Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
DÖKÜM PARÇA TASARIM KRİTERLERİ
İMAL DÖKÜM BÖLÜM 7 DÖKÜM KUSURLARI DÖKÜM PARÇA TASARIM KRİTERLERİ DÖKÜM ALAŞIMLARI

4
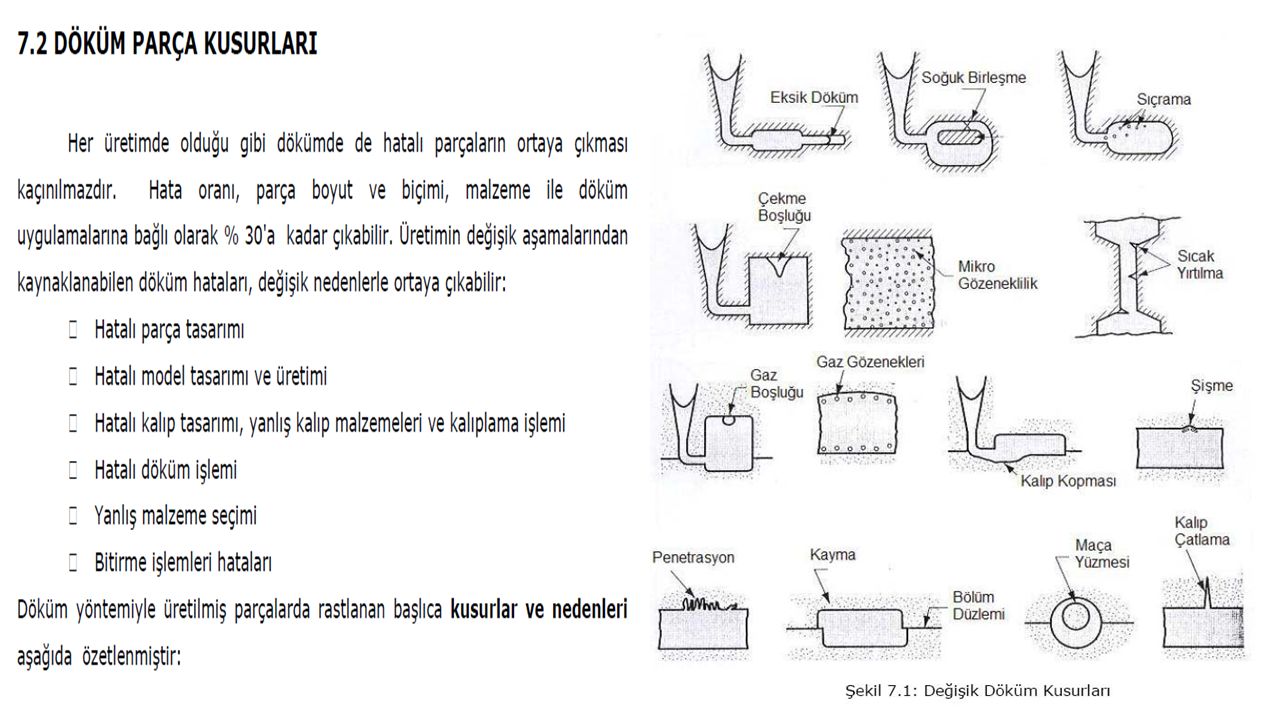
EKSİK DÖKÜM SOĞUK BİRLEŞME
Kalıp içinde önceden katılaşmış bölgelerin daha sonra gelen sıvı metal cephesi ile birleştiği ve aradaki oksit tabakası nedeniyle kaynamanın tam olmadığı bölgelerde görülür. Bu hatanın nedenleri arasında; Metalin dökümündeki kesiklikler, Malzeme akıcılığının düşük olması, Yolluk sisteminin yetersizliği nedeniyle besleme hızının yavaş olması, Döküm sıcaklığının düşük ve cidar kalınlıklarının ince olması sayılabilir. Dökülen sıvı metalin kalıbı tam doldurmaması sonucu oluşur. Döküm sıcaklığının düşük olması, Metalin akıcılığının yetersizliği, Kalıbın gaz geçirgenliğinin yetersizliği, Kalıp doldurma hızının yavaş olması, Parça kesitlerinin kullanılan kalıp türü ve malzeme için çok dar olması başlıca nedenlerdir.

5
SIÇRAMALAR ÇEKME BOŞLUKLARI
Katılaşma sırasında sıvı metal ile beslenemeyen kalın kesitlerde oluşan ve genellikle cidarları pürüzlü olan boşluklardır. İç ve dış çekme boşlukları genellikle kalıp ve parça tasarımındaki hatalardan ve yeterli beslemenin yapılamayışından kaynaklanır (İyi besleyici tasarımı). Çekme boşluklarının oluşmasını önlemek için soğutucu plakalar veya iç soğutuculardan yararlanılır. Bir diğer çözüm de kalıbın bazı bölgelerinin yalıtılmasıdır. Döküm sırasında türbülans neticesi sıçrayarak kalıp cidarlarında katılaşan ve daha sonra kalıba dolan sıvı metalle soğuk birleşen metal parçacıklarıdır. Yolluk sisteminin daha uygun olarak tasarımı ve kalıbın daha dikkatli doldurulması ile giderilebilir.
. Çekme boşluklarının oluşmasını önlemek için soğutucu plakalar veya iç soğutuculardan yararlanılır. Bir diğer çözüm de kalıbın bazı bölgelerinin yalıtılmasıdır. Döküm sırasında türbülans neticesi sıçrayarak kalıp cidarlarında katılaşan ve daha sonra kalıba dolan sıvı metalle soğuk birleşen metal parçacıklarıdır. Yolluk sisteminin daha uygun olarak tasarımı ve kalıbın daha dikkatli doldurulması ile giderilebilir.")
6
SICAK YIRTILMA, ÇATLAKLAR
SEGREGASYON MİKRO-POROZİTE Döküm parçalarının en son katılaşan bölgelerinde sünger gibi delikli veya poroziteli yapı SICAK YIRTILMA, ÇATLAKLAR Parça içinde malzemenin kimyasal bileşimi açısından kısa veya uzun mesafeler boyunca yerel farklılıkların oluşmasıdır; diğer bir ifade ile kimyasal kompozisyonun parça içinde bir noktadan diğerine değişim sergilemesidir. Katılaşması tamamlanmış , ancak hala sıcak olması nedeniyle yeterli dayanıma sahip olmayan parçalar kalıp içinde soğurken büzülme serbestçe gerçekleşemez, yani iç gerilmeler ortaya çıkar ise, kritik kesitlerde sıcak yırtılmalar oluşur.

7
ÇARPILMALAR GAZ BOŞLUKLARI GAZ GÖZENEKLERİ
Kalıp boşluğunda var olan veya sıvı metalde çözünmüş gazların metali ve kalıbı terk edememesi sonucu oluşur. Çekme boşluklarından farkı cidarlarının düzgün oluşudur. Metal içinde çözünmüş gaz miktarının yüksek ve kalıbın gaz geçirgenliğinin düşük olması bu hatanın başlıca nedenleridir. GAZ GÖZENEKLERİ Çarpılmaların bir diğer nedeni de değişik kalınlıklardaki kesitlerin soğuma hızları arasındaki farklılıklardır.

8
KALIP YÜZEYİNDE KOPMALAR ŞİŞME
Kalıp dayanımının yetersiz olduğu bölgelerde sıvı metal basıncının etkisiyle kalıpta bölgesel biçim değişiklikleri oluşur. Kum esaslı kalıplarda sıkıştırmanın yetersiz olduğu durumlarda sıkça görülür. PENETRASYON (SIZMA) Kalıbın doldurulması sırasında kalıp boşluğu yüzeyindeki erozyon sonrası ortaya çıkan kusurlardır. Hata öncelikle optimal sıkıştırmanın yapılmadığı bölgelerde görülür. Özellikle kalıbın alt tarafında kalan bölgeler risklidir. Sıvı metalin akıcılığı yüksek olduğunda, döküm yüzeyinin kum taneleri ve metal karışımı içermesine neden olacak şekilde, kum kalıp veya maçanın içine nüfuz edebilir. Bu hatayı önlemek için ince kum kullanılmalı, kalıp daha fazla sıkıştırılmalı ve kalıp kaplama yapılmalıdır (örneğin; kalıp boşluğunun yüzeyine kömür tozu serpilmelidir).
 Kalıbın doldurulması sırasında kalıp. boşluğu yüzeyindeki erozyon sonrası. ortaya çıkan kusurlardır. Hata öncelikle optimal sıkıştırmanın. yapılmadığı bölgelerde görülür. Özellikle kalıbın alt tarafında kalan bölgeler. risklidir. Sıvı metalin akıcılığı yüksek olduğunda, döküm yüzeyinin kum taneleri ve metal karışımı içermesine neden olacak şekilde, kum kalıp veya maçanın içine nüfuz edebilir. Bu hatayı önlemek için ince kum kullanılmalı, kalıp daha fazla sıkıştırılmalı ve kalıp kaplama yapılmalıdır (örneğin; kalıp boşluğunun yüzeyine kömür tozu serpilmelidir).")
9
KAYMA Kalıpların kapatılması sırasında derecelerin kayması sonucu ortaya çıkan biçim değişiklikleridir. MAÇA YÜZMESİ İyi desteklenmemiş maçaların sıvı metalin kaldırma kuvveti ile yerinden oynaması sonucu ortaya çıkan biçim değişiklikleridir. Maçaların yerleştirilmesinden sonra kendi ağırlıkları, sıvı metal akımı veya kalıba dolacak sıvı metalin uygulayacağı kaldırma kuvveti ile konumlarının değişmemesi için maça desteklerinden yararlanılır. Maça destekleri döküm sırasında metale kaynayıp içinde kalacağından, dökülen metale yakın alaşımlardan üretilmelidir.

10
KALIP GENLEŞMESİ ÇATLAMASI
Döküm sırasında kalıp kumu taneciklerinin genleşmesi ve oluşan basma gerilmeleri sonucu kalıp yüzeyinde çatlama ve dökülmeler ortaya çıkabilir. Bu kusuru gidermek için, kum esaslı kalıp malzemesinin genleşme özelliklerinin uygun olması çok önemlidir.

11
DÖKÜM PARÇA TASARIM KRİTERLERİ
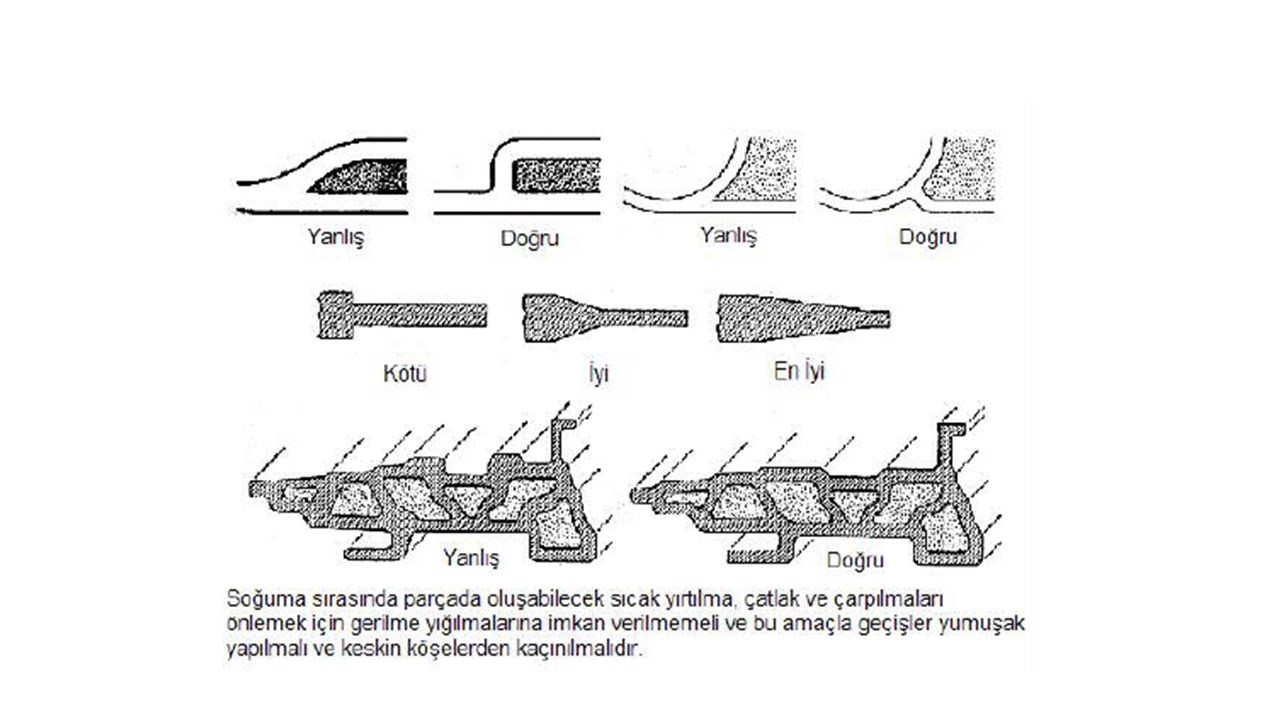
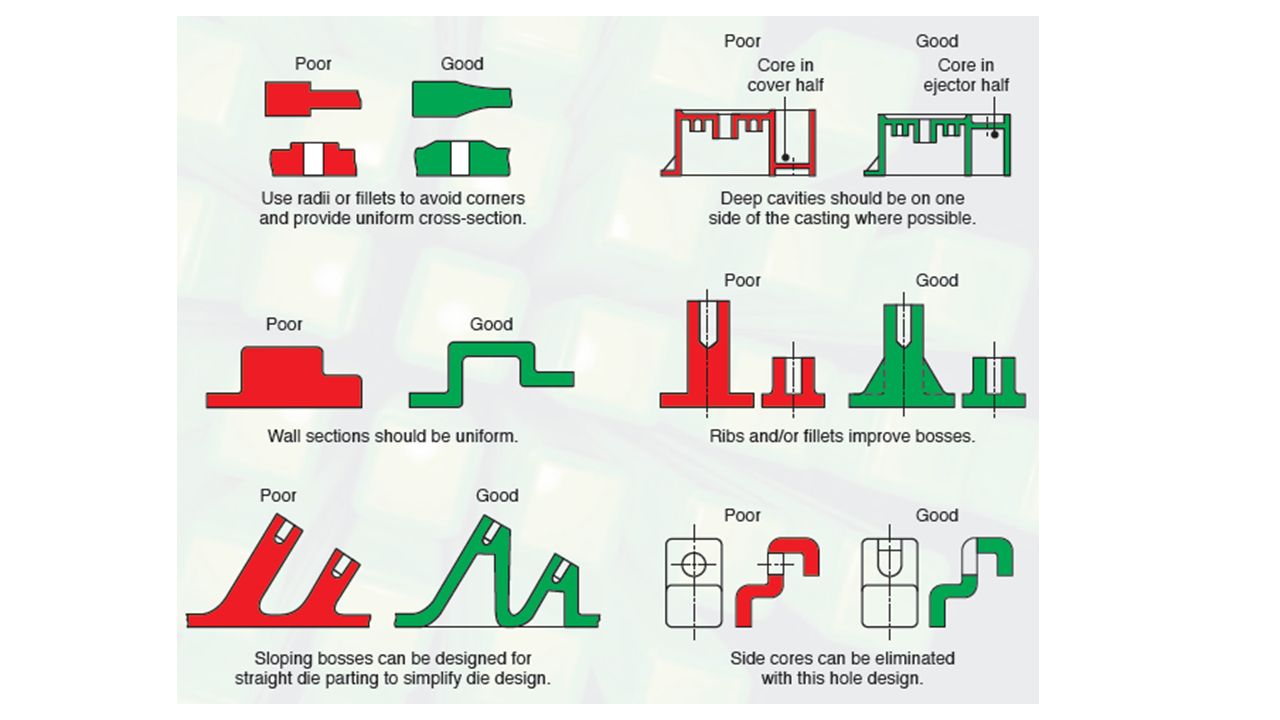
Tasarımcı, parçayı üretim ve kullanım sırasında etkileyecek zorlanmaları dikkate almalıdır. Döküm parçalarının tasarımında dikkat edilmesi gereken kurallardan bazıları şunlardır: Biçimlendirme prensipleri: Döküm kusuru oluşmaması Gaz çıkışları için kalıpta ek boşluklar oluşturma. Serbest büzülmeyi engelleyecek geometrilerden kaçınma. Döküm kalıbının ve katılaşmanın yönü, son şekil düşünülerek ve parça kesitleri sıvı metalin beslendiği bölgelere doğru artırılmasıdır. Kesitler mümkün olduğu kadar eşit olmalı. Bir noktada mümkün olduğu kadar az kesit birleştirilmeli. Keskin köşelerden kaçınılmalı.

12
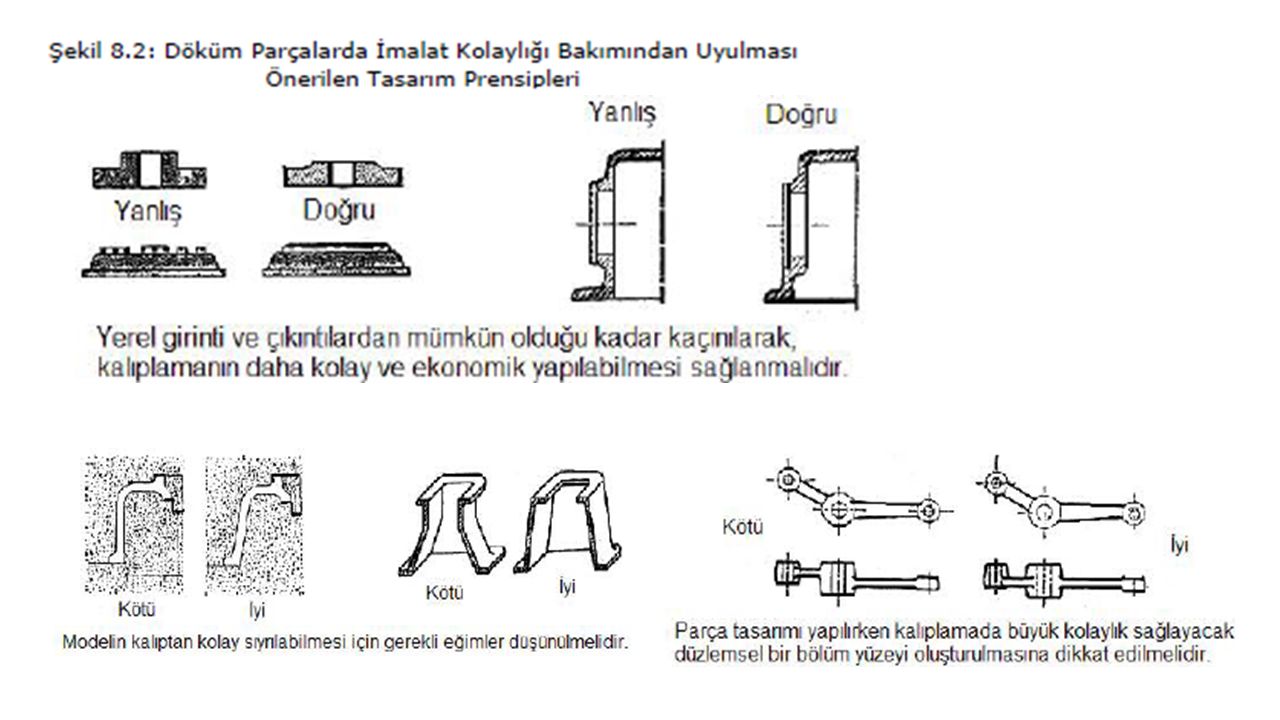
Üretim kolaylığı Girinti ve çıkıntılardan kaçınılmalı. Modelin kalıptan çıkışı dikkate alınarak eğim verilmeli. Düzlemsel bir bölüm yüzeyi tasarlanmaya çalışılmalı. Maça kullanımından mümkün olduğunca kaçınılmalı ve dökümden sonra maçaların kolay temizlenebileceği tasarımlar düşünülmeli Boyutlandırma prensipleri Aşırı ve gereksiz incelikte cidar kalınlıklarından kaçınılmalı. Maliyeti artırıcı yöntemleri gerekli kılar. 6 mm’den küçük delikler için maça yerine döküm sonrası talaş kaldırma tercih edilmelidir. Malzeme seçimi Benzer özelliklere sahip alaşımlar arasından daha kolay ve ekonomik döküm yöntemine uygun malzeme seçilmelidir.

13
Katılaşma esnasında meydana gelen büzülmeyi her zaman hesaba katmalısınız.

15
(a)Keskin köselerden sakın
(b) Ani kesit değişikliği ciddi döküm hatalarına neden olabilir
 Ani kesit değişikliği ciddi döküm hatalarına neden olabilir.")
20
Model tasarımı yaparken, modelin kumdan kolay ayrılabilecek bir
geometride olmasına dikkat ediniz. Bu nedenle model geometrisine bir miktar koniklik verilmesinde fayda var.

22
DÖKÜM ALAŞIMLARI

Benzer bir sunumlar

















>")







>")

