Sunuyu indir
1
Bakır ve Bakır Alaşımlarının Kaynağı

2
Kaynak teknolojisi açısından alaşım türleri
Saf bakır (+) Düşük alaşım katkıları içeren Bakır Çinko içeren Bakır alaşımları (-) Bakır-Çinko-alaşımları (Pirinç) Bakır-Çinko-Nikel-alaşımları (Yeni gümüş) Çinkosuz Bakır alaşımları (+) Bakır-Nikel alaşımları Bronz’lar Kurşun içeren Bakır alaşımları (--) Kupfer gehört zu jenen Metallen, die bereits in vorgeschichtlicher Zeit genutzt wurden. Durch das Vorkommen an vielen Orten der Erde in leichtzugänglicher und reiner Form ist es das älteste Gebrauchsmetall. Kupfer hat als eines der wenigen Metalle auch in reiner Form große technische Bedeutung. Kupfer hat nach Silber die zweithöchste elektrische Leitfähigkeit. Deshalb findet es in der Elektrotechnik breite Verwendung. Wegen der guten Korrosionsbeständigkeit und dem optisch ansprechenden Aussehen findet Kupfer in vielen Anwendungen seinen Platz. Als Bronzen werden alle Legierungen aus Kupfer mit Zinn, Blei, Aluminium, Silizium und Beryllium bezeichnet.
 Düşük alaşım katkıları içeren Bakır. Çinko içeren Bakır alaşımları (-) Bakır-Çinko-alaşımları (Pirinç) Bakır-Çinko-Nikel-alaşımları (Yeni gümüş) Çinkosuz Bakır alaşımları (+) Bakır-Nikel alaşımları. Bronz’lar. Kurşun içeren Bakır alaşımları (--) Kupfer gehört zu jenen Metallen, die bereits in vorgeschichtlicher Zeit genutzt wurden. Durch das Vorkommen an vielen Orten der Erde in leichtzugänglicher und reiner Form ist es das älteste Gebrauchsmetall. Kupfer hat als eines der wenigen Metalle auch in reiner Form große technische Bedeutung. Kupfer hat nach Silber die zweithöchste elektrische Leitfähigkeit. Deshalb findet es in der Elektrotechnik breite Verwendung. Wegen der guten Korrosionsbeständigkeit und dem optisch ansprechenden Aussehen findet Kupfer in vielen Anwendungen seinen Platz. Als Bronzen werden alle Legierungen aus Kupfer mit Zinn, Blei, Aluminium, Silizium und Beryllium bezeichnet.")
3
Malzeme özellikleri Yoğunluk 8,94 kg/dm³ Erime sıcaklığı 1083°C
Kaynama sıcaklığı ~ 2300°C Elektr. İletkenliği 58 Sm/mm² (SE-Cu için) Isıl iletkenliği Çeliğin ~7 katı Isıl genleşmesi Çeliğin ~2 katı Yüksek sıcaklıklarda gazların yüksek çözünürlüğü!
 Isıl iletkenliği. Çeliğin ~7 katı. Isıl genleşmesi. Çeliğin ~2 katı. Yüksek sıcaklıklarda gazların yüksek çözünürlüğü!")
4
Bakır’ın özelliklerinin yapı çeliğininkilerle karşılaştırılması
Saf bakır Yoğunluk 7,85 g/cm3 8,9 c/cm3 Akma sınırı 235…400 N/mm2’ye kadar Yaklaşık 150 N/mm2’ye kadar Korozyon direnci Yok Var Erime sıcaklığı Yaklaşık 1500°C Yaklaşık 1080°C Elektrik iletkenliği 1 6 kat Isıl iletkenliği 8 kat Isıl genleşme katsayısı 1,6 kat

5
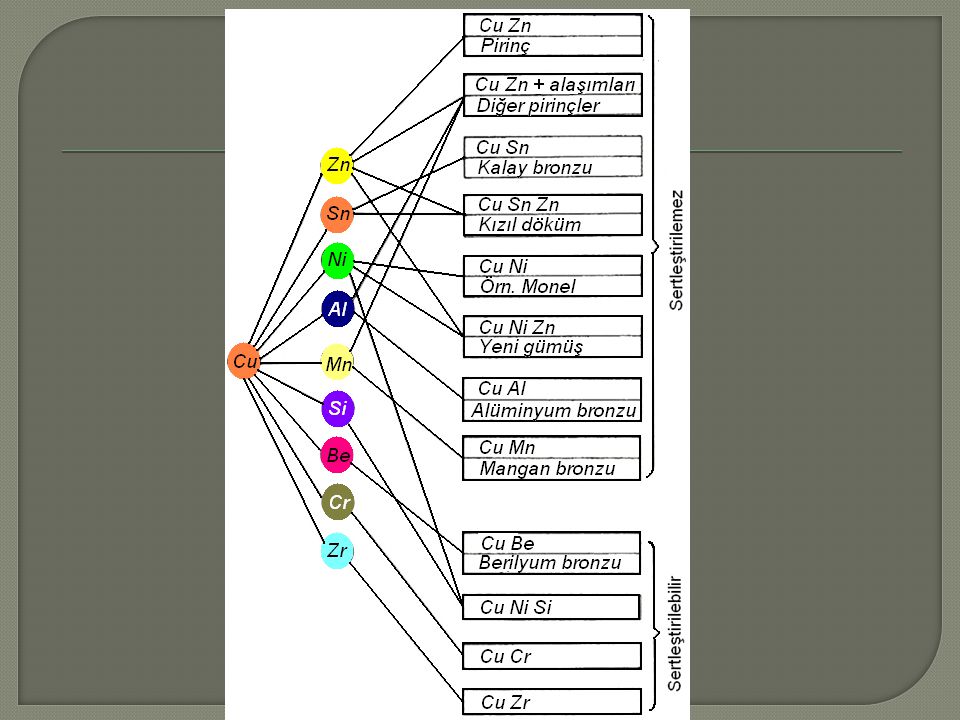
Bakır alaşımlarının önemli özellikleri
Pirinç için Çinko (Zn) Bronz için Kalay (Sn) Nikel (Ni) Alüminyum (Al) Alaşım elementleri aşağıdaki özellikleri etkiler: Dayanım, sertlik Kimyasal dayanıklılık Şekillendirilebilme, dökülebilme Kaynağa uygunluk Erime sıcaklığı
 Bronz için Kalay (Sn) Nikel (Ni) Alüminyum (Al) Alaşım elementleri aşağıdaki özellikleri etkiler: Dayanım, sertlik. Kimyasal dayanıklılık. Şekillendirilebilme, dökülebilme. Kaynağa uygunluk. Erime sıcaklığı.")
9
Bakır alaşımlarının özellikleri

10
KAYNAK ATÖLYELERİNİN DÜZENİ
Bakır’ın işlendiği atölyelerin diğer metallerden ayrılması gerekir (Karbonlu çelik tozlarının korozyon tehlikesi)
")
11
BAKIR ATÖLYE DÜZENİ Bakır esaslı malzemeler, diğer metallerden ayrı depolanmalı ve işlenmelidir Bakır ve çelik malzemeler için ayrı takımlar kullanılmalıdır Kaynak ağızları ve bitişiğindeki bölgeler her iki taraftan yaklaşık 50 mm genişliğinde olmak üzere temizlenmeli, yağsız ve kuru olmalıdır – Aksi halde kaynak dikişinde gözenek oluşur Kalın levhalardaki hızlı ısı iletimi nedeniyle her iki taraftan aynı anda kaynak yapılmalıdır Yüksek ısıl genleşme katsayısı nedeniyle büyük miktarda büzülme oluşur. Puntalama yerine klemensler kullanılmalıdır Saf bakırın kaynak sırasında kızıl durumdayken çekiçlenmesi sayesinde, mikro yapının iri taneliden ince taneliye dönüşmesi sağlanır; bu şekilde tokluk ve şekil değiştirme kabiliyeti iyileştirilmiş olur

12
DİĞER KORUYUCU ÖNLEMLER
Isı ve ultraviyole ışımalara karşı gözlerin ve vücudun korunması gerekir. Hem kaynakçı hem de yardımcısı için deri eldiven ve deri önlük kullanılmalıdır Özellikle çinko içeren bakır alaşımlarında (pirinç) teneffüs havasının temiz tutulması için havalandırma tertibatı çalıştırılmalıdır
 teneffüs havasının temiz tutulması için havalandırma tertibatı çalıştırılmalıdır.")
13
BAKIR’IN KAYNAĞI Dekapanla oksigaz kaynağı mümkün
Çubuk elektrotla elektrik ark kaynağı da mümkün ancak uygulaması yok MIG ve TIG en yaygın uygulanan yöntemler Çoğunlukla Argon’un Helyum ile yer değiştirmesi söz konusu. Bazen de Ar/He karışımları kullanılmakta. Azot da mümkün.

14
KAYNAK 500°C’nin üzerindeki sıcaklıklarda Hidrojen Bakır’ın içinde yayınabilir Oksijen içeren Bakır’da, su buharı oluşumu mümkün. Bu durum, gözenek ve çatlağa yol açabilir (Hidrojen hastalığı)
")
15
BAKIR’DA HİDROJEN HASTALIĞI
Hidrojen hastalığı denildiğinde, E-Cu58 veya E-Cu57 (DIN 1787’ye göre) gibi oksijenli bakır türlerinin hidrojen içeren gazlarla teması halinde çatlak veya boşluk oluşturması anlaşılır. Bu Bakır türleri, esas olarak yüksek elektrik iletkenlikleri nedeniyle elektroteknikte kullanılmaktadır. Bunların üretimi, oksijen girişi olan ortamlarda yapılmamalıdır; aksi halde düşük miktarlarda dahi Bakıroksit (Cu2O) oluşur. 500 °C’nin üzerine ısıtıldığında, örneğin kaynakta veya lehim sırasında, hidrojen metale yayınır ve aşağıdaki reaksiyona göre Bakıroksit’le birleşir: Cu2O + H2 2Cu + H2O Su buharı mikroyapıyı gerer ve bu sırada Bakıroksit, ince Cu-Cu2O ötektiği ağı olarak tane sınırlarına çökelir. Bu olay, hidrojen hastalığı olarak adlandırılır.
 gibi oksijenli bakır türlerinin hidrojen içeren gazlarla teması halinde çatlak veya boşluk oluşturması anlaşılır. Bu Bakır türleri, esas olarak yüksek elektrik iletkenlikleri nedeniyle elektroteknikte kullanılmaktadır. Bunların üretimi, oksijen girişi olan ortamlarda yapılmamalıdır; aksi halde düşük miktarlarda dahi Bakıroksit (Cu2O) oluşur. 500 °C’nin üzerine ısıtıldığında, örneğin kaynakta veya lehim sırasında, hidrojen metale yayınır ve aşağıdaki reaksiyona göre Bakıroksit’le birleşir: Cu2O + H2 2Cu + H2O. Su buharı mikroyapıyı gerer ve bu sırada Bakıroksit, ince Cu-Cu2O ötektiği ağı olarak tane sınırlarına çökelir. Bu olay, hidrojen hastalığı olarak adlandırılır.")
16
BAKIR’DA HİDROJEN HASTALIĞI

17
Cu-Cu2O denge diyagramının Bakır tarafı

18
Hidrojen’in nüfuziyet derinliği

19
Hidrojen’in Bakır’daki çözünürlüğünün sıcaklıkla değişimi

20
Hidrojen hastalığı

21
Hidrojen hastalığı

22
Saf Bakır’ın kaynağa uygunluğu
Sadece oksijensiz bakır türleri kaynağa uygundur. Oksijen içeren bakır türleri gözenek ve sıcak çatlak oluşturma eğilimine sahiptir.

23
Bronzlar Kalay Bronzları Alüminyum Bronzları Silisyum Bronzları
~ 12 % Sn = Dökme kalay bronzu ~ 20 % Sn = Çan bronzu Alüminyum Bronzları ~ 5 % Al = Alüminyum hadde bronzu ~ 10 % Al, Fe = Alüminyum çoklu bronzu ~ 8 % Al, Ni = Alüminyum nikel bronzu Silisyum Bronzları Fosfor Bronzu (~ 7 % Sn, P) Kalay Kurşun Bronzu (~ 10 % Sn, Pb) Zinnbronze wird für Kirchenglocken, Skulpturen und Medaillen verwendet und war in der Bronzezeit von grosser Bedeutung Rotguß wird für Armaturen, Pumpen, Waffen etc. verwendet Neusilber für Eßbesteck, Schmuck etc.
 Kalay Kurşun Bronzu (~ 10 % Sn, Pb) Zinnbronze wird für Kirchenglocken, Skulpturen und Medaillen verwendet und war in der Bronzezeit von grosser Bedeutung. Rotguß wird für Armaturen, Pumpen, Waffen etc. verwendet. Neusilber für Eßbesteck, Schmuck etc.")
24
İlave metaller Alaşım grubu Tipik alaşımlar İlave metal Saf bakır (+)
Oksijensiz, oksijenli (<0,1%), Fosfor-deokside-bakır SG-CuSn Pirinç (Cu-Zn) (-) < 30% Zn ~ 40 % Zn SG-CuSi3, SG-CuAl9Fe Tavsiye edilmez Silisyum bronzu (+) 3 % Si SG-CuSi3 Alüminyum bronzu (+) SG-CuAl8, SG-CuAl10Fe Yeni gümüş (Cu-Zn-Ni) (-) 20 % Zn, 15 % Ni 45 % Zn, 10 % Ni Kızıl döküm (Cu-Sn-Zn) (-) Düşük kalay içerikli Kalay içerikli SG-CuSi3, SG CuAl10Fe
, Fosfor-deokside-bakır. SG-CuSn. Pirinç (Cu-Zn) (-) < 30% Zn. ~ 40 % Zn. SG-CuSi3, SG-CuAl9Fe. Tavsiye edilmez. Silisyum bronzu (+) 3 % Si. SG-CuSi3. Alüminyum bronzu (+) SG-CuAl8, SG-CuAl10Fe. Yeni gümüş (Cu-Zn-Ni) (-) 20 % Zn, 15 % Ni. 45 % Zn, 10 % Ni. Kızıl döküm (Cu-Sn-Zn) (-) Düşük kalay içerikli. Kalay içerikli. SG-CuSi3, SG CuAl10Fe.")
25
Saf Bakır Saf bakır’ın türleri:
Oksijensiz Bakır Oksijenli Bakır (<0,1 %) Fosforla deokside edilmiş Bakır Oksijensiz ve P-deokside Bakır daha iyi kaynak yapılabilir SG-CuSn en uygun ilave metaldir
 Fosforla deokside edilmiş Bakır. Oksijensiz ve P-deokside Bakır daha iyi kaynak yapılabilir. SG-CuSn en uygun ilave metaldir.")
26
Düşük Alaşımlı Bakır Kükürt veya Tellür ilavesi, Bakır’ın talaşlı işlenebilirliğini iyileştirir. Ancak genel olarak kaynağa uygun değildir. Krom, Zirkonyum veya Berilyum ilavesi, Bakır’ın mekanik özelliklerini iyileştirir. Krom ve Berilyum içeren alaşımlar, ITAB’da çatlak oluşturma eğilimine sahiptir. Berilyum sağlığa zararlıdır!

27
Pirinç ve Yeni Gümüş Çinko’nun buharlaşması sorunu var!
Sadece düşük Çinko içerikli alaşımlar kaynağa uygundur. Yüksek kaynak hızları, Çinko’nun buharlaşmasını azaltır. Koruyucu gaz bileşeni olarak Azot kullanılması tavsiye edilmez. % 20’den daha düşük Çinko içeren türlerde ön tavlama tavsiye edilir. Sonradan tavlama ile gerilme çatlamasından kaçınılabilir.

28
Bronzlar Genel olarak Fosfor Bronzlarının ve Kurşun içeren kızıl döküm’ün kaynağa uygunluğu yüksektir.

29
Alüminyum Bronzları Genel olarak iki metalli (Cu-Al)ve daha çok metalli (Cu-Al-Fe) bronzlar mevcuttur. İki metalli bronzlar (Cu-Al) genel olarak kaynağa daha uygundur. Düşük ısıl iletkenliği nedeniyle çoğu kez ön tavlama gerekmez. Alüminyum içeriği nedeniyle TIG kaynağında alternatif akım kullanılmalıdır!
ve daha çok metalli (Cu-Al-Fe) bronzlar mevcuttur. İki metalli bronzlar (Cu-Al) genel olarak kaynağa daha uygundur. Düşük ısıl iletkenliği nedeniyle çoğu kez ön tavlama gerekmez. Alüminyum içeriği nedeniyle TIG kaynağında alternatif akım kullanılmalıdır!")
30
Alüminyum Bronzlarının Kaynağı
% 7’den daha az alüminyum içeren tek fazlı alüminyum bronzları, çatlama eğilimine sahip olduğundan kaynağı zordur. Bu alaşımlardan oluşan kaynaklı parçalar ITAB’dan çatlayabilir. % 8’den fazla Alüminyum içeren tek fazlı alaşımlar ve çift fazlı alaşımlar, çatlaktan kaçınmak için özel prosedür uygulandığı takdirde kaynağa uygun olarak kabul edilir. % 7 alüminyum içeren alaşımlar, ısı eşanjörleri, borular ve kaplar için büyük miktarda tüketilir. Alüminyum’un oluşturduğu alüminyum oksit tabakası için dekapan kullanmak gerekir.

31
Pirinç’lerin Kaynağı Bakır-çinko alaşımları ark kaynağı, oksiasetilen kaynağı, direnç nokta kaynağı ve sürtünme kaynağı (+sürtünme karıştırma kaynağı) ile birleştirilebilir. Pirinçlerin elektrik ve ısıl iletkenlikleri, artan çinko oranıyla düşer; bu nedenle yüksek çinko içeren alaşımlar, düşük çinkolu pirinçlere kıyasla daha düşük ön tavlama sıcaklığına ve daha düşük kaynak ısısına ihtiyaç gösterir. Çinko erimiş pirinç’ten buharlaştığından, özellikle yüksek çinko içeren pirinçlerin kaynağında çinkosuzlaşma temel problemdir. Alüminyum ve nikel gibi diğer alaşım elementleri, çatlama ve oksit oluşma eğilimini hafifçe yükseltirler. Bu nedenle düşük çinko içeren pirinçler kaynağa daha uygundur. Kurşun ilavesi, bakır çinko alaşımlarını sıcak çatlamaya çok hassas hale getirir.
 ile birleştirilebilir. Pirinçlerin elektrik ve ısıl iletkenlikleri, artan çinko oranıyla düşer; bu nedenle yüksek çinko içeren alaşımlar, düşük çinkolu pirinçlere kıyasla daha düşük ön tavlama sıcaklığına ve daha düşük kaynak ısısına ihtiyaç gösterir. Çinko erimiş pirinç’ten buharlaştığından, özellikle yüksek çinko içeren pirinçlerin kaynağında çinkosuzlaşma temel problemdir. Alüminyum ve nikel gibi diğer alaşım elementleri, çatlama ve oksit oluşma eğilimini hafifçe yükseltirler. Bu nedenle düşük çinko içeren pirinçler kaynağa daha uygundur. Kurşun ilavesi, bakır çinko alaşımlarını sıcak çatlamaya çok hassas hale getirir.")
32
Bakır-Kalay alaşımlarının kaynağı
Bakır-kalay alaşımları (fosfor bronzu), daha geniş katılaşma aralığına sahip olduğundan, büyük ve geniş dendritik tane yapısı oluşturur. Kaynak prosedürlerinin kaynak dikişinin çatlamasını önleyecek şekilde oluşturulması gerekir. Çok pasolu kaynaklarda her pasonun sıcak çekiçlenmesi, kaynak gerilmelerini ve dolayısıyla sıcak çatlama tehlikesini azaltır. Kurşun içeren bakır-kalay alaşımlarının kaynağı genel olarak tavsiye edilmez. Ancak bazı kurşunlu alaşımlar, dikkat edildiğinde kaynak yapılabilir. Kaynak kabiliyeti, artan kurşun oranıyla düşer. Elektrik ark kaynağı, TIG ve MIG kaynaklarından daha iyi sonuç verir.
, daha geniş katılaşma aralığına sahip olduğundan, büyük ve geniş dendritik tane yapısı oluşturur. Kaynak prosedürlerinin kaynak dikişinin çatlamasını önleyecek şekilde oluşturulması gerekir. Çok pasolu kaynaklarda her pasonun sıcak çekiçlenmesi, kaynak gerilmelerini ve dolayısıyla sıcak çatlama tehlikesini azaltır. Kurşun içeren bakır-kalay alaşımlarının kaynağı genel olarak tavsiye edilmez. Ancak bazı kurşunlu alaşımlar, dikkat edildiğinde kaynak yapılabilir. Kaynak kabiliyeti, artan kurşun oranıyla düşer. Elektrik ark kaynağı, TIG ve MIG kaynaklarından daha iyi sonuç verir.")
33
Bakır-Silisyum alaşımlarının (Silisyum Bronzu) kaynağı
Silisyum bronzları, düşük ısıl iletkenlikleri ve silisyum’un kaynak banyosunu yüksek oranda deokside etme kabiliyeti ve oluşturduğu Silisyumdioksit curufunun banyoyu koruması nedeniyle kaynağa uygundur. Silisyum bronzlarının kaynak metali iyi akıcılığa sahiptir, ancak curufu viskozdur. Silisyum bronzları nispeten dar “sıcakta gevrek” (hot-short) sıcaklık aralığına sahip olduğundan, çatlaktan kaçınmak için hızlı soğutulmaları gerekir. Kaynak dikişini çevreleyen metale ısı iletimi düşüktür ve yüksek kaynak hızlarına ulaşılabilir. Ön tavlama gerekmez ve pasolararası sıcaklık 90°C’yi aşmamalıdır. V-alın kaynakları için 60° veya daha büyük kaynak ağız açıları gerekir. Ağız açılmayan küt alın kaynakları 3 mm kalınlığa kadar, ilave metal kullanmadan yapılabilir. Kökteki erimeyi kontrol için bakır altlık kullanılabilir.
 sıcaklık aralığına sahip olduğundan, çatlaktan kaçınmak için hızlı soğutulmaları gerekir. Kaynak dikişini çevreleyen metale ısı iletimi düşüktür ve yüksek kaynak hızlarına ulaşılabilir. Ön tavlama gerekmez ve pasolararası sıcaklık 90°C’yi aşmamalıdır. V-alın kaynakları için 60° veya daha büyük kaynak ağız açıları gerekir. Ağız açılmayan küt alın kaynakları 3 mm kalınlığa kadar, ilave metal kullanmadan yapılabilir. Kökteki erimeyi kontrol için bakır altlık kullanılabilir.")
34
Koruyucu Gazlar Argon Helyum Azot Argon/Helyum-Karışımı
> 50 % Helyum içeriği tavsiye edilir Argon/Azot karışımları < 30 % Azot (Sprey ark için)
")
35
Koruyucu gazın etkisi Koruyucu gaz Argon Helyum Eritme gücü Düşük
Yüksek Nüfuziyet Sığ Derin Tüketim Az Çok Ark Kararlı Kararsız Gaz tüketimi 1 5 kat Kaynak hızı Yavaş Hızlı Tutuşma özellikleri İyi Daha az iyi

36
Koruyucu gaz türünün nüfuziyete etkisi
ARGON HELYUM Metal sıcaklığı Farklı ön tavlama sıcaklıklarıyla ve farklı koruyucu gazlarla TIG kaynağında nüfuziyetlerin karşılaştırılması

37
TIG Kaynağında kullanılan akım üreteçleri
Genel olarak yüksek akımlı ve yüksek devrede kalma oranlı DC-Akım üreteçleri kullanılmalıdır Alüminyum bronzları için AC-Akım üreteçleri kullanılmalıdır Suyla iyi derecede soğutulmuş kaynak torçları kullanılmalıdır

38
MIG Kaynağında kullanılan akım üreteçleri
En az 400 A ve yüksek Devrede Kalma Süresi (DKS) Dört makaralı tel besleme üniteleri İmpuls ark kaynak makinaları tavsiye edilir (Alüminyum’un yüksek ısıl iletkenliğine göre ısı girdisinin kontrolüne imkan verdiği için) Yüksek ark tutuşturma akımı Plastik makara göbeği (Tel makarasından elektrik çarpmasını engellemek için)
 Dört makaralı tel besleme üniteleri. İmpuls ark kaynak makinaları tavsiye edilir (Alüminyum’un yüksek ısıl iletkenliğine göre ısı girdisinin kontrolüne imkan verdiği için) Yüksek ark tutuşturma akımı. Plastik makara göbeği (Tel makarasından elektrik çarpmasını engellemek için)")
39
Kaynak ağız hazırlıkları
Saç kalınlığı Kaynak ağız hazırlığı Paso sayısı 1,5 mm 1 3 mm 6 mm 1 - 2 12 mm 2 - 4 18 mm 4 - 8 60 – 90° Aralık 50 – 60° 0-1,5 mm Spalt 1,5 mm 5-15° 60 – 90° 0-1,5 mm Spalt Aralık 1,5 - 3 mm 1,5 - 3 mm 5-15° 60 – 90° 0-1,5 mm Spalt Aralık 1,5 - 3 mm 1,5 - 3 mm

41
Puntalama yerine kıskaç
Bakır alaşımlarının kaynağında, yüksek ısıl genleşme katsayısı nedeniyle puntalama yerine kıskaç kullanımı tavsiye edilir. Küt alın dikişinde dikiş ağzının sabitlenmesi için kama şeklinde parça kullanımı 1.Kama; 2.Tespit parçası, 3.T-parça Tespit edilmiş birleşim yerinin çift taraftan aynı anda kaynağı 1.Kaynak bağlangıcı; 2,3 ve 4. Tespit kamalarının yerleşim düzeni Quelle: DKI

42
Ön tavlama Bakırın genleşme katsayısı ostenitik paslanmaz çeliğinkine benzer Ancak ısıl iletkenliği, daha büyük bir parça hacmine denktir Isıl iletkenlik=Elektrik iletkenlik/58 Örnek: % 0,09 P ilavesi, elektrik iletkenliğini yarıya düşürür Daha yüksek alaşım oranlarında, ön tavlama büyük oranda düşer veya gerekmeyebilir!

43
Ön tavlama Ön tavlama sıcaklığı aşağıdaki faktörlere bağlıdır:
Parça kalınlığı Dikiş türü Esas metal Koruyucu gaz Yüksek ısı iletimi nedeniyle oksi-gaz kaynağında üfleç iki numara daha büyük seçilmelidir Bakır alaşımlarında ön tavlama sıcaklığı, ısıl iletkenliğiyle uyumlu olmalıdır

44
TIG Kaynağında ön tavlama sıcaklığı
TIG kaynağında kullanılan koruyucu gazın ısıl kapasitesine göre ön tavlama sıcaklığı değişir

45
MIG Kaynağında ön tavlama sıcaklığı
MIG kaynağında kullanılan koruyucu gazın ısıl kapasitesine göre ön tavlama sıcaklığı değişir

46
Oksi-asetilen kaynağında dayanım değişimi
Parçadaki ısı dağılımı Çekiçledikten sonraki dayanım Çekiçlenmemiş Bakır’ın S-CuAg ilave metali ile oksi-asetilen kaynağı

47
TIG Kaynağında dayanım değişimi
Parçadaki ısı dağılımı Çekme dayanımı Bakır’ın S-CuAg ilave metali ile TIG kaynağı

48
Yönteme göre dayanımların karşılaştırılması

49
Çalışma sıcaklıklarının karşılaştırılması
Önemli çalışma sıcaklıkları Kaynak Pirinç ile lehimleme L-Ag40 ile lehimleme Esas metal Çelik

50
Oksi-asetilen kaynağı Sert lehimleme (Aralık, Alevle lehimleme)
Bulgular Oksi-asetilen kaynağı Sert lehimleme (Aralık, Alevle lehimleme) Esas metal Aynı tür veya aynı metal Metal birleşimi Aralık oluşumu Nispeten büyük aralık Aynı aralık Birleştirme yönteminin temel prensibi Esas metalin eritilmesi Esas metalin ıslatılması Sıcaklık Yüksek erime sıcaklığı (Esas metal) Düşük çalışma sıcaklığı (Lehim alaşımı) Aralığın doldurulması Yerçekimi kuvvetinin yardımıyla Kapiler doldurma basıncının yardımıyla Dikişin görünüşü Paso düzeni Düz Çubuk formundaki ilave metalin beslenmesi Kaynak çubuğu kaynak ağzına beslenir Lehim aralığına lehim çubuğu eritilerek doldurulur Isıtma türü Nokta şeklinde, kaynak banyosu Lehim bölgesinde eş ölçülü Alev türü Keskin ince alev Çoğunlukla yumuşak, geniş alev Torçun hareketleri Düz veya salınımla ilerletilir Yatay, geniş bir alanda tutulur
 Esas metal. Aynı tür veya aynı metal. Metal birleşimi. Aralık oluşumu. Nispeten büyük aralık. Aynı aralık. Birleştirme yönteminin temel prensibi. Esas metalin eritilmesi. Esas metalin ıslatılması. Sıcaklık. Yüksek erime sıcaklığı. (Esas metal) Düşük çalışma sıcaklığı (Lehim alaşımı) Aralığın doldurulması. Yerçekimi kuvvetinin yardımıyla. Kapiler doldurma basıncının yardımıyla. Dikişin görünüşü. Paso düzeni. Düz. Çubuk formundaki ilave metalin beslenmesi. Kaynak çubuğu kaynak ağzına beslenir. Lehim aralığına lehim çubuğu eritilerek doldurulur. Isıtma türü. Nokta şeklinde, kaynak banyosu. Lehim bölgesinde eş ölçülü. Alev türü. Keskin ince alev. Çoğunlukla yumuşak, geniş alev. Torçun hareketleri. Düz veya salınımla ilerletilir. Yatay, geniş bir alanda tutulur.")
51
Dekapan Gaz kaynağında gerekir
TIG kaynağında 300° C’ye kadar bir ön tavlama tavsiye edilir Kök tarafı da korunmalıdır İş güvenliğine dikkat edilmelidir!

52
Dayanım CuSn ilave metal ile MIG-Kaynağı, 240 MPa’ya kadar dayanım verir İri taneli kaynak metali mikro yapısı zararsızdır Mümkünse sıcak çekiçleme yapılmalı

53
CuMn2’nin TIG Kaynağıyla Birleştirilmesinde Çekiçlemenin Sertlik Dağılımına Etkisi

54
TIG-kaynağında kaynak akım şiddetinin seçimi için kılavuz değerler
Saç kalınlığı mm Ağız türü Paso sayısı Kaynak çubuk çapı Kaynak akım şiddeti A 1,3 II 1 1,6 90…100 3 3,2 150…200 5 V 2 4,0 180…300 16 4…5 400…475

55
Elektrik ark kaynağı Bakır ve alaşımlarına, uygun örtülü elektrot seçimiyle elektrik ark kaynağı da yapılabilir. Ancak kaynak kalitesi, TIG ve MIG kadar iyi değildir. ECuSi veya ECuSn-A tipi elektrotlar seçilmelidir. Kaynak ağız açıları 60°-90° arasındadır. Kök nüfuziyetini kontrol etmek için, köke uygun bir kanal açılmış bir bakır altlık kullanılabilir. Elektrot çapı, parça kalınlığına uygun seçilmelidir. Doğru akım elektrot pozitif (DCEP) seçilmelidir. 3 mm’den kalın parçalarda, 250°C’lik bir ön tavlama ile yatay pozisyonda (PA) kaynak yapılmalıdır.
 seçilmelidir. 3 mm’den kalın parçalarda, 250°C’lik bir ön tavlama ile yatay pozisyonda (PA) kaynak yapılmalıdır.")
56
Direnç nokta kaynağı Bakır ve bakır alaşımlarının direnç nokta kaynağı kabiliyeti, elektrik ve ısıl iletkenlikleriyle ters orantılı olarak değişir. Çoğu düşük iletkenlikli bakır alaşımları kolayca nokta kaynağı yapılabilir. % 30 IACS (Uluslar arası tavlanmış saf bakır ölçüsü % 100 kabul edilir) veya daha düşük elektrik iletkenliğine sahip bakır alaşımları nokta kaynağı yapılabilir. Bunlar arasında berilyum bronzu, bakır-nikel alaşımları, nikel gümüş alaşımları sayılabilir. Elektrik iletkenliği arttıkça kaynak kabiliyeti de azalır. % 60 oranında elektrik iletkenliğine sahip alaşımlar geleneksel yöntemlerle nokta kaynağı yapılamaz.
 veya daha düşük elektrik iletkenliğine sahip bakır alaşımları nokta kaynağı yapılabilir. Bunlar arasında berilyum bronzu, bakır-nikel alaşımları, nikel gümüş alaşımları sayılabilir. Elektrik iletkenliği arttıkça kaynak kabiliyeti de azalır. % 60 oranında elektrik iletkenliğine sahip alaşımlar geleneksel yöntemlerle nokta kaynağı yapılamaz.")
57
Direnç nokta kaynağı Alaşımsız bakırın direnç nokta kaynağı uygulanamaz. Bakır alaşımlarının nokta kaynağında kullanılan elektrot kuvvetleri, aynı kalınlıktaki çeliğe göre % daha fazladır. Isıl ve elektrik iletkenliği daha yüksek olduğundan, çeliğe göre kaynak akımı daha yüksek ve kaynak süresi daha kısa olmalıdır. Elektrot yapışmasını önlemek için Tungsten veya Molibden uçlu elektrotlar tercih edilir.

58
Elektron ışın kaynağı Bakır ve alaşımları, elektron ışın kaynak yöntemiyle kolaylıkla kaynak yapılabilir. Bu yöntem, kalın bakır alaşımlarına ve vakum içinde veya dışında başarıyla uygulanmaktadır. Dolgu metali olarak harici bir tel eklenebilir. Elektron ışın kaynaklı bir bakır parça

59
Karışık birleştirmeler
Bakır - C-Çeliği Bakır – Nikel kaplı Cr-Ni-Çeliği Bakır – Alüminyum bimetal

60
Bakır-Çelik kaynağında tampon tabaka uygulaması
Bakır alaşımlarının çeliklere kaynağında, bakır alaşım türüne uygun bir ilave metalden, çelik yüzeyine tampon tabaka kaplaması yapılmalıdır. Bu sayede metallerarası gevrek fazların oluşumu önlenir.

61
Bakır ve çelik ITAB’larının karşılaştırılması

62
Bakır alaşımlarının kaynak kabiliyeti

63
Lehimleme Bakır ve alaşımları, sert ve yumuşak lehimlemeye çok uygundur. Alüminyum bronzlarındaki oksitler hariç, tüm bakır alaşımlarındaki oksitler dekapanla kolayca uzaklaştırılabilir Sert lehimleme, bir birleştirme yöntemi olarak seçildiğinde: Lehimleme sıcaklığına Yükleme türüne Bağlantı dayanımına Galvanik korozyona ve Çalışma sıcaklığında esas metal ile lehim alaşımı arasındaki etkileşimlere dikkat edilmelidir. Yüksek elektrik iletkenliği nedeniyle direnç ve endüksiyon yöntemleri hariç tüm yöntemler uygulanabilir.

64
Lehimleme Bakır alaşımlarının yumuşak lehimlenmesinde lehim alaşımı içindeki kalay miktarının bağlantının kayma dayanımına etkisi

65
İş güvenliği Işıma: Yüksek kaynak akımında kuvvetli ışıma
Kaynak dumanı: MAK ve TRK-Değerlerine dikkat edilmelidir. Berilyum, Arsenik, Çinko, Kadmiyum, Kalay, Krom kullanımında gözetim gerekir Gazlar: Ozon! Güçlü havalandırma düzeni gerekir! Isıl izolasyonlu iş elbiseleri gerekir MAK: Maksimum işyeri solunum konsantrasyonu (Maksimale Arbeitplatz Konzentration) TRK: Teknik kılavuz konsantrasyonlar (Teknische Richtlinien Konzentrationen)
 TRK: Teknik kılavuz konsantrasyonlar (Teknische Richtlinien Konzentrationen)")
66
UYGULAMA Elektroteknik Kap ve aparat yapımı Çelik konstrüksiyonlar
Isıtma, soğutma, havalandırma Dökme parçalarda tamir kaynağı









 Elementler :>")













 DÖKME DEMİRLER>")