Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
İSTATİSTİKSEL KALİTE KONTROL YÖNTEMLERİ İLE MEVCUT DURUM ANALİZİ VE İYİLEŞTİRME ÖNERİLERİ
Esra ERGEN Merve ZENCİRKIRAN Merve ŞAHİN Ayşe CİLACI TOMBUŞ

2
GÜNDEM Firma Tanıtımı Mevcut Durum
İstatistiksel Tekniklerin İşletmeye Uygulanması Pareto Analizi Kontrol Sınırlarının Belirlenmesi Balık Kılçığı Diyagramı Zaman Etüdü 5-S Yönetimi İşletme Verimliliğini Artırma Teknikleri

3
FİRMA TANITIMI Bu çalışma, İstanbul Anadolu yakasında bayan iç giyimi üreten bir tekstil fabrikasında yapılmıştır. Firma, Türkiye’nin en büyük bayan iç giyim üretim kapasitesine ve dağıtım ağına sahiptir. Üretiminin yüzde yetmişini iç pazara sunmaktadır. Kalan kısmını Avrupa’nın ve Asya’nın çeşitli ülkelerine kendi markası ile ihraç etmektedir

4
MEVCUT DURUM ÜRÜN GRUPLARI Fantezi Yarı Fantezi Basic ÜRETİM BÖLÜMLERİ
TASARIM ODASI KESİMHANE DİKİMHANE KALİTE KONTROL VE PAKETLEME HAMMADDE VE BİTMİŞ ÜRÜN DEPOSU

5
İSTATİSTİKSEL TEKNİKLERİN FİRMAYA UYGULANMASI
Bu kontrol teknikleri; Pareto analizi, Kontrol sınırlarının belirlenmesi, Balık kılçığı diyagramı, Zaman etüdüdür. Pareto Analizi: Sorunları büyükten küçüğe doğru sıralayarak, çözüm sırasının belirlenmesini ve sorunun başlama önceliğini belirler.

6
PARETO TABLOSU

7
PARETO EĞRİSİ Fabrikanın paketleme bölümünden hata türleri ve adetleri alınmıştır. Bu veriler doğrultusunda pareto analizi yapılmıştır.

8
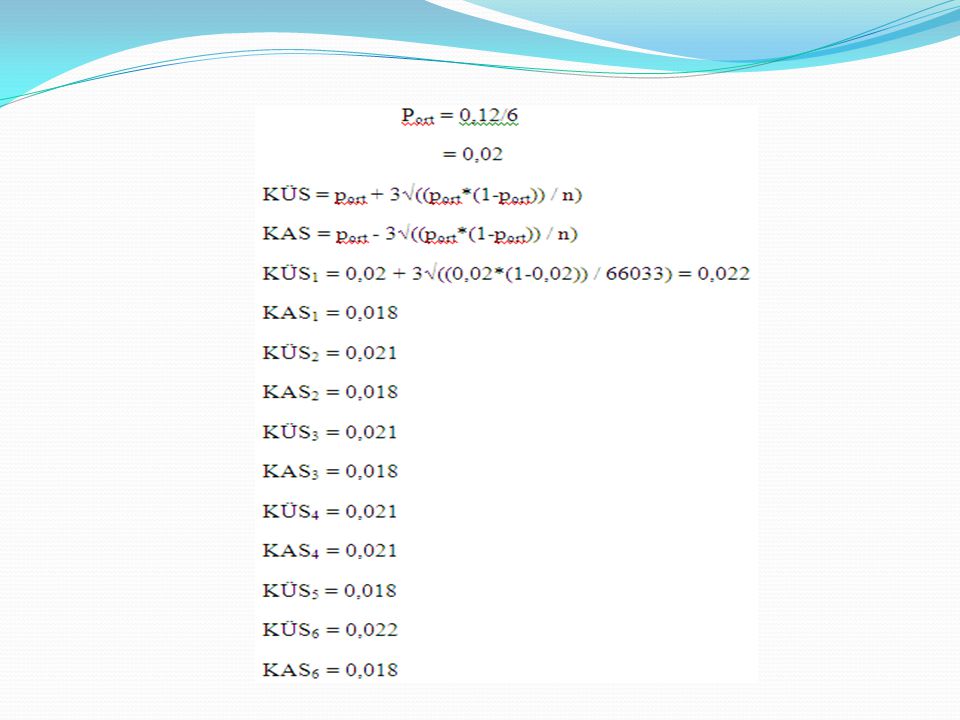
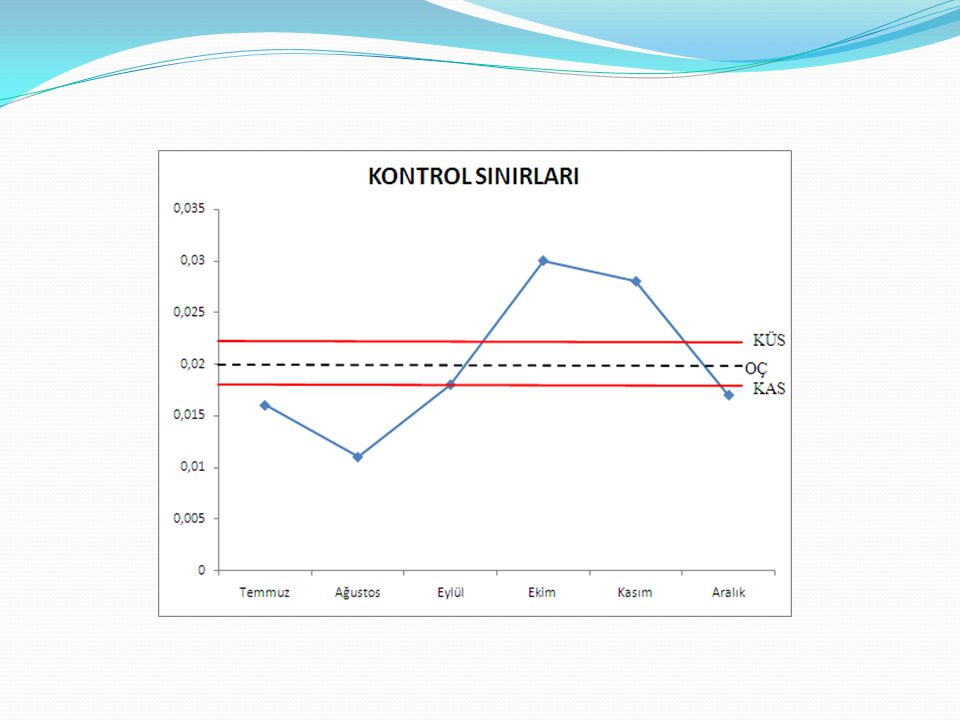
KONTROL SINIRLARININ BELİRLENMESİ
Fabrikadaki hata sayılarının olması gereken sınırlar içerisinde olup olmadığını tespit etmek amacıyla kontrol alt sınırı ve kontrol üst sınırı belirlenmiştir.

11
KONTROL SINIRLARININ BELİRLENMESİ
Hata oranları kontrol sınırları içerisinde bulunmamaktadır. Bu hataların kontrol altına alınabilmesi için firmanın ölçme ve değerlendirmeye önem vermesi gerekmektedir. Çünkü; ÖLÇEMEDİĞİMİZİ İYİLEŞTİREMEYİZ . Bu nedenle dikimhane ve paketleme bölümüne hata takibini yapabilecekleri hata kontrol listeleri önermekteyiz.

12
Ayrıca; Tedarikçilerle karşılıklı olarak cezai uygulamalar yapılması Belge akışlarının düzenli olarak takip edilmesi İstenen hammadde kalite düzeyine sahip tedarikçi arayışına gidilmesi önerilmektedir.

13
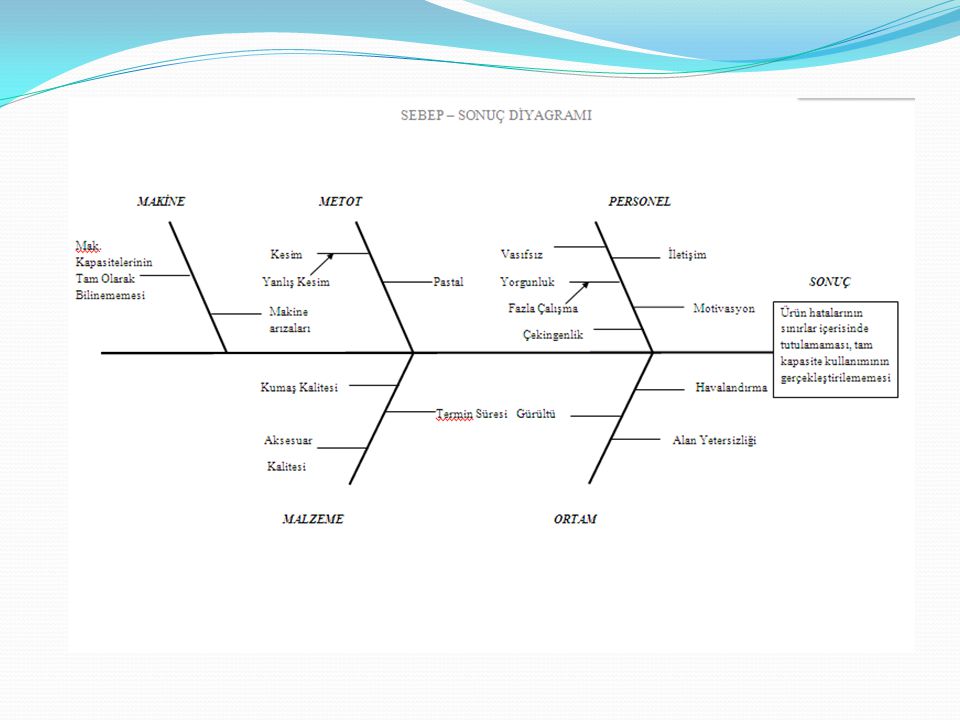
BALIK KILÇIĞI DİYAGRAMI
Hangi sebeplerin hangi sonucu meydana getirdiğini açıklamada etkili bir araçtır. Sorunun ana nedenleri “Balık Kılçığı” şeklinde ortaya konmuştur. Balık kılçığı diyagramı oluşturabilmek amacıyla yapılan incelemeler dışında, işletmede bulunan tüm çalışanlara anket yapılmıştır. Çalışanların fikirleri çerçevesinde sorunlar belirlenmiştir. En önemli sebeplerin dikkate alınarak önlemler alınması, sorunun çözümünde faydalı olacaktır. Anket ve gözlemler sonucu personel, makine, malzeme, metot ve ortam en önemli sorunlar olarak seçilmiştir.

14
BALIK KILÇIĞI DİYAGRAMI
Ankette çalışanlara sunulan 12 sorudan 4 örnek aşağıda verilmiştir. İşletmede karşılaşılan iş kazaları var mıdır varsa nelerdir? İşletmedeki insan ilişkileri düzeyini değerlendiriniz. Çalışanların iş performansı ücretlendirme sistemine yansıtılıyor mu? Makinelerin bakım-onarım faaliyetleri hangi sıklıkla ve kim tarafından yapılmaktadır?

16
ZAMAN ETÜDÜ Firmada üretilen ürünlerin ham zamanlarını hesaplayabilmek ve kapasite planı yapabilmek amacıyla zaman etüdü yapılmıştır. Yapılan zaman etütleri sonucunda ürün gruplarına göre bir ürünün üretilme zamanları tespit edilmiştir. Buna göre; 1 adet fantezi ürünün üretilme zamanı 260 s, 1 adet yarı fantezi ürünün üretilme zamanı s, 1 adet basıc ürünün üretilme zamanı ise s dir. Bu veriler doğrultusunda firmanın 1 ayda üretmesi gereken ürün miktarı adet olarak bulunmuştur.

17
5 S YÖNETİMİ İşletme içerisinde hemen hemen bütün bölümlerde düzensizlik gözlemlenmiştir. Poşetlerin gelişi güzel ortaya atılması, Malzemelerin gruplandırılmaması, Bu malzemelerin raflarda belirli yerlerinin olmaması nedeniyle karışıklıklar ve malzemelerde kayıplar meydana gelmektedir. Ayrıca ürünlerin hammaddesinin kumaş olmasından dolayı, işletmede kumaş parçaları hem kirlilik yaratmaktadır, hem de sağlık açısından çalışanlara zarar vermektedir.

20
5 S YÖNETİMİ Bu nedenle işletmeye 5-S yönetimi önerilmiştir.
5S Japonca “S” harfi ile başlayan Beş kelimedir. Bunlar: SEİRİ SINIFLANDIRMA SEİTON DÜZENLEME SEİSO TEMİZLİK SEİKETSU STANDARTLAŞTIRMA SHİTSUKE DİSİPLİN

21
5 S YÖNETİMİ İşletme 5-S ile; Kaza ve yaralanmalar ortadan kalkar.
Temiz ve düzenli bir iş yerinde daha keyifli çalışılır. Zaman kayıpları ortadan kalkar. Sorunlar daha erken teşhis edilir, hata oranı azalır. Makine arızaları azalır, makine performansı artar. Bütün alanların verimli kullanımı sağlanır. Herkesin birlikte uygulayabileceği bir sistemdir. İş güvenliği sağlanır. Verimlilik ve kalite artar.

22
İŞLETME VERİMLİLİĞİNİ ARTIRMA TEKNİKLERİ
İnsan, verimliliği arttırmanın en önemli faktörüdür. İşletme işgücü ağırlıklı çalışan bir tekstil fabrikasıdır. Bu fabrikada çalışanların kişisel performansları üretim hızını ve verimliliğini doğrudan etkiler. Bu nedenle kişisel ve işletme verimliliğini arttırmak için çalışmalar yapılmıştır.

23
İŞLETME VERİMLİLİĞİNİ ARTIRMA TEKNİKLERİ
Yönetim ve işçiler arasında iki yönlü iletişim sağlanmalıdır. Çalışanlara eşit fırsatlar yaratılmalıdır. İşçilere gösterdikleri performans karşılığında ödül sistemi uygulanmalı ve motivasyon sağlanmalıdır. Gerekli eğitimler verilmelidir. Tüm çalışanların görev ve sorumlulukları belirlenmelidir.

24
TEŞEKKÜRLER…

Benzer bir sunumlar




















 kadar ki bütün süreçlerde mesleki bilgi ve deneyimleri.>")
