Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
HAZIR GİYİMİN PAZAR YAPISI VE DAĞITIMI
HAZIR GİYİM İŞLETMELERİ ÇOĞU KEZ BÜYÜK TOPTANCILARA MAL ÜRETİRLER. BÜYÜK TOPTANCILAR BAYİLERİNE, BAYİLER DE PERAKENDİCİLERE DAĞITIM YAPARLAR. TABİİ BU ZİNCİRDE FİYAT GİTTİKÇE ARTAR.

2
ÜLKEMİZDE KONFEKSİYON ÜRETİMİNİN %75’İ İHRAÇ EDİLMEKTE, %25’İ İÇ PİYASADA TÜKETİLMEKTEDİR.
İHRACATA AÇILMANIN ÜRETİCİLERE GETİRDİĞİ EKONOMİK FAYDALARININ DIŞINDA ŞU FAYDALARDA GÖRÜLÜR. ● TEKNOLOJİ VE BİLGİ ALIŞ VERİŞİ ● KALİTE ANLAYIŞININ DEĞİŞMESİ ● TERMİN BİLİNCİNİN YERLEŞMESİ ● İŞÇİ VE TEKNİSYENLERİN EĞİTİLMESİ ● DAHA SERİ VE TİTİZ MALİYET KONTROLÜ ● İSTİHDAM SAHASININ GENİŞLEMESİ ● ESNEK VE HIZLI ÜRETİME UYUM

3
KONFEKSİYON İŞLETMELERİNDE ORGANİZASYON VE İŞ AKIŞI
NOT: ORTA BÜYÜKLÜKTEKİ BİR KONFEKSİYON İŞLETMESİNİN İDARİ YAPISI

4
KONFEKSİYON İŞLETMELERİNDE ORGANİZASYON VE İŞ AKIŞI
BÜYÜK BİR KONFEKSİYON İŞLETMESİNİN İDARİ YAPISI

5
İŞ AKIŞI ORGANİZASYONU
ÜRETİMİN GERÇEKLEŞTİRİLEBİLMESİ İÇİN İŞÇİ, MAKİNE VE MALZEMENİN YER VE ZAMAN AÇISINDAN ORTAK FAALİYETLERİNİ DÜZENLEYEN BİR ORGANİZASYONDUR. BU ORGANİZASYON ÇERÇEVESİNDE ? KİMİN ? NEREDE ? NE ZAMAN ? HANGİ ÜRETİM ARACI VE EKİPMANLARLA ? NE MİKTARDA ? NE KADAR SÜRE İÇİN HAZIR BULUNMASI GEREKTİĞİ BELİRLENİR. YANİ İŞLERİN KOORDİNE EDİLMESİ SAĞLANIR.

6
KONFEKSİYON İŞLETMELERİNDEKİ BÖLÜMLER VE YERİNE GETİRİLMESİ GEREKLİ GÖREVLER

7
A) HAMMADDE DEPOSU VE HAMMADDE TEMİNİ
HAMMADDE TEMELDE İKİYE AYRILIR. 1- ANA MALZEME 2- YARDIMCI MALZEME

8
B) GİYSİ TASARIMI VE MODEL KALIP DAİRESİ
GİYSİ TASARIMI: BİR MODELİN KUMAŞININ, AKSESUARLARININ VE ÇİZGİSİNİN TASARIMI ANLAMINA GELİR. BİR KOLEKSİYON EN AZ PARÇADAN OLUŞTURULUR. GİYSİNİN EN AZ %70’İ KUMAŞ TASARIMI, %30’U İSE STİLDİR. İDARE TARAFINDAN ÜRETİMİNE KARAR VERİLEN MODELLERİN ÖRNEKLERİ (NUMUNELERİ) ÜRETİLİR. NUMUNE BÖLÜMLERİ GENELLİKLE İŞLETMELERİN EN PAHALI BÖLÜMLERİDİR.
 ÜRETİLİR. NUMUNE BÖLÜMLERİ GENELLİKLE İŞLETMELERİN EN PAHALI BÖLÜMLERİDİR.")
9
C) KESİM PLANININ HAZIRLANMASI
BELLİ BİR MODELE AİT MÜŞTERİ SİPARİŞLERİNİN TESLİM TARİHLERİ GÖZ ÖNÜNE ALINARAK BİR ARAYA TOPLANMASI SONUCU HANGİ BEDENLERİN, KAÇ ADET KESİLMESİ GEREKTİĞİNİ GÖSTEREN PLANLAR HAZIRLANIR. BU PLANLARDA KULLANILACAK KUMAŞLAR GÖSTERİLİR.

10
D) KUMAŞIN SERİLMESİ KUMAŞIN KALINLIĞI VE BIÇAĞIN KESİM YÜKSEKLİĞİ KUMAŞIN KAT SAYISINI BELİRLER. SERİM UZUNLUĞU İSE PASTAL RESMİNE BAĞLIDIR. SERİM UZUNLUĞU VE SERİM KAT SAYISI BELİRLENDİKTEN SONRA ELLE, ARABA İLE VEYA SERME MAKİNASI İLE SERİM YAPILIR.

11
E) PASTAL RESMİ HAZIRLANMASI
SİPARİŞ DURUMUNA GÖRE KESİM EMİRLERİ HAZIRLANIR (HANGİ BEDENDEN KAÇ ADET KESİLECEĞİ). PASTAL RESMİ EN AZ FİRE VERİLECEK ŞEKİLDE KALIPLARIN (ŞABLONLARIN) YERLERİ BELİRLENMELİDİR. GÜNÜMÜZDE GENELDE PASTAL RESMİ BİLGİSAYARLAR VASITASIYLA ÇİZİLMEKTEDİR.
. PASTAL RESMİ EN AZ FİRE VERİLECEK ŞEKİLDE KALIPLARIN (ŞABLONLARIN) YERLERİ BELİRLENMELİDİR. GÜNÜMÜZDE GENELDE PASTAL RESMİ BİLGİSAYARLAR VASITASIYLA ÇİZİLMEKTEDİR.")
12
F) KESİM İŞLEMİ İLK ÖNCE BIÇAKLAR İLE KABA KESİM YAPILIR. DAHA SONRA HIZAR VASITASIYLA İNCE KESİM GERÇEKLEŞTİRİLİR. BİLGİSAYAR İLE KESİM YAPAN MAKİNELERDE VARDIR. BU MAKİNELERDE KESİM MAKİNESİ PASTAL RESMİNE GÖRE OTOMATİK OLARAK KESİM YAPAR.

13
G) DÜZENLEME (NUMARALAMA, EŞLEŞTİRME, METOLAMA, FİKSAJ VE DİKİME İŞ HAZIRLAMA
DÜZENLEME BÖLÜMÜNDE ÜRETİMİ ÖNGÖRÜLEN KESİLMİŞ GİYSİ PARÇALARI BİR BEDENİ OLUŞTURACAK ŞEKİLDE İSTENEN ADETLERDE VE CİNSLERDE BİR ARAYA TOPLANARAK DİKİME HAZIR HALE GETİRİLİR. GEREKLİ OLAN İPLİK, FERMUAR, ETİKET, DÜĞME ASTAR V.S. GİBİ AKSESUAR VE YARDIMCI MALZEMELERDE HAZIRLANIR.

14
KUMAŞIN BAŞI-SONU ARASINDA RENK FARKLILIKLARI OLABİLİR
KUMAŞIN BAŞI-SONU ARASINDA RENK FARKLILIKLARI OLABİLİR. BU FARKLILIKLARIN ELBİSEDE SORUN YARATMAMASI İÇİN DÜZENLEME BÖLÜMÜNDE KUMAŞIN HER KATINA NUMARA VERİLMESİ GEREKİR. AYNI NUMARADAKİ GİYSİ PARÇALARININ BİRLEŞTİRİLMESİ SAĞLANARAK RENK FARKINDAN KAYNAKLANABİLECEK HATALARIN ÖNÜNE GEÇİLİR.

15
H) İŞ HAZIRLAMA BİR GİYSİYİ MEYDANA GETİREN TÜM İŞLEMLERİN BELİRLENMESİ, BUNLARIN HANGİ SIRA VE DÜZENDE, HANGİ MAK. VE YARDIMCI ALETLERLE YAPILACAĞININ, İŞLEM SÜRELERİNİN, SAATTE KAÇ ADET, KAÇ İŞÇİYLE ÜRETİLECEĞİNİN SAPTANMASI İŞİDİR.

16
İŞLEM SÜRELERİNİN SAPTANMASI
BU İŞ İŞ-ZAMAN ETÜDÜ İŞİDİR. HIZLI ÇALIŞMA, VERİMLİ ÇALIŞMA KONFEKSİYON İŞLETMELERİ İÇİN HAYATİ ÖNEM TAŞIR. KONFEKSİYON İŞLETMELERİNDE GENELDE PRİM SİSTEMİNE GÖRE ÇALIŞIR. BELLİ BİR SAYININ ÜZERİNDE İŞ YAPAN İŞÇİYE ÖDÜL OLARAK PRİM VEYA BAŞKA PEKİŞTİREÇ VERİLİR.SÜRELERİN SAPTANMASI VE VERİMLİLİĞİN ARTTIRILMASI İÇİN İŞLETMELER ENDÜSTRİ MÜHENDİSLERİ VEYA TEKSTİL MÜHENSDİSLERİNİ GÖREVLENDİRİRLER.

17
I) DİKİMHANE KONFEKSİYON İŞLETMELERİNİN ANA BÖLÜMÜDÜR. PEK ÇOK HESAP DİKİMHANE KAPASİTESİ GÖZ ÖNÜNE ALINARAK YAPILIR. DİKİMHANEDE KESİMDE DÜZENLENMİŞ OLAN PARÇALARIN MONTAJI YAPILIR. İŞLEMLER BELLİ BİR MANTIK SIRASINA GÖRE YAPILIR. DİKİMHANEDE AMACINA YÖNELİK ÇEŞİTLİ MAK. MEVCUTTUR.

18
BASİT BİR T-SHİRT DİKİMİNDE İŞ AKIŞI

19
J) ÜTÜ - PRES DİKİM İŞLEMİ TAMAMLANAN, İPLİKLERİ TEMİZLENEN GİYSİLER ÜTÜLENMEK VE FORM KAZANDIRILMAK ÜZERE ÜTÜ BÖLÜMÜNE TAŞINIRLAR. BU BÖLÜMDE GİYSİNİN KIRIŞIK YERLERİNİN DÜZELTİLMESİ YANINDA BELLİ BİR FORM DA VERİLİR. SENTETİK LİFLERİN VE DOĞAL LİFLERİN ÜTÜLENMESİ ARASINDA ÇEŞİTLİ FARKLAR VARDIR. BU FARKLARA DİKKAT ETMEK GEREKİR.

20
K) SON İŞLEMLER SON OLARAK ÜTÜDEN SONRA GİYSİLER KALİTE KONTROL YAPILARAK PAKETLEME YAPILIR.
 SON İŞLEMLER SON OLARAK ÜTÜDEN SONRA GİYSİLER KALİTE KONTROL YAPILARAK PAKETLEME YAPILIR.")
21
L) SEVKİYAT DEPODAKİ MALLAR SEVK RAPORLARINA GÖRE UYGUN RENK, BEDEN VE ADETLERDE BİR ARAYA TOPLANIR. SEVKİYAT MÜŞTERİNİN TALEBİNE GÖRE ASKILI VEYA KOLİ HALİNDE SEVK EDİLİR.

22
ÜRÜN GELİŞTİRME (TASARIM - KALIP HAZIRLAMA - PASTAL RESMİ

23
BAŞARILI İŞLETMELERİN TASARIM VE KOLEKSİYON DEPARTMANLARI BULUNUR
BAŞARILI İŞLETMELERİN TASARIM VE KOLEKSİYON DEPARTMANLARI BULUNUR. BU İŞLETMELER YENİ ÜRÜNLER, ÜRETİM HATLARI GELİŞTİREREK VE MODA VE MARKA ÜRETEREK AYAKTA KALABİLİRLER.

24
ÜRÜN HATTI (ÜRÜN ÇİZGİSİ)
FİYAT, ASORTİ VE ZAMAN DİKKATE ALINARAK, BELLİ BİR HEDEF PAZARDA KABUL GÖRECEK ÖZELLİKLERİ TAŞIYAN ÜRÜN GRUPLARININ MEYDANA GETİRDİĞİ HATTA ÜRÜN HATTI DENİR. ÜRÜN HATTI, BİR ŞİRKETİN SATIŞA SUNDUĞU TÜM MALLAR OLDUĞU GİBİ BİR ŞİRKETİN SATIŞA SUNDUĞU ÜRÜNLERDEN BİRKAÇ ÖZEL GRUBU İFADE ETMEK İÇİN DE KULLANILIR. HATTIN BELİRLENMESİ VE PLANLANMASI ZAMAN ALICI VE PAHALIDIR. BUNUN İÇİN VİZYON SAHİBİ OLMAK GEREKİR.

25
TASARIM TASARIM: BİLGİ, GÖZLEM ANALİZ YOLUYLA ZİHİNDE CANLANDIRILAN FİKİRLER ARASINDA BAĞLANTI KURARAK YENİ NESNELER OLUŞTURMAKTIR. TASARIM YAPILIRKEN; İŞLETMENİN DURUMU, MAKİNE PARKURU, İŞÇİ KALİTESİ, EKONOMİKLİK GİBİ BİR ÇOK UNSUR GÖZ ÖNÜNE ALINARAK HAREKET EDİLMELİDİR. TASARIM, BİR ÜRÜNÜN HENÜZ ÜRÜN HATTINA KABUL EDİLMEMİŞ HALİDİR.

26
TASARIMCI TASARIMCI DAR ANLAMDA SADECE ÇİZİM VE DESEN YAPAN KİŞİLER OLARAK ALGILANMAMALI. TASARIM YAPAN KİŞİLER FİKİR VE BİLGİ SAHİBİ OLMALARI, OLAYLARI ANALİZ EDEBİLMELİ, VİZYON SAHİBİ KİŞİLER OLMASI GEREKİR.

27
TEKSTİL VE HAZIR GİYİMDE TASARIM
GELİŞMİŞ ÜLKELER PAZAR DEĞİŞİMLERİNİ ÇOK ÖNCEDEN TAHMİN EDEREK VEYA HİSSEDEREK STRATEJİLER OLUŞTURMAKTADIRLAR. GELİŞMİŞ ÜLKELER DİĞER GELİŞMEMİŞ VEYA GELİŞMEKTE OLAN ÜLKELERE ÜRETİMLERİNİ YAPTIRIRLAR ANCAK TASARIM, MODA VE MARKA YARATTIKLARI İÇİN ESAS PAYI KENDİLERİ ALIRLAR.

28
۰ NEREDE YAPARSAM SATARIM ۰ NE KADAR YAPARSAM SATARIM
BUGÜNÜN PAZAR YAPISINDA BÜYÜK DEĞİŞİMLER GÖZLENMEKTEDİR. ۰ NE YAPARSAM SATARIM. ۰ NEREDE YAPARSAM SATARIM ۰ NE KADAR YAPARSAM SATARIM ۰ NE ZAMAN OLSA SATARIM ۰ KAÇA İSTERSEM SATARIM

29
NEREDE ÜRETİRSEM SATABİLİRİM NE KADAR ÜRETİRSEM SATABİLİRİM
ŞEKLİNDEKİ ESKİ PAZARLAMA FELSEFELERİ YERİNİ: NEREDE ÜRETİRSEM SATABİLİRİM NE KADAR ÜRETİRSEM SATABİLİRİM HANGİ FİYATTAN SATABİLİRİM NE ÜRETİRSEM SATABİLİRİM NE ZAMAN SATABİLİRİM MARKAMIN TOPLUMA YANSIYAN ARTILARI NELER OLMALI STRATEJİLERİNİ İZLEME ZORUNLULUĞU DOĞMUŞTUR.

30
HAT GELİŞTİRME SÜRECİ ŞU ADIMLARDAN OLUŞUR
ÇALIŞMA PLANI HAZIRLAMA HAT KONSEPTİNİN OLUŞTURULMASI ÜRÜN GELİŞTİRME-ÖN SEÇİM (KABUL) HAT SEÇİMİ ÜRÜN GELİŞTİRMENİN SON SEÇİMİ (KUBULÜ)
 HAT SEÇİMİ. ÜRÜN GELİŞTİRMENİN SON SEÇİMİ (KUBULÜ)")
31
HAT GELİŞTİRME SÜRECİ 1. ÇALIŞMA PLANI HAZIRLAMA: MİSYON, HEDEFLER, MODA, POLİTİKALAR, FİYAT SINIFLARI, KALİTE STANDARTLARININ PLANLANMASIDIR. 2. HAT KONSEPTİNİN (FİKRİNİN) OLUŞTURULMASI: RENK PALETİ, MALZEME SEÇİMİ, MALZEME ÖZELLİKLERİNİN BELİRLENMESİ VE STİL OLUŞTURMA, DEVAM EDEN STİLLERİN TESPİTİ, YENİ TASARIMLARIN YAPILMASI AŞAMASIDIR.
 OLUŞTURULMASI: RENK PALETİ, MALZEME SEÇİMİ, MALZEME ÖZELLİKLERİNİN BELİRLENMESİ VE STİL OLUŞTURMA, DEVAM EDEN STİLLERİN TESPİTİ, YENİ TASARIMLARIN YAPILMASI AŞAMASIDIR.")
32
3. ÜRÜN GELİŞTİRME-ÖN SEÇİM (KABUL): TASARIM GELİŞTİRME, TASLAKLAR, ÖN MALİYET BELİRLEME, İLK KALIPLAR, TASARIM NUMUNELERİ, MALZEME TESTLERİ, NUMUNELERİN GÖZDEN GEÇİRİLMESİ, MALİYET TAHMİNİ, UYGUNLUK STANDARTLARININ İNCELENMESİ AŞAMASIDIR. 4. HAT SEÇİMİ: ASORTİ ÇEŞİDİNİN BELİRLENMESİ VE HACMİNİN KARARLAŞTIRILMASI, FİYAT OLUŞTURMA, KAR OLUŞTURMA GİBİ AŞAMALARDAN OLUŞUR.

33
5. ÜRÜN GELİŞTİRMENİN SON SEÇİMİ (KABULÜ):
STİLİN SON HALİ, ÜRETİM KALIPLARI, MALZEME TESTLERİ VE MONTAJ YÖNTEMLERİ, KALIP SERİLENDİRME SÜREÇLERİNİ KAPSAR.

34
GİYSİ KALIPLARININ HAZIRLANIŞI
GİYSİ KALIPLARININ HAZIRLANMASI İÇİN GEREKLİ DÖKÜMANLAR ŞUNLARDIR. ÖLÇÜ TABLOLARI MODEL ANA KALIP

35
ÖLÇÜ TABLOLARI BİR KALIBIN HAZIRLANMASI İÇİN GEREKLİ OLAN VERİLER, KALIP HAZIRLAMADA KULLANILACAK OLAN ÖLÇÜLERDİR. BU NEDENLE ÖNCELİKLE İNSAN VÜCUT TİPLERİNİ BİLMEDE YARAR VARDIR.

36
BEDEN ÖLÇÜLERİ YATAY VE DİKEY OLMAK ÜZERE İKİYE AYRILIR.
* DİKEY ÖLÇÜLER: YÜKSEKLİK VEYA UZUNLUK. * YATAY ÖLÇÜLER: GENİŞLİK VEYA ÇEVRE OLARAK İSİMLENDİRİLİR. HER ÜLKENİN İNSAN TİPİ FARKLI OLDUĞU İÇİN ÜLKELER KENDİ STANDARTLARINI OLUŞTURMUŞLARDIR.

37
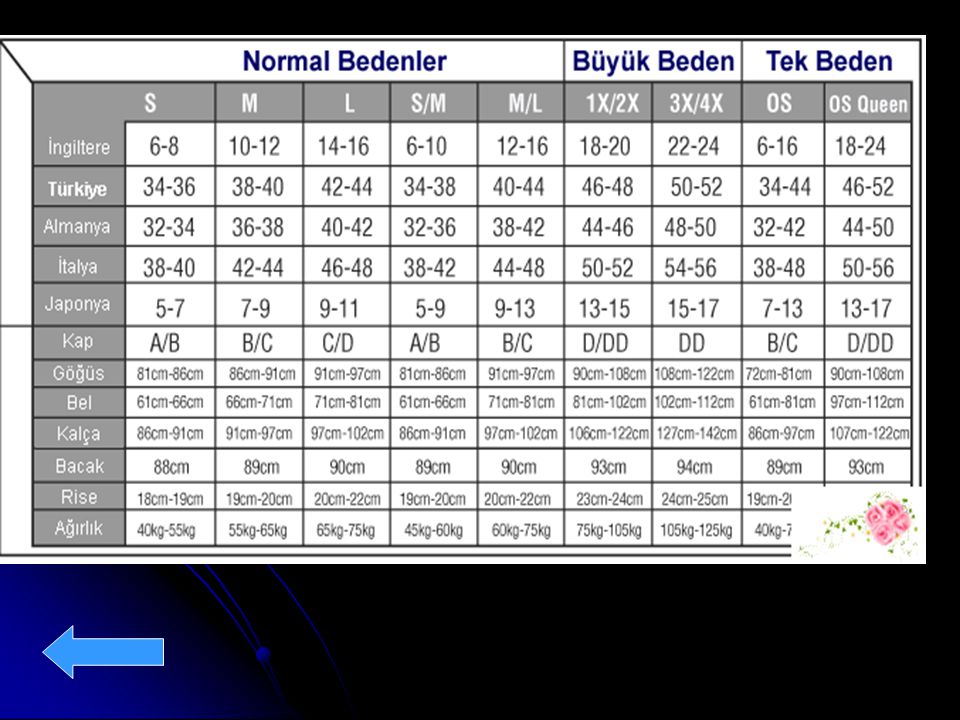
HER ÜLKENİN KENDİ BEDEN STANDARTLARI BULUNUR
HER ÜLKENİN KENDİ BEDEN STANDARTLARI BULUNUR. AYRICA ÜRÜNE GÖREDE BEDEN NUMARALARI DEĞİŞİR. MESELA BİR T-SHİRT BEDENİ İLE BİR PANTOLON VEYA CEKETİN BEDENİ AYNI KATOGORİDE DEĞERLENDİRİLMEZ.

38
ÜLKELER BEDENLER AMERİKA 10 12 14 16 18 20 22
ALMANYA İTALYA İNGİLTERE FRANSA İHRAÇ EDİLECEK MALLARA TABLODA GÖRÜLDÜĞÜ GİBİ KARŞILAŞTIRILMALI BEDEN ETİKETLERİNİN TAKILMASI İSTENMEKTEDİR.

39
AMERİKA XS S M L XL XXL ALMAN 34 36-38 40-42 44 46 48-50 AB. ÜLKELERİ
SWEAT SHİRT VE T-SHİRT BEDEN TANIMLAMALARI AMERİKA XS S M L XL XXL ALMAN 34 36-38 40-42 44 46 48-50 ERKEK GÖMLEĞİ BEDEN TANIMLAMALARI AB. ÜLKELERİ 35/36 37/38 39/40 41/42 43/44 45/46 İNGİLTERE, AMERİKA, KANADA 14 141/2 15 151/2 16 161/2

40
KALIP HAZIRLAMA YÖNTEMLERİ
FİRMALAR KALIP HAZIRLARKEN DEĞİŞİK YÖNTEMLERDEN YARARLANIRLAR. BU YÖNTEMLER: a) PİYASADAN ALINMIŞ NORMAL BİR MODELİN SÖKÜLDÜKTEN SONRA KOPYASINI ALARAK ANA KALIBIN OLUŞTURULMASI VE DAHA SONRA BEDEN SERİLERİNİN OLUŞTURULMASI
 PİYASADAN ALINMIŞ NORMAL BİR MODELİN SÖKÜLDÜKTEN SONRA KOPYASINI ALARAK ANA KALIBIN OLUŞTURULMASI VE DAHA SONRA BEDEN SERİLERİNİN OLUŞTURULMASI")
41
b) DEĞİŞİK KALIP HAZIRLAMA SİSTEMLERİNDEN YARARLANARAK DAHA BİLİMSEL VE SİSTEMATİK ÇALIŞMA YAPARAK KALIPLARIN OLUŞTURULMASI c) TEMEL BİR KALIBI BAZ ALARAK BİLGİSAYAR YARDIMIYLA KALIP HAZIRLANMASI (CAD SİSTEMİ)
 DEĞİŞİK KALIP HAZIRLAMA SİSTEMLERİNDEN YARARLANARAK DAHA BİLİMSEL VE SİSTEMATİK ÇALIŞMA YAPARAK KALIPLARIN OLUŞTURULMASI c) TEMEL BİR KALIBI BAZ ALARAK BİLGİSAYAR YARDIMIYLA KALIP HAZIRLANMASI (CAD SİSTEMİ)")
42
KALIPLARIN SERİLENDİRİLMESİ
BU İŞLEME AYNI ZAMANDA GRADASYON İŞLEMİ DE DENİR. ANA BEDEN KALIBI HAZIRLANMIŞ OLAN MODELİN, DİĞER BEDENLERİNİN HAZIRLAMA İŞLEMİNE SERİLENDİRME DENİR. SERİLENDİRME ANA KALIBIN ALTINDAKİ BEDENLER İÇİN İSTENİYORSA KÜÇÜLTME, ANA KALIBIN ÜSTÜNDEKİ BEDENLER İÇİN İSTENİYORSA BÜYÜLTME ADI VERİLİR.

43
SERİLENDİRME METODLARI
1- EL İLE SERİLEME: HER BEDEN İÇİN AYRI AYRI KALIP HAZIRLANIR. ÇOK ZAMAN ALICI BİR YÖNTEMDİR. 2- İÇ İÇE GEÇİRME YÖNTEMİ: BU YÖNTEMDE BEDEN SERİSİNİN İKİ ANA KALIBI İÇ İÇE ÇİZİLİR. BUNUN İÇİN EN BÜYÜK VE EN KÜÇÜK KALIP ANA BİR EKSENDE ÇAKIŞTIRILDIKTAN SONRA KALIP KENARLARI KALEMLE ÇİZİLEREK KÖŞELER BİRLEŞTİRİLİR. ARADAKİ MESAFE İKİ KALIP ARASINDA KALAN KAÇ BEDEN VARSA O KADAR SAYIYA BÖLÜNEREK ELDE EDİLEN NOKTALAR BİRLEŞTİRİLİR.

44
BU YÖNTEMİN UYGULANABİLMESİ İÇİN BEDENLER ARASI ÖLÇÜ DEĞİŞİMLERİ EŞİT OLMALIDIR. AKSİ TAKTİRDE HATALAR OLUR. 3- SIÇRATMA YÖNTEMİ: SIÇRAMA DEĞERLERİ, BAŞKA BİR BEDENİ ELDE ETMEK İÇİN KALIBA EKLENMESİ VEYA KALIPTAN ÇIKARILMASI GEREKEN MM VEYA CM CİNSİNDEN İFADE EDİLEN ÖLÇÜLERDİR.

45
BU YÖNTEMDE ÖNCE BİR BEDENE AİT ANA KALIP ÇİZİLİR BÜYÜTÜLMESİ VEYA KÜÇÜLTÜLMESİ İSTENEN BEDENLERLE ANA BEDENİN TEMEL ÖLÇÜLERİ ARASINDAKİ FARKLAR BELİRLENİR. BU FARKLARA SIÇRAMA MİKTARI VEYA SIÇRAMA DEĞERLERİ DENİR. SIÇRAMA DEĞERLERİ BİR DEFA ÖNCEDEN HESAPLANARAK ELDE EDİLİR. DAHA SONRA SIÇRAMA DEĞERLERİNİ GÖSTEREN TABLOLAR OLUŞTURULUR.

46
4- BİLGİSAYAR İLE SERİLEME: GÜNÜMÜZDE KALIP HAZIRLAMA İŞLEMİNİ BİLGİSAYARLAR DEVRALMIŞTIR.

47
DİKİŞ PAYI VERİLMESİ SIFIRDAN TEMEL KALIP HAZIRLAMAK SURETİYLE ELDE EDİLEN ANA KALIPTA VE DİĞER BEDEN SERİLERİNDE DİKİŞ PAYI BULUNMAZ. KUMAŞ CİNSİNE VE DİKİŞ CİNSİNE GÖRE 0,5 CM İLE 4 CM ARASINDA DEĞİŞEN DEĞERLERDE DİKİŞ PAYI VERMEK GEREKİR.

48
ÖRNEĞİN BİR T-SHİRTE KENAR DİKİŞLERİNDE BIRAKILMASI GEREKEN PAY 0,5-0,7 İKEN ETEK UCUNDA VERİLEN PAY 2-4 CM RASINDA DEĞİŞEBİLİR. DİKİŞ PAYI VERİLMİŞ OLAN KALIP ARTIK KULLANIMA HAZIR HALE GELİR.

49
KALIPLARIN ÜZERİNE KONMASI GEREKEN İŞARETLER
BU İŞARETLER KALIBIN KUMAŞ ÜZERİNE NE ŞEKİLDE KONMASI GEREKTİĞİNİ BELİRTEN İŞARETLERDİR. KALIBIN, DESEN DURUMUNA GÖRE VEYA ATKI – ÇÖZGÜ DURUMUNA GÖRE NE ŞEKİLDE YERLEŞTİRİLECEĞİ BELİRLENİR.

50
İŞARETLER ANLAMI GÖRÜLEN DÜZ ÇİZGİ MODELİN ÇÖZGÜ YÖNÜNE PARALEL YERLEŞTİRİLMESİ GEREKTİĞİNİ BELİRTİR. KALIBIN ÇÖZGÜ VEYA ATKI YÖNÜNDE YERLEŞTİRİLEBİLECEĞİNİ BELİRTİR. KALIBIN HERHANGİ BİR YÖNDE YERLEŞTİRİLEBİLECEĞİNİ İFADE EDER. YÖNLENDİRİLMİŞ KUMAŞLAR İÇİN ÖNEM TAŞIR. KALIBIN YERLEŞİM YÖNÜNE DİKKAT EDİLMESİ GEREKTİĞİNİ BELİRTİR. KALIBIN ÇÖZGÜ YÖNÜNDEN KAYDIRILARAK YERLEŞTİRİLEBİLECEĞİNİ GÖSTERİR.

51
KALIP HAZIRLAMADA KULLANILAN MALZEMELER
KARTON-KALIP KAĞIDI: KALIPLARIN KULLANIM SÜRELERİ GÖZ ÖNÜNE ALINARAK İNCE MULAJ KAĞIDINDAN KABA KAĞIDA KADAR HER TÜRLÜ KAĞIT KULLANILABİLİR. PRES-KARTON: BU MALZEMELER KARTONDAN DAHA MUKAVEMETLİDİR. EĞER KALIP UZUN SÜRE KULLANILACAKSA BU MALZEMELER TERCİH EDİLİR.

52
PLASTİK MALZEMELER: PAHALI OLMALARINA KARŞIN DAYANIM SÜRELERİ DAHA FAZLADIR. KALIBIN KUMAŞ YÜZEYİNDEN KAYMASINI ÖNLEMEK İÇİN KENARLARINA ÖZEL KAYMAZ BİR MADDE İLE KAPLAMAK GEREKİR. ALÜMİNYUM-ÇELİK SAÇ-KONTRAPLAK: DERİ, GÖMLEK KONFEKSİYONU GİBİ DALLARDA KALIPLAR DİREKT OLARAK KESİM SIRASINDA KULLANILMAKTADIR. UZUN SÜRE KULLANILMASI GEREKEN KALIPLAR BU MALZEMELERDEN YAPILMIŞLARDIR.

53
KALIP YAPIMINDA KULLANILAN ALETLER
MAKASLAR: KAĞITLAR, İNCE KARTONLAR VE ÖZEL PLASTİK MALZEMELER GENELLİKLE NORMAL MAKASLARLA KESİLİRLER. KALIP KESME MAKİNASI: BU MAKİNE İLE KARTONDAN METALE KADAR OLAN MALZEMELERİN KESİM OLANAĞI VARDIR. BİLGİSAYARLI KALIP KESME MAKİNASI: BU SİSTEMLER BİLG. BAĞLI OLUP, AYNEN YAZICI BİBİ ÇALIŞIRLAR. ÖZEL BIÇAKLI HIZAR: BU ALETLE, TAHTA VE METAL KALIPLARIN KESİMİ RAHATLIKLA YAPILIR.

54
PASTAL RESMİ HAZIRLAMA YÖNTEMLERİ
KUMAŞ SERİMİNİN TAMAMLANMIŞ HALİNE PASTAL DENİR. KUMAŞ ÜZERİNE KALIPLARIN NASIL YERLEŞTİRİLECEĞİNİ GÖSTEREN RESME DE PASTAL RESMİ DENİR, GRAFİK VEYA KESİM RESMİ DENİR.

55
PASTAL RESMİ MALİYET HESAPLAMA YÖNTEMLERİ
BİR GİYSİNİN MALİYETİNİN %60-70’İNİ KUMAŞ GİDERLERİ OLUŞTURMAKTADIR. BU NEDENLE İŞLETMELERİN DİKKATLİ DAVRANMALARI GEREKMEKTEDİR. BİR GİYSİYE HARCANACAK KUMAŞ MİKTARI İYİ YERLEŞTİRİLMİŞ BİR PASTAL RESMİ İLE AZALTILABİLİR. STANDART MAL ÜRETEN İŞLETMELERDE %90-95 VERİM ELDE EDİLEBİLİRKEN MODAYA BAĞLI ÇALIŞAN İŞLETMELERDE BU ORAN %80-85 DOLAYLARINDADIR. MODAYA BAĞLI İŞLETMELERDE MODEL ÇOKLUĞU VE ADETLERİN DÜŞÜKLÜĞÜNDEN DOLAYI VERİM DÜŞMEKTEDİR.

56
İŞLETMELERDE KUMAŞ SARFİYATININ KONTROLÜ ŞU ŞEKİLLERDE YAPILMAKTADIR.
AMPİRİK OLARAK HESAPLANAN HARCAMA LİSTELERİ ÖNCEDEN YAPILAN ÇALIŞMALARA DAYALI OLARAK SERİMİ YAPILMIŞ BİR SİPARİŞTEKİ TÜM TEKNİK BİLGİLER SAKLANIR. TEKRAR BENZER BİR SİPARİŞ GELDİĞİNDE, ELDEKİ BU DEĞERLERE GÖRE NE KADAR HARCAMA YAPILACAĞI TESPİT EDİLİR. SAĞLIKLI BİR YÖNTEM DEĞİLDİR.

57
ÖRNEKLERE DAYALI DENEME YOLUYLA HAZIRLANAN HARCAMA LİSTELERİ
ARAŞTIRMA VE DENEMELERLE ÇOK SAYIDAKİ YERLEŞTİRME OLANAKLARINDAN EN UYGUNU SEÇİLİR. BİR NEVİ DENEME-YANILMA YÖNTEMİDİR. ZAMAN ALICIDIR. MALZEMEDEN YARARLANMA DERECESİ HESABI İLE HARCAMA KONTROLÜ BİR KUMAŞ KATINDAKİ TÜM MALZEME MİKTARI İLE KULLANILAN MALZEME MİKTARI ARASINDAKİ ORANDIR. MALZEMEDEN YARARLANMA DERECESİ İKİ ŞEKİLDE HESAPLANABİLİR. 1- ALAN HESABI YARDIMIYLA: PASTALA GİREN TÜM ŞABLONLAR TARTILIR. KULLANILAN KAĞIDIN M² AĞIRLIĞI BULUNUR. ORANTI İLE HESAPLAMA YAPILIR. ÖRNEK ÇÖZ.

58
2- AĞIRLIK HESABI YARDIMIYLA: BU YÖNTEMDE BİR PASTALIN TEK KATI ÜZERİNE ÇİZİLEN RESİM OLDUĞU GİBİ TARTILIR. PASTALDA KULLANILMAYAN KISIMLAR, KUMAŞ KENAR ARTIKLARI, VE DİĞER KAYIPLAR TARTILIR. TÜM AĞIRLIKTAN BU KULLANILMAYAN AĞIRLIKLAR DÜŞÜLDÜKTEN SONRA KUMAŞIN FİRE YÜZDESİ HESAPLANIR.

59
BİLGİSAYAR TEKNOLOJİSİ YARDIMIYLA RESİM VERİMLİLİĞİNİN HESAPLANMASI
BU YÖNTEMLE ÇOK KISA SÜREDE RESİM ÜZERİNDE DEĞİŞİKLİK YAPILABİLMEKTE VE HER DEĞİŞİKLİK SONUCUNDA RESMİN FAYDALI ALAN YÜZDESİ EKRANDA GÖSTERİLMEKTEDİR. BÖYLECE PASTAL RESİMLERİNİN EN EKONOMİK OLANI SEÇİLEREK KUMAŞTAN AZAMİ ÖLÇÜDE YARARLANILABİLMEKTEDİR. BU SİSTEM KISA SÜREDE KENDİNİ AMORTİ EDEREK İŞLETMELERİ KARA GEÇİRİR.

60
PASTAL RESMİ HAZIRLAMA MİNYATÜR PASTAL RESİMLERİ
ZAMANDAN VE KUMAŞTAN TASARRUF ETMEK AMACIYLA ÇEŞİTLİ YÖNTEMLER GELİŞTİRİLMİŞTİR. BİLİNEN BAŞLICA YÖNTEMLER ŞUNLARDIR. MİNYATÜR PASTAL RESİMLERİ HAZIRLANMIŞ ŞABLONLARIN, 1/5 ORANINDA KÜÇÜLTÜLEREK ÖRNEK ŞABLONLAR HAZIRLANIR. PASTAL BOYU DA 1/5 ORANINDA KÜÇÜLTÜLEREK MİNYATÜR KALIPLAR PASTALA EN EKONOMİK ŞEKİLDE YERLEŞTİRİLEREK MİNYATÜR KALIP HAZIRLANIR.

61
2. ORJİNAL BÜYÜKLÜKTEKİ PASTAL RESİMLERİ
ORJİNAL BÜYÜKLÜKTE PASTAL RESMİ HAZIRLAMADA PEK ÇOK YÖNTEM VARDIR. ARALARINDAKİ FARK İŞÇİLİK GİDERLERİ, MALZEME GİDERLERİ VE ÇİZİM KALİTESİ İLE DEĞERLENDİRİLİR. ELLE ÇİZİM YÖNTEMİ PERFORE YÖNTEMİ PÜSKÜRTME YÖNTEMİ CAD SİSTEMLERİ

62
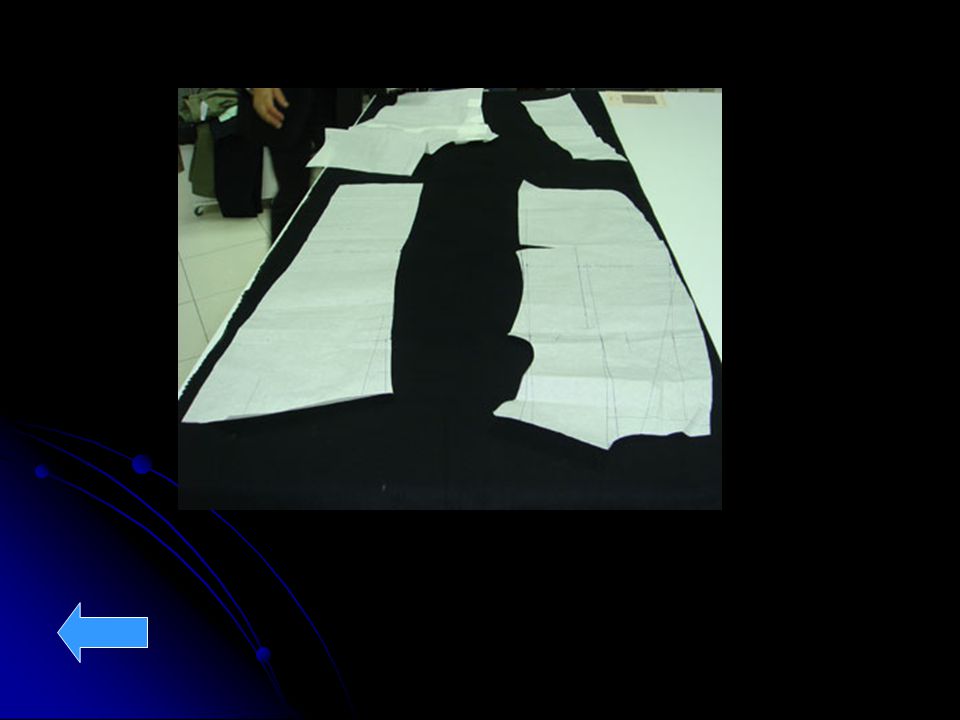
ELLE ÇİZİM YÖNTEMİ KUMAŞ ÜZERİNE DİREKT ÇİZİM YADA KAĞIT ÜZERİNE ÇİZİM OLMAK ÜZERE İKİ ŞEKİLDE UYGULANMAKTADIR. KALIPLAR KUMAŞIN EN ÜST KATINA PASTAL RESMİNDEKİ SIRAYA GÖRE YERLEŞTİRİLİR. SABUN, TEBEŞİR VEYA ÇİZGİ TAŞI İLE KALIP ÇEVRELERİNDEN DOLAŞARAK ÇİZİM YAPILIR.

63
PERFORE YÖNTEMİ BU YÖNTEMDE PASTAL RESMİ ÖNCE DAYANIKLI BİR KAĞIT VEYA PLASTİK FOLYO ÜZERİNE ELLE ÇİZİLİR. DAHA SONRA PERFORE ALETİ İLE ÇİZİLEN KENARLAR DELİNİR. DAHA SONRA KALIP KUMAŞ ÜZERİNE YERLEŞTİRİLİR. DELİK KENARLARDAN ÜZERİNE TEBEŞİR TOZU VEYA PUDRA SERPİLEREK ŞABLONLARIN SINIRLARI BELİRLENİR. BÖYLECE 1 KEZ HAZIRLANAN RESİM BİRÇOK KEZ KULLANILARAK ZAMANDAN TASARRUF SAĞLANIR.

64
PÜSKÜRTME YÖNTEMİ KALIPLAR EN ÜST KUMAŞ KATINA YERLEŞTİRİLİR. BİR BOYA PÜSKÜRTME TABANCASI İLE YIKANINCA UZAKLAŞABİLEN BOYA PÜSKÜRTÜLÜR. KALIPLARIN DIŞINDA KALAN YERLER BOYANIR. BU YÖNTEM MASRAFLIDIR ÇÜNKÜ BOYA KULLANILIR VE BOYANAN KALIPLARIN YIKANMASI GEREKİR. BUNDAN DOLAYI PEK TERCİH EDİLMEZLER.

65
CAD SİSTEMİ BİLGİSAYAR İLE KESİM YAPILIR. BURADA KUMAŞI ÇİZMEYE VEYA BOYAMAYA GEREK KALMADAN PASTAL RESMİNE GÖRE BİLGİSAYAR KESİM İŞLEMİNİ GERÇEKLEŞTİRİR.

66
KESİMHANE

67
ÖN ÜRETIM İŞLEMLERİ BİR STİLİN ÜRÜN HATTINA KABULÜ İLE BAŞLAR
ÖN ÜRETIM İŞLEMLERİ BİR STİLİN ÜRÜN HATTINA KABULÜ İLE BAŞLAR. ÖN ÜRETIM İŞLEMLERİNİN YAPILDIĞI BÖLÜME KESİMHANE ADI VERİLİR. BURADAKİ BAŞLICA İŞLER, PASTAL RESMİ HAZIRLIĞI, SERİM, KESİM VE KESİLEN PARÇALARIN DİKİME HAZIRLANMASIDIR. HAZIR GİYİMDE , BİLGİSAYAR TEKNOLOJİSİNDEN EN FAZLA YARARLANILAN BÖLÜM KESİMHANEDİR.

68
KONFEKSİYONCU AÇISINDAN KUMAŞ ÇESITLERI
KUMAŞLARDA KULLANILAN HAMMADDE, KUMAŞIN ÖRGÜ YAPISI, GÖRDÜĞÜ TERBİYE İŞLEMLERİ, DESENİ, RENKLERİ VE İŞLENEBİLME ÖZELLIKLERI KONFEKSİYONCUNUN RAHAT ÇALISABILMESI AÇISINDAN ÖNEM TAŞIR. KUMAŞIN KAYGAN VEYA STABİL OLMASI ATILAN KAT SAYISI BAKIMINDAN ÖNEMLI BİR KRİTERDİR.

69
SENTETİK BİR KUMAŞIN SERİMİ VE İŞARETLENMESİ, PAMUKLULARDAN FARKLI, BÜYÜK RAPORLU KUMAŞ İLE KÜÇÜK RAPORLU KUMAŞIN PASTAL RESİMLERİ FARKLI. AYRICA AÇIK EN KUMAŞ İLE TÜP HALİNDEKİ KUMAŞIN AYNI ŞEKİLDE PASTAL RESİMLERİ FARKLI OLMAK DURUMUNDADIR.

70
HAZIR GİYİMDE KUMAŞ ÇESITLERININ SINIFLANDIRILMASI:
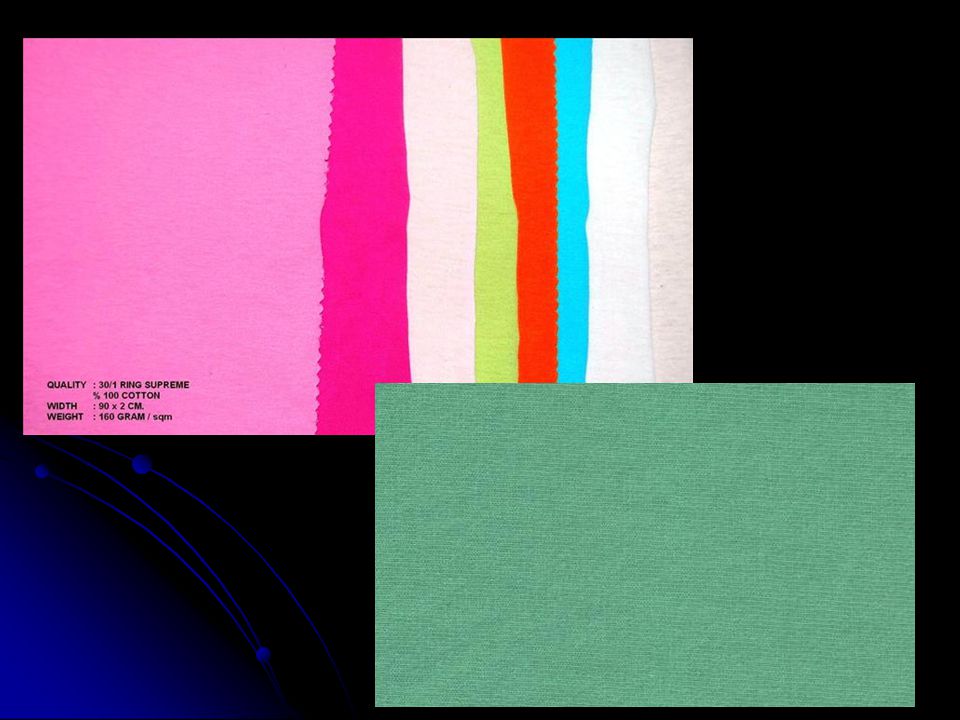
DÜZ KUMAŞLAR: İKİ GRUPTA İNCELENİR. U(UNİ) VEYA D (DÜZ) KODU İLE GÖSTERİLİR. U.1 (D.1.): KUMAŞ YÜZEYİ TAMAMEN ÖRTÜLÜDÜR. İPLİK YÖNLERİ BELLİ DEĞİLDİR. FLANEL GİBİ. U.2 (D.2): İPLİK YÖNLERİ BELLİ OLAN DÜZ KUMAŞLARDIR. KALIPLARIN KUMAŞIN DÜZ İPLİĞİNE GÖRE YERLEŞTİRİLMESİNE DİKKAT EDİLMELİDİR.
 VEYA D (DÜZ) KODU İLE GÖSTERİLİR. U.1 (D.1.): KUMAŞ YÜZEYİ TAMAMEN ÖRTÜLÜDÜR. İPLİK YÖNLERİ BELLİ DEĞİLDİR. FLANEL GİBİ. U.2 (D.2): İPLİK YÖNLERİ BELLİ OLAN DÜZ KUMAŞLARDIR. KALIPLARIN KUMAŞIN DÜZ İPLİĞİNE GÖRE YERLEŞTİRİLMESİNE DİKKAT EDİLMELİDİR.")
71
ÇIZGILI KUMAŞLAR: ÜRETIM AÇISINDAN İKİ GRUPTA İNCELENEBİLİR
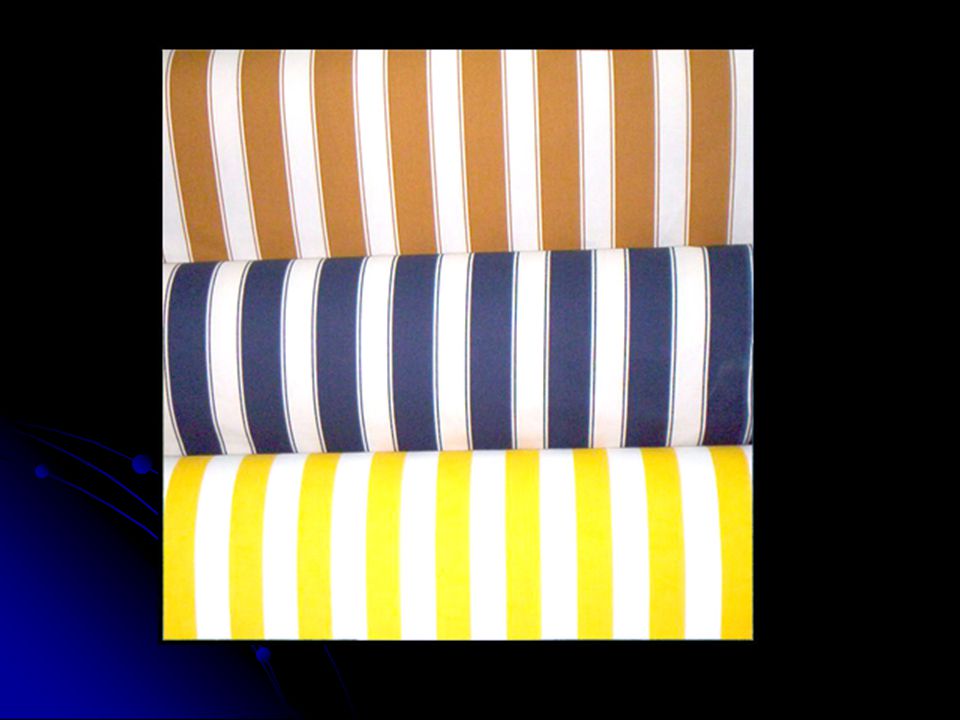
ÇIZGILI KUMAŞLAR: ÜRETIM AÇISINDAN İKİ GRUPTA İNCELENEBİLİR. S (STRIBE) VEYA Ç (ÇIZGILI) HARFİ İLE SEMBOLİZE EDİLİRLER. S.1 (Ç.1): RAPOR GENİŞLİĞİ 0,6cm-1,5 cm ARASINDAKİ KUMAŞLARDIR. KESİMDE RAPOR DÜZGÜNLÜĞÜNE DİKKAT EDİLMELİDİR. S.2 (Ç.2): RAPOR GENİŞLİĞİ 1,5 cm’DEN GENİŞ OLAN KUMAŞLARDIR.
 VEYA Ç (ÇIZGILI) HARFİ İLE SEMBOLİZE EDİLİRLER. S.1 (Ç.1): RAPOR GENİŞLİĞİ 0,6cm-1,5 cm ARASINDAKİ KUMAŞLARDIR. KESİMDE RAPOR DÜZGÜNLÜĞÜNE DİKKAT EDİLMELİDİR. S.2 (Ç.2): RAPOR GENİŞLİĞİ 1,5 cm’DEN GENİŞ OLAN KUMAŞLARDIR.")
72
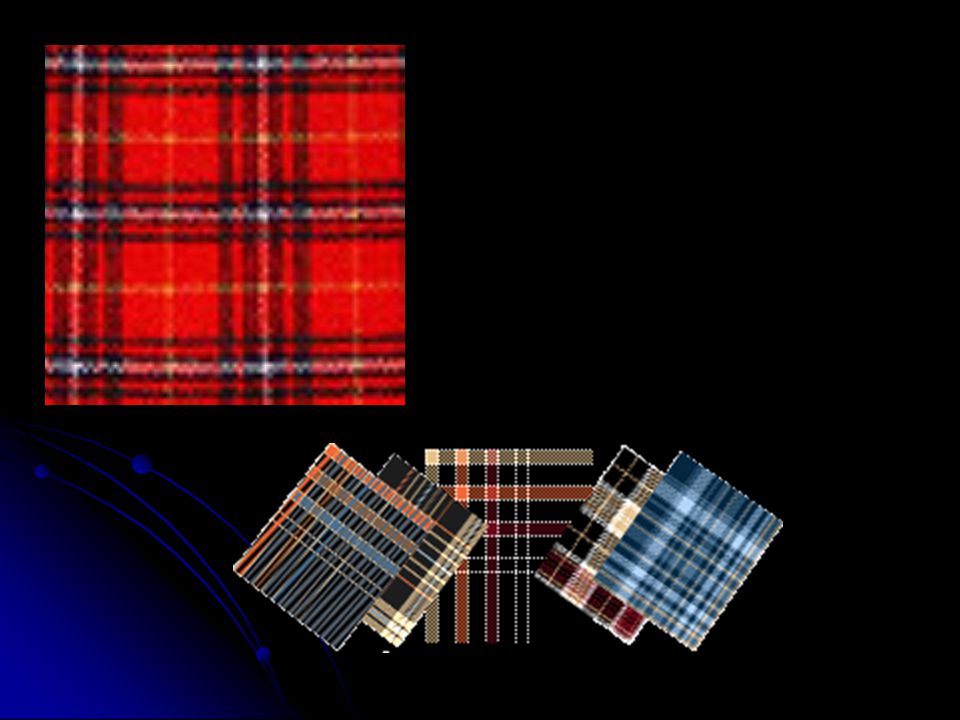
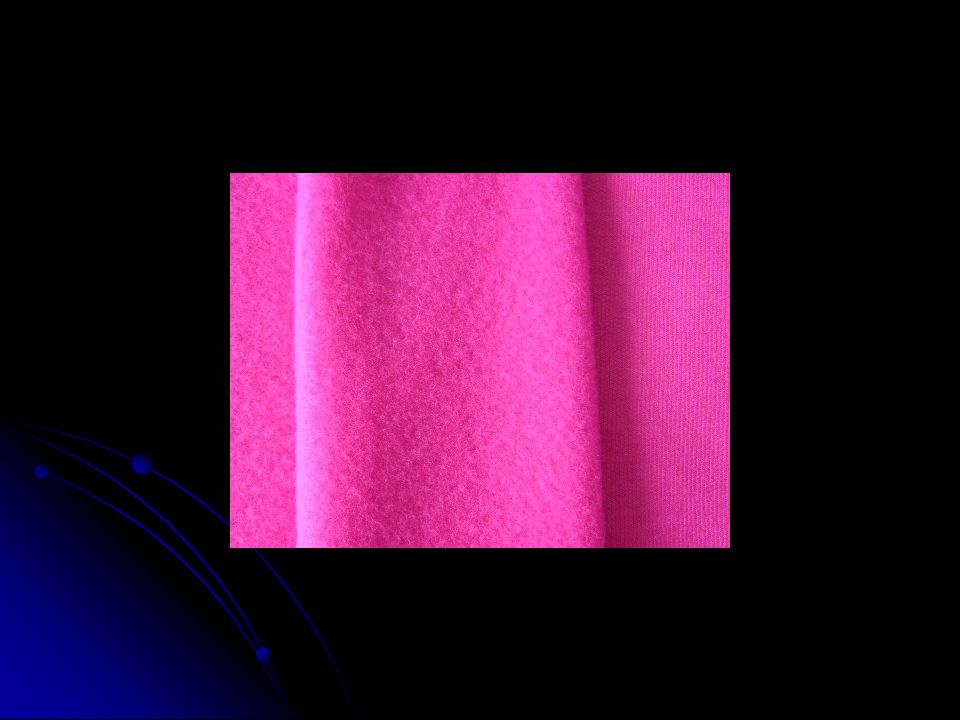
KARELİ KUMAŞLAR: BUNLARDA DİKKAT EDİLMESİ GEREKEN HUSUS KALIPLARIN RAPORA UYGUN OLARAK YERLEŞTİRİLMESİDİR. YÖNLÜ KUMAŞLAR: KUMAŞIN YÜZÜ HAVLANDIRILMIŞ VE HAVLAR YÖNLENDİRİLMİŞTİR. HAV UZUNLUĞUNA GÖRE 3’E AYRILIR. ÇIÇEK DESENLİ KUMAŞLAR: DESEN DURUMUNA GÖRE KALIPLARIN KUMAŞ ÜZERINE YERLEŞTİRİLİŞ BİÇİMİNE DİKKAT ETMEK GEREKİR.

73
TERS-YÜZ KUMAŞLAR: BU KUMAŞLARIN HER İKİ YÜZÜDE KULLANILABİLİR
TERS-YÜZ KUMAŞLAR: BU KUMAŞLARIN HER İKİ YÜZÜDE KULLANILABİLİR.ÖR: POPLİN, BEZAYAĞI, GÖMLEKLİK, İNTERLOK VE RİBANA GİBİ KUMAŞLAR.

74
KUMAŞ TOPLARININ SARIMI
KUMAŞLAR KONFEKSİYON İŞLETMESİNE GELMEDEN ÖNCE TERBİYE İŞLETMELERİNDE SARILARAK SEVK EDİLİRLER. BU SARIM FARKLI ŞEKİLLERDE OLABİLİR. DUBLE SARIM (YARIM EN SARIM) AÇIK EN SARIM KATLI SARIM (TÜP KUMAŞLAR)
 AÇIK EN SARIM. KATLI SARIM (TÜP KUMAŞLAR)")
75
SERİM İŞLEMİ KUMAŞIN BOYU DOĞRULTUSUNDA, SERİM MASASI ÜZERINDE VEYA KESİM İÇİN ÖZEL OLARAK TASARLANMIŞ BİR YÜZEYDE, ÜST ÜSTE SERİLMESİ İŞLEMİDİR. SERİM, KESİM EMRİ VERİLEN BİR İŞ TALİMATINA UYGUN OLARAK YERİNE GETİRİLİR. KESİM EMRİNDE, SERİLECEK BEDENLER VE HER BEDENDEN KAÇ ADET SERİLECEĞİ BELİRTİLİR. SİPARİŞTEKİ BEDENLER VE MİKTARLARI GÖZ ÖNÜNDE TUTULARAK HAZIRLANAN PASTAL RESİMLERİ YARDIMIYLA PASTAL BOYU BULUNUR.

76
ATILAN PASTALIN KALINLIĞI, SERME ALETİNİN DİKEY KAPASİTESİ, KESİM METODU, KUMAŞ CİNSİ VE KUMAŞ EMRİNDEKİ ADEDE GÖRE DEĞİŞİR. BİR PASTALDAKİ KAT SAYISI ARASINDA DEĞİŞEBİLİR. KUMAŞLAR RULO, YASSI, KATLI VEYA ÖNCEDEN BÖLÜMLENMİŞ OLARAK GELEBİLİR. TOP HALİNDE GELENLER MAKİNEYE YÜKLENİR, SERİM İÇİN AÇILIR VE SERİM SIRASINDA DÜZELTİLİR. BAZEN KATLAR ARASINA RENKLİ KAĞITLAR ATILARAK SERİM YAPILIR. BUNUN NEDENİ KUMAŞ TİPLERİNİ VEYA FARKLI TOPLARI AYIRT ETMEKTİR.

77
SERİM ŞEKİLLERİ a) TEK KATLI SERİM: TEK KAT KUMAŞTAN OLUŞAN SERİMDİR. SERİ ÜRETİMDE TERCİH EDİLMEZ. ANCAK TEK SİPARİŞLERDE, ISMARLAMA GİYİMDE VEYA ÖZEL KUMAŞLARDA UYGULANIR. b) ÇOK KATLI SERİM: SERİ ÜRETİMDE TERCİH EDİLEN SERİM ŞEKLİDİR. İŞ HAZIRLAMA BÖLÜMÜ, KUMAŞ CİNSİ, KUMAŞ YÖNE VE SERİM ŞEKLİNE BAĞLI OLARAK PASTAL RESMİ ŞEKLİ, KULLANILACAK MAKİNE VE ALETLER HAKKINDA KARAR VERİR. ÜÇ ŞEKİLDE OLUR.
 TEK KATLI SERİM: TEK KAT KUMAŞTAN OLUŞAN SERİMDİR. SERİ ÜRETİMDE TERCİH EDİLMEZ. ANCAK TEK SİPARİŞLERDE, ISMARLAMA GİYİMDE VEYA ÖZEL KUMAŞLARDA UYGULANIR. b) ÇOK KATLI SERİM: SERİ ÜRETİMDE TERCİH EDİLEN SERİM ŞEKLİDİR. İŞ HAZIRLAMA BÖLÜMÜ, KUMAŞ CİNSİ, KUMAŞ YÖNE VE SERİM ŞEKLİNE BAĞLI OLARAK PASTAL RESMİ ŞEKLİ, KULLANILACAK MAKİNE VE ALETLER HAKKINDA KARAR VERİR. ÜÇ ŞEKİLDE OLUR.")
78
b. 1. SAĞ-SOL (TERS-YÜZ) SERİM: R-L SERİM ADI İLE DE BİLİNMEKTEDİR
b.1. SAĞ-SOL (TERS-YÜZ) SERİM: R-L SERİM ADI İLE DE BİLİNMEKTEDİR. KUMAŞIN ÖN YÜZÜ HER ZAMAN ÜSTE GELİR. BİR KAT SERİLDİKTEN SONRA KAT SONU MUTLAKA KESİLİR. SERİME DAİMA AYNI YERDEN BAŞLANIR.
 SERİM: R-L SERİM ADI İLE DE BİLİNMEKTEDİR. KUMAŞIN ÖN YÜZÜ HER ZAMAN ÜSTE GELİR. BİR KAT SERİLDİKTEN SONRA KAT SONU MUTLAKA KESİLİR. SERİME DAİMA AYNI YERDEN BAŞLANIR.")
79
b. 2. ZİKZAK SERİM: SERİLEN KUMAŞ YÜZÜ, SERİLECEK KUMAŞ YÜZÜNE BAKAR
b.2. ZİKZAK SERİM: SERİLEN KUMAŞ YÜZÜ, SERİLECEK KUMAŞ YÜZÜNE BAKAR. YANİ KUMAŞIN ÖN YÜZÜ YİNE ÖN YÜZÜNE DEĞER. KUMAŞ YÖNÜ HER KATTA DEĞİŞİKLİK GÖSTERİR. KAT SONU KESİLMEDEN BIRAKILIR VE HIZLI BİR YÖNTEMDİR. KESİNTİSİZDİR. YÖNSÜZ KUMAŞLAR VE ARKASI İLE ÖNÜ AYNI OLAN KUMAŞLARDA TERCİH EDİLİR.

80
b.3. SAĞ-SAĞ (YÜZ-YÜZE SERİM): SERİLEN KUMAŞIN YÜZÜ İLE SERİLECEK KUMAŞIN YÜZÜ ÜSTÜSTE GELECEK ŞEKİLDE YAPILAN SERİM ŞEKLİDİR. AÇIK EN KUMAŞLARDA KUMAŞ KATI SERİLDİKTEN SONRA KUMAŞ BAŞI KESİLİR VE KUMAŞ TOPU TERS ÇEVRİLEREK ,İKİNCİ KAT SERİLİRSE AYNI ŞEKİLDE YÜZ YÜZE SERİM SAĞLANMIŞ OLUR. ZİKZAK SERİMDEN FARKI, HER KUMAŞ KATININ KESİLDİKTEN SONRA TOPUN TERS ÇEVRİLMESİDİR.
: SERİLEN KUMAŞIN YÜZÜ İLE SERİLECEK KUMAŞIN YÜZÜ ÜSTÜSTE GELECEK ŞEKİLDE YAPILAN SERİM ŞEKLİDİR. AÇIK EN KUMAŞLARDA KUMAŞ KATI SERİLDİKTEN SONRA KUMAŞ BAŞI KESİLİR VE KUMAŞ TOPU TERS ÇEVRİLEREK ,İKİNCİ KAT SERİLİRSE AYNI ŞEKİLDE YÜZ YÜZE SERİM SAĞLANMIŞ OLUR. ZİKZAK SERİMDEN FARKI, HER KUMAŞ KATININ KESİLDİKTEN SONRA TOPUN TERS ÇEVRİLMESİDİR..")
81
b. 4. YARIM EN SERİM: SERİM ELLE YAPILIR
b.4. YARIM EN SERİM: SERİM ELLE YAPILIR. KALIPLAR TEK PARÇA VEYA YARIM OLARAK YERLEŞTİRİLİR. SERİM MASRAFLARI YÜKSEK, KESİM VE ÇİZİM MASRAFLARI AZDIR. TÜP KUMAŞLARDA TERCİH EDİLEN BİR METOTTUR. b.5. KADEMELİ SERİM: HER BEDENİN BİRBİRİNDEN ÇOK FARKLI ADETLERDE OLDUĞU KESİM EMİRLERİNİ, ÇOK BEDENLİ BİR PASTAL RESMİ YARDIMIYLA, TEK SEFERDE SERİM YAPILABİLİR.

82
ÖRNEĞİN; 6 BEDENLİ BİR GRAFİKTE İKİ AYRI BEDENDEN 200 ADET, İKİ BEDENDEN 100, DİĞER İKİ BEDENDEN 50 ADTE KESİM YAPILACAKSA, ÖNCE TÜM PASTAL BOYUNCA 50 KAT KUMAŞ SERİLİR. DAHA SONRA İLK VE İKİNCİ BEDEN TOPLAM BOYUNA 50 KAT KUMAŞ SERİLİR. EN SON OLARAKTA İLK BEDEN BOYUNCA 100 KAT KUMAŞ SERİLİR.

83
SERİM BOYUNUN HESAPLANMASI
BURADA Kİ AMAÇ KESİM EMRİNE GÖRE HAZIRLANAN PASTAL RESMİNDE KUMAŞIMIZIN NE KADAR UZUNLUKTA PASTAL MASASINA SERİLECEĞİNİN HESAPLANMASIDIR.

84
SERİM TEKNOLOJİSİ SERİM İŞLEMLERİ İÇİN HARCANAN SÜRENİN BÜYÜK KISMI MAKİNE HAZIRLAMA VE YENİDEN YÜKLEME SIRASINDA HARCANAN ZAMANLARDAN OLUŞMAKTADIR. SERİM İŞLEMİ ŞU TEMEL ADIMLARDAN OLUŞMAKTADIR. KESİM EMRİNİN OKUNMASI VE KONTROLÜ MALZEMENİN HAZIRLANMASI KESİM MASASININ HAZIRLIĞI MAKİNENİN HAZIRLIĞI MAKİNENİN YÜKLENMESİ

85
SERİM ARAÇLARI SERİME YARDIMCI OLMASI AMACIYLA BAZI YARDIMCI MALZEMELER KULLANILIR. BUNLAR ARASINDA: RAFLAR, TAŞIMA ARABALARI, KUMAŞ AÇMA DÜZENLERİ, SERİM MASALARI, KUMAŞ KATLARINI KESMEK ÜZERE KULLANILAN DÜZENLER, DİĞER YARDIMCI ALETLER

86
1. KUMAŞ AÇMA DÜZENLERİ BUNLAR GENELDE ELLE PASTAL AÇILACAĞI ZAMAN KULLANILAN MEKANİK DÜZENLER VE KUMAŞ GERİLİMLERİNİ ÖNLEMEK AMACIYLA MOTOR VASITASIYLA RULONUN DÖNDÜRÜLMESİYLE KUMAŞIN AÇILMASINI SAĞLAYAN DÜZENLERDİR.

87
2. KUMAŞ KATLARININ KESİMİNDE KULLANILAN DÜZENLER
BİR RAY İÇİNDE HAREKET EDEN BIÇAK VEYA KESİCİ BİR ALET İLE PASTAL SIRASINDA KUMAŞIN ENİNE KESİLMESİNİ SAĞLAYAN DÜZENEKLERDİR.

88
3. KUMAŞ SERİMİNDE KULLANILAN DİĞER YARDIMCI ALETLER
KUMAŞ KAT SONUNU KISTIRMAK İÇİN KULLANILAN AĞIRLIKLAR VEYA BENZERİ DÜZENLERDİR.

89
4. SERİM MASALARI KUMAŞ SERİMİ İÇİN BİR TAKIM SİSTEMLER GELİŞTİRİLMİŞTİR. BUNLAR ELLE SERİM VE MAKİNE İLE SERİM OLARAK 2 GRUPTA TOPLANMIŞTIR. KALİTELİ BİR SERİM İÇİN DÜZ, PÜRÜZSÜZ, PARLAK, TEMİZ VE ELEKTROSTATİK YÜKLENMEYİ ÖNLEYİCİ MASALAR KULLANILMALIDIR. SERİM MASASI ENİNİN KUMAŞ ENİNDEN YAKLAŞIK OLARAK 25 CM DAHA GENİŞ OLMALIDIR.

90
ÇOK PARLAK VE KAYGAN YÜZEYLERDE KUMAŞIN KAYMASINI ÖNLEMEK İÇİN MASAYA PÜRÜZLÜ TUTUCU YÜZEYLER EKLENEBİLİR. ÇEŞİTLİ TİPTE SERİM MASALARI MEVCUTTUR. BUNLAR: ASKILI MASA: ESNEK KUMAŞLARIN SERİMİNDE KULLANILIR. MASA 90º DÖNDÜRÜLEREK DİK KONUMA GETİRİLİR. MASANIN BİR KENARI İĞNELİ VEYA ÇENGELLİDİR. KUMAŞ BU İĞNELERE GEÇİRİLEREK SERİM YAPILIR. SERİM BİTTİKTEN SONRA KESİM İŞLEMİ İÇİN TEKRAR YATAY KONUMA GETİRİLİR.

91
İĞNELİ MASALAR: EKOSE DESENLİ KUMAŞLARIN HER KATTA EKOSE TUTTURUMUNU SAĞLAMAK İÇİN DE ÖZEL SERİM MASALARI KULLANILIR. BU MASALARIN KENARLARI İĞNELERLE DONATILMIŞTIR. KUMAŞ İĞNELERE GEÇİRİLEREK SERİLİR. VAKUMLU MASALAR: KESİM SIRASINDA PASTALIN HAREKET ETMESİNİ ÖNLEMEK AMACIYLA VAKUMLU MASALAR KULLANILIR. AYRICA KALIN KUMAŞLARDA VAKUM KUMAŞ KATINI DÜŞÜRECEĞİNDEN DAHA FAZLA KAT SERİLEBİLİR.

93
Core Spun iplikler İki farklı lif tipinin bir iplikte toplanması amacıyla yapılırlar. Genellikle sonsuz elyaf poliester üzerine kesik elyaf poliester veya pamuk kaplanarak elde edilirler. Bu yolla istenilen incelikte elde edilen dikiş iplikleri yüksek kopma mukavemetine sahiptirler.

94
Multifilament İplikler
Multifilament dikiş iplikleri çok delikli düzelerden çıkan ince lif demetlerinin tek kat olarak eğrilip daha sonra iki veya üç kat katlanıp bükülmesi ile elde edilirler.

95
Bonde (Yapışık) İplikler
İplik katları sentetik bir malzeme ile birbirine yapıştırılır. Bu işlemin amacı aşınma direncinin arttırılması ve dikiş performansının yükseltilmesidir.

96
Tekstüre veya Hacimli İplikler
Değişik yöntemlerle ipliklere kıvrıklık, yalancı büküm ve hacim kazandırılır. Amaç; yumuşak ve örtücü bir özellik kazandırmak ve maliyetleri düşürmektir.

97
Hava Jetli Sonsuz İplikler
Özel bir tekstüre yöntemi uygulanarak elyafın birbiri içine girmesi sağlandıktan sonra termo fikse işlemi uygulanır. Esneme ve Örtme özellikleri yüksektir.

98
Trilobal Poliester İplikler
Üçgen kesitli filamentlerden üretilirler. Parlaktır ve nakış işlemlerinde sıklıkla kullanılırlar.

99
Monoflament Dikiş İplikleri
Düzelerdeki delik çapları multiflament ipliklerin elyaflarında kullanılan düze çaplarından daha geniştir. Tek flamentten meydana gelir.

100
Hazır Giyim Üretiminde Fiksaj
Fiksaj işlemi tela gibi malzemelerin esas (ana) kumaşa yapıştırılması işlemi için yapılır. Telanın görevi kumaşta dik olması ve aşınmaya karşı dirençli olması istenen yerlerde kullanılan yardımcı malzemedir. Genelde dokusuz yüzeylerden yapılmıştır. Yapıştırma işlemi fiksaj makinelerinde ısıl olarak yapılır.
 kumaşa yapıştırılması işlemi için yapılır. Telanın görevi kumaşta dik olması ve aşınmaya karşı dirençli olması istenen yerlerde kullanılan yardımcı malzemedir. Genelde dokusuz yüzeylerden yapılmıştır. Yapıştırma işlemi fiksaj makinelerinde ısıl olarak yapılır.")
101
Yapıştırma malzemesi olarak poliamid ve polietilen gibi kimyasal malzemeler kullanılmaktadır. Poliamid gibi malzemelin yıkama dayanımları düşüktür. Yapışkan özelliği olmayan telalar kumaşa dikiş işlemi ile tutturulur. Kağıt tela Bez Tela

102
Kumaşlar fiksaj işlemine uygun olan ve olmayan olmak üzere iki çeşittir. Bütün yünlü, pamuklu, viskon ve tekstüre sentetik liflerden elde edilen kumaşlar fiksaja uygun kumaşlardır. Fiksaja uygun olmayanlar ise su geçirmezlik apresi yapılmış olanlar, çok ince şeffaf kumaşlar, sentetik ipek ve rejenere ipek kumaşlar fiksaja uygun olmayan kumaşlardır. Fiksaj işlemini: Fiksenin ısısı, Fiksaj basıncı, Fiksaj süresi ve soğuma süresidir.

103
Fiksaj Makineleri Fiksaj işlemi için kullanılan makineler, kontinü (kesintisiz) ve diskontinü (kesikli) olarak iki ana gruba ayrılır. Kesikli çalışan makineler genelde küçük işletmelerde kullanılırlar. Bu makinelerde ; presleme, tela yerleştirme, preslenen parçanın geri alınması ve yeniden presleme olarak devam eder.
 ve diskontinü (kesikli) olarak iki ana gruba ayrılır. Kesikli çalışan makineler genelde küçük işletmelerde kullanılırlar. Bu makinelerde ; presleme, tela yerleştirme, preslenen parçanın geri alınması ve yeniden presleme olarak devam eder.")
104
Kesikli Fikse Makineleri

105
Kesiksiz (kontinü) Fikse Makineleri
 Fikse Makineleri")
106
Ütüleme İşlemi Giysiye verilmek istenen formun ısı, buhar ve basınç yoluyla verilmesi işlemine denir. Ütüleme işlemi temelde ikiye ayrılır. Ara ütüleme ve son ütülemedir. Ara Ütüleme: Üretim sırasında bir ürün parçasını bir sonraki işleme hazırlamak (dikiş açma, kat izi yapma, kırma yapma gibi) veya istenen bir formda tutmak üzere yapılan bir işlemdir.
 veya istenen bir formda tutmak üzere yapılan bir işlemdir.")
107
Ara ütüleme işleminin çeşitli şekilleri vardır
Ara ütüleme işleminin çeşitli şekilleri vardır. a) Düzeltme ütüsü: kumaş konfeksiyonda işleme başlanmadan önce yapılan ütüleme işlemidir. Katlı kumaşların kat yerinin düzeltilmesi, kumaşta olan kırışıklıkların giderilmesi için uygulanır. b) Açma Ütüsü: dikiş paylarının yatık durması gereken yerlerde ve bitmiş giyside ulaşılması zor olan yerlerde gerek duyulur.
 Düzeltme ütüsü: kumaş konfeksiyonda işleme başlanmadan önce yapılan ütüleme işlemidir. Katlı kumaşların kat yerinin düzeltilmesi, kumaşta olan kırışıklıkların giderilmesi için uygulanır. b) Açma Ütüsü: dikiş paylarının yatık durması gereken yerlerde ve bitmiş giyside ulaşılması zor olan yerlerde gerek duyulur.")
108
c) Bastırma Ütüsü: kenarların, plilerin kıvrılacak yerlerin (röver çizgisi), yaka-cep gibi parçaların ütülenmesinde kullanılır. Bastırma ütüsünde kumaş form kazansın diye kuvvetli bir basınca ihtiyaç vardır. d) Form ütüsü: Bayan ve erkek dış giyiminde ön ve sırt parçalarında , dar ve uzun pantolonlarda form ütüsüne ihtiyaç duyulur.
 Form ütüsü: Bayan ve erkek dış giyiminde ön ve sırt parçalarında , dar ve uzun pantolonlarda form ütüsüne ihtiyaç duyulur.")
109
Son Ütüleme: Üretim sonunda satışa hazır hale getirmek için yapılan işleme denir. Son ütü işlemi uygulanmazsa, giysi ne kadar iyi dikilirse dikilsin, güzel görünmez.

110
Ütü Makineleri Ütüler ev tipi ve sanayi tipi olmak üzere iki tiptir. Ev tipi ütüler: kuru ütü ve buharlı elektrik ütüsü olmak üzere iki çeşittir. Sanayi tipi ütüsü: Buharlı ütü, elektrikli buharlı ütü, yüksek basınçlı ütü, düşük basınçlı ütü ve kuru ütü olmak üzere beş gruba ayrılır. Ütü ağırlıkları kg arasında değişir.

111
1. Elektrikli Ütüler: Yapıları çok basittir
1. Elektrikli Ütüler: Yapıları çok basittir. Ütü gövdesi içinde bulunan rezistanslar elektrik enerjisi ile ısınarak ısıyı tabana iletirler. Gövde de ısı ayarı için termostat vardır. Bu termostat uluslar arası kabul gören standartları içerir. 2. Buharlı Ütüler: Gövdelerinde su haznesi bulunan ütülerdir. Bu ütülerin ev ütülerinden farkı su hazneleri ve sabit oluşlarıdır. 3. Kuru Ütüler: Buharın kumaşa zarar vereceği durumlarda kullanılırlar. Örneğin astar ütüsü.

112
Ütü Presleri Ütü presleri ütüleme süresini kısaltır ve daha kaliteli olmasını sağlar. a) Kapaklı kollu pres: Alt ütü tabanı sabit, üst ütü tabanı makas şeklinde hareket eder. Vakum ve buhar uygulama süresi kalite üzerinde etkilidir. Gerekli olan su buharı, bir yüksek basınç kazanında üretilerek, hortumlar yardımıyla makineye iletilir.
 Kapaklı kollu pres: Alt ütü tabanı sabit, üst ütü tabanı makas şeklinde hareket eder. Vakum ve buhar uygulama süresi kalite üzerinde etkilidir. Gerekli olan su buharı, bir yüksek basınç kazanında üretilerek, hortumlar yardımıyla makineye iletilir.")
114
b) Üniversal Ütü Presleri: bu makinelerin kalıpları birden fazla amaca hizmet edecek şekilde tasarlanmıştır.
 Üniversal Ütü Presleri: bu makinelerin kalıpları birden fazla amaca hizmet edecek şekilde tasarlanmıştır.")
115
c) Form verme makineleri: Bir ürüne belli bir şekil , form kazandırmak için ürünün yüzey özelliklerini veya boyutlarını değiştiren prestir. Şapka, eldiven ve çorap üretiminde sıklıkla kullanılmaktadır. Giysi veya ürün sabit bir form üzerine geçirildikten sonra , önce buhar sonra ısı ve basınç uygulanarak istenilen şekil kazandırılır.

117
d) Şişme Ütüler: bitmiş ürünlere şekil vermek veya temizleme fab
d) Şişme Ütüler: bitmiş ürünlere şekil vermek veya temizleme fab. Temizlenen giysileri yeniden şekle sokmak için kullanılır. Ütülenecek giysi formuna uygun genişleyebilen torbalara içerden buhar verilerek şişirilir.
 Şişme Ütüler: bitmiş ürünlere şekil vermek veya temizleme fab. Temizlenen giysileri yeniden şekle sokmak için kullanılır. Ütülenecek giysi formuna uygun genişleyebilen torbalara içerden buhar verilerek şişirilir.")
Benzer bir sunumlar