Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
CEVHER HAZIRLAMADA KIRMA

2
Kırmanın amacı Serbestleşmeyi sağlamak
Taşıma veya depolama için uygun tane iriliğine getirmek Satış için belirli tane boyutunda malzeme elde etmek Bir sonraki cevher zenginleştirme adımına tane boyutu açısından uygun malzeme hazırlamak Belirli yüzey alanına sahip malzeme üretmek

3
Etkin olan kuvvetler Kırma işlemlerinde kullanılan kırıcılar dizayn özeliklerine bağlı olarak - baskı, - darbe veya - kesme kuvveti ile ufalama işlemini gerçekleştirmektedirler.

4
Kırıcıların genel sınıflandırılması
Birincil Kırıcılar (2 m → 10 cm’ye) Çeneli Kırıcılar Jiroskopik Döner Kırıcılar Çarpmalı İkincil Kırıcılar (15 cm → 1 cm’ye) Jiroskopik Döner Kırıcılar Çeneli Kırıcılar Konik Kırıcılar Çekiçli Kırıcılar Merdaneli Kırıcılar
 Çeneli Kırıcılar Jiroskopik Döner Kırıcılar Çarpmalı İkincil Kırıcılar (15 cm → 1 cm’ye) Jiroskopik Döner Kırıcılar Çeneli Kırıcılar Konik Kırıcılar Çekiçli Kırıcılar Merdaneli Kırıcılar.")
5
Çeneli Kırıcı Çeneli kırıcılar fasılalı olarak kırma yapar. Çalışma süresinin yaklaşık olarak %75’inde kırma yapacak şekilde dizayn edilmiştir. Tek istinatlı çeneli kırıcılar primer yada ara kademe kırıcılarıdır.

6
Jiroskopik Döner Kırıcı
Tam süre ile kırma yapmalarından dolayı, kapasiteleri çeneli kırıcılardan daha yüksektir. 900t/h’ın üstündeki kapasitelerde çeneli kırıcılara tercih edilmektedirler

7
Symons Konik Kırıcı Standart tip Kısa kafalı tip
İkisi arasındaki en önemli farklılık kırma zonudur. Standart tipte kırma zonu basamak şeklinde astarlarla kaplıdır, böylece daha iri besleme malı ile çalışılabilir cm arasında kırılmış ürün verirler. Kısa kafalı tipte kırıcı kafanın konikliği daha diktir. Böylece ince malzemenin tıkanması önlenmiş olur cm arasında ürün verir.

8
Merdaneli Kırıcı Yatay ve paralel eksenler etrafında zıt yönlerde dönen iki silindirden oluşmaktadır. Merdaneli kırıcılar diğer kırıcılara nazaran daha az ince malzeme içeren ürün verirler ve ufalama 2-4 arasındadır. Kırıcılar içinde en pahalı olanıdır. Merdaneli kırıcıların çalıştığı tane boyutu cm’dir. Merdane çapı ve eni ile tanımlanırlar. Kavrama açısı maksimum 25°’dir.

9
Darbeli Kırıcılar Bu kırıcılar; darbeli kırıcılar ve çekiçli kırıcılar olmak üzere iki bölüme ayrılır. Darbeli kırıcılar merkezi bir motor ile döndürülen hareketli ve sabit çekiçlerin malzemeyi çarpma plakaları yardımı ile kırmasını sağlayan alettir. Darbeli kırıcılarda malzeme baskı yerine darbe etkisi ile kırılmaktadır. Yüksek ufalama oranı istenen durumlarda, kırılan üründe fazla ince mal oranının zararlı olmadığı hallerde ve cevherin aşındırıcılığı fazla değilse primer kırma işlemi için kullanılabilmektedir

10
Kırıcıların Anma Ölçüleri
Çeneli Kırıcı Besleme ağız açıklığı ile tanımlanırlar. 800X1020 mm lik bir kırıcı, sabit ve hareketli çenelerin plakaları arasındaki mesafe (genişlik) 800 mm, besleme ağzının uzunluğu ise mm demektir. Genellikle bu iki boyut arasında 1,3-3 kat arasında bir oran vardır. Döner konik kırıcılar Besleme ağız açıklığı ve konik kafanın en geniş çapı ile tanımlanırlar. 1067X1651 mm anma boyutları olan bir kırıcı, ağız açıklığı 1067 mm, konik en geniş çap ise 1651mm dir.
 800 mm, besleme ağzının uzunluğu ise 1020 mm demektir. Genellikle bu iki boyut arasında 1,3-3 kat arasında bir oran vardır. Döner konik kırıcılar. Besleme ağız açıklığı ve konik kafanın en geniş çapı ile tanımlanırlar. 1067X1651 mm anma boyutları olan bir kırıcı, ağız açıklığı 1067 mm, konik en geniş çap ise 1651mm dir.")
11
Standart ve kısa kafalı konik kırıcılar
Kırıcı kafanın en geniş çapı ile tanımlanırlar. Örneğin, 2100 mm lik konik kırıcı. Darbeli ve Çekiçli kırıcılar Rotor çapı ve uzunluğu ile tanımlanırlar. 1500 X 1800 mm gibi.

12
Ufalama Oranı Besleme tane boyutu U.O= Ürün tane boyutu Çeneli Kırıcı: 4 – 9 Döner Kırıcı: Standart konik: Kısa kafalı Symons 2 – 4 Darbeli ve Çekiçli

13
Beslenebilecek en iri tane boyutu
Tıkanıklığın önlenmesi ve kapasitenin doğru kullanımı için kırıcıya beslenecek malzeme boyutunun uygun olması gerekir. Çeneli ve döner kırıcılarda, kırıcı ağız açıklığının % 80 i Symons konik kırıcı, besleme ağız açıklığının en geniş olduğu konumdaki açıklığın % 90 ı

14
Ufalama İşleminin Maliyeti
Genel olarak ufalama işlemlerinin maliyeti oldukça yüksektir. Maliyet hedef tane iriliği inceldikçe artmaktadır. 1 m0,1 m yaklaşık 0,3 kWh/t 1 mm 0,1 mm 10 kWh/t 10 mikron 1 mikrona 500 kWh/t olarak gerçekleşmektedir. En ucuz ufalama, gerektiği kadar yapılan ufalamadır!

15
Kırma tesisi dizaynı İyi bir kırma tesisi dizaynı için 3 önemli faktör vardır. En uygun akım şemasının oluşturulması Uygun ekipmanların seçimi Ekipmanların en uygun şekilde yerleşimi

16
Dizayn parametreleri • Üretim koşulları • Maliyet • Cevher karakteristiği • Güvenlik ve çevre • Tesisin konumu • Madenin ömrü/tesisin ileride büyüme olasılığı • Operasyonel hususlar • Bakım gereksinimleri • İklim koşulları

17
Hedeflenen kapasite değerlerinin tutturulması için kırıcı giriş açıklığının besleme tane boyutundan büyük seçilmesi gerekmektedir. Kırıcı gücü, ürün tane boyutu, kapasite ve cevherin dayanımına bağlı olarak değişmektedir. Nemli, yapışkan, çok sert ve dayanımı yüksek cevherlerin kırılması durumunda kapasite düşmektedir. Hiç bir kırıcı, tamamı çıkış açıklığına eşit olan elekten geçecek boyutta kırılmış ürün üretemez

18
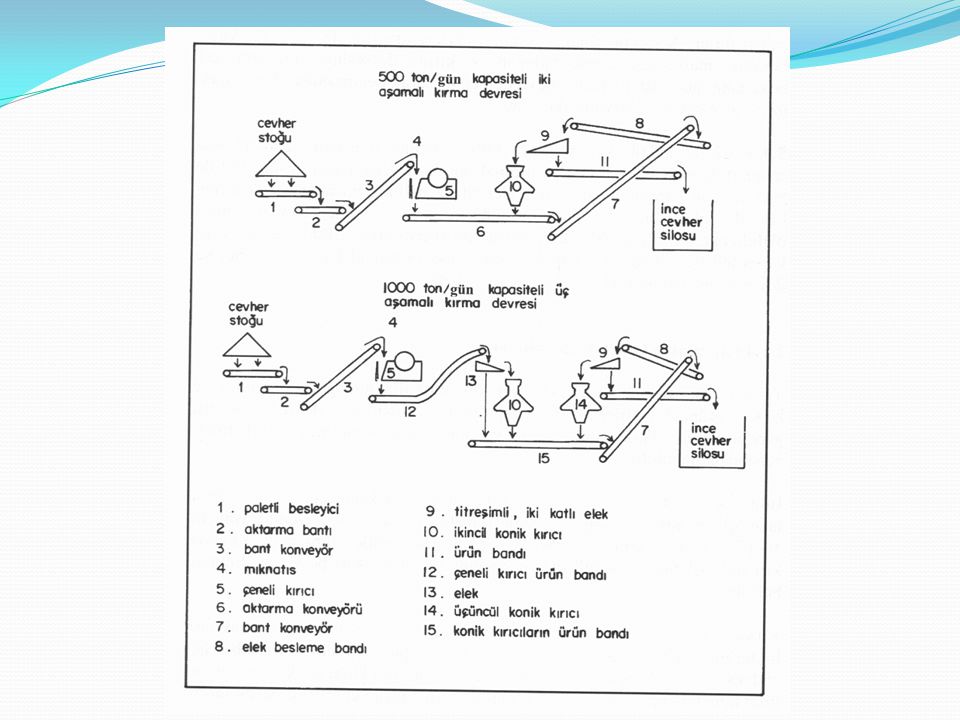
Kırma Devreleri Cevher hazırlamada kırılacak malzemeyi belirli boyuta getirmek amacıyla kırma devreleri düzenlenirken kırıcı ve sınıflandırıcılar açık ve kapalı devreler halinde çalıştırılırlar.

19
Açık kırma devrelerinde eleme işi isteğe bağlı olarak yapılmaktadır
Açık kırma devrelerinde eleme işi isteğe bağlı olarak yapılmaktadır. Kırıcı kapasitesini tam olarak kullanmak için kırmadan önce eleme yapılması daha uygun olmaktadır. Malzeme kırıcıya bir defada beslenir ve kırıcı çıkışı diğer işlemlere tabi tutulur. Açık Kırma Devresi Açık kırma devresinde, beslenen cevherin tamamı kırıcıdan bir defada geçirilir. Bir sınıflandırı ile veya hiç sınıflandırıcı kullanmadan uygulanabilir. Ancak kırıcı kapasitesini tam kullanabilmek için kırma öncesi eleme yapmak daha uygundur. Kırıcı Kapasitesi: T x (1-CE) T : Eleğe beslenen miktar E : Eleme randımanı C : Besleme malındaki elek altı oranı
 T : Eleğe beslenen miktar. E : Eleme randımanı. C : Besleme malındaki. elek altı oranı.")
20
Kapalı Kırma Devresi Kapalı devre uygulamasında, kırıcıdan geçen malzeme bir eleme (sınıflandırma) işlemine tabi tutulduktan sonra elek üstü (iri mal) tekrar kırıcıya geri beslenerek kırmaya tabi tutulur. Bu tip devre tertibinde beslenen yüke ek olarak birde devreden yük söz konusudur. Kırma ebadı ile elek ebadı arasındaki ilişki devreden yük miktarını etkiler.
 işlemine tabi tutulduktan sonra elek üstü (iri mal) tekrar kırıcıya geri beslenerek kırmaya tabi tutulur. Bu tip devre tertibinde beslenen yüke ek olarak birde devreden yük söz konusudur. Kırma ebadı ile elek ebadı arasındaki ilişki devreden yük miktarını etkiler.")
21
Kapalı Kırma Devresi Kapalı kırma devresinde sınıflandırma malzeme kırıcıya verilmeden önce yapılıyor ise; Elek kapasitesi(t/h):Kırıcı kapasitesi (t/h) + Beslenen Miktar(t/h) Geri çevrimdeki yük: (100/y) x [(100 x 100 /E) -z] E : Eleme verimi z : Besleme malı % elek altı oranı y : Üründeki % elek altı oranı
:Kırıcı kapasitesi (t/h) + Beslenen Miktar(t/h) Geri çevrimdeki yük: (100/y) x [(100 x 100 /E) -z] E : Eleme verimi z : Besleme malı % elek altı oranı y : Üründeki % elek altı oranı.")
22
Kapalı Kırma Devresi Kapalı kırma devresinde sınıflandırma kırıcı çıkışından sonra yapılıyor ise; Kırıcı kapasitesi (t/h) : [ Besleme malı miktarı (t/h) ] / [ E x P ] E : Eleme verimi P : Kırılmış üründeki elek altı oranı
 : [ Besleme malı miktarı (t/h) ] / [ E x P ] E : Eleme verimi P : Kırılmış üründeki elek altı oranı.")
Benzer bir sunumlar


















 Üç kenarı ve üç köşesi olan kapalı şekillere ne denir? Kare Dikdörtgen Üçgen Çember A B C D.>")
