli aralıklarla metal ağzından potaya alınır.

18
Kupol ocakları : * Sıvı dökme demir elde etmek için kullanılır. * Farklı boyutlarda yapılabilir, fakat 1-2 metre dış çaplılar yaygındır. * Kapasite olarak 20 ton/saat olabilir. * Sürekli eritme yapar. Seri üretime uygundur. * İlk yatırım ve işletme giderleri yönünden en ekonomik ocaktır. * Az yer tutar, kullanımı kolay, eritme süresi kısadır. * Bileşim ve sıcaklık zor kontrol edilebilir.

19
ELEKTRİKLİ OCAKLAR Elektrikli ocaklar üç gruba ayrılır: * Ark ocakları
* Endüksiyon ocakları * Direnç ocakları Elektrikli ocakların üstünlükleri : *3000oC gibi yüksek sıcaklıklara ulaşmak mümkündür. *Sıcaklık kontrolü kolaydır. *Çalışma ortamı temizdir. *Eritilen metalin bileşimi bozulmaz. Ayrıca arıtma ve alaşımlandırma gibi işlemler kolaylıkla gerçekleştirilebilir. *Her türlü alaşım için değişik kapasitelerde ocaklar geliştirilmiştir.

20
Ark Ocakları Endirekt ark ve direkt ark olmak üzere iki çeşittir.

22
* Eritme kapasiteleri daha düşük olan endirekt ark
ocakları ( en çok 1 ton ) genellikle demir dışı metal eritilmesinde kullanılır. Direkt ark ocakların kullanımı daha yaygındır. Pahalı bir yöntemdir, fakat yüksek sıcaklıkta eriyen kaliteli çeliklerin ve alaşımlı dökme demirlerin eritilmesinde tercih edilirler. Kapasiteleri ton arası olmakla birlikte yaygın kullanılanlar ton kapasiteli olanlarıdır.
 genellikle demir dışı metal. eritilmesinde kullanılır. Direkt ark ocakların kullanımı daha yaygındır. Pahalı. bir yöntemdir, fakat yüksek sıcaklıkta eriyen kaliteli. çeliklerin ve alaşımlı dökme demirlerin eritilmesinde. tercih edilirler. Kapasiteleri ton arası olmakla. birlikte yaygın kullanılanlar ton kapasiteli. olanlarıdır.")
23
Endüksiyon Ocakları Kapak Bakırdan mamul endüksiyon bobinleri
Erimiş metal (Oklar karıştırma etkisini göstermektedir) Kapak Bakırdan mamul endüksiyon bobinleri Refrakter malzeme
 Kapak. Bakırdan mamul endüksiyon bobinleri. Refrakter malzeme.")
24
Endüksiyon ocakları, çekirdeksiz ve çekirdekli ( kanallı ) olmak üzere iki gruba ayrılır.
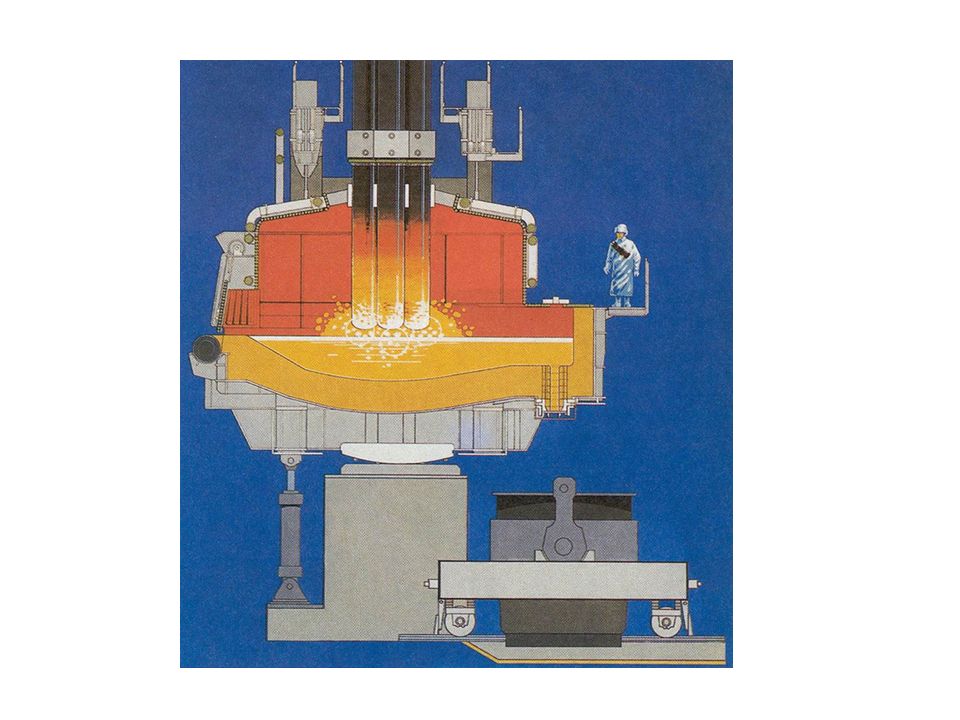
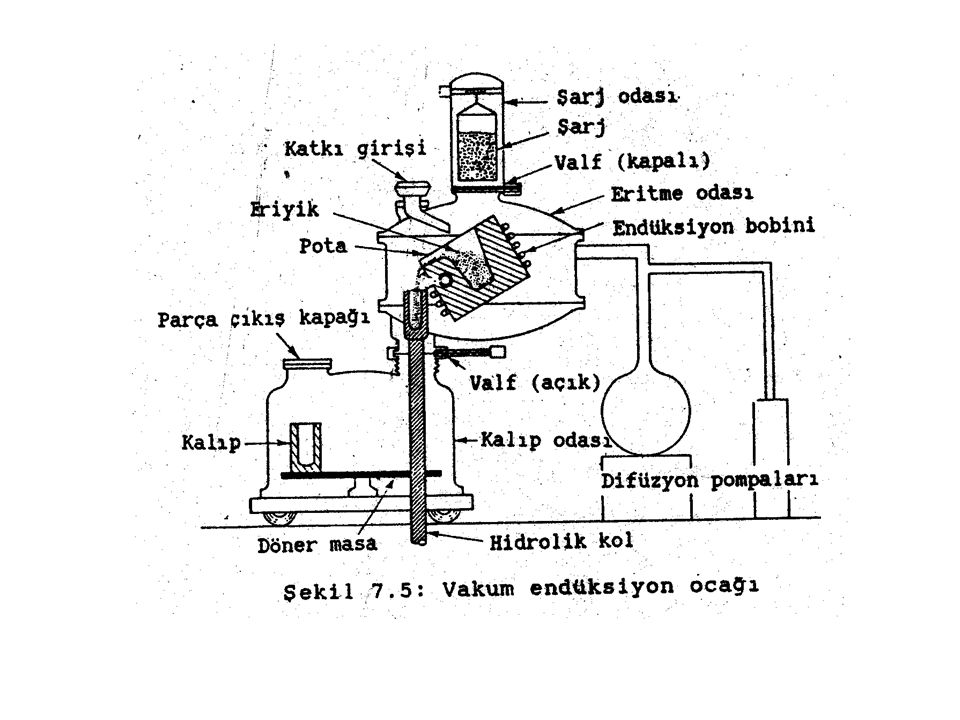
Her iki ocakta da erimiş metali normal bir transformatörün primer sargısı olarak düşünülebilecek elektrik bobini çevreler. Bu bobinden geçen alternatif akım sekonder sargı olarak düşünülebilecek iletken sıvı metal sıvı içinde girdap akımları endükleyerek ısı oluşturur. Isı doğrudan eritilecek metal içinde ortaya çıktığından çok temiz ve hızlı bir eritme gerçekleşir. 50 Hz – Hz hat frekansları arasında değişen elektrik kaynaklarıyla çalışan farklı endüksiyon ocakları mevcuttur. Endüksiyon ocaklarının bir diğer türü de, eritmenin vakum altında yapıldığı vakum endüksiyon ocaklarıdır. Bu şekilde metal eriyiklerinin, hava ile teması önlenerek saf ve temiz olması sağlanır.

26
Uygulama alanları sınırlıdır.
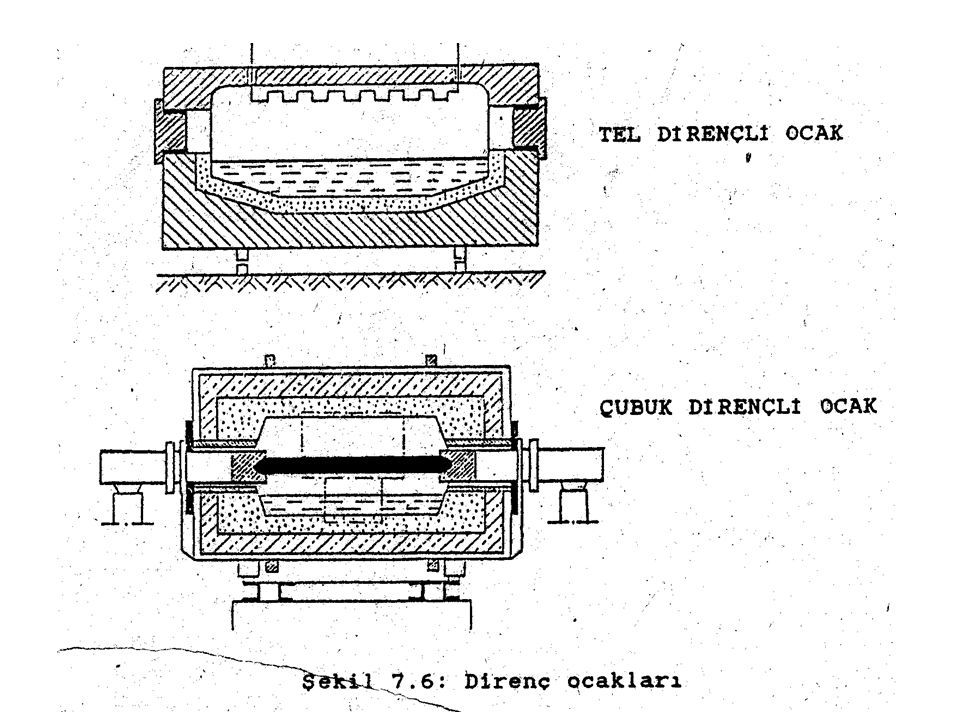
Çekirdekli tip olan endüksiyon ocakları genellikle 50 Hz hat frekansında çalışır ve elektriksel verimleri daha yüksektir. Kanallar erimiş metal içinde çalıştığı için başlangıçta erimiş metal konulmalıdır. Bu tip ocaklar genellikle eritme için değil de, bekletme ve aşırı ısıtma gibi işlerde tercih edilir ( Kupol sonrası ikincil işlem ). Direnç Ocakları Uygulama alanları sınırlıdır. Genellikle düşük ergime sıcaklığına sahip metaller için kullanılır.
. Direnç Ocakları. Uygulama alanları sınırlıdır. Genellikle düşük ergime sıcaklığına sahip metaller için kullanılır.")
28
Alevli ( Havalı ) Ocaklar
Dökme demirin kimyasal bileşiminin hassas olarak ayarlanmasının gerektiği durumlarda kullanılır. Tavalı tip ve Döner tip olmak üzere iki çeşittir. Tavalı tiplerin 7-30 ton arasında kapasiteleri vardır. Döner tip olanların kapasitesi 15 tona kadar olup ısıl verimi daha iyidir. Döner tip ocaklarda, eritme başlangıcında zaman zaman, metal eridikten sonra sürekli dönme uygulanır. Genellikle, çelik hurdası, pik demir ve temper döküm hurdası yüklenen bu ocaklarla, doğrudan sıvı metal yüklemesiyle dublex çalışmalarda yapılır. Yakıt olarak genellikle pülverize kömür ve hava karışımı kullanılır.

30
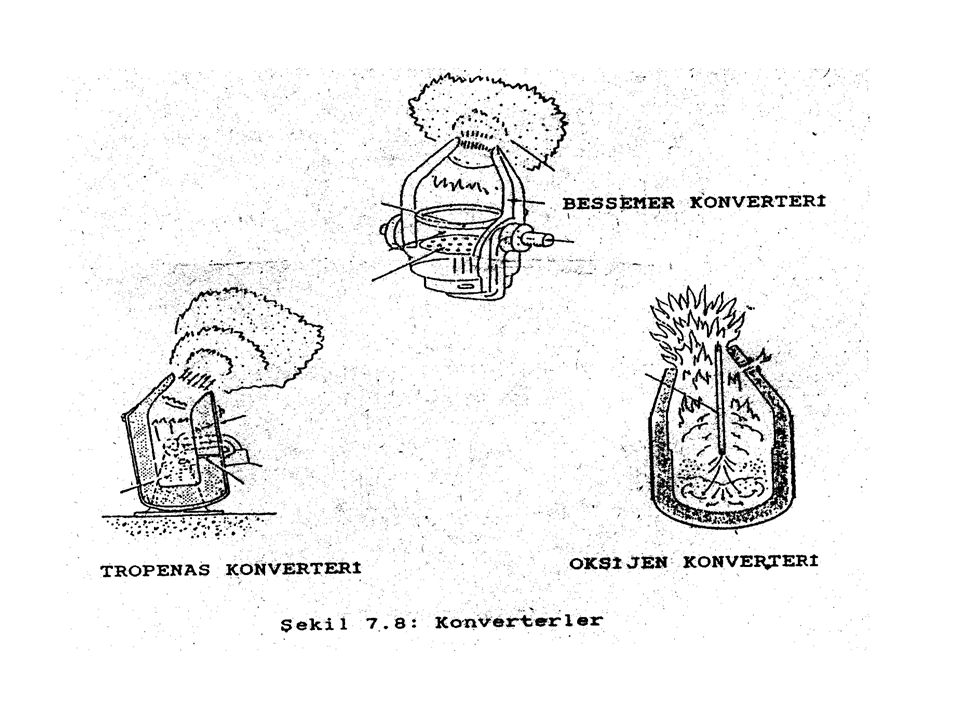
KONVERTERLER Konverterlerde, pik veya dökme demirlerin bileşimlerindeki C, Si, Mn, P, S gibi elementler ve diğer katışıklar arıtılarak çelik elde edilir. Diğer bir ifade ile bu ocaklarda amaç eritme değil, çelik üretmektir. Sistemin esası, konverter içindeki sıvı metalin içine veya yüzeyine hava veya saf oksijen üflenerek istenmeyen elementlerin yakılması ile giderilmesidir. Gerektiğinde alaşımda ayarlanır. Üç tip konverter vardır. Bunlar; Bessemer, Tropenas ve Oksijen konventerleridir.

32
SİEMENS-MARTİN OCAKLARI
Çelik eldesi için kullanılır. Sürekli çalışır. Kapasiteleri 10 – 600 ton arası olabilmekle birlikte genellikle 100 – 150 ton arası olanlar tercih edilmektedir. Genellikle gaz yakıt kullanılır. Yüksek fırına yakın olursa bu fırından çıkan gazdan yararlanılır.

34
BİTİRME İŞLEMLERİ Katılaşma sonrası yapılan; kalıp bozma,
yolluk ve çıkıcıların ayrılması, yüzey temizleme, çapak kesme, onarım, ısıl işlem son yüzey işlemleridir.

35
KALIP BOZMA Aşağıdaki kriterler dikkate alınarak kalıp bozma zamanı tayin edilir: *Kalıp bozulduğunda, parça katılaşmış ve biçimini koruyabilir dayanıma sahip olmalıdır. *Parçanın kalıptan çıkarılacağı sıcaklığın seçiminde, malzemenin faz diyagramı ile belirli olan içyapı değişimleri de dikkate alınmalıdır. *Kalıbın bozulması sonrası hızlı soğuma sonucu çarpılma ve iç gerilmeler değerlendirilmelidir. *Kalıp içinde katılaşması tamamlanmış parçanın serbestçe büzülebilmesi için kalıp mümkün olduğunca erken bozulmalıdır. Kalıp bozmada kullanılan başlıca yöntemler: *Döküm yerinde elle bozma *Sarsma ızgaraları üzerinde bozma *Parçayı dereceden presleyerek çıkarma *Parçacık veya basınçlı su püskürtme

36
YOLLUK VE ÇIKICILARIN AYRILMASI
*Yolluk ve çıkıcıların ayrılması için en uygun yöntem, döküm malzemesi türü ve kesit kalınlığına göre belirlenir. *Gevrek malzemelerde yolluk sisteminin ana parça ile birleştiği kesitler genellikle dar ve çentikli biçimlendirilerek bunların kalıp bozma sırasında darbelerle kırılarak ayrılması sağlanır. Kırık yüzey daha sonra taşlanarak temizlenir. *Kırma yoluyla ayrılması mümkün olmayan yolluk ve çıkıcılar şerit testere, disk testere ve özel makas gibi değişik talaş kaldırma yöntemleriyle uzaklaştırılır. *Büyük döküm parçaların yolluk ve çıkıcılarının uzaklaştırılması için en uygun yöntem üfleçle kesmedir. *Bu yöntemlerin dışında, elektrokimyasal, lazer ışınları, yüksek basınçlı sıvı jetleri gibi farklı teknikler de kullanılabilir.

37
YÜZEY TEMİZLEME Özellikle büyük parçalarda yüzeylerin kum ve tufaldan arındırılmasında, kum veya metal parçacıkların basınçlı hava veya mekanik olarak parçanın yüzeyine püskürtülmesi en uygun yöntemdir. Yumuşak metallerde püskürtme basıncı ve süresi iyi ayarlanmalıdır. Diğer yöntemler ise sarsarak temizleme, telle fırçalama, asitle temizleme ve su püskürtme gibi tekniklerdir. Yolluk ve çıkıcıların ayrılmasında talaşlı veya ısıl kesme işlemleri uygulanacak ise temizleme işleminin kesmeden önce yapılması uygundur.

38
ÇAPAK KESME Çapak kesme işlemi, yüzey temizlemeden önce veya sonra yapılarak, parçanın son biçimine ait olmayan yolluk ve çıkıcıların kırılma yüzeyleri, maça destekleri, teller ve bölüm yüzeyi çapakları gibi kısımların uzaklaştırılmasıdır. İşlemde; keski ile ayırma, taşlama, eğeleme, frezeleme gibi yöntemler kullanıldığı gibi, çapaklar preste kalıpta da kesilebilir

39
ONARIM Döküm yöntemleri ile üretilmiş parçalarda görülen hataların bazılarının onarılması ve parçanın hurdaya ayrılmasını önlemek mümkündür. Ancak, bu onarımların parçanın kullanım özelliklerini olumsuz etkilememeli ve kullanıcıya bilgi verilmelidir. Bazı onarım örnekleri: Eksik Döküm: Üründe tam dolmamış bölgelerin olmasıdır. Genellikle, onarım için iki seçenek vardır: 1.Kaynak yöntemleri ile doldurma. 2.Döküm yöntemleriyle doldurma. Mikrogözeneklilik: Değişik çözelti ve karışımlar içinde tutularak gözeneklerin dolması sağlanır. Yüzey Hataları: Yüzeydeki yük taşımayan bölgelerdeki boşlukların macunlarla doldurulması, sadece görünüm iyileşir.

40
ISIL İŞLEM Parçaya döküm sonrası ısıl işlem planlanmış ise ısıl işlem genellikle çapak kesmeden sonra yapılır. Dökme çeliklere normalizasyon, demir dışı metallere yaşlandırma gibi ısıl işlemler. SON YÜZEY İŞLEMLERİ Talaşlı işlemlerin son pasoları, kimyasal yüzey işlemleri, kaplama, parlatma ve boyama gibi işlemlerdir.

41
KALİTE KONTROL Ürün özelliklerinin saptanması, sürekliliğin sağlanması ve hatalı parçaların ayrılması kalite kontrol uygulamalarıdır. Bu uygulamalar döküm işlemlerinde üç ana başlıkta toplanabilir: Girdi Kontrolleri : Döküm metalleri, modeller, kalıp ve maçaların kontrolü. Üretim Kontrolleri : Kalıp ve maça malzemelerinin hazırlanması, kalıplama, maça üretimi, kalıp kapama, metal eritme, dökme ve bitirme işlemleri. Bitmiş Parça kontrolü : Parçada yapı sürekliliğinin kontrolü (boşluk, çatlak ve segregasyon), biçim ve boyut kontrolü, malzemenin kimyasal ve fiziksel kontrolü. Girdi ve üretim kontrolleri her döküm yöntemi için farklıdır. Bitmiş parça kontrolü ise aynıdır.
, biçim ve boyut kontrolü, malzemenin kimyasal ve fiziksel kontrolü. Girdi ve üretim kontrolleri her döküm yöntemi için farklıdır. Bitmiş parça kontrolü ise aynıdır.")
42
Bitmiş Parça kontrolü Bu kontroller üç gruba ayrılabilir : 1.Yapı Süreksizliklerinin Kontrolü : Parça özelliklerini olumsuz etkileyen bu süreksizliklere örnek olarak çekme boşlukları, çatlaklar, pislik ve segregasyonlar gösterilebilir. Bu hatalar değişik tahribatsız muayene yöntemleri ile saptanabilir : Gözle kontrol : Büyük çatlaklar, pislik, eksik döküm, gaz boşlukları, penetrasyon, kaymalar, kalıp şişmesi gibi kusurlarda. Vurarak kontrol : Parçaya çekiçle vurarak ses kontrolü ile karşılaştırma. İleri tahribatsız yöntemler : Gözle görülemeyen yüzey hataları için penetran sıvı, manyetik toz, makro dağlama ve ultrasonik gibi yöntemler kullanılmaktadır. İç süreksizliklerin saptanması için ise radyografik ve ultrasonik yöntemlerden yararlanılır.

43
2.Boyut ve Biçim Kontrolü : Belirlenen toleranslara göre kontrol edilir.
3.Kimyasal ve Fiziksel Özelliklerin Kontrolü : Potadaki sıvı metalden veya parçadan alınan örneklere kimyasal analizler yapılarak standartlarla karşılaştırmaya kimyasal bileşim kontrolü denir. Dökülen parçadan çıkarılan veya parçayla beraber dökülen numunelere çekme, basma, eğme, sertlik, çentik darbe v.b. mekanik deneylerin uygulanması ile mekanik özelliklerin kontrolü yapılır. Döküm parçaların yoğunluğu saptanarak, parça içindeki boşluklar ve malzemenin kimyasal bileşimi hakkında ipuçları elde etmeye yoğunluk kontrolü denir.

44
DÖKÜM PARÇALARIN TASARIMI
Tasarımcı, parçayı üretim ve kullanım sırasında etkileyecek zorlanmaları dikkate almalıdır. Döküm parçalarının tasarımında dikkat edilmesi gereken kurallardan bazıları şunlardır: Biçimlendirme prensipleri: Döküm kusuru oluşmaması Gaz çıkışları için kalıpta ek boşluklar oluşturma. Serbest büzülmeyi engelleyecek geometrilerden kaçınma. Döküm kalıbının ve katılaşmanın yönü, son şekil düşünülerek ve parça kesitleri sıvı metalin beslendiği bölgelere doğru artırılmasıdır. Kesitler mümkün olduğu kadar eşit olmalı. Bir noktada mümkün olduğu kadar az kesit birleştirilmeli. Keskin köşelerden kaçınılmalı.

45
Üretim kolaylığı Girinti ve çıkıntılardan kaçınılmalı. Modelin kalıptan çıkışı dikkate alınarak eğim verilmeli. Düzlemsel bir bölüm yüzeyi tasarlanmaya çalışılmalı. Maça kullanımından mümkün olduğunca kaçınılmalı ve dökümden sonra maçaların kolay temizlenebileceği tasarımlar düşünülmeli Boyutlandırma prensipleri Aşırı ve gereksiz incelikte cidar kalınlıklarından kaçınılmalı. Maliyeti artırıcı yöntemleri gerekli kılar. 6 mm’den küçük delikler için maça yerine döküm sonrası talaş kaldırma tercih edilmelidir. Malzeme seçimi Benzer özelliklere sahip alaşımlar arasından daha kolay ve ekonomik döküm yöntemine uygun malzeme seçilmelidir.

46
(a) Keskin köselerden sakın
(b) Ani kesit değişikliği ciddi döküm hatalarına neden olabilir
 Ani kesit değişikliği ciddi döküm hatalarına neden olabilir.")
47
Model tasarımı yaparken, modelin kumdan kolay ayrılabilecek bir
geometride olmasına dikkat ediniz. Bu nedenle model geometrisine bir miktar koniklik verilmesinde fayda var. Katılaşma esnasında meydana gelen büzülmeyi her zaman hesaba katmalısınız.

Benzer bir sunumlar