Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Çeliklere Uygulanan Isıl İşlemler
Genel anlamda ısıl işlem, metal veya alaşımlara istenilen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Isıl işlemin Türk Standartlarındaki (TS 1112 EN 10052:2002) tanımı ise; katı haldeki metal veya alaşımlara belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine zamanlanarak uygulanan ısıtma ve soğutma işlemleri olarak verilmektedir. Çeliklere uygulanan bütün temel ısıl işlemler, iç yapının dönüşümü ile ilgilidir. Dönüşüm ürünlerinin türü, bileşimi ve metalografik yapısı çeliğin fiziksel ve mekanik özelliklerini büyük ölçüde etkiler. Başka bir deyişle; bir çeliğin fiziksel ve mekanik özellikleri içerdiği dönüşüm ürünlerinin cinsine, miktarına ve metalografik yapısına bağlıdır.
 tanımı ise; katı haldeki metal veya alaşımlara belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine zamanlanarak uygulanan ısıtma ve soğutma işlemleri olarak verilmektedir. Çeliklere uygulanan bütün temel ısıl işlemler, iç yapının dönüşümü ile ilgilidir. Dönüşüm ürünlerinin türü, bileşimi ve metalografik yapısı çeliğin fiziksel ve mekanik özelliklerini büyük ölçüde etkiler. Başka bir deyişle; bir çeliğin fiziksel ve mekanik özellikleri içerdiği dönüşüm ürünlerinin cinsine, miktarına ve metalografik yapısına bağlıdır.")
2
Çeliğin ısıl işlemine ostenitleştirme (ostenizasyon) ile başlanır
Çeliğin ısıl işlemine ostenitleştirme (ostenizasyon) ile başlanır. Ostenitleştirme, çeliğin alt kritik sıcaklık çizgisinin (Ac1) üzerindeki bir sıcaklığa kadar yavaşça ısıtılıp, yapısının tamamen ostenite dönüşmesine kadar tavlanması anlamına gelir. 1-Ötektoid altı çelikler (%C <0,8), Ac ºC 2-Ötektoid üstü çelikler (%C > 0,8), Acm-Acı Tavlama işleminin şematik gösterimi Demir – Karbon denge diyagramı
 ile başlanır. Ostenitleştirme, çeliğin alt kritik sıcaklık çizgisinin (Ac1) üzerindeki bir sıcaklığa kadar yavaşça ısıtılıp, yapısının tamamen ostenite dönüşmesine kadar tavlanması anlamına gelir. 1-Ötektoid altı çelikler (%C <0,8), Ac ºC. 2-Ötektoid üstü çelikler (%C > 0,8), Acm-Acı. Tavlama işleminin şematik gösterimi. Demir – Karbon denge diyagramı.")
3
Temel Isıl İşlemler Alaşımsız çeliklere uygulanan yumuşatma, normalizasyon, küreselleştirme ve sertleştirme işlemleri için tavlama sıcaklık aralıkları

4
Yumuşatma Tavı Yumuşatma tavı, sertliği azaltmak, talaş kaldırmayı kolaylaştırmak ve döküm ve dövme parçalarındaki iç gerilmeleri gidermek amacıyla ötektoid altı çelikleri Ac3, ötektoid üstü çelikleri de Ac1 çizgilerinin üzerindeki belirli sıcaklıklara kadar ısıtıp, iç yapılarını ostenite dönüştürdükten sonra fırın içerisinde tutarak çok yavaş soğutulması işlemidir. Tam yumuşatma tavlaması olarak bilinen bu işlem tane boyutunu küçültmek ve bazı çeliklerin elektrik ve manyetik özelliklerini iyileştirmek amacıyla da yapılır. %0,2 C içeren çeliğin iç yapısında tavlama işlemi sırasında meydana gelen değişimlerin şematik gösterimi

5
Yumuşatma tavına tabi tutulan ötektoid üstü çeliğin iç yapısı
Yumuşatma tavına tabi tutulan ötektoid altı çeliğin iç yapısı Yumuşatma tavına tabi tutulan ötektoid üstü çeliğin iç yapısı Yumuşatma tavına tabi tutulan ötektoid altı çeliğin iç yapısı Yumuşatma tavına tabi tutulan ötektoid bileşime sahip çeliğin iç yapısı Yumuşatma tavına tabi tutulan ötektoid üstü çeliğin iç yapısı

6
Normalizasyon (Normalleştirme) Tavı
Normalizasyon tavı genelde tane küçültmek, homojen bir iç yapı elde etmek ve çoğunlukla mekanik özellikleri iyileştirmek amacıyla ötektoid altı çelikleri Ac3 ve ötektoid üstü çelikleri Acm dönüşüm sıcaklıklarının yaklaşık olarak 40-50oC üstündeki sıcaklıklara kadar ısıtıp, tavlandıktan sonra fırın dışında sakin havada soğutma işlemidir . Normalizasyon tavının belli başlı amaçları; a) tane küçültmek, b) homojen bir iç yapı elde etmek, c) ötektoid üstü çeliklerde tane sınırlarında bulunan karbür ağını dağıtmak, d) çeliklerin işlenme özelliklerini iyileştirmek, e) mekanik özellikleri iyileştirmek ve f) yumuşatma tavına tabi tutulmuş çeliklerin sertlik ve mukavemetlerini artırmak şeklinde sıralanabilir. Bu nedenlerle normalizasyon tavı, çeliklere uygulanan son ısıl işlem olabilir.
 tane küçültmek, b) homojen bir iç yapı elde etmek, c) ötektoid üstü çeliklerde tane sınırlarında bulunan karbür ağını dağıtmak, d) çeliklerin işlenme özelliklerini iyileştirmek, e) mekanik özellikleri iyileştirmek ve. f) yumuşatma tavına tabi tutulmuş çeliklerin sertlik ve mukavemetlerini artırmak. şeklinde sıralanabilir. Bu nedenlerle normalizasyon tavı, çeliklere uygulanan son ısıl işlem olabilir.")
7
Yumuşatma tavı ve normalizasyon işlemi
Sonucunda ötektoid bileşime sahip çelikte elde edilen perlitik yapılar arasındaki farkların şematik gösterimi Ferrit çok yumuşak, sementit ise çok sert bir fazdır. Normalize edilen çeliğin yapısında bulunan sementit katmanlarının birbirine yakın veya sık olarak dizilmeleri nedeniyle çeliğin sertliği artar. Bu nedenle, normalize edilen çeliklerin sertlik ve mukavemeti, yumuşatma tavına tabi tutulan çeliklerin söz konusu değerlerinden önemli ölçüde yüksek olur. Tablo 1’de bazı çeliklerin yumuşatma tavına tabi tutulmuş ve normalize edilmiş durumlardaki mekanik özellikleri verilmektedir.

8
Tablo 1- Çeliklerin yumuşatma tavına tabi tutulmuş ve normalize edilmiş durumlardaki mekanik özellikleri

9
Yumuşatma tavına tabi tutulan ötektoid üstü çeliklerin yapısında oluşan sementit ağının, bu çeliklerin mukavemetini düşürdüğü bilinmektedir. Normalizasyon tavı, ötektoid üstü çeliklerdeki sementit ağının parçalanmasını ve bazı durumlarda da büyük ölçüde giderilmesini sağlar. Bu nedenle, normalize edilen çeliklerin mukavemetinde artış görülür. Normalizasyon tavında, parçanın havada soğutulması nedeniyle nispeten yüksek soğuma hızı elde edilir. Genelde, soğuma hızı arttıkça ostenitin dönüşüm sıcaklığı düşer ve daha ince perlit elde edilir. %1.2 C içeren çeliğin yumuşatılmış ve normalize edilmiş durumdaki iç yapısı

10
Küreselleştirme Tavı Küreselleştirme tavı, çelikleri Ac1 sıcaklık çizgisi civarında uzun süre tuttuktan ve bu bölgede salınımlı olarak tavladıktan sonra, yavaş soğutma ile karbürlerin küresel şekle dönüştürülmesi işlemidir. Bu işlem, ostenitleştirmeden sonra kontrollü soğutma ile de yapılabilir. Yumuşatma tavı işleminde belirtildiği gibi, tavlanmış durumdaki ötektoid üstü çelikler iç yapılarında sert ve gevrek sementit tanelerinin bulunması nedeniyle işlenmeye elverişli değildir. Bu tür çeliklerin işlenmesini kolaylaştırmak ve sünekliğini artırmak amacıyla da küreselleştirme tavı yapılır. Küreselleştirme tavı aşağıdaki yöntemlerden biri ile gerçekleştirilir. a) Çelik malzeme Ac1 çizgisinin hemen altındaki bir sıcaklığa (örneğin 700oC) uzun süre (15-25 saat) tavlanır. b) Çelik malzeme, düşük kritik sıcaklık çizgisinin (Ac1) hemen altında ve üstündeki sıcaklıklar arasında ısıtılıp soğutulur, yani salınımlı olarak tavlanır. c) Malzeme Ac1 kritik sıcaklık çizgisinin üzerindeki bir sıcaklıkta tavlandıktan sonra ya fırında çok yavaş soğutulur, ya da Ac1 çizgisinin hemen altındaki bir sıcaklıkta uzunca bir süre tutulur.
 Çelik malzeme Ac1 çizgisinin hemen altındaki bir sıcaklığa (örneğin 700oC) uzun süre (15-25 saat) tavlanır. b) Çelik malzeme, düşük kritik sıcaklık çizgisinin (Ac1) hemen altında ve üstündeki sıcaklıklar arasında ısıtılıp soğutulur, yani salınımlı olarak tavlanır. c) Malzeme Ac1 kritik sıcaklık çizgisinin üzerindeki bir sıcaklıkta tavlandıktan sonra ya fırında çok yavaş soğutulur, ya da Ac1 çizgisinin hemen altındaki bir sıcaklıkta uzunca bir süre tutulur.")
11
bulunan küreselleşmiş sementitlerin görünümü
Yüksek sıcaklıktaki tavlama işlemi, çeliğin içersindeki perlitik yapı ile sementit ağının parçalanarak dağılmasına neden olur. Küreselleştirme tavı sonucunda, ferritik bir matris ile bunun içersinde dağılmış durumda bulunan küre biçimindeki karbürlerden oluşan bir iç yapı elde edilir. Küreselleştirme tavı sonunda çeliğin sertliği azalır, buna karşılık sünekliği artar. Bu işlem sonucunda, ötektoid üstü çelikler işlenmeye elverişli hale gelir. Küreselleştirme tavına tabi tutulmuş ötektoid üstü bir çeliğin yapısında bulunan küreselleşmiş sementitlerin görünümü Gerilme Giderme ve Ara Tavı Gerilim giderme tavı şekil verme, döküm veya kaynak işlemlerinden doğan iç gerilmeleri azaltmak amacı ile çelik parçaları, genellikle ºC arasında ısıtma ve sonra yavaş yavaş soğutma işlemidir. Ara tavı ise gerilme giderme tavına benzer olup sac veya tel üretiminde soğuk şekillendirmeye devam edebilmek için ötektoid altı çelikleri ºC arasındaki sıcaklıklara kadar ısıtıp yeniden kristalleşme sağlandıktan sonra yavaş soğutulma işlemidir.

12
Su Verme Sertleştirmesi
Tavlama işleminden sonra, çelikler yavaş ya da orta seviyedeki bir hızla soğutulduklarında, ostenit içerisinde çözünmüş durumda bulunan karbon atomları difüzyon ile ostenit yapıdan ayrılırlar. Soğuma hızı arttırıldığında, karbon atomları difüzyon ile katı çözeltiden ayrılmak için yeterli zaman bulamazlar. Demir atomları bir miktar hareket etseler bile, karbon atomlarının çözelti içersinde hapsedilmeleri nedeniyle farklı bir yapı oluşur. Hızlı soğuma sonucunda oluşan bu yapıya “martenzit” adı verilir. Martenzit karbonla aşırı doymuş hacim merkezli tetragonal (HMT) yapıya sahip bir katı çözeltidir. Birim hücrenin c uzunluğunun a uzunluğuna oranı (c/a) artan karbon oranıyla artarak en fazla 1.08 değerine ulaşır. Martenzitik dönüşüm sırasında ostenitin YMK yapılı birim hücrelerinden martenzitin HMT yapılı birim hücresinin oluşumu
 yapıya sahip bir katı çözeltidir. Birim hücrenin c uzunluğunun a uzunluğuna oranı (c/a) artan karbon oranıyla artarak en fazla 1.08 değerine ulaşır. Martenzitik dönüşüm sırasında ostenitin YMK yapılı birim hücrelerinden martenzitin HMT yapılı birim hücresinin oluşumu.")
13
Su verme işleminden sonra oluşan martenzit mikroskop altında iğne veya diken biçiminde gözükür ve bazen saman demetini andıran bir görünüm sergiler. Çeliklerin çoğunda martenzitik yapı belirsiz ve soluktur, bu nedenle kolayca ayırt edilemez. Yüksek karbonlu çeliklerde ise kalıntı ostenit arka fonu oluşturduğundan, martenzitin iğne veya diken biçimindeki yapısı daha belirgin bir görünüm kazanır. Martenzitik dönüşüm yalnız soğuma sırasında meydana gelir. Bu nedenle, söz konusu dönüşüm zamandan bağımsız olup, yalnız sıcaklığın azalmasına yani soğumaya bağlıdır. Martenzitin en önemli özelliği, çok sert bir faz olmasıdır. Çeliklerde, sementitten sonra gelen en sert faz martenzittir. Yüksek sertlik değerleri, ancak yeterli oranda karbon içeren çeliklerde elde edilir. Çeliklerde oluşan tipik bir martenzitik yapının görünümü. İğne biçimindeki taneler martenzit fazını, beyaz bölgeler ise kalıntı osteniti göstermektedir.

14
Martenzit yüksek sertliğe sahiptir
Martenzit yüksek sertliğe sahiptir. Martenzitin sertliğinin yüksek olmasının en büyük nedeni kafes yapısının aşırı ölçüde distorsiyona uğraması, yani çarpıtılmış olmasıdır. Martenzitin atomsal dolgu faktörünün ostenitin atomsal dolgu faktöründen daha düşük olması nedeniyle, martenzitik dönüşüm sırasında çelikte bir miktar hacimsel büyüme meydana gelir. Söz konusu hacimsel büyüme matris yapısını plastik deformasyona uğratabilecek büyüklükte yerel gerilmeler oluşturur. Bir başka deyişle, martenzitin oluşumu sırasında meyda gelen hacimsel büyüme çok yüksek düzeyde yerel gerilmeler oluşturarak çeliklerin matris yapısının aşırı ölçüde çarpılmasına veya plastik şekil değişimine uğramasına neden olur. Kafes yapısının çapılması da dislokasyon hareketini zorlaştırarak veya engelleyerek su verilen çeliklerin sertlik ve mukavemetini arttırır.

15
Martenzitik Dönüşümün Önemli Özellikleri
Martenzitik dönüşüm difüzyonsuz olup, dönüşüm sırasında malzemenin kimyasal bileşiminde herhangi bir değişim meydana gelmez. Bu dönüşüm sırasında ostenit fazı ikili kayma mekanizmasıyla aniden kafes yapısını değiştirir. b. Martenzitik dönüşüm yalnız soğuma sırasında meydana gelir. Bu nedenle söz konusu dönüşüm zamandan bağımsız olup, yalnız sıcaklığın azalmasına yani soğumaya bağlıdır. Bu tür dönüşüme atermal dönüşüm denir. Dönüşüm sırasında oluşan martenzitin oranı, azalan sıcaklıkla doğru orantılı olarak değişmez. Dönüşümün başlangıç aşamasında az miktarda martenzit oluşur, sonradan martenzit oranı hızlı bir şekilde artar ve dönüşümün sonuna doğru bu oran tekrar azalır. Ms: Martenzitik dönüşümün başlangıç sıcaklığı Mf: Martenzitik dönüşümün bitiş sıcaklığı Bir çelik parça Ms’nin altındaki bir sıcaklıkta tutulursa martenzitik dönüşüm durur ve sıcaklık düşmedikçe dönüşüm devam etmez. Martenzit yüzde oranının sıcaklığa göre değişimini gösteren eğri

16
c. Soğuma hızını değiştirmekle bir alaşımın Ms sıcaklığı değiştirilemediği gibi martenzitik dönüşümüde engellenemez. Martenzitik dönüşüme ait sıcaklık aralığı alaşımın bir karaktersitiği olup, soğuma hızının artırılması ile değiştirilemez. Ms sıcaklığı yalnız alaşımın kimyasal bileşime bağlıdır. Çeliklerin Ms sıcaklığını belirlemek için bazı bağıntılar geliştirilmiştir. Bütün alaşım elementlerinin ostenit içerisinde çözünmeleri durumunda; Ms (oC)= 561-(474x%C)-(33x%Mn)-(17x%Ni)-(17x%Cr)-(21x%Mo) Yüksek ve orta alaşımlı çelikler için; Ms (oC)= 550-(350x%C)-(40x%Mn)-(20x%Cr)-(17x%Ni)-(8x%W)-(10x%Mo)-(35x%V) Mf sıcaklığı tam olarak belirlenemediğinden kesikli çizgi ile gösterilmiştir. Çeliklerde karbon oranının Ms ve Mf sıcaklıklarına etkisini gösteren eğriler
= 561-(474x%C)-(33x%Mn)-(17x%Ni)-(17x%Cr)-(21x%Mo) Yüksek ve orta alaşımlı çelikler için; Ms (oC)= 550-(350x%C)-(40x%Mn)-(20x%Cr)-(17x%Ni)-(8x%W)-(10x%Mo)-(35x%V) Mf sıcaklığı tam olarak belirlenemediğinden. kesikli çizgi ile gösterilmiştir. Çeliklerde karbon oranının Ms ve Mf sıcaklıklarına etkisini gösteren eğriler.")
17
d. Martenzit her ne kadar oda sıcaklığında veya buna yakın sıcaklıklarda ölçülemeyecek kadar uzun bir süre dönüşüme uğramadan kalabilirse de gerçekten kararlı bir faz değildir. Martenzit, kararsız ostenit ile ferrit ve sementit karışımından oluşan kararlı yapı arasında yer alan geçiş fazı olarak kabul edilir. e. Martenzitin en önemli özelliği sert bir faz olmasıdır. Nitekim çeliklerde sementitten sonra gelen en sert faz martenzittir. Yüksek sertlik değerleri ancak yeterli oranda karbon içeren çeliklerden elde edilir. Bir başka ifadeyle su verme işleminden sonra elde edilen sertlik değeri çeliğin karbon oranına bağlıdır. Su verilen karbon çeliklerinde elde edilen en yüksek sertliğin karbon oranına göre değişimini gösteren eğri

18
Kritik Soğuma Hızı Sertleştirme işleminin temel amacı, tamamen martenzitik bir yapı elde etmektir. Bunun için de malzemenin tavlama işleminden sonra, kritik soğuma hızı adı verilen bir değerden daha yüksek hızlarda soğutulması gerekir. Kritik soğuma hızı ise tamamen martenzitik bir yapı elde etmek için gerekli en düşük soğuma hızıdır. Çelik için önemli bir kriter olan kritik soğuma kimyasal bileşim ve ostenitin tane büyüklüğüne bağlıdır. Çeliklerde kritik soğuma hızının karbon oranına göre değişimi

19
İzotermal Dönüşüm Diyagramları (ZSD, TTT, İD)
İzotermal dönüşüm sabit sıcaklıkta meydana gelen faz dönüşümü demektir. Demir-sementit denge diyagramı, yalnız denge koşulları için geçerli olduğundan hızlı soğutulan çeliklerin incelenmesinde doğrudan kullanılmaz. Hızlı soğutulan çeliklerde ostenitin ne zaman dönüşüme başlayacağı, dönüşümün ne kadar süre sonunda tamamlanacağı ve sonuçta hangi ürünlerin oluşacağı hususları izotermal dönüşüm diyagramları yardımıyla belirlenir. İzotermal dönüşüm diyagramlarının belirlenmesi: a) Örnekler talaşlı imalat yöntemi ile hazırlanır b) Hazırlanan örnekler fırın içerisinde veya tuz banyosunda yaklaşık 775 oC sıcaklıkta yeterli bir süre tutularak ostenitleştirilir. c) Ostenitleştirme işleminden sonra örnekler Ac1altında bir sıcaklıkta (700 oC ) tutulan ergimiş tuz veya yağ banyosuna daldırılır. d) Banyoda belirli süre ( 5, 10, 15, 20, 30, 40, 80, 100..) tutulan örneklere soğuk su veya tuzlu suda su verilir. e) Su verilen örneklerin hem sertliği ölçülür hem de iç yapıları metalografik yöntemlerle incelenir.
 Örnekler talaşlı imalat yöntemi ile hazırlanır. b) Hazırlanan örnekler fırın içerisinde veya tuz banyosunda yaklaşık 775 oC sıcaklıkta yeterli bir süre tutularak ostenitleştirilir. c) Ostenitleştirme işleminden sonra örnekler Ac1altında bir sıcaklıkta (700 oC ) tutulan ergimiş tuz veya yağ banyosuna daldırılır. d) Banyoda belirli süre ( 5, 10, 15, 20, 30, 40, 80, 100..) tutulan örneklere soğuk su veya tuzlu suda su verilir. e) Su verilen örneklerin hem sertliği ölçülür hem de iç yapıları metalografik yöntemlerle incelenir.")
20
Bu işlemler Ac1 çizgisinin altındaki farklı dönüşüm sıcaklıklarında tekrarlanarak izotermal dönüşüm diyagramına ait eğrilerin belirlenmesi için yeterli sayıda veri elde edilir. İzotermal dönüşüm eğrilerinin belirlenmesi için yapılan deneysel çalışmaların aşamaları

21
Bu şekildeki eğri ostenitin perlite dönüşüm hızının doğrusal olmayıp,
zamanla değiştiğini göstermektedir. Nitekim başlangıçta çok düşük olan dönüşüm hızı belirli bir süre sonunda aniden yükselip, dönüşüm sonuna doğru tekrar azalmaktadır. %0.8 C içeren ötektoid çelikte 700 oC sıcaklıkta meydana gelen ostenit-perlit dönüşümüne ait izotermal dönüşüm eğrisi ile dönüşümün değişik aşamalarında oluşan yapıların görünümü

22
Bu deneyler sonucunda, 700 oC sıcaklıktaki izotermal dönüşüm sonucunda iki önemli veri elde edilir. Bunlardan biri dönüşümün başlama noktası, diğeri ise dönüşümün tamamlanma veya bitiş noktasıdır. Ac1 kritik sıcaklığından daha düşük sıcaklıklarda aynı deneyler yapılarak elde edilen noktalar birleştirilirse dönüşümün başlama ve bitişini gösteren zaman-sıcaklık-dönüşüm (ZSD veya TTT) eğrileri elde edilir.Ayrıca, değişik sıcaklıklarda %50’lik dönüşüm için gerekli zamanlar belirlenerek ZSD diyagramının başlama ve bitiş eğrileri arasında yer alan %50’lik izotermal dönüşüm eğriside çizilebilir. Ötektoid bileşimdeki çeliğin izotermal dönüşüm diyagramının çıkarılması

23
Ms sıcaklıkları doğrudan metalografik
yöntemlerle ve ya ampirik bağıntılarla belirlenebilir. Ötektoid bileşimdeki çeliğin ZSD diyagramı ve bu diyagram üzerinde izotermal dönüşüm ürünlerinin gösterimi

24
Beyaz renkli bölgeler osteniti, siyah bölgeler martenziti fazlarını
Martenzitik dönüşüm aşamalarının metalografik yöntemle incelenmesi; 1. Çelik ostenitleştirilir ve Ms’in altındaki sıcaklıkta (180 oC) tutulan bir banyoya daldırılır. 2. Ostenitin yaklaşık %20 si martenzite dönüşür. 3. Çelik parça tekrar Ms ile Ac1 çizgileri arasında bir sıcaklığa kadar ısıtılır. Bu durumda martenzit kararır ostenit değişmeden kalır 4. Örneğe tekrar su verildiğinde %20 kara martenzit ve %80 oranında taze ve beyaz martenzit içeren bir yapı elde edilir. Böylece 180 oC de oluşan martenzit oranı metalografik yöntemle belirlenir. Söz konusu yöntemle belirlenen ostenit-martenzit dönüşümü şekilde gösterilmiştir. Beyaz renkli bölgeler osteniti, siyah bölgeler martenziti fazlarını göstermektedir. Ostenit-martenzit dönüşümünü gösteren tipik bir dönüşüm eğrisi ve değişik sıcaklıklarda oluşan yapıların görünümü
 tutulan bir banyoya daldırılır. 2. Ostenitin yaklaşık %20 si martenzite dönüşür. 3. Çelik parça tekrar Ms ile Ac1 çizgileri arasında bir sıcaklığa kadar ısıtılır. Bu durumda martenzit kararır ostenit değişmeden kalır. 4. Örneğe tekrar su verildiğinde %20 kara martenzit ve %80 oranında taze ve beyaz martenzit içeren bir yapı elde edilir. Böylece 180 oC de oluşan martenzit oranı metalografik yöntemle belirlenir. Söz konusu yöntemle belirlenen ostenit-martenzit dönüşümü şekilde gösterilmiştir. Beyaz renkli bölgeler osteniti, siyah bölgeler martenziti fazlarını. göstermektedir. Ostenit-martenzit dönüşümünü gösteren tipik. bir dönüşüm eğrisi ve değişik sıcaklıklarda oluşan. yapıların görünümü.")
25
%0.45 C içeren ötektoid altı çeliğin
Ötektoid dışı çeliklerin ZSD diyagramlarının ötektoid bileşimdeki çeliğin ZSD diyagramlarından oldukça farklıdır. Bu durum gerek ötektoid altı gerekse ötektoid üstü çeliklerin ZSD diyagramlarında görülür. %0.45 C içeren ötektoid altı çeliğin ZSD diyagramı %1.2 C içeren ötektoid üstü çeliğin ZSD diyagramı

26
İzotermal dönüşüm ile Perlit ve Beynit Oluşumu
Perlit birbiri üzerine dizilmiş ferrit ve sementit katmalarından oluşur. İzotermal dönüşüm sonucunda oluşan perlitin inceliği (lameller arası uzaklık) ve sertliği dönüşüm sıcaklığına bağlıdır. İzotermal dönüşüm sıcaklığı azaldıkça perlit incelir, yani ferrit ve sementit katmanları arasındaki uzaklık azalır ve yapının sertliği artar. Dönüşüm sıcaklığı azaldıkça, perlitin sertliği artar ve söz konusu sertlik ZSD diyagramının burun bölgesinde en yüksek değerine ulaşır. Sertliğin artması, yumuşak ferrit matrisi içerisindeki sert sementit tabakaları arasındaki uzaklığın azalmasından kaynaklanır. ZSD diyagramının burnu ile Ms sıcaklık çizgisi arasında yer alan bölgede dağlandığında siyah gözüken farklı bir yapı oluşur. Ferrit ve sementit karışımından oluşan bu yapıya beynit denir. Bu yapı 500 oC de perlite benzer bir görünüm sergiler ve söz konusu yapıya üst beynit veya tüylü beynit adı verilir.Düşük dönüşüm sıcaklıklarında elde edilen beynit ise iğneli martenzitik yapıyı andırır ve buna da alt beynit veye iğneli beynit adı verilir. Beynitin sertliğ 40 ile 60 RSD-C arasında değişir. Alt beynitin sertliğ 40 RSD-C, üst beynitin sertliği 60 RSD-C civarındadır. Dönüşüm sıcaklığı azaldıkça sementit tabakaları arasındaki uzaklık azaldığından beynitin sertliği artar. Beynitin sertliği perlit ile martenzitin sertiği arasında yer alır. Sonuç olarak beynit ostenitin izotermal dönüşümü sonucunda perlit bölgesinin alt sınırı ile Ms sıcaklık çizgisi arasındaki bölgede meydana gelen ve ferrit ile sementit fazlarından oluşan kararsız dengeli bir yapıdır.
 ve sertliği dönüşüm sıcaklığına bağlıdır. İzotermal dönüşüm sıcaklığı azaldıkça perlit incelir, yani ferrit ve sementit katmanları arasındaki uzaklık azalır ve yapının sertliği artar. Dönüşüm sıcaklığı azaldıkça, perlitin sertliği artar ve söz konusu sertlik ZSD diyagramının burun bölgesinde en yüksek değerine ulaşır. Sertliğin artması, yumuşak ferrit matrisi içerisindeki sert sementit tabakaları arasındaki uzaklığın azalmasından kaynaklanır. ZSD diyagramının burnu ile Ms sıcaklık çizgisi arasında yer alan bölgede dağlandığında siyah gözüken farklı bir yapı oluşur. Ferrit ve sementit karışımından oluşan bu yapıya beynit denir. Bu yapı 500 oC de perlite benzer bir görünüm sergiler ve söz konusu yapıya üst beynit veya tüylü beynit adı verilir.Düşük dönüşüm sıcaklıklarında elde edilen beynit ise iğneli martenzitik yapıyı andırır ve buna da alt beynit veye iğneli beynit adı verilir. Beynitin sertliğ 40 ile 60 RSD-C arasında değişir. Alt beynitin sertliğ 40 RSD-C, üst beynitin sertliği 60 RSD-C civarındadır. Dönüşüm sıcaklığı azaldıkça sementit tabakaları arasındaki uzaklık azaldığından beynitin sertliği artar. Beynitin sertliği perlit ile martenzitin sertiği arasında yer alır. Sonuç olarak beynit ostenitin izotermal dönüşümü sonucunda perlit bölgesinin alt sınırı ile Ms sıcaklık çizgisi arasındaki bölgede meydana gelen ve ferrit ile sementit fazlarından oluşan kararsız dengeli bir yapıdır.")
27
Martenzitik bir matris (beyaz) içerisinde
yer alan üst beynitin (tüylü beynit) ve ince perlitin görünümü b) 450 oC sıcaklıktaki dönüşüm sonucunda oluşn beynitin elektron mikroskobu görüntüsü Martenzitik bir matris (beyaz) içerisinde yer alan alt beynit iğnelerinin (siyah) görünümü b) 260 oC sıcaklıktaki dönüşüm sonucunda oluşan beynitin elektron mikroskobu görüntüsü
 ve ince perlitin görünümü. b) 450 oC sıcaklıktaki dönüşüm. sonucunda oluşn beynitin elektron. mikroskobu görüntüsü. Martenzitik bir matris (beyaz) içerisinde. yer alan alt beynit iğnelerinin (siyah) görünümü. b) 260 oC sıcaklıktaki dönüşüm sonucunda oluşan. beynitin elektron mikroskobu görüntüsü.")
28
Soğuma Eğrileri ve İzotermal Dönüşüm Diyagramları
Soğuma eğrileri malzeme sıcaklığının soğuma süresine göre değişimini gösterirler. Bu nedenle, söz konusu eğriler değişik soğuma sürelerinde malzemenin sıcaklığı ölçülerek çizilir. Soğuma eğrilerinin koordinatları ile izotermal dönüşüm diyagramlarının koordinatları aynı olduğundan, karşılaştırma yapmak amacıyla soğuma eğrileri ZSD diyagramlarının üzerinde gösterilebilir. Bir başka deyişle, soğuma eğrileri ZSD diyagramı üzerine çizilebilir.

29
Sürekli soğuma sırasındaki dönüşümler (SSD)
Ötektoid bileşimdeki alaşımsız çeliğe ait İD diyagramından çıkarılan SSD diyagramı 34CrNiMo6 çeliğinin SSD diyagramı

30
ZSD Eğrilerinin Durumunu Etkileyen Faktörler
Kimyasal bileşim Ostenitin tane büyüklüğü Çeliğin karbon ve alaşım elementi oranı ile ostenitin tane büyüklüğünün artması ZSD diyagramına ait eğrileri sağa doğru kaydırarak martenzitik dönüşümü geciktirir. Bunun sonucunda kritik soğuma hızı azalır ve martenzitik yapı oluşumu kolaylaşır. Martenzitik dönüşümde meydana gelen bu gecikme, aynı zamanda yüksek oranda alaşım elementi içeren veya iri taneli ostenite sahip çeliklerin sertleşme derinliğini artırır, yani sertleşme kabiliyetini iyileştirir.

31
Ostenitleştirme sıcaklığı ve Ostenitin Homojenliği
Ötektoid altı çeliklerde; Ac3+10 oC Ötektoid üstü çeliklerde;Acm----Ac3,1 Ostenitin homojenliği karbonun ostenit içerisindeki düzgün dağılımına bağlıdır. Yani her bir ostenit tanesinin aynı karbon oranına sahip olmasıdır. Ac3 sıcaklığının üzerinde karbon oranı homojen olmayan ostenit taneleri oluşur. Bu sıcaklıkta çeliğe su verilirse karbon oranı düşük olan ostenit taneleri, kritik soğuma hızlarının yüksek olması nedeniyle martenzit olmayan yapılara dönüşür. Karbon oranı yüksek olan ostenit taneleri ise KSH‘nın yüksek olması nedeniyle martenzite dönüşür. Bu işlem sonucunda homojen olmayan ve sertliği değişen bir yapı elde edilir. Bu durumu önlemek için difüzyona imkan verecek şekilde çeliği çok yavaş ısıtarak karbonun homojen dağılmasını sağlamak gerekir. Ancak yavaş ısıtma işlemi çok uzun süre aldığından ekonomik değildir. Bu nedenle çeliği ostenitleştirme sıcaklığında belirli bir süre tutmak gerekir. 25 mm kalınlık veya çap için 1 saat

32
Su Verme İşlemi Sırasında Isı Giderme Mekanizması
Su verilen çeliğin iç yapıları, sertlik ve mukavemetleri su verme işlemi sırasında elde edilen gerçek soğuma hızına bağlıdır. Gerçek soğuma hızının kritik soğuma hızından yüksek olması durumunda, yalnız martenzitik bir yapı elde edilir. Gerçek soğuma hızının, kritik soğuma hızından düşük olması durumunda ise tamamen martenzitten oluşan bir yapı elde edilemez ve bu nedenle parça tam olarak sertleştirilemez. Çünkü, oluşan martenzit dışı dönüşüm ürünleri malzemenin sertleşmesini engeller. Bu nedenle su verme sırasındaki ısı giderme mekanizmasının iyi anlaşılması gerekir. Ilık suda su verilen silindirik bir parça için tipik bir soğuma eğrisi

33
A devresi: Buhar örtüsü veya buhar filmi devresi olarak adlandırılır
A devresi: Buhar örtüsü veya buhar filmi devresi olarak adlandırılır. Başlangıçta malzemenin sıcaklığı çok yüksek olduğundan, su verme ortamı buharlaşarak malzemenin üzerinde ince bir buhar filmi oluşturur ve bu film bütün malzemeyi kaplar. Bu buhar filminin ısıl geçirgenliği veya ısı iletimi iyi olmadığından bu devrede nispeten düşük soğuma hızı elde edilir. B devresi: Buhar taşınımı devresi olarak adlandırılır. Malzeme buhar filminin kararlı olmadığı bir sıcaklığa kadar soğuduğunda B devresi başlar. Su verme ortamı ile metal yüzeyi ıslanır ve ani kaynama meydana gelir. En hızlı soğuma bu devrede gerçekleşir. C devresi: Sıvı soğuma aşamasını gösterir. Malzeme yüzeyinin sıcaklığı su verme sıvısının kaynama noktasına kadar düşünce bu devre başlar. Bu devrede buhar oluşmaz ve soğuma işlemi ısı iletimi ve taşınımı ile gerçekleşir. Ancak, soğuma hızı bu devrede en düşük değerindedir.

34
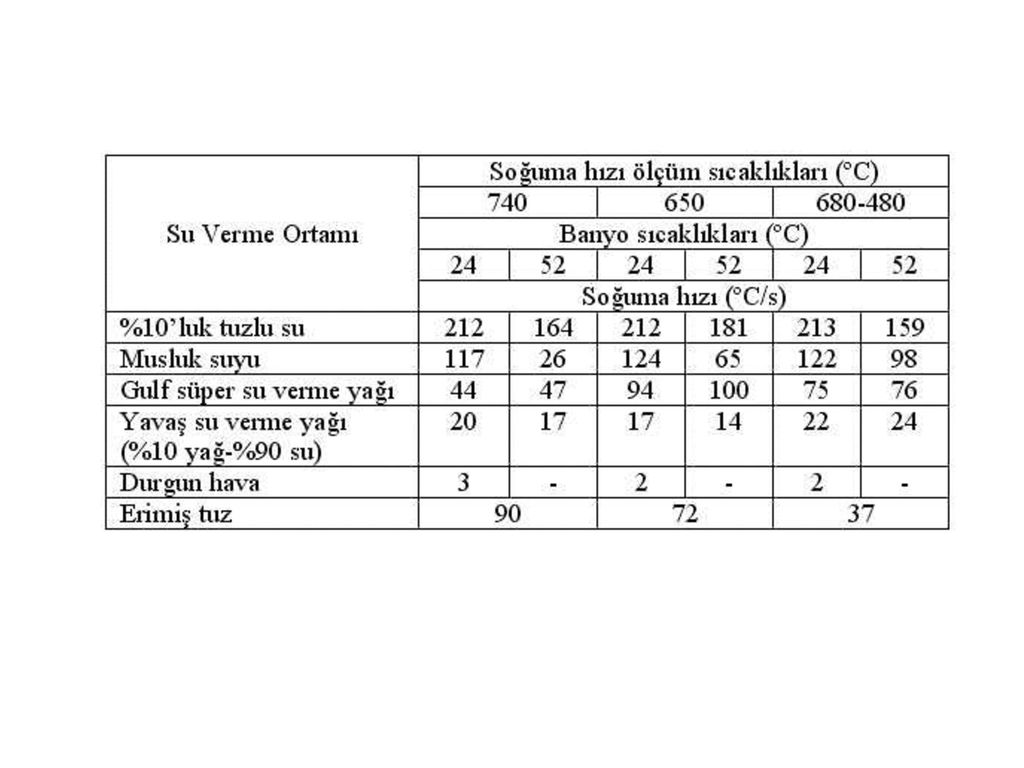
Su Verme Ortamları İdeal su verme ortamı, başlangıçtaki soğuma hızının yüksek, malzemedeki çarpılmanın önlenmesi bakımından da düşük sıcaklıklardaki soğuma hızının düşük olmasını sağlamalıdır. Ancak, bu durumu tam olarak sağlayacak nitelikte bir su verme ortamı yoktur. Su ve inorganik tuzların sulu çözeltileri gibi su verme sıvıları, başlangıç aşamasındaki (A ve B devreleri) soğuma hızlarının yüksek olmalarını sağlarlar. Ancak, bu soğuma hızları düşük sıcaklıklarda da devam ettiğinden, malzemede çarpılma veya çatlama meydana gelebilir. Geleneksel su verme yağları ile uzun bir A devresi ve düşük soğuma hızına sahip kısa bir B devresi elde edilir. Sanayide kullanılan su verme ortamları, su verme şiddetlerine göre aşağıdaki gibi sıralanır. a) Tuzlu su b) Musluk suyu c) Erimiş veya sıvı tuzlar d) Yağ ve su karışımı e) Yağ f) Hava Bazı ortamların soğuma hızları Tablo 2’deki gibidir;
 soğuma hızlarının yüksek olmalarını sağlarlar. Ancak, bu soğuma hızları düşük sıcaklıklarda da devam ettiğinden, malzemede çarpılma veya çatlama meydana gelebilir. Geleneksel su verme yağları ile uzun bir A devresi ve düşük soğuma hızına sahip kısa bir B devresi elde edilir. Sanayide kullanılan su verme ortamları, su verme şiddetlerine göre aşağıdaki gibi sıralanır. a) Tuzlu su. b) Musluk suyu. c) Erimiş veya sıvı tuzlar. d) Yağ ve su karışımı. e) Yağ. f) Hava. Bazı ortamların soğuma hızları Tablo 2’deki gibidir;")
36
Su Verme Ortamının Sıcaklığı İle Su Verme Yönteminin Soğumaya Etkisi
Genelde, su verme ortamının sıcaklığı arttıkça su verilen parçanın soğuma hızı azalır. Bu durum, sıcaklık artıkça buhar filmi devresinin uzamasından kaynaklanır. Su verme ortamının sıcaklığı buharlaşma sıcaklığına yaklaştıkça, buhar filmini oluşturmak için daha az ısı gerekir. Bu kural, özellikle su verme ve tuzlu su ortamı için geçerlidir. Su verme ortamı olarak yağ alınırsa, yağ banyosunun sıcaklığı artırıldığında yağın vizkozitesi azalır, yani akıcılığı artar. Akıcılığı artan yağın ısıl iletkenliği de arttırıldığından, yağın sıcaklığı arttıkça su verilen parçanın soğuma hızı da artar. Su verme ortamı olarak kullanılan geleneksel yağlarda optimum soğuma hızları, 49ºC–66ºC arasındaki sıcaklıklarda elde edilir. Su verme işlemi sırasında banyo sıcaklığının fazla artmaması için yeterli miktarda su verme banyosu kullanmak gerekir. Bazı durumlarda su verme ortamının sıcaklığını kontrol etmek veya sabit tutmak için su verme banyosuna, içerisinden su geçirilen soğutma bobinleri yerleştirilir.

37
Su verme ortamını karıştırmak veya su verilen parçayı karıştırıcı gibi hareket ettirmek suretiyle soğutma hızı artırılabilir. Bu işlem, parça yüzeyinde oluşan buhar filminin oluşur oluşmaz yok olmasına, yani parçanın soğuma hızının artmasına neden olur. Değişik su verme ortamlarının soğutma hızları, soğutma şiddeti 1 (bir) olarak kabul edilen durgun suya göre belirlenir. Bazı su verme ortamlarının sogutma şiddetleri Tablo ’da verilmiştir. Bazı su verme ortamlarının değişik su verme yöntemleriyle elde edilen soğutma şiddetleri (durgun su 1 (bir) birim olarak kabul edilirse) Karıştırma işleminin, yağda su verilen paslanmaz çelik örneğinin merkez bölgesine ait soğuma eğrisine etkisi (Yağ sıcaklığı=52ºC)
 birim olarak kabul edilirse) Karıştırma işleminin, yağda su verilen paslanmaz çelik örneğinin merkez bölgesine ait soğuma eğrisine etkisi (Yağ sıcaklığı=52ºC)")
38
Su Verme Sertleştirmesini Etkileyen Faktörler
1- Parçanın Yüzey Durumu Tavlama işleminde kullanılan fırında bulunan oksijen ve nem nedeniyle çelik parça oksitlenirse, yüzeyinde tufal adı verilen kalın bir demir oksit tabakası oluşur. Bu oksit tabakası yalıtkan gibi davranarak, su verme işlemi sırasında çelik parçadan su verme ortamına doğru olan ısı akımını geciktirir. Böylece, bazı durumlarda gerçek soğuma hızı kritik soğuma hızının altına düşer ve martenzitik dönüşüm engellenir. Ayrıca parça yüzeyinin bazı bölgelerindeki tufal tabakası, fırınla su verme ortamı arasında soyularak su verme sırasında parça yüzeyinin farklı bölgelerinin farlı hızlarda soğumasına da neden olabilir. Bu nedenlerden dolayı, tufal adı verilen oksit tabakası çelik parçaların sertleşmesini zorlaştırdığı gibi yüzey sertliğinin de değişmesine yol açabilir. Endüstride tufal oluşumunu önlemek veya en aza indirgemek için bazı önlemler alınır. Bu önlemlere ait yöntemler ısıl işlem uygulanan parçanın büyüklüğüne, kullanılan fırının türüne ve ekonomik olanaklara bağlıdır. Söz konusu yöntemlerden bazıları aşağıda verilmektedir.

39
a) Bakır kaplama yöntemi: Tufal oluşumunu önlemek için parça bakır kaplanır ve bir kaç mikrometrelik kaplama kalınlığı bu iş için yeterli olur. b) Koruyucu atmosfer yöntemi: Fırında, belli bir basınç altında çeliğe zarar vermeyen veya etki etmeyen hidrojen, ayırışmış amonyak, yanma artığı gazlar ve hidrokarbonlu yakıt gazları (metan ve propan) gibi asal gazlar verilir. Böylece, oksitlenme ve tufal oluşumu büyük ölçüde önlenir. c) Sıvı tuz banyosu yöntemi: Isıl işlem uygulanacak parça, çeliğe göre nötr durumda olan sıvı tuz banyosuna iyice daldırılarak oksitlenme ve tufal oluşumu önlenir. d) Dökme demir talaşı yöntemi: Parça, dökme demir talaşı bir kaba iyice gömülür. Fırına giren oksijen, çeliğe ulaşmadan önce dökme demirle reaksiyona girer ve böylece parçanın oksitlenmesi büyük ölçüde önlenir.
 Koruyucu atmosfer yöntemi: Fırında, belli bir basınç altında çeliğe zarar vermeyen veya etki etmeyen hidrojen, ayırışmış amonyak, yanma artığı gazlar ve hidrokarbonlu yakıt gazları (metan ve propan) gibi asal gazlar verilir. Böylece, oksitlenme ve tufal oluşumu büyük ölçüde önlenir. c) Sıvı tuz banyosu yöntemi: Isıl işlem uygulanacak parça, çeliğe göre nötr durumda olan sıvı tuz banyosuna iyice daldırılarak oksitlenme ve tufal oluşumu önlenir. d) Dökme demir talaşı yöntemi: Parça, dökme demir talaşı bir kaba iyice gömülür. Fırına giren oksijen, çeliğe ulaşmadan önce dökme demirle reaksiyona girer ve böylece parçanın oksitlenmesi büyük ölçüde önlenir.")
40
2- Büyüklük ve Kütle Su verme sırasında, yalnız parçanın yüzeyi su verme ortamı ile temasta olduğundan parçanın yüzey alanının kütlesine oranı, gerçek soğuma hızını etkileyen önemli bir parametredir. Parçanın geometrik şeline bağlı olan bu oran, küresel parçalar için en küçük değerdedir. İnce levhalar ve küçük çaplı tellerde yüzey alanının kütleye oranı büyük olduğundan, su verme sırasında bu parçaların soğuma hızı yüksek olur. Parçanın soğuma hızı yüzey alanı/kütle oranı ile doğru orantılıdır. Yani bu oran arttıkça soğuma hızı artar, azaldıkça azalır. Yüzeyler, su verme ortamı ile doğrudan temas halinde olmaları nedeniyle su verme sırasında parçanın en hızlı soğuyan kısmını oluştururlar. İç kısımlardaki ısı ise iletimle (kondüksiyon) uzaklaştırılır. Isı, parça gövdesinden geçerek yüzeye ulaşır ve buradan su verme ortamına iletilir. Bu nedenle iç kısımlardaki soğuma hızı, yüzeyin soğuma hızından daha düşük olur.
 uzaklaştırılır. Isı, parça gövdesinden geçerek yüzeye ulaşır ve buradan su verme ortamına iletilir. Bu nedenle iç kısımlardaki soğuma hızı, yüzeyin soğuma hızından daha düşük olur.")
41
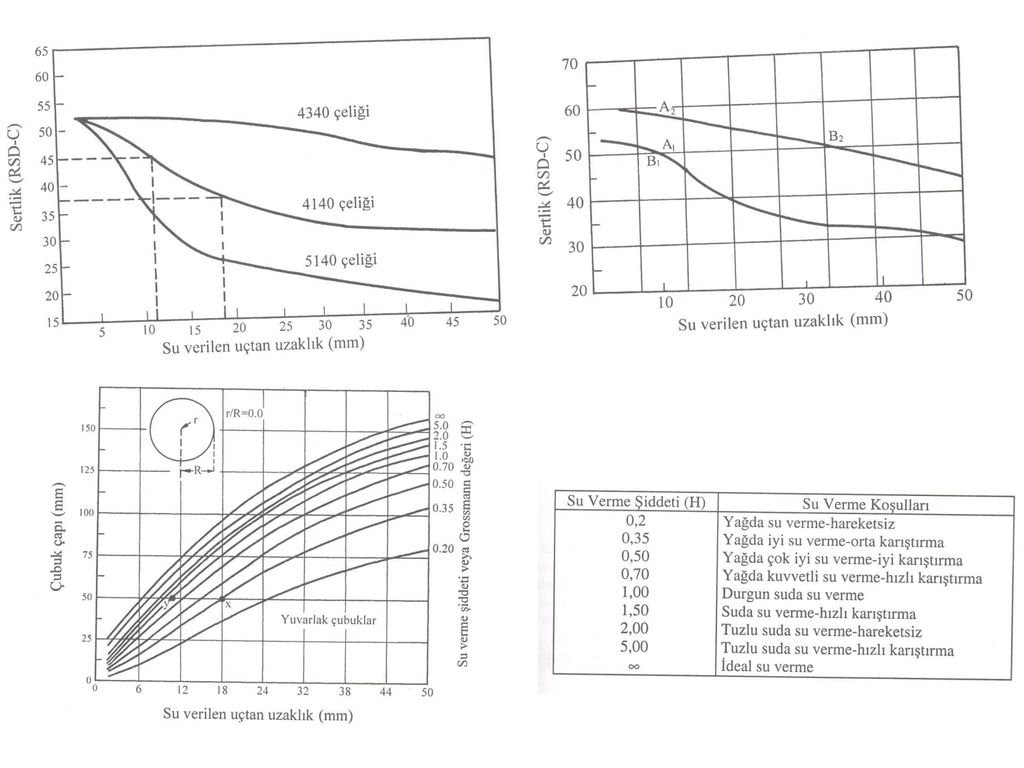
Su verilen değişik çaplardaki çubukların eksenine dik kesitleri üzerinde meydana gelen sertlik değişimleri ölçülerek sertlik-nüfuziyet veya sertlik profil eğrileri elde edilir. Çünkü bu eğriler, su verilen çeliğin hangi derinliğe kadar sertleşebileceğini gösterir. Bir malzemenin sertleşme kabiliyeti o malzemenin hangi derinliğe kadar sertleşebileceğini gösteren bir ölçüdür. Sertlik profilleri, su verilen parçaların yüzeylerinin merkezlerinden daha sert olduğunu göstermektedir. Suda su verilen değişik çaplardaki çelik örneklere ait sertlik profilleri. (a) SAE 1045 çeliği (alaşımsız çelik), (b) SAE 6140 çeliği (alaşımlı çelik)
 SAE 1045 çeliği (alaşımsız çelik), (b) SAE 6140 çeliği (alaşımlı çelik)")
42
Malzemelerin sertleşme kabiliyetini belirlemek için en yaygın olarak uygulanan yöntem Jominy deneyidir. Bu deneye uçtan su verme deneyi de denir. Jominy deneyi: a) Deneyin yapılışı b) alaşımlı ve alaşımsız çeliklerin su verilen uçtan uzaklığa göre değişimlerini gösteren eğriler
 Deneyin yapılışı b) alaşımlı ve alaşımsız çeliklerin su verilen uçtan uzaklığa göre değişimlerini gösteren eğriler.")
44
Menevişleme Çeliklerde, su verme işlemi ile elde edilen martenzitik yapı gevrek olduğundan pek çok uygulama için elverişli değildir. Ayrıca mertanzit oluşumu çelik içerisinde iç gerilmelerin meydana gelmesine neden olur. Bu nedenlerden dolayı su verilen çelikler, hemen hemen her zaman Ac1 çizgisinin altındaki sıcaklıklarda tavlama işlemine menevişleme denir Menevişlemenin amacı; su verilen çelikteki kalıntı gerilmeleri gidermek ve çeliğin süneklik ve tokluğunu artırmaktır. Su verilen çelikler menevişlendiklerinde süneklikleri artar, buna karşılık sertlik ve mukavemetleri azalır.

45
AISI 4140 çeliğinin sertlik ve çentik darbe tokluğunun menevişleme sıcaklığına göre değişimi (menevişleme süresi : 1 saat) Yağda su verilen AISI 4340 çeliğinin akma ve çekme dayanımları ile kopma büzülmesinin menevişleme sıcaklığına göre değişimi

46
Değişik sıcaklıklardaki menevişleme süresinin su verilen ötektoid çeliğin sertliğe etkisi

47
KESİKLİ SU VERME YÖNTEMLERİ
Su verilen parçanın farklı kısımlarının soğuma hızları arasındaki farkı önlemek olanaksız olduğundan, parçanın bir bölümü genişlerken, diğer bölümü büzülür. Bunun sonunda, parçada çekme gerilmeleri oluşur. Söz konusu gerilmelerin belirli değerleri aşması durumunda parçada ciddi çarpılma veya çatlama meydana gelir ve sonuçta parça kullanılmaz hale gelir. Parçanın kütlesi attıkça, merkezi ile yüzeyinin soğuma hızları arasındaki fark büyür ve dolayısıyla su verme çatlamasının meydana gelme olasılığı artar. Bu nedenle bazı parçaların sertleştirilmesi için normal su verme yöntemi her zaman tavsiye edilmez ve bunun yerine alternatif yöntemler uygulamak gerekir. Bunun için, martemperleme ve ostemperleme olarak adlandırılan kesikli su verme yöntemleri geliştirilmiştir.

48
Martemperleme Sertleştirilecek parça ostenitleştirme işlemine tabi tutulduktan sonra, martenzitik dönüşümün başlama sıcaklığının (Ms) hemen üzerindeki bir sıcaklıkta tutulan kurşun veya tuz banyosuna daldırılır. Yüzeyi ile merkezinin sıcaklıkları aynı oluncaya, yani bütün kesit boyunca aynı sıcaklık elde edilinceye kadar parça banyo içersinde tutulur. Daha sonra parçaya su verilerek tamamen martenzitik bir iç yapı elde edilir. Bu işlem sayesinde, soğuma ile oluşan büzülme olayı, ostenit-martenzit dönüşümü ile ortaya çıkan genleşme olayından ayrılarak, hem büyük parçalardaki su verme çatlaması önlenir, hemde parça sertleştirilir. Ötektoid bileşime sahip çeliğe uygulanan martemperleme işleminin şematik gösterimi
 hemen üzerindeki bir sıcaklıkta tutulan kurşun veya tuz banyosuna daldırılır. Yüzeyi ile merkezinin sıcaklıkları aynı oluncaya, yani bütün kesit boyunca aynı sıcaklık elde edilinceye kadar parça banyo içersinde tutulur. Daha sonra parçaya su verilerek tamamen martenzitik bir iç yapı elde edilir. Bu işlem sayesinde, soğuma ile oluşan büzülme olayı, ostenit-martenzit dönüşümü ile ortaya çıkan genleşme olayından ayrılarak, hem büyük parçalardaki su verme çatlaması önlenir, hemde parça sertleştirilir. Ötektoid bileşime sahip çeliğe uygulanan. martemperleme işleminin şematik gösterimi.")
49
Ostemperleme Sertleştirilecek parça ostenitleştirildikten sonra, martenzitik dönüşümün başlama sıcaklığının (Ms) üzerindeki sıcaklıkta tutulan kurşun veya tuz banyosuna daldırılır. Parça dönüşüm tamamlanıncaya kadar banyoda bekletilir ve sonradan banyodan alınarak havada soğutulur. Ötektoid bileşime sahip çeliğe uygulanan ostemperleme işleminin şematik gösterimi
 üzerindeki sıcaklıkta tutulan kurşun veya tuz banyosuna daldırılır. Parça dönüşüm tamamlanıncaya kadar banyoda bekletilir ve sonradan banyodan alınarak havada soğutulur. Ötektoid bileşime sahip çeliğe uygulanan. ostemperleme işleminin şematik gösterimi.")
50
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri
Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin sert, iç veya merkez bölgelerinin nispeten yumuşak olması gerekir. Bu durumu sağlamak için parçalara yüzey serteştirme işlemi uygulanır. Çelik parçaların yüzeyleri sermantasyon (karbürleme), nitrürasyon (nitrürleme), alevle ve endüksiyonla sertleştirme olmak üzere dört ana yöntemle sertleştirilir. En uygun yöntem, parçanın kimyasal bileşimine ve boyutlarına göre seçilir.
, nitrürasyon (nitrürleme), alevle ve endüksiyonla sertleştirme olmak üzere dört ana yöntemle sertleştirilir. En uygun yöntem, parçanın kimyasal bileşimine ve boyutlarına göre seçilir.")
51
Sementasyon (Karbürleme)
Sementasyon işlemi, %0,20’den daha az karbon içeren çeliklere uygulanır. Bu işlemin esası, düşük karbonlu çeliklerin yüzeyine karbon vererek yüzeyin karbon oranının yeterli düzeye çıkarmaktır. Söz konusu çeliklerin sementasyonu, karbon verici bir ortamda ve Ac3 çizgisinin üzerindeki bir sıcaklıkta uygun bir süre tutulurak gerçekleştirilir. Semente edilecek çelik parçalar ostenit bölgesinde 900 ile 950ºC arasındaki bir sıcaklıkta, karbon verici bir ortamda yeterli bir süre tavlanırlar. Karbon verici ortamlar katı, sıvı veya gaz olabilir. Katı ortam olarak odun kömürü ile baryum karbonat karışımı, sıvı ortam olarak erimiş siyanür banyosu ve gaz ortamı olarak da hidrojen ya da azotla karıştırılan karbonmonoksit, metan ve propan gibi gazlar kullanılabilir. Semente edilecek parçalar işlem süresince bu ortamda tutulur.

52
Karbon verici ortamda uygulanan tavlama ile karbon oranı yükseltilen yüzey tabakasınının sertleştirilmesi gerekir. Bu amaçla izlenebilecek değişik yollardan en kolayı, parçaya hemen sementasyon sıcaklığından su vermektir. Ancak bu işlemin bazı sakıncaları vardır. Şöyle ki; sementasyon işlemi için yapılan uzun süreli tavlama nedeniyle parçanın iç kısmı iri taneli olur ve uygun sertleşme sıcaklığı aşıldığı için de kabukta iri taneli mertanzit oluşur. Önemsiz parçalara bu işlem uygulanabilir. Böyle bir işlemede, parçaların çabuk ve kolay bir şekilde dışarı alınmalarını zorlaştıran katı semantasyon ortamı yerine, sıvı veya gaz ortamların kullanılması daha elverişli olur. Bazı durumlarda fırın veya havada soğutulup, sementasyon maddesinden temizlendikten sonra normalize edilen parçaya, sertleştirme sıcaklığından su verilir. Tane incelmesinin önemli olmaması durumunda normalizasyon işleminden vazgeçilebilir.

53
Nitrürasyon (Nitrürleme)
Nitrürasyon, çoğunlukla düşük karbonlu ve nitrür oluşturma özelliğine sahip alaşım elementleri içeren çeliklere uygulanır. Alüminyum, krom ve molibden nitrür oluşturan elementlerdir. Bu islem, söz konusu çeliklerin 500ºC dolayında bir sıcaklıkta, azot verici bir ortamda saat gibi uzunca bir süre tavlanması süratiyle yapılır. Azot verici ortam olarak genellıkle sodyum siyanür (NaCN) ve potasyum siyanür (KCN) içeren banyolar kullanılır. Nitrürasyonun yapılabilmesi için başlangıçta düşük olan siyanat (NaNCO ve KCN) oranının % düzeyine yükseltilmesi gerekir. Bu amaçla, banyoya ya hava, ya da basınç altında amonyak (NH3) verilir ve banyo 550ºC sıcaklıkta en az 12 saatlik bir süre beklenir. Nitrürasyon işlemi sırasında meydana gelen sodyum ve potasyum karbonat oranı % 25 değerini aşmamalıdır. Zehirleyici etkilerden dolayı siyanür banyolarının büyük bir dikkatle kullanılmaları gerekir.
 ve potasyum siyanür (KCN) içeren banyolar kullanılır. Nitrürasyonun yapılabilmesi için başlangıçta düşük olan siyanat (NaNCO ve KCN) oranının % düzeyine yükseltilmesi gerekir. Bu amaçla, banyoya ya hava, ya da basınç altında amonyak (NH3) verilir ve banyo 550ºC sıcaklıkta en az 12 saatlik bir süre beklenir. Nitrürasyon işlemi sırasında meydana gelen sodyum ve potasyum karbonat oranı % 25 değerini aşmamalıdır. Zehirleyici etkilerden dolayı siyanür banyolarının büyük bir dikkatle kullanılmaları gerekir.")
54
Nitrürleme işleminde, atom halindeki azotun çeliğe yayınmasıyla meydana gelen çok ince ve dağınık haldeki krom, alüminyum veya molibden nitrürler parça yüzeyinde sert bir tabakanın oluşmasını sağlarlar. Azotun çelik içerisindeki yayınma hızı düşük olduğundan, yeterli kalınlıkta sert tabaka elde edebilmek için uzun süreli tavlama yapmak gerekir. Örneğin; 20 saatlik nitrürasyon sonunda yaklaşık 3mm kalınlığında sert tabaka elde edilebilir. Buna karşılık elde edilen sertlik değeri çok yüksektir. Bu işlemde su vermeye gerek olmadığından parçalarda çarpılma tehlikesi çok azdır. Nitrürasyon, çeliklerin korozyona karşı direncinide artırır.

55
Siyanür banyoları, hem azot hem de karbon verme özelliğine sahiptir
Siyanür banyoları, hem azot hem de karbon verme özelliğine sahiptir. Banyo bileşimi ile sıcaklığını bu iki reaksiyondan birine göre ayarlamak mümkündür. Böylece, verilen azot oranı çok az ise semantasyon, karbon oranının çok az olması durumunda da nitrürasyon yapılmış olur. Hem karbon, hem de azot verici ortamda yapılan yüzey sertleştirme işlemine de karbonitrürasyon denir. Karbonitrürasyon, karbon verici gaz ve amonyak karışımı ile de yapılabilir ve daima su vermeyi gerektirir.

56
Alevle Yüzey Sertleştirme
Orta karbonlu çeliklere uygulanan bu işlemde, parçanın yanlız yüzeyi alevle ısıtılıp ostenitleştirildikten sonra su verilerek sertleştirilir. Ancak, bu işlem sırasında parçanın iç kısmında önemli bir sıcaklık artışı ve dolayısıyla yapısal değişime meydan vermemek gerekir. Yoğun ısıtma, oksijen – yanıcı gaz (asetilen, propan vb.) alevi yardımıyla sağlanır. Bu işlemde, su verme sıcaklığı normal su verme sertleşmesi için gerekli tavlama sıcaklığından daha yüksektir.
 alevi yardımıyla sağlanır. Bu işlemde, su verme sıcaklığı normal su verme sertleşmesi için gerekli tavlama sıcaklığından daha yüksektir.")
57
Alevle sertleştirme işlemi sırasında, çeliğin kimyasal bileşiminde herhangi bir değişme meydana gelmez. Çelik parçanın istenilen bölgesi uygun sıcaklığa kadar ısıtılıp, ostenitleştirildekten sonra su verilerek sertleştirirlir. Bu nedenle söz konusu işlem, sertleşmeye elverişli ve genelde %0,3 ile %0,6 oranları arasında karbon içeren çeliklere uygulanır. Alevle sertleştirme işleminin prensip şeması

58
Sertleşme derinliği; alev şiddeti, ısıtma süresi veya hareket hızının ayarlanması ile kontrol edilebilir. Elle çalıştırılan aletlerde, parçanın aşırı ısınması önlemek için beceri deneyim gerekir. Aşırı ısıtma, hem sertleştirilen tabakanın altında kalan bölgelerde aşırı ölçüde tane büyümesine, hem de su verme işleminden sonra çatlamaya neden olabilir. Alevle sertleştirme işlemi; (a) hareketsiz, (b) ileri hareketli, (c) dönme hareketli (d) hem dönme hemde ileri hareketli olmak üzere dört yöntemle yapılabilir. Birinci yöntemde parça ve üfleç hareketsizdir. Bu yöntem, vana sistemi ve açık ağızlı anahtarlar gibi küçük parçaların bazı noktalarının sertleştirilmesinde kullanılır. Hareketli yöntemde, oksi-asetilen üfleyici hareketsiz parçanın üzerinde hareket eder. Bu yöntem, torna tezgahı parçaları gibi büyük parçaların yüzeylerini sertleştirmesinde uygulanır. Ayrıca, büyük dişli çarkların dişlerinin sertleşmesinde de kullanılabilir.
 hareketsiz, (b) ileri hareketli, (c) dönme hareketli. (d) hem dönme hemde ileri hareketli. olmak üzere dört yöntemle yapılabilir. Birinci yöntemde parça ve üfleç hareketsizdir. Bu yöntem, vana sistemi ve açık ağızlı anahtarlar gibi küçük parçaların bazı noktalarının sertleştirilmesinde kullanılır. Hareketli yöntemde, oksi-asetilen üfleyici hareketsiz parçanın üzerinde hareket eder. Bu yöntem, torna tezgahı parçaları gibi büyük parçaların yüzeylerini sertleştirmesinde uygulanır. Ayrıca, büyük dişli çarkların dişlerinin sertleşmesinde de kullanılabilir.")
59
Dönme hareketli yöntemde oksi-asetilen üfleyici hareketsiz olup, parça dönmektedir. Bu yöntem hassas dişliler, kasnak ve makara gibi dairesel kesitli parçalara uygulanır. Dönme-ileri hareketli yöntemde, üfleç dönen parçanın üzerinde hareket eder. Bu yöntem ise mil ve merdane gibi uzun silindirik parçaların yüzeylerinin setleştirilmesinde uygulanır. Bütün bu işlemlerde, yüzeyi gerekli sıcaklığa kadar ısıtılan parçaya aniden su verilir. Bu işlem, genelde parçaya su püskürtülerek gerçekleştirilir. Bazı durumlarda ise parçaya yağda su verilebilir. Su verme işleminden sonra parçaya ºC arasındaki bir sıcaklığa kadar ısıtılıp, havada soğutulmak süratiyle gerilme-giderme işlemine tabi tutulur. Bu gerilme-giderme işlemi yüzey sertliğini pek fazla değiştirmez. Alevle sertleştirme yöntemi ile elde edilen sertleşme derinliği 3-6 mm arasında olup, bu değer genelde sementasyon yöntemiyle elde edilen sertleşme derinliğinden çok daha fazladır. İnce parçalar için, ısıtma ve su verme hızını artırmak süratiyle 1,5 mm’lik sertleşme derinliği elde edilebilir. Bu yöntemin belli başlı avantaj ve dezavantajları aşağıda verilmektedir.

60
Bütün bu işlemlerde, yüzeyi gerekli sıcaklığa kadar ısıtılan parçaya aniden su verilir. Bu işlem, genelde parçaya su püskürtülerek gerçekleştirilir. Bazı durumlarda ise parçaya yağda su verilebilir. Su verme işleminden sonra parçaya ºC arasındaki bir sıcaklığa kadar ısıtılıp, havada soğutulmak süratiyle gerilme giderme işlemine tabi tutulur. Bu gerilme-giderme işlemi yüzey sertliğini pek fazla değiştirmez. Alevle sertleştirme yöntemi ile elde edilen sertleşme derinliği 3-6 mm arasında olup, bu değer genelde sementasyon yöntemiyle elde edilen sertleşme derinliğinden çok daha fazladır. İnce parçalar için, ısıtma ve su verme hızını artırmak süratiyle 1,5 mm’lik sertleşme derinliği elde edilebilir. Bu yöntemin belli başlı avantaj ve dezavantajları aşağıda verilmektedir. Avantajları: Çevreye ve koşullara uyarlanabilir. İşyerine taşınarak sertleştirilmek istenen parçalara uygulanabilir. Fırınlara sığmayacak kadar büyük olan parçaların yüzeyleri oksiasetilen alevi ile sertleştirilebilir. Bu işlem sırasında parça yüzeyinde tufal oluşmadığı gibi, karbon kaybı, iç gerginlik, çarpılma sorunlarıylada karşılaşılmaz. Dezavantajları: Aşırı ısıtma sonucunda parçanın hasara uğrama olasılığı vardır. Sertleşme derinliği 1,5 mm’nin altına indirmek oldukça zordur. Yüksek karbonlu çeliklerede uygulanamamaktadır

61
Endüksiyon Sertleştirme
Avantajları: Çevreye ve koşullara uyarlanabilir. İşyerine taşınarak sertleştirilmek istenen parçalara uygulanabilir. Fırınlara sığmayacak kadar büyük olan parçaların yüzeyleri oksiasetilen alevi ile sertleştirilebilir. Bu işlem sırasında parça yüzeyinde tufal oluşmadığı gibi, karbon kaybı, iç gerginlik, çarpılma sorunlarıylada karşılaşılmaz. Dezavantajları: Aşırı ısıtma sonucunda parçanın hasara uğrama olasılığı vardır. Sertleşme derinliği 1,5 mm’nin altına indirmek oldukça zordur. Yüksek karbonlu çeliklerede uygulanamamaktadır Endüksiyon Sertleştirme Endüksiyonla sertleştirme işlemi, hızlı değişen manyetik bir alana yerleştirilen bir metal parçası içerisinde elektrik akımı oluşturma esasına dayanır. Bobinlerin içerisinden yüksek frekanslı alternetif akım geçirilerek, yüksek frekanslı bir manyetik alan elde edilir. Oluşan yüksek frekanslı akımlara karşı parçanın gösterdiği yüksek direnç nedeniyle ısınma sağlanır ve böyelece bir metal parçanın iç kısımı ısıtılmadan yüzeyi ısıtabilir. Ancak, yüzeydeki ısı merkeze doğru iletildiğinden, sertleşme derinliğinin ayarlanmasında ısıtma süresi önemli rol oynar. Su püskürtülerek yüzeyi setleştirir

62
Frekansın sertleşme derinliğine etkisi
Endüksiyonla sertleştirme işleminin şematik gösterimi Herhangi bir frekansta, ısıtma süresi uzatılarak sertleşme derinliği artırılabilir. Endüksiyonla sertleştirilen yüzey tabakası, alevle sertleştirilen yüzey tabakasına benzer. Ancak, endüksiyon yöntemiyle daha düşük sertleşme derinlikleri elde edilebilir. Endüksiyon yöntemi, alevle sertleşme yönteminde olduğu gibi orta düzeyde karbon içeren alaşımsız çeliklerin yüzeylerinin sertleşmesi için uygulanır. Piston kolu, pompa milleri, alın dişlileri ve kamlar genelde endüksiyonla sertleştirilir.

Benzer bir sunumlar















 ostenit içinde karbon difüzyonu ve düşük sıcaklıklarda (≈ 750 oC) ferrit içinde mangan difüzyonu sonucu.>")



