Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
TANDİŞLER VE KONTİNU DÖKÜM

2
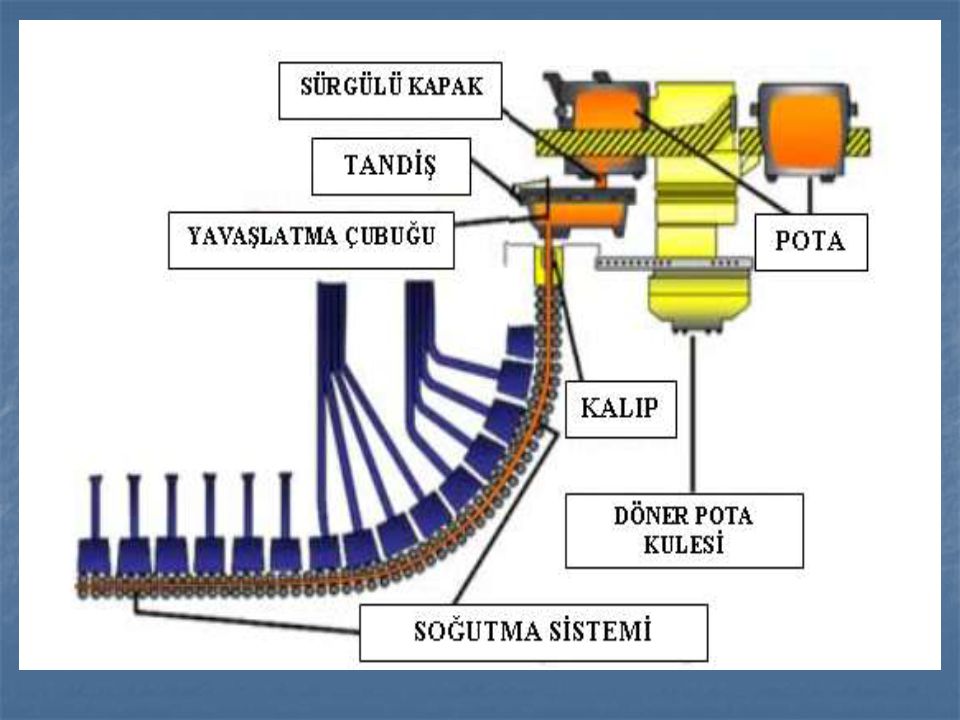
TANDİŞ Ergimiş metalin kalıplara dökülmesi sırasında, akışı kontrol etmeye yarayan geniş ve derin olmayan kaba denir. Bir nevi sıvı metal vanasıdır. Akışın homojen olması ürün kalitesi ve olası kusurların önlenmesi açısından önemlidir.

4
Görevi kristalizatöre (kalıba) kesintisiz olarak metalin gelmesini sağlamak ve kalıba giren çelik miktarını ayarlamaktır. Bu arada çeliğin ısısı tandişten geçerken çok az bir kayıba uğramalıdır. Dökümden evvel tandiş 1050 – 1250 ℃ ‘ta 3 saat sürede ısıtılır. Isıtma gaz veya mazotla yapılabilir. Tandişlerin refrekter malzeme ile örülen iç kısmının hazırlanmasında şamot tuğlalardan yararlanılır. Dökümden sonra tandiş’in metal artıkları, curuf vs. den temizlenmesi gerekir.

5
Tandişin refrakter yapısı, belli bir döküm sayısına ulaşıldığında tandiş hazırlama holünde değiştirilmektedir. Tandişe akan sıvı çelik, su soğutmalı bakır kalıplardan geçirilerek katılaşmaya başlar. Bakır kalıplar salınım yaparak sıvı çeliğin yüzeye yapışmasını engeller.Tandişin yapısında magnezyum oksit vardır. Magnezyum oksit , MgO: Magnezya olarak bilinen magnezyum oksit , magnezyum karbonat veya magnezyum hidroksitin kavrulmasıyla elde edilir . Sanâyide , yüksek sıcaklığa dayanıklı tuğlalarda , elektrik ve ısı izolatörlerinde , çimento , gübre , kauçuk ve plastik îmâlinde faydalanılır .

6
Tandiş ve pota tozları Açıklama: Örtü flaksları toz veya küresel granülü karışımlar olup, pota veya tandiş içerisindeki sıvı çelikte yalıtım, oksidasyonu engelleme ve metalik olmayan inklüzyonları tutma görevini sağlarlar. Uygulama: Bu ürünler direkt olarak sıvı metal yüzeyine ilave edilir. Döküm başladıktan sonra tandiş seviyesi tandiş kapasitesinin %20 sine ulaşınca, tandiş örtü tozu tüm sıvı çelik yüzeyini kaplayacak şekilde ilave edilir. Her yeni dökümde veya operatör “kırmızı alanlar” görünce, bir miktar (normal olarak 1-2 torba) toz ilave edilir. İlave tandiş kapak gözetleme deliğinden yapılır.
 toz ilave edilir. İlave tandiş kapak gözetleme deliğinden yapılır.")
7
Kullanım Amaçları: Tandiş ve potada sıvı çelik yüzeyinden ısı kaybını azaltmak; Sıvı çeliğin atmosferik gazlarla temasını engellemek; Metalik olmayan inklüzyonların absorpsiyonunu sağlamaktır. Faydaları: Çok iyi ürün yüzey kalitesi ve döküm ürünün yüksek iç kalitesi ile üretilmesini sağlamak; Döküm esnasında tandiş içerisindeki sıvı çeliğin sıcaklığının korunarak ısı kaybının azaltılması.

8
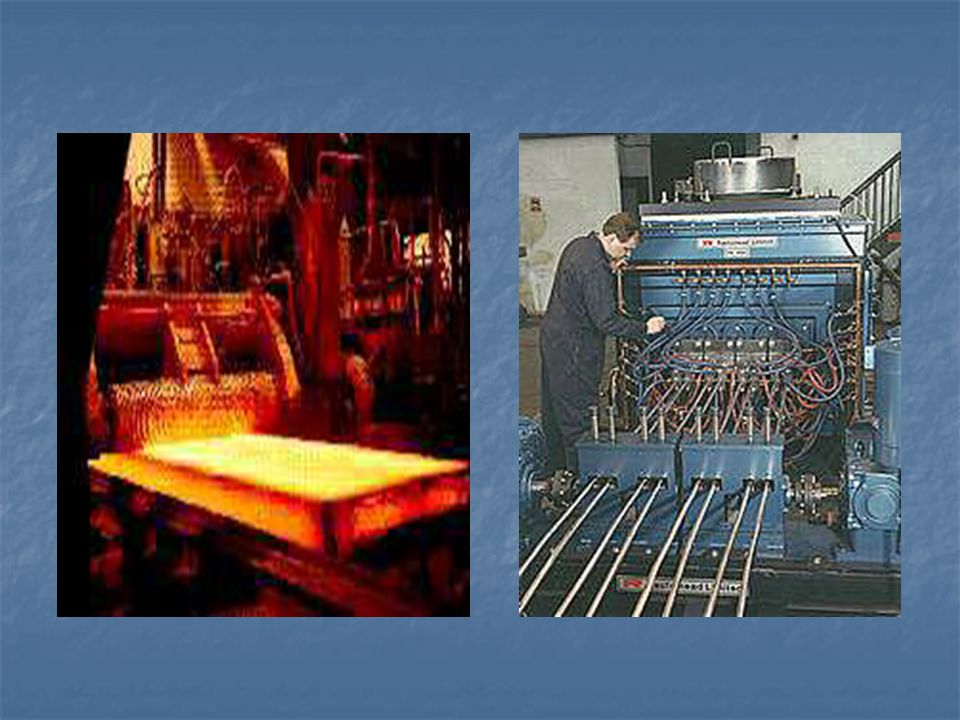
TANDİŞ SICAKLIĞININ SÜREKLİ ÖLÇÜMÜ
Yüksek kaliteli ürünler için, iyi kontrol edilmis çelik katılasması önsarttır. Bu nedenle, dökülen çelik kalitesiyle bağlantılı olarak, tandis sıcaklığı, dökülmekte olan slab kalitesi ve döküm hızı kadar önemli bir faktör olarak algılanmaktadır. Tandis sıcaklığı ölçümündeki mevcut teknolojilerden bir tanesi, bir sensörün çelikcuruf arayüzünden geçerek, tandisteki eriyik çeliğin sıcaklığını ölçmek için, çeliğin içine daldırılmasıdır. Sürekli olmayan sıcaklık ölçümü genellikle daldırarak ölçmeyle yapılır.

9
CasTemp Sistemi Çıkıs nozulunda neredeyse eszamanlı sıcaklık elde edebilmek için, piyasa talebi; her zaman olduğu gibi simdi de çok hızlı tepkime süresidir. Bunun için en güncel sistem CasTemp sitemidir. Cas Temp sistemi, her döküm dizisinde değistirilen ve tandis örgüsü içindeki tekrar kullanılabilen bir montaj blok tuğlası içine sabitlenmis, kullanıldıktan sonra atılan bir sensörden ibarettir.

10
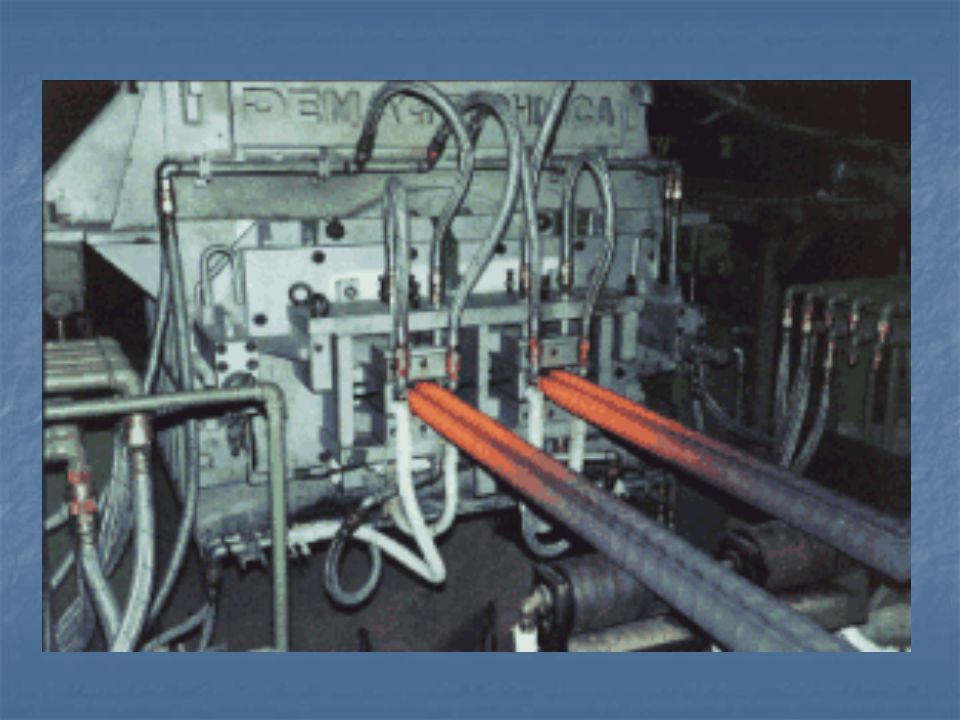
CasTemp operasyon prensibi
Sekil : 1 CasTemp operasyon prensibi.

11
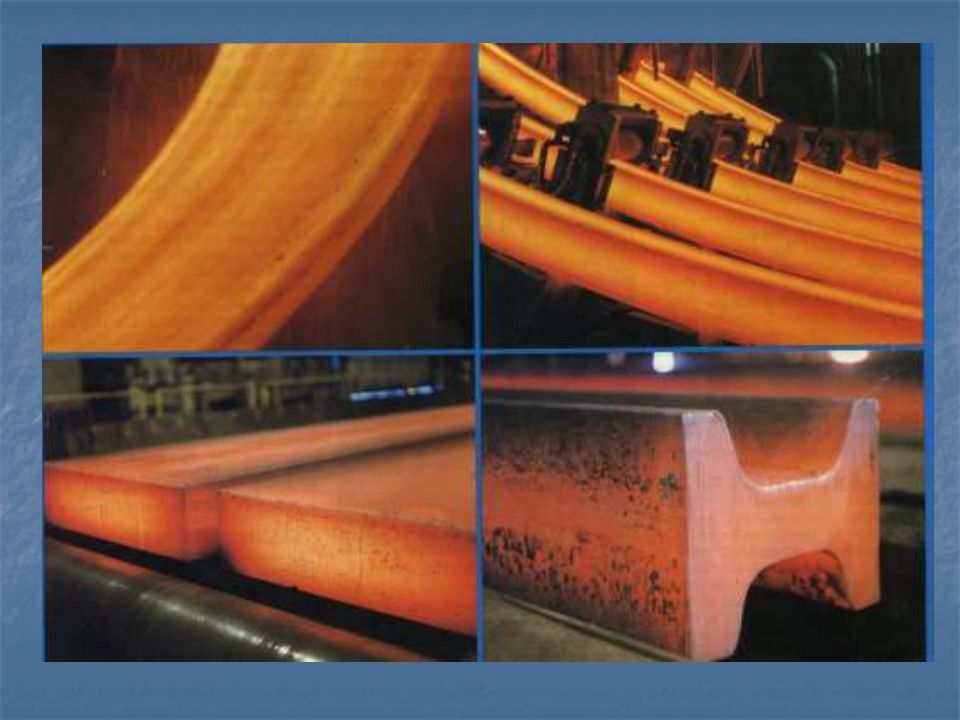
KONTİNU DÖKÜM

12
Sürekli döküm, bir potada bulunan ergimiş çeliği kalıp değiştirmeden sürekli olarak aynı kesitte, fakat gerektiğinde değişik boylarda katılaştırabilme arzusundan doğmuştur.

13
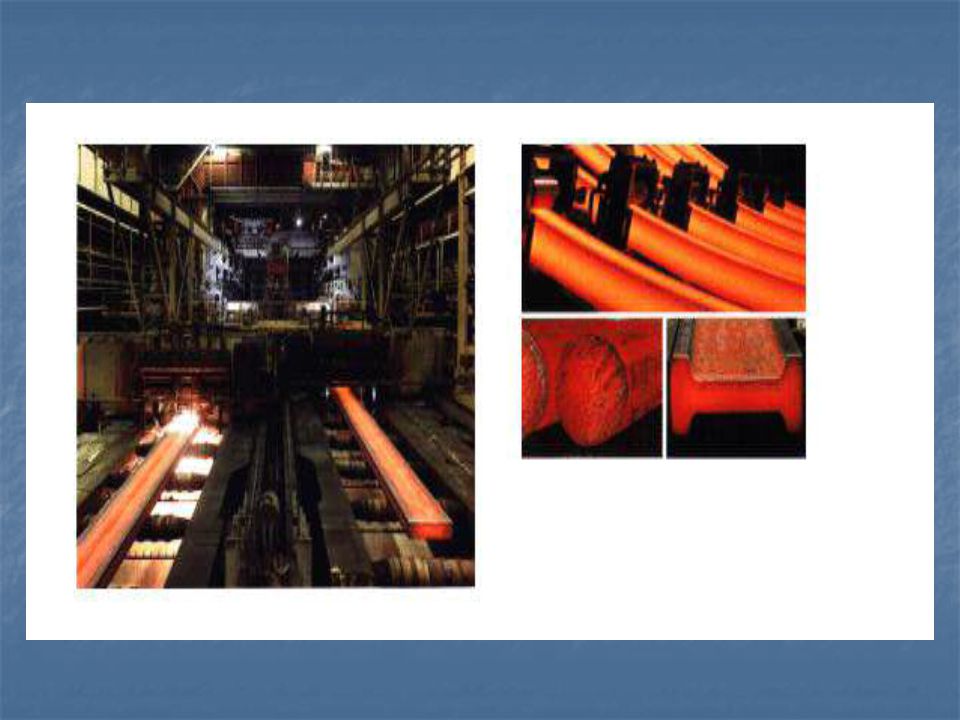
SÜREKLi DÖKÜM Ergimiş metalin su ile soğutulan, iki ucu açık
bir kalptan geçirilerek katı hale dönüştürülmesi yöntemidir

14
Genellikle şekilsiz veya az şekilli uzun parçaların dökümü yapılır.

16
Daha çok düşük ergime sıcaklıklı malzemeler ve bakır alaşımlarına tatbik edilir.

17
Sürekli dökümün üstünlükleri
1. Düzgün olmayan teşeküller ve bozulmalar önlenir. 2. Randıman %100’dür. 3. Ingotlara göre daha düzgün yüzey elde edilir. 4. Segregasyonların azalması sebebi ile yüksek kalitede malzeme elde edilir. 5. Soğutma hızı kontrol edilerek tane büyüklüğü ve yapının ayarlanma imkanı vardır. 6. Işlem ekonomiktir.

20
Sürekli döküm düşey yönde olduğu gibi dikey doğrultuda da uygulanmaktadr.

21
Yatay döküm tarzının düşey döküm tarzlarına göre birçok
üstün yönleri vardır. Bu nedenle döküm malzemesi imkan verdiği ölçüde tesisat yatay döküm tesisatı olarak kurulur. Demir esaslı olmayan metallerin tümünü yatay döküm tesisatlarında dökmek mümkündür. Ancak çeliğin döküm sıcaklığı yüksek olduğundan çeliğin yatay sürekli dökümünde bazı güçlükler mevcuttur.

24
KAYNAKLAR 1-) (-M Kendall, “The Benefits of Continuous Temperature
Measurement in the Caster Tundish,” Steelmaking Conference Proceedings, ISS, 1995. -J Usher, K Ray, and J Uhlenbush, “Continuous Measurement of Liquid Steel Temperature in the Tundish,” “MPT International” 1998 Vol 4 Page ) Çeviri : Aziz Sezer 2-) 3-) 4-)
 Çeviri : Aziz Sezer. 2-) 3-) 4-)")
25
SELIM KILIC SIBEL CATALCA

Benzer bir sunumlar



,>")
















