Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Sistem temizliği Temizlik ve dezenfeksiyon, gıda endüstrisi işletmelerinin en önemli işlemleri arasında yer alır. Temizlik ve dezenfeksiyon konusunda başarıya ulaşabilmek için başta, işletmenin kuruluş aşamasında hijyen ve sanitasyon koşulları tasarımlanmış olmalıdır. Çalışan eğitimine önem verilmelidir. Temizlik ve dezenfeksiyon konusunda gerekli önlemler alınmazsa işlenen üründe, mikroorganizmaların gelişmelerine bağlı olarak daha üretimin ilk aşamalarında değişimler görülür. Son üründe telafisi imkansız kusurlara yol açabilir

2
Sistem temizliği Varılması istenen amaca göre temizlik derecesi aşağıdaki şekilde sınıflandırılabilir. Fiziksel temizlik: Gözle görülebilen pislik ve kirlerin uzaklaştırılmasıdır. Kimyasal temizlik: Yalnızca gözle görülebilen değil, aynı zamanda gözle görülmemekle beraber tat ve koku ile varlığı anlaşılabilen mikroskobik kalıntıların da uzaklaştırılmasıdır. Bakteriyolojik temizlik: Mikroorganizmaların öldürülmesidir. Fiziksel ve kimyasal temizlik yapılmaksızın bakteriyolojik temizlik yapılabilirse de fiziksel temizliğin yapılmış olması, bakteriyolojik temizlikte istenilen sonuca ulaşmayı sağlar. Sterilizasyon: Tüm mikroorganizmaların öldürülmesidir.

3
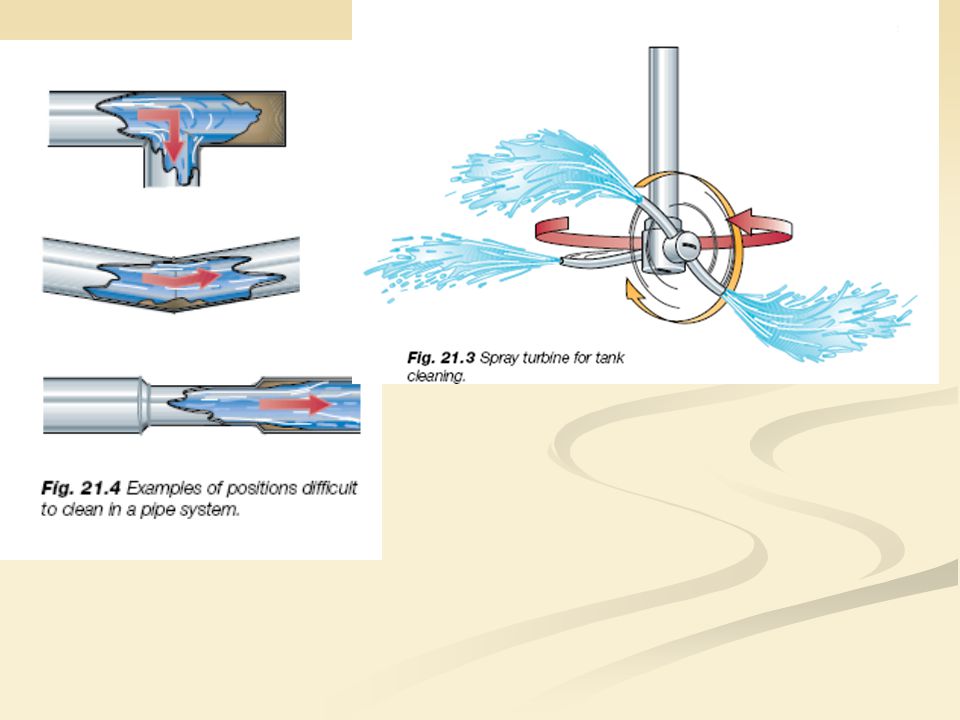
Sistem Temizliği Hammadde ya da yarı işlenmiş ürün proses hattına değdiği ve ıslattığı her yüzeyde daima bir kalıntı bırakır. Bu kalıntı değişik oranlarda yağ, protein, çeşitli tuzlar ve bakterileri içerir. Kalıntının kuruması ya da ısıl işlem sonucu sertleşmesi, yüzeylerin temizliğini güçleştirir. Kalıntının bulunduğu yüzeyin pürüzlü oluşu, mikroorganizmaların tutunma ve çoğalması için yeterlidir (Şekil 7.1).
.")
4
Temizlik maddelerinden beklenen fiziksel ve kimyasal özellikler
Suda kolay çözünür olmak Yüzeylerdeki organik öğeleri yerlerinden sökebilmek Kalıntı filmini yumuşatmak ve gevşetmek Kalsiyum tuzlarını tutabilmek Bakterileri öldürmek Orta düzeyde köpürmek Korozyona neden olmamak Dezenfektan etkili olmak Ucuz olmak Çevre kirliliğine neden olmamak

5
Gıda işletmelerinde kullanılan temizlik ve dezenfeksiyon maddeleri
Su: Hem en yaygın olarak kullanılan temizlik maddesidir, hem de tüm temizlik maddelerinin çözündüğü bir ortamdır. Suyun dezenfektan etkisi sıcaklık derecesine bağlıdır. Kimyasal maddelere dayanıklı bir çok orgnizma sıcak suyun etkisi ile öldürülebilir. Bazik karışım çözeltiler: Kostik soda, sodyum karbonat ve sodyum metasilikat gibi bazik çözeltiler kullanılır. Bunlar organik kalıntılar üzerinde çok iyi bir çözücü etkisi gösterir. Bu karışımların içerisinde polifosfatlar, yüzey aktif maddeler ve kelat ajanlar yer alır

6
Bazik sade çözeltiler: NaOH (kostik soda), Sodyum karbonat (Soda), Sodyum metasilikat çözeltilerinden oluşur Asitli çözeltiler: Nitrik aist ve fosforik asitin belirli derişimlerini içeren çözeltilerdir.

7
Bazik karışım çözeltiler
Karışımda kostik soda (NaOH), sodyum karbonat ve sodyum meta silikat gibi bazik çözeltiler kullanılır. En yaygın kullanılanı kostik sodadır. Kostik soda yüksek sıcaklıkta yağları suda çözünür hale dönüştürmek, bakterileri öldürebilmek ve ucuz olmak gibi özellikleri nedeniyle tercih edilirler.
, sodyum karbonat ve sodyum meta silikat gibi bazik çözeltiler kullanılır. En yaygın kullanılanı kostik sodadır. Kostik soda yüksek sıcaklıkta yağları suda çözünür hale dönüştürmek, bakterileri öldürebilmek ve ucuz olmak gibi özellikleri nedeniyle tercih edilirler.")
8
Bazik karışım çözeltilerin hazırlanmasında kullanılan belli başlı diğer temizlik maddeleri;
Polifosfatlar: Etkili emülgatör ve dispersiyon özellikleri nedeniyle kullanılırlar. Polifosfatlar suyu yumuşatma özelliği yanında paslanmayı önleyici etkiye de sahiptirler. En yaygın olanı Sodyum trifosfat tır. Kanalları tıkama tehilikesine karşı kosantrasyonları düşük tutulur (Kirlilik ögelerini yıkama suyu içinde kalmalarını sağlarlar). Yumuşatıcı (Yüzey aktif) ajanlar: Anyonik ve katyonik türleri vardır. Anyonik yüzey aktif ajanlara alkali sülfatlar (teefol) ve katyonik olanlara ise kuartenari amonyum tuzları örnek olarak verilebilir. Bu maddelerin etkisi ile deterjanlar temizlenecek olan yüzeye yayılmakta ve etkinliği artmaktadır.
. Yumuşatıcı (Yüzey aktif) ajanlar: Anyonik ve katyonik türleri vardır. Anyonik yüzey aktif ajanlara alkali sülfatlar (teefol) ve katyonik olanlara ise kuartenari amonyum tuzları örnek olarak verilebilir. Bu maddelerin etkisi ile deterjanlar temizlenecek olan yüzeye yayılmakta ve etkinliği artmaktadır.")
9
Bazik karışım çözeltilerin hazırlanmasında kullanılan belli başlı diğer temizlik maddeleri;
Kelat ajanlar: En yaygın olarak kullanılanları etilendiamin tetraasetik asit (EDTA) ve nitrotriasetik asit (NTA)’dır. Çökelme eğiliminde olan kalsiyum ve magnezyum tuzlarının çözeltide kalmasını sağlayarak çökelmelerini önlerler. Şişe yıkama maddelerinde taş oluşumunu önlerler.
 ve nitrotriasetik asit (NTA)’dır. Çökelme eğiliminde olan kalsiyum ve magnezyum tuzlarının çözeltide kalmasını sağlayarak çökelmelerini önlerler. Şişe yıkama maddelerinde taş oluşumunu önlerler.")
10
Şekil 7.2. Soğuk su ile çarkalamada yağ tanecikleri suyun boru ile temasını engellediği için etkin temzilik olmaz. Bu nedenle yüzey aktif ajana katılması gerekir. Ancak yeterli değildir. Proteinler suyu absorbe ederek şişerler ancak uzaklaşmazlar Bazik bir madde ile pH artarsa çözücü etkide artar Temizleme çözeltisinde yüzey aktif bir maddenin bulunması halinde temizlemenin etkinliği artar Kelat ajanlar Ca tuzlarını tutar ve tekrar yüzeyde birikimini engeller Yüzeyden uzaklaştırılan kirlilik öğeleri temizlik sıvısının içinde kalmalıdır bu nedenle polifosfatlar içeren çözeltiler kullanılır. En son olarak durulama yapılır

11
Bazik sade çözeltiler Temizlikte kullanılan bazik sade çözeltilerin başında soda olarak bilinen sodyum hidroksit gelir. Derinliğine etki etmesi nedeniyle tercih edilen ancak daha pahalı olan diğer bir bazik sade çözelti sodyum metasilikattir. Korozyon etkisi azdır. Şişe yıkama makinelerinde trisodyum fosfat leke oluşturmadığı için tercih edilir.

12
Asit çözeltiler Isıl işlem görmüş yüzeylerin temziliğinde kullanılır.
Bazik uygulamadan sonra yüzeyde kalan birikintileri uzaklaştırır Nitrik, hidroklorik (korozif olduğu için pek tercih edilmez), sülfirik ve fosforik asit yaygın olarak kullanılır.
, sülfirik ve fosforik asit yaygın olarak kullanılır.")
13
Ticari (kombine) çözeltiler
El deterjanları ve makine deterjanları olarak iki gruba ayrılırlar. El deterjanlarının yapısında bazik çözücüler, jelatin ajanlar ve yüzey aktif maddeler bulunur. Makine deterjanları paslanmaz çelikten yapılmış ısı aktarım düzenleri, depo ve proses tankları, pompalar ve borulu iletim hatlarının oluşturduğu kapalı sistemlerin temizliğinde kullanılan hazır karışımlardır (yüksek pH lıdır). Bazik esaslı olanları; Sodyum hidroksit, jelatin ajanlar ile yüzey aktif maddelerin karışımıdırlar. Asidik esaslı olanları; Nitrik ve fosforik asit içerir (% düzeyinde)
. Bazik esaslı olanları; Sodyum hidroksit, jelatin ajanlar ile yüzey aktif maddelerin karışımıdırlar. Asidik esaslı olanları; Nitrik ve fosforik asit içerir (% düzeyinde)")
14
Temizlik işlemi Gıda endüstrisinde temizlik işlemi, işlenen son hammaddenin hemen arkasından başlar. Temizliksiz geçen süre temizliğin zorlaşmasına ve bulaşma tehlikesinin artmasına neden olur. Kullanılacak temizlik maddesinin temizlenecek yüzeye göre seçilmesi gerekmektedir. Temizlik maddesinin temizlenecek yüzeye korozif etki yapması istenmez.

15
Temizlik işlemi Günümüzde gıda endüstrisinin makine ve ekipmanları paslanmaz çelik alaşımlardan yapılır. Paslanmaz çelik korozyona dayanıklıdır. Ancak klordan etkilenir. Bu nedenle hidroklorik asit çözeltilerin kullanılmamasına dikkat edilir. Cam ve yağlı boyalı yüzeyler, beton tabanlar kuvvetli bazik ve asitli çözeltilerden zarar görürler. Kauçuk parçalar ise bazik çözeltilerden etkilenmezler.

16
Temizlik işlemi Temizlik işlemi genelde üç faza ayrılır.
Birinci fazda temizlenecek olan yüzeydeki kalıntı çözülür. İkinci fazda çözünmüş olan kalıntı temizlik maddesi tarafından tutulur. Üçüncü fazda ise tutulan pisliğin tekrar yüzeye yapışması önlenir.

17
Ürün kalıntılarının alınması
Temizlik üretim bittikten hemen sonra başlamalıdır. Tüm makine ve ekipmanların sökülebilir parçaları ayrılır. Fırçalar, püskürtme tabancaları yardımıyla kaba pislikler ve ürün kalıntıları alınır. Filtrelerin kaba temizliği yapılır.

18
Ön çalkalama Sökülebilir birim ve parçalar önce sıcak su ile çalkalanır. Sıcak su, yağların çözünmesinde etkilidir ve deterjanlı çözeltinin işlevini kolaylaştırır.

19
Deterjanlı çözelti ile temizlik
Ön çalkalamadan sonra deterjanlı çözelti ile temizliğe geçilir. Deterjanın etkili olabilmesi kullanılan konsantrasyonu, sıcaklığı, mekanik temizleme etkisi, temizleme süresi gibi faktörlere bağlıdır.

20
Son çalkalama Deterjan çözeltisi ile temizlik tamamlandıktan sonra sistemin tekrar çalkalanması gerekir. Sistemde kireç kalıntısı bırakmamak için son çalkalamanın yumuşatılmış su ile yapılması idealdir. Sistem temizlik sonrası bir gece bekleyecek ise Son çalkalama suyunun pH 5’in altına indirilebilir ?

21
Dezenfeksiyon Dezenfeksiyon mikroorganizmaların yok edilmesidir.
Dezenfeksiyon amacıyla buhar, sıcak su veya kimyasal maddeler kullanılır (thermal dezenfeksiyon). Kimyasal dezenfektanlar bazik, asidik ve nötr olmak üzere üç gruba ayrılırlar. Sodyum hipoklorit (NaOCl), kloramin, klorin, hidrojen peroksit kullanılan dezenfektanlardandır. UHT sütlerde cok önemlidir. Üretim başlamadan hemen önce yapılır.
. Kimyasal dezenfektanlar bazik, asidik ve nötr olmak üzere üç gruba ayrılırlar. Sodyum hipoklorit (NaOCl), kloramin, klorin, hidrojen peroksit kullanılan dezenfektanlardandır. UHT sütlerde cok önemlidir. Üretim başlamadan hemen önce yapılır.")
22
Otomatik temizleme sistemleri (CIP)
Otomatik temizleme sistemlerinde İngilizcede “clean in place” ifadesinin karşılığı olan yerinde temizlik söz konusudur. Yerinde temizlik teriminde amaç sistem ya da makinenin parçalarının sökülmeksizin temizlenmesidir. Günümüz alet ve ekipmanları hermetik sistemler olmasından dolayı CIP sistemi bu tür ekipmanlar için zorunlu hale gelmiştir.

23
Otomatik temizleme sisteminin uygulanabilmesi için,
Ürün kalıntılarının aynı cins olması, Temizlenecek yüzeylerin aynı malzemeden ve temizlik malzemesinin zarar vermeyeceği nitelikte olmalı, Sistemdeki ekipmanların aynı anda temizlenmeye uygun olması Temizlenecek yüzeylerin rakorsuz argon kaynaklı olması ve ölü noktaların bulunması, Makine ve ekipmanların suyun ve kullanılan kimyasalların akmasına imkan sağlayacak eğimde yerleştirilmiş olması gereklidir. Temzilik maddelerine karşı dayanıklı olmalıdır

25
CIP sistemleri Isı değiştirici ve benzeri düzenlerin bulunduğu sistemler Isıtılan yüzeyi bulunmayan borulu iletim düzeni, ürün tankları ve benzeri ekipmanların Temizlenmesinde farklı CIP programları kullanılır.

26
Isı değiştiriciye sahip olan düzenlerin temizliğinde,
Sıcak Su ile çalkalama (10 dk) Sıcak bazik çözelti ile sirkülasyon (% , 30 dk 75 oC) Sıcak su ile ara çalkalama (5 dk) Sıcak nitrik asit ya da benzeri (fosforik asit) çözelti ile sirkülasyon (% 0.5-1, 20 dk 70 oC) Giderek soğutulan su ile çalkalama (8 dk içinde kademeli soğutma)
 Sıcak bazik çözelti ile sirkülasyon (% , 30 dk 75 oC) Sıcak su ile ara çalkalama (5 dk) Sıcak nitrik asit ya da benzeri (fosforik asit) çözelti ile sirkülasyon (% 0.5-1, 20 dk 70 oC) Giderek soğutulan su ile çalkalama (8 dk içinde kademeli soğutma)")
27
Isıtıcı yüzeyi bulunmayan borulu iletim düzeni, ürün tankların temizliğinde,
Sıcak su ile çalkalama Sıcak bazik çözelti ile sirkülasyon Sıcak su ile ara çalkalama Giderek soğutulan su ile son çalkalama

28
CIP sistemini oluşturan makina ve ekipmanlar
CIP tasarımında Gıda işletmesinin türü ve işlenen gıdanın özellikleri göz önüne alınır CIP sistemini oluşturan makina ve ekipmanlar Depo tanklar (Sıcak su, Baz ve Asit tankları) (temiz ve kirli çözeltiler için) Kontrol elemanları Sirkülasyon düzeni
 (temiz ve kirli çözeltiler için) Kontrol elemanları. Sirkülasyon düzeni.")
29
İşletmelerin büyüklükleri dikkate alınarak kurulacak CIP sistemleri
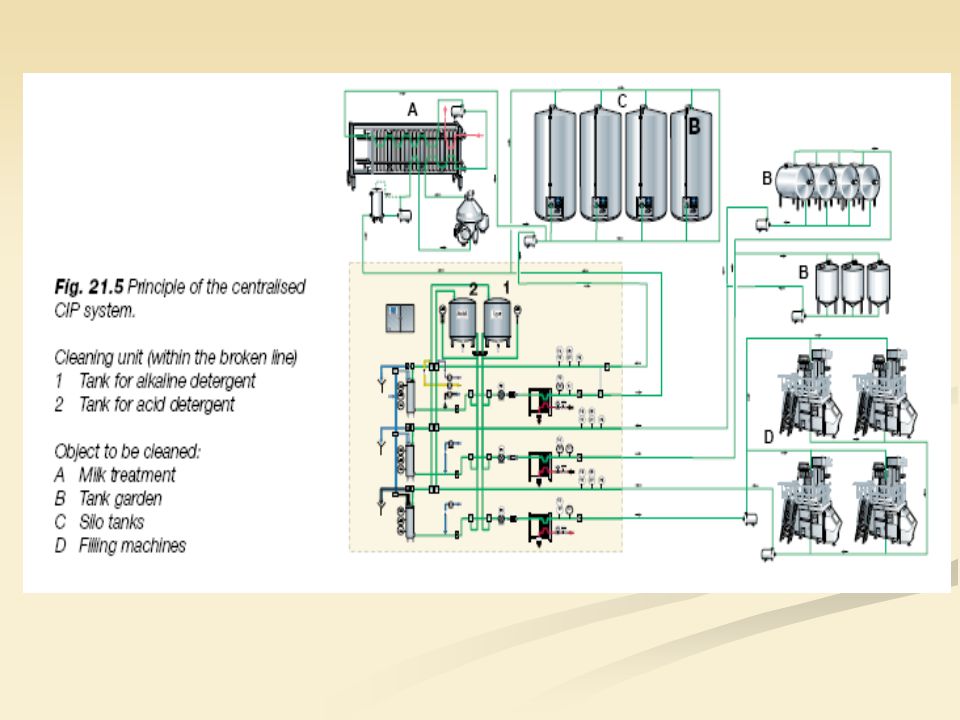
Merkezi CIP sistemi: Orta büyüklükte işletmelerin temizliğinde kullanılmaktadır. İşletmenin belirli bir bölümünde kurulmakta, tüm sirkülasyon özel CIP hatları ile işletmeye ulaştırılmaktadır. Deterjan çözeltilerinin konsantrasyonu otomatik olarak kontrol edilmektedir. Seyyar CIP sistemi: Genellikle çok büyük işletmelerde işletmede birden fazla gezer CIP sitemi kurulması daha ekonomik olmakta ve temizlik süresi kısalmaktadır.

33
Temizlik Kontrolü Yapılan temizlik sisteminin etkinlik derecesinin kontrolü de önemlidir. Bu amaçla temizlik yapılan yüzeyden swap yöntemi ile örnek alınıp ekim yapılır. Koliform varlığı indikatördür. cm2 max. bir koli bakteri bulunması kriter olarak kabul edilir.

34
OTOMASYON

35
OTOMASYON Gıda işletmelerinde otomasyon gereksiniminin nedenleri;
Standart ve üstün kalitede ürün üretmek Ekonomik çalışma ilkesini uygulamak Sonuçları tehlikeli olan kusurları kısıtlamak Üretimde üstün güvenlik sağlamak Esnek üretim ve üretim kontrolü yapmak İyi çalışma koşulları sağlamaktır.

36
FABRİKA KURULUŞ TEKNİKLERİ

37
Fabrika kuruluş çalışmaları
Fabrikaların kuruluşu amacıyla yapılacak çalışmalarda dikkat edilmesi gereken konular üç ana grup altında toplanabilir: Kuruluş etüd ve çalışmaları Yerleşim planlarının yapılması Yerleşim Teknikleri

38
Kuruluş etüd ve çalışmaları
Fizibilite raporu Kapasite tayini Teknoloji seçimi Enerji kullanımı Üretim akış şemaları Yerleşim planı ve iş akış modeli seçimi Yer seçiminden oluşur

39
Fizibilite raporu Fizibilite raporunda tesisin yeri, çevre ile ilişkileri, kapasitesi, uygulanacak üretim teknolojisi, uygun bina, tesis, makine ve ekipmanların tanımları, bunlara ait hesaplanmış ya da tahmini yatırım bedelleri, işletmenin tahmini işletme sermayesi, rantabilite hesapları, yatırım tutarı, amortisman analizi gibi bilgiler yer alır.

40
Kapasite tayini Kapasitenin tayini, fabrikanın bina, makina ve ekipman gibi tüm olanaklarının projelendirilmesine esas olacaktır. Kurulu kapasiteden tam olarak yararlanılmaması halinde ilerde mamul ürün fiyatları olumsuz yönde etkilenecektir.

41
Teknoloji seçimi Teknoloji seçiminde üretilecek ürün veya ürünlerin cins ve kalitesi büyük ölçüde etkendir. En son teknoloji seçimi her zaman geçerli değildir. Ülkenin ekonomik, mali, ticari ve sosyal koşullarının da dikkate alınması gereklidir. Makine ve ekipmanın çok yönlü amaçlar için kullanılabilmesi de önemlidir.

42
Enerji kullanımı Ucuz ve kesintisiz olarak temin edilen enerji türünün seçilmesi gereklidir.

43
Üretim akış şemaları Üretim akış şeması, hammadde girişinden başlayarak son ürün çıkışına kadar geçen süreç içerisinde hammaddenin geçireceği aşamaları ve uygulanacak işlemleri gösterir. Taslak üretim akış şeması ile makine ve ekipmana ait yaklaşık veya ortalama bedeller hazırlanmakta olan fizibilite raporunda yer alır. Şekil 9.1’de (sy 500) elma suyu üretimine ait üretim akış şeması verilmektedir.
 elma suyu üretimine ait üretim akış şeması verilmektedir.")
44
Yerleşim planı ve iş akış modeli seçimi
ayrıntılı üretim akış şeması işletme taslak yerleşim planlarının hazırlanmasına esastır. Bu planlar üzerinde üretim akış şeması ile uyumlu olarak düşünülen üretim birimlerine ait bölmeler ve bu bölmelere yerleştirilecek olan makine, ekipman, teçhizat ve cihazların yerleri belirlenir. Şekil 9.2’de (sy 50) elma suyu üretimine ait ayrıntılı üretim akım şeması görülmektedir.
 elma suyu üretimine ait ayrıntılı üretim akım şeması görülmektedir.")
45
Yerleşim planı ve iş akış modeli seçimi
Fizibilite raporunda belirtilmesi gereken diğer önemli noktalar işletme binası ile birlikte ısı merkezi, trafo binası, soğutma kulesi, soğukta muhafaza depoları, su pompa istasyonu, su deposu gibi yardımcı kilit tesisler ile idare binaları, kantin, kafeterya, sağlık merkezi, acil servisler, lojman, bakımevi, yedek parça deposu, garaj, laboratuvarlar, fabrika girişi, yollar ve park yerleri gibi diğer yardımcı tesislerin tümü için gerekli alanların büyüklükleri ve yerleşim planlarıdır.

46
Yöre seçimi Fabrikalar genellikle hammadde kaynaklarının bol ve yakın olduğu alanlara kurulur. Komşu yörelere bağlantılı karayolları, demiryolu ve deniz yolu merkezlerine olan uzaklıkları da dikkate alınır. Yörede işçi bulma olanakları, elektrik enerjisi ve su kaynaklarına olan yakınlığı da göz önünde bulundurulur.

47
Arsa seçimi Yöre belirlendikten sonra arsa seçimine geçilir.
İşletme arsasında yer alacak olan tesislerin büyüklükleri dikkate alınarak taslak vaziyet planı hazırlanır. Arsanın topografik durumu ve jeolojik yapısının incelenmesi gereklidir. Bu incelemeler sonucunda deprem kuşağında olup olmadığı, yer altı su rezervlerinin durumu, zeminin yumuşak ve sert oluşu hakkında bilgi sahibi olunur.

48
Yerleşim planlarının yapılması
Arsa yerleşim planı İşletme binası yerleşim planı

49
Arsa yerleşim planı Hammadde iletim ve taşınım faktörleri
Yardımcı kilit tesisler ile ilgili faktörler Enerji donanımları ile ilgili faktörler Atık su ve pis su donanım faktörleri İşletme binası faktörleri Yardımcı diğer bina ve tesislerle ilgili faktörler dikkate alınır.

50
İşletme binası yerleşim planı
Ekonomik faktörler Güvenlik ve proses faktörleri İşletme ve bakım faktörleri Yapısal ve görünüm faktörleri Tevsi (eklenti) faktörleri Otomasyon faktörleri Göz önünde bulundurulur.
 faktörleri. Otomasyon faktörleri. Göz önünde bulundurulur.")
51
Sonuç olarak, Tüm bu kriterler birlikte değerlendirilerek ayrıntılı bir fizibilite raporu hazırlanır.

52
Teşekkürler

Benzer bir sunumlar