Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
HASIL TEKNOLOJISI

2
• 1- Hasıl nedir?: • Ipligi meydana getiren liflerin birbirine ve iplik yüzeyinden kalkan lif uçlarının iplik yüzeyine yapıstırılması ile iplik yüzeyinin düzgün ve kaygan bir hale getirilmesi islemidir. • Iplige kazandırılan teknik özellikler ve bu özelliklerin kontrolü ile iyi sonuç alınabilir. • Çözgüde yapılan hasıllama, hasıllanan iplikte istenilen kalitede dokuma ve dokuma tezgahlarında yüksek bir randıman alınmasında yardımcı olur. • Hasıllamada kullanılan hasıl makinesi önemli olmakla birlikte, lif cinsine baglı en uygun hasıl maddesinin seçilmesi ve çalısma sartlarının degistirilmesi ile iyi sonuçlar alınabilir? • Hasılın viskozitesi, sıcaklıgı, konsantrasyonu, hasıl makinesinde makine hızı, gerilimler, hasıl teknesindeki sıcaklık ve dokuma tezgahlarında çözgü kopmaları, sürtünme gibi parametrelerin kontrolünün yapılması.

3
Hasıl maddeleri Hasıl Flottesini Hazırlamak için • A- Su • B- Temel Hasıl Maddeleri • C- Hasıl Yardımcı Maddeleri

4
A-SU • Dokuma Hazırlık isleminde yapılan tek sulu islem. • Su sertligi önemli faktör

5
B-Temel Hasıl Maddeleri
• 1- Dogal Hasıl Maddeleri Nisasta, Nisasta Türevleri, Selüloz Türevleri, Protein esaslı Hasıl Maddeleri • 2-Sentetik Hasıl Maddeleri Polivinialkol, Poliakrilatlar, Stiren-Polistiren ve digerleri

6
Dogal Hasıl Maddeleri NISASTA • Bugday , Mısır, Patates, Prinç den elde edilir, ülkemizde mısır ve bugday nisastası yaygındır. • Jelatinlesme –çözünme dereceleri farklıdır. Mısır nisastası-75 C , Bugday – 80 C

7
Dogal Hasıl Maddeleri Nisasta Türevleri • Kimyasal ve Fiziksel modifikasyonlar ile nisastanın olumsuz özellikleri iyilestirilerek Nisasta Türevleri elde edilir. • Okside ve asit modifiye nisastalar, Nisasta eteri, Nisasta esterleri(denim), vb gibi
, vb gibi.")
8
Dogal Hasıl Maddeleri • Selüloz Türevleri • CMC(Karboksi Metil Selüloz); dogal selülozdan kimyasal modifikasyon ile elde edilir. • Metil ve Etil selülozlar; nisastaya göre daha elastik fakat düsük mukavemetli film elde edilir, yaygın degildir.

9
Dogal Hasıl Maddeleri Protein esaslı • Kazein ve Hayvansal atıklardan elde edilir fakat kullanımı kalmamıstır.

10
Sentetik Hasıl Maddeleri
• PVA(Polivinil alkol)- pamuklu da sıkıntılı • Poliakrilatlar – metal parçalara olan etkisi nedeniyle tercih edilmez. • Stiren, Polistiren- Kullanım yerleri ve miktarları çok azdır. Filament ipliklerde kullanılır. • Digerleri- Vinil asetat Kronik asit , PES ve Asetat liflerinin hasıllanmasında kullanılır.
- pamuklu da sıkıntılı. • Poliakrilatlar – metal parçalara olan etkisi. nedeniyle tercih edilmez. • Stiren, Polistiren- Kullanım yerleri ve. miktarları çok azdır. Filament ipliklerde. kullanılır. • Digerleri- Vinil asetat Kronik asit , PES ve. Asetat liflerinin hasıllanmasında kullanılır.")
11
C-Hasıl Yardımcı Maddeleri
• Islatıcılar • Yumusatıcılar • Yaglayıcılar • Antistatik Maddeler • Nem Tutucular • Köpük kesiciler • Antiseptikler • Vakslar

12
Iyi Bir Hasıl Karısımında
• Yapıskanlık • Elastikiyet • Kayganlık • Nem alma • Bozulmaya ve Eksimeye karsı dayanıklılık

13
• Hasıllamada Genel Kontrol
Parametreleri

14
• 2.1 Hasıl maddelerinde kontrol :
• Polimerizasyon derecesi • Hidroliz derecesi • Viskozite stabilitesi • Temperatür stabilitesi • Adhesion (yapıstırma) kabiliyeti • Köpükleme kabiliyeti • Küfe dayanıklılık • Kolay sökülebilirlik
 kabiliyeti. • Köpükleme kabiliyeti. • Küfe dayanıklılık. • Kolay sökülebilirlik.")
15
• 2.2 Hasıl Filminde Kontrol
• Bazı özellikler, onu meydana getiren hasıl maddesinin özelliklerinde kaynaklanır. Bununla beraber hasıl maddesi, hasıl sıvısı haline geldikten sonra baska fiziksel özellikler kazanır. Bu özellikler hasıllamayı etkiler. • Gerilme veya uzama kuvveti • Taze polimerizasyon modülü • Taze hidroliz derecesi • Elastikiyet

16
• 2.3 Hasıllı iplikte kontrol
• Asınma (sürtünme) mukavemeti • Ayırma güçlülügü • Ayırmada tüylenme • Ayırmada hasar görme • Ayrılmada elastikiyet • Hasıl sökmede problemler • Hasıl filminde seffaflık • Film yumusaklıgı • Ekonomik durum
 mukavemeti. • Ayırma güçlülügü. • Ayırmada tüylenme. • Ayırmada hasar görme. • Ayrılmada elastikiyet. • Hasıl sökmede problemler. • Hasıl filminde seffaflık. • Film yumusaklıgı. • Ekonomik durum.")
17
• 2.4 Hasıl makinesinde Kontrol Parametreleri
• Gerilimler makinenin bölgelerine göre degisir ve 4 bölüme ayrılır. • Kuru bölüm, hasıl leventleri alanı • Yas bölüm, hasıl teknesi alanı • Kuru bölüm, kurutma kısmı alanı • Kuru bölüm, dokuma levendine sarma alanı • Her bölümde uygulanan gerilim miktarı farklıdır. • Esneklik • Sürtünme-asınma direnci • Hasıllanmıs iplik nemliligi • Makine aksamına karsı korozyon

18
• 2.5 Dokuma tezgahlarında
• Tozlanma • Pamukçuklanma • Çözgü kopusları ( ort. 20 kabul edilir, 3200 çözgü ipliginde, 10 tezgah saatinde atkı için)
")
19
Başlıca hasıllamayı etkileyen faktörler:
• Hasıllanacak ipligin dogal veya kimyasal olmasına göre hasıl alma farklıdır. • Pamuk için yetistigi bölgeye baglı olarak pamuk da bulunan yag, mum, gibi maddelerin miktarı hasıl almayı etkiler. • Ipligin islem görmesine baglı olarak degisiklik gösterir.( Kasarlanmıs veya boyanmıs gibi) Bu tür iplikler daha fazla hasıl çeker. • Merserize pamuklar daha fazla hasıl çeker. • Normalinde fazla rutubetli veya ıslak iplikler ham iplige nazaran daha fazla hasıl alır. • Fazla bükümlü iplikler, daha az bükümlü iplikler nazaran daha az hasıl alır. • Ince iplikler, kalın ipliklere nazaran daha fazla hasıl alırlar. • Az bükümlü ipliklerin hasıllanmasında, viskozitesi daha yüksek hasıl kullanılır ve gerekirse hasıl sıvısına dolgu maddesi ilave edilir. • Kalın iplikler yüksek viskoziteli, ince iplikler düsük viskoziteli hasıl ile hasıllanır. • Hasıllama ısısı, hasılda kullanılan hasıl maddesinin cinsine göre ve peltelesme ısısının üzerinde ayarlanmalıdır. • Hasıllama hızı, baskı silindirlerinin basıncı ile ters orantılıdır. • Çift baskı silindirli hasıl teknelerinde, ikinci baskı silindirinin baskısı, birinci baskı silindirinden daha yüksek olmalıdır. • Yavas hızda, fazla, daha yüksek hızda ise daha az hasıl iplige geçer. • Pamuk ipliginden yapılmıs çözgüler, hasıl sıvısına mutlaka daldırak, diger cins iplikler ise aktarma teknigine göre hasıllanır.
 Bu tür iplikler daha fazla hasıl çeker. • Merserize pamuklar daha fazla hasıl çeker. • Normalinde fazla rutubetli veya ıslak iplikler ham iplige nazaran daha fazla hasıl alır. • Fazla bükümlü iplikler, daha az bükümlü iplikler nazaran daha az hasıl alır. • Ince iplikler, kalın ipliklere nazaran daha fazla hasıl alırlar. • Az bükümlü ipliklerin hasıllanmasında, viskozitesi daha yüksek hasıl kullanılır ve. gerekirse hasıl sıvısına dolgu maddesi ilave edilir. • Kalın iplikler yüksek viskoziteli, ince iplikler düsük viskoziteli hasıl ile hasıllanır. • Hasıllama ısısı, hasılda kullanılan hasıl maddesinin cinsine göre ve peltelesme. ısısının üzerinde ayarlanmalıdır. • Hasıllama hızı, baskı silindirlerinin basıncı ile ters orantılıdır. • Çift baskı silindirli hasıl teknelerinde, ikinci baskı silindirinin baskısı, birinci baskı. silindirinden daha yüksek olmalıdır. • Yavas hızda, fazla, daha yüksek hızda ise daha az hasıl iplige geçer. • Pamuk ipliginden yapılmıs çözgüler, hasıl sıvısına mutlaka daldırak, diger cins iplikler. ise aktarma teknigine göre hasıllanır.")
20
Hasıllamada Proses Kontrolü ve Ölçümler
• Gerilim ve Uzama • Hasıl teknesindeki Ölçümler • Viskozite Ölçümü • Hasıl Konsantrasyonu • Hasıl Teknesindeki Baskı Silindirlerinin Basınç Kontrolü • Kurutma Bölümündeki Kontroller • Asınma Sürtünme ve Bükülme testi • Sıvı Hasılın Refraktometrik % Miktarı • Hasıl Teknesinde Silindirlerin Sıkma Basıncı

21
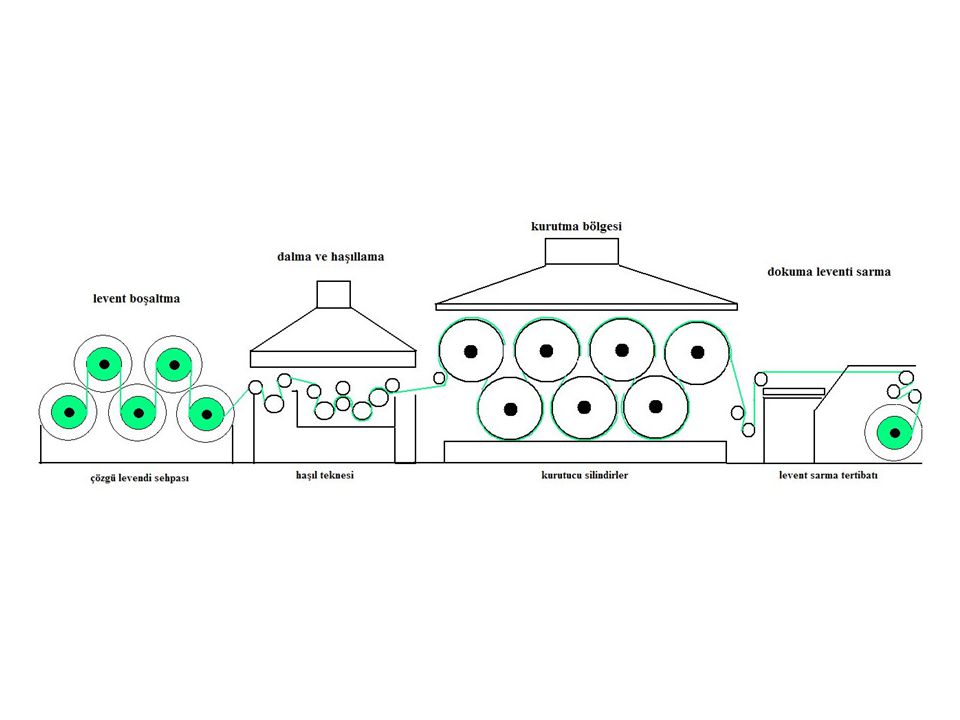
HASIL MAKINASININ KISIMLARI
• 1- Hasıl Flottesi Hazırlama ve Aktarma • 2-Hasıl Sehpası • 3-Hasıl Teknesi • 4-Hasıl Kurutma Bölgesi • 5-Hasıllı Çözgüyü Dokuma Levendine Sarma Bölgesi

23
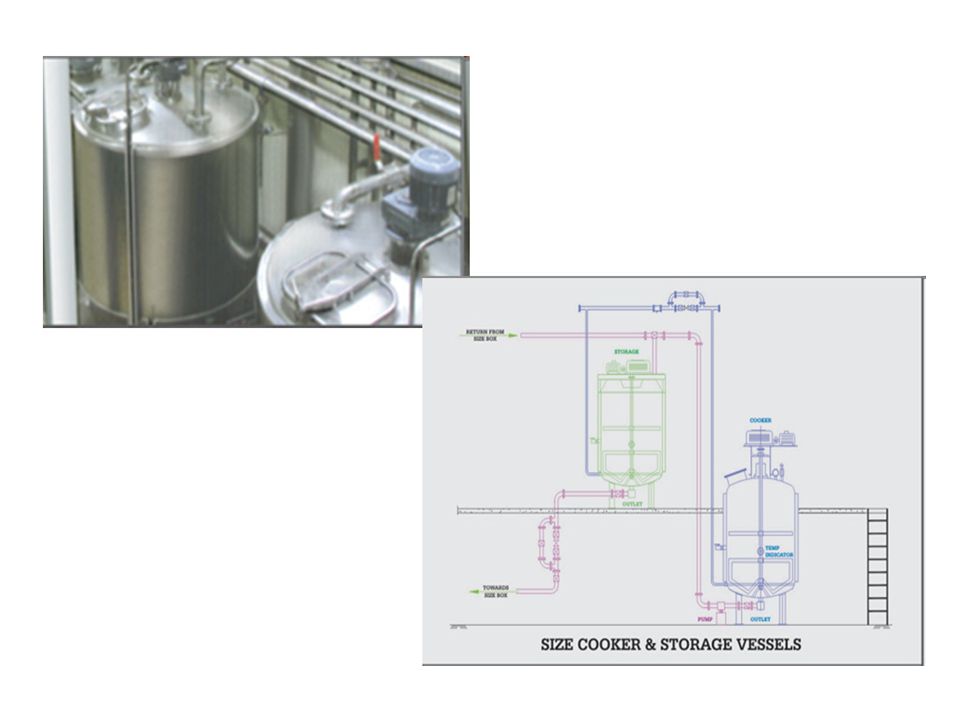
• 1- Hasıl Flottesi Hazırlama ve Aktarma
Reçeteye uygun olarak hasılın pisirildigi bölüm. Hasıl mak. bağımsız .

25
Hasıl Sehpası: • Hasıllanacak çözgü leventlerinin takıldıgı kısımdır. • Hasıl sehpasındaki leventler birbirine paralel ve çözgüleri esit gerginlikte besleyecek sekilde olmalıdır. • Hasıl sehpasında levent kapasitesi firmalara göre 5 ile 14 arasında degisebilmektedir

26
Hasıl Teknesi: • Hasıl karısımının içinde bulundugu ve çözgü ipliklerinin hasıllandıgı kısımdır. • Bir ön tekne ile içice geçmis ikinci bir tekneden olusur. • Hasıl teknesinde çözgü ipliklerini daldıran,yönlendiren ve fazla hasılı sıkan silindirler bulunur. • Ipligin özelligine göre tek veya çift daldırma yapılabilir.

27
Kurutma kısmı: • Hasıl teknesinden çıkan çözgüleri levende sarmadan önce kurutan kısımdır. • Kurutma islemi üç degisik sekilde yapılır. • Çözü ipliklerinin ısınan silindirlerin etrafında dolandırılmasıyla yapılan kurutmaya silindirli kurutma , kızılötesi ısınlar yardımıyla yapılan kurutmaya ısında kurutma, kamara içinde sıcak hava akımıyla yapılan kurutmaya ise kamaralı kurutma denir.

28
Levende sarma • Kurutma kısmından çıkan çözgülerin tek bir
çözgü levendine sarıldıgı kısımdır. • Çözgüler levende sarılmadan çapraz silindirlerinden ve toplama taragından geçirilirler. Böylece birbirine yapısan çözgü iplikleri ayrılmıs olur. • Sarım esnasında dikkat edilecek nokta sarım çapı büyüdükçe levendin dönüs hızının aynı oranda azaltılmasıdır. Hasıllanan ve kurutulan çözgü ipliklerinin çaprazlarla birbirinden ayrılıp, dokuma sıklıgında, genisliginde, ve geriliminde leventlere sarıldıgı bölge. Çapraz çubukları, Tarak, Sarma silindiri, Dokuma Leventi, Levent sarma baskı silindirleri, ve Ana motor Çapraz çubuklarının sayısı kullanılan levent sayısının bir eksigi. Çözgü ipliklerini birbirinde ayırt etmek için çapraz çubuklar, zig-zag hasıl taragı. Levent çapı büyüdükçe gerilim farkını dengelemek için dönüs hızını azaltan sistem Çözgünün sert ve yumusak sarılması için baskı silindirleri

31
Sıvı Hasılın Refraktometrik % Miktarı
Hasıl sıvısındaki katı madde miktarı, ısık-kırılması prensibine göre ölçülür. Okunan deger hasıl sıvısındaki katı madde miktarını gösterir

32
• HASILLAMA DA IPLIK GERGINLIGI
• KURU IPLIK • Tension in Kg = Total n°of ends/ Nm YAS IPLIK • Should be 1/3 o 1/4 of the dry yarn

Benzer bir sunumlar