Sunuyu indir
1
İMAL USULLERİ KAYNAK TEKNOLOJİSİ
BÖLÜM 4 KAYNAK KALİTESİ

2
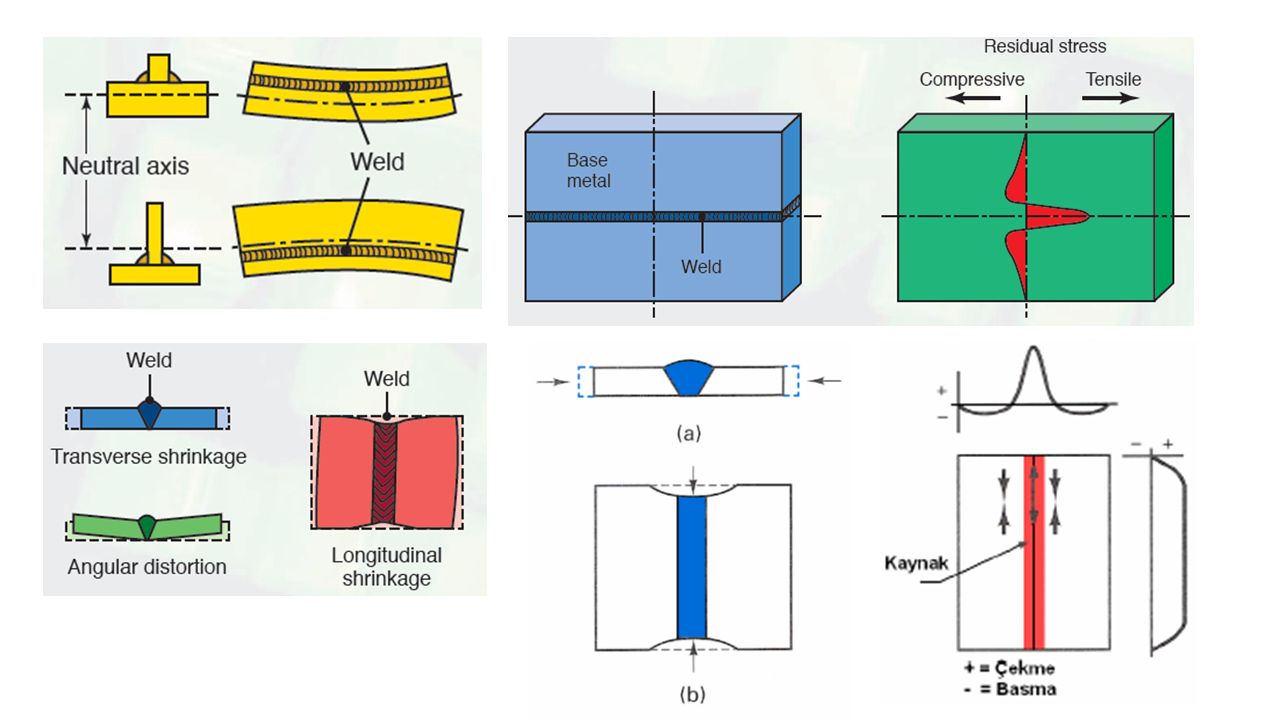
Kalıntı Gerilme ve Distorsiyon
• Kaynakta en çok, maksimum ısının oluştuğu eritme kaynağında kalıntı gerilmeler oluşur. • Kalıntı kaynak gerilmeleri, kaynak yapılan parçalarda dar bir bölgede hızlı bir şekilde ısınma ve soğuma sonucu ısıl genleşme ve büzülmeler nedeniyle oluşur. • Aynı zamanda kaynak banyosu sürekli yer değiştirir. İşlem bir uçtan diğer bir uca ilerler iken bir noktada katılaşma olurken hemen yanındaki noktada aşırı ısınma ve genleşme olmaktadır. Daha kaynak yapılmamış diğer noktalar ise oldukça soğuktur. Dolayısıyla, farklı zamanlarda ısınma ve soğuma gerçekleşir. Bunların sonucu, kalıntı çekme gerilmeleri oluşur. Bunlarda distorsiyonlara neden olur.

4
• Distorsiyonların en düşük seviyede tutulması için:
– Kaynak işlemi en az ısıyla yapılmalıdır. – Kaynaklar, birleşimi oluşturacak en az miktarda olmalıdır – Kaynak sırasında paso sayısı düşük tutulmalıdır – Kaynak işlemi, sınırlanmış bölgelerden serbest bölgelere doğru yapılmalıdır – Ters distorsiyon uygulanmalıdır – Kaynaktan hemen sonra çekiçleme uygulanmalıdır – Kaynak dikişleri simetrik düzenlenmelidir. Kaynaklı parçadan ısıyı hızla uzaklaştırmak için ısı düşürücüler kullanılabilir. Sürekli kaynak öncesi punta kaynağı uygulanır. Kaynak hızı ve dolgu metali miktarı çarpılmayı azaltacak şekilde seçilir. Ön ısıtma yapılabilir. Gerilim giderme tavı uygulanabilir. Tasarımı çarpılmalara uygun yapılır.

5
Kaynak Hataları Sağlam bir birleşim oluşturmak için gerekenlerden herhangi birinin karşılanamaması, kaynak hatasına neden olur. Çatlaklar Çatlaklar Boşluklar Katı Kalıntıları Yetersiz Ergime ve Nüfuziyet Kusurlu Biçim Çeşitli Hatalar

6
Hidrojen Çatlakları (ITAB)
ITAB’daki sertleşme. Bu sertleşme ITAB’daki hidrojen miktarına bağlıdır. Artan hidrojen miktarı ile orantılı olarak sertleşmede artar. ITAB’daki hidrojen miktarı ise ana metalden hidrojen difuzyonu, nemli elektrod, nemli toz ve kirlenmiş tel kullanımıyla artar. Aşırı hızlı soğuma. Yüksek sıcaklıklarda dışarıya çıkacak olan hidrojen dışarı çıkmak için yeterli zamanı bulamaz. Hidrojen Çatlakları (KAYNAK METALİ) Kaynak metalinin ana metalden daha fazla alaşımlı olması. Kalın kesitli malzemelerde yetersiz kurutulmuş elektrod, toz kullanılması veya ön ısıtma yapılmaması. Yüksek hareket sınırlılığı. Aşırı kök aralığı. Kök pasoda oluşan keskin yarık.
 Kaynak metalinin ana metalden daha fazla alaşımlı olması. Kalın kesitli malzemelerde yetersiz kurutulmuş elektrod, toz kullanılması veya ön ısıtma yapılmaması. Yüksek hareket sınırlılığı. Aşırı kök aralığı. Kök pasoda oluşan keskin yarık.")
7
Hidrojen gevrekliği

8
Gözenekler Kurt Oyuğu Katılaşmış kaynak metalinde gazın mahsur kalması sonucu ortaya çıkar Nemli ve yağlı yüzeylerin ve/veya nemli ve yağlı elektrod veya toz kullanılması sonucu veya atmosferdeki azot’un kaynak dikişine geçişiyle ortaya çıkan gazlar. - Kaynak metalinin katılaşan dallanmış kristalleri arasında gazın sıkışması sonucu ortaya çıkar. - Kirli yüzeylerin kaynatılmasıyla ortaya çıkan gazlardır. - Gazların kök tarafından dışarıya çıkmasının , birleşmiş yarıklar tarafından engellenmiş olması.

9
Yüzeysel Gözenek Kaynak banyosunun atmosferik çevre, yağ ve nem tarafından aşırı derecede kirletilmesi. - Ana metalin veya elektrodun aşırı miktarda kükürt ihtiva etmesi. Katı Kalıntılar Doğrusal Kalıntılar - Çok pasolu kaynak dikişlerinde pasolar arasında cürufun yeterli şekilde temizlenmemesi ile olur. - Yanma oluklarının ve düzgün olmayan alt paso yüzeylerinin gerekli temizliğin yapılmasına engel olması.

10
B. Ayrık Kalıntılar Hazırlanmış kaynak ağzında hadde pulu ve/veya pas bulunması. Elektrod örtüsünün bir kısmının kopmuş olması veya örtünün hızlı kurutma nedeniyle zarar görmesi. -Çok pasolu dikişlerde alt pasoda ayrık yanma oluğu bulunması.

11
YETERSİZ ERGİME VE NÜFUZİYET
KUSURLU BİÇİM Doğru olmayan kaynak şartları; (Kaynak parametreleri, ağız hazırlıkları)
")
12
Gaz çukurları ÇEŞİTLİ HATALAR Kaynak tozunun yetersiz kurutulması. Parça Üzerinde Arkın Tutuşturulması Sıçrantı Hatalı kaynak parametreleri Elektrodun veya torcun kazayla parçanın yüzeyine değmesi

13
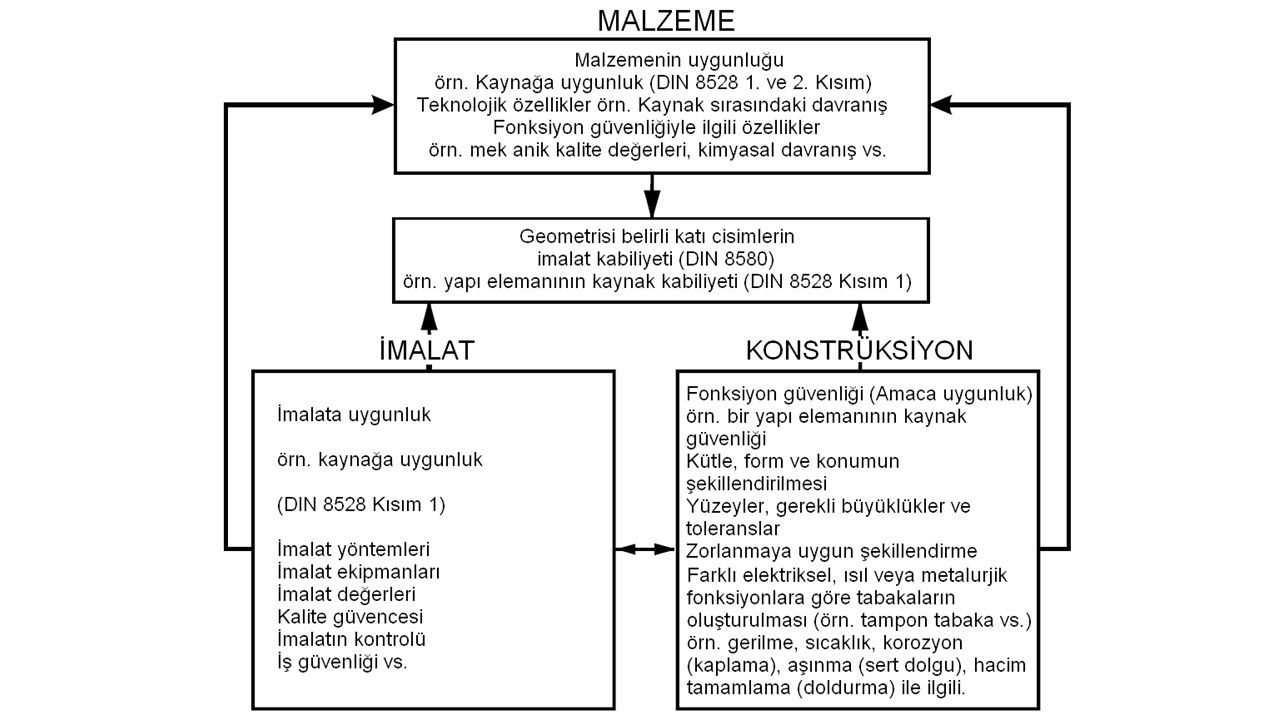
Kaynak kabiliyeti Bir metal veya alaşım yüksek bir kaynak kabiliyetine sahip dendiği zaman, hiçbir özel tedbire başvurmadan, her türlü çalışma şartları altında, tatminkar bir kaynak kalitesi elde edilebileceği anlamına gelir. Bir metal veya alaşım bir kaynak usulünde gayet iyi bir kaynak kabiliyeti göstermesine rağmen, bir diğerinde çok zayıf bir durum gösterebilir.

14
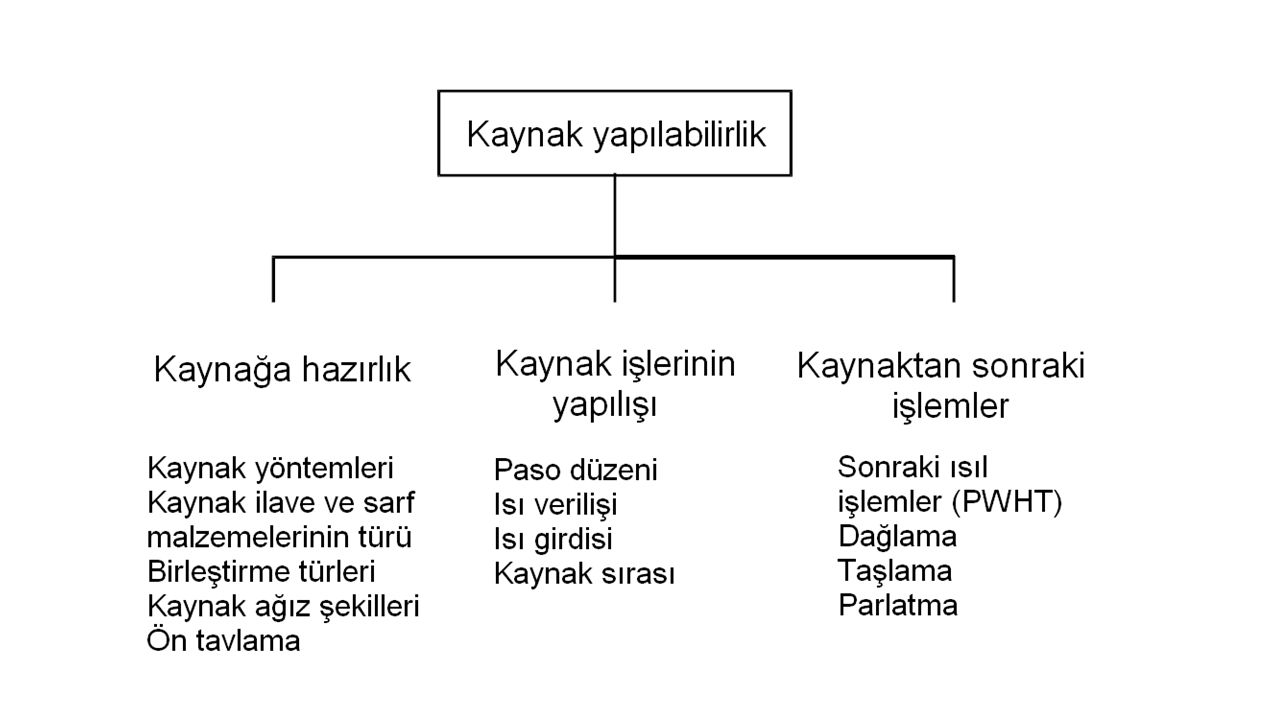
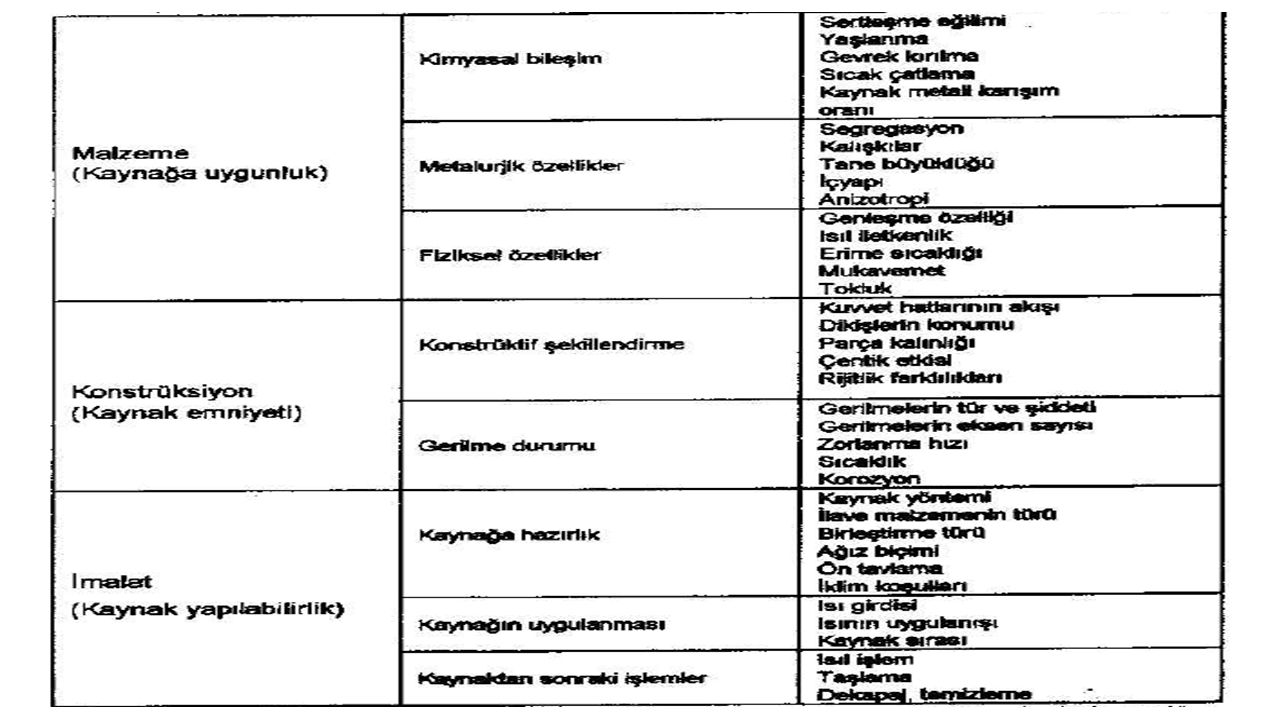
Kaynak Kabiliyetini Etkileyen Faktörler

20
Çeliklerin Kaynak Kabiliyeti
Yapı çeliklerinin kaynağında en önemli problem, sertlik artışı ve buna bağlı çatlama eğilimidir. Sertlik artışı öncelikle yapıdaki karbon içeriğine bağlıdır. Isıl çevrimin sonucu olarak ITAB’da farklı mekanik özelliklere sahip malzeme bölgeleri ortaya çıkar. Kaynak dikişi geçiş bölgesinde martenzit oluşumu nedeniyle sertleşme ve dolayısıyla soğuk çatlaklar görülebilir. Bu durumu etkileyen en önemli faktörler: Karbon içeriği Alaşım elemanlarının içeriği Kaynak dikişi geçişindeki ısıl çevrim Hidrojen içeriği Alaşımsız yada hafif alaşımlı yüksek mukavemetli bir çeliğe iyi bir kaynak yeteneğine sahiptir diyebilmek için aşağıdaki iki şartın bir arada bulunması gerekir: 1.Kaynaktan önce ve sonra iyi bir sünekliğe sahip olmalıdır. 2.Kaynak metali esas metal ile karıştığı zaman gevrek olmayan bir kimyasal bileşim sağlamalıdır.

21
Yapı çeliklerinin kaynağında, kaynağın sonucuna etki eden en önemli faktör esas metalin bileşimidir. Özellikle bileşimindeki karbon ve manganez oranı kaynak yeteneği bakımından çok önemli olup maksimum karbon oranı %0,25 olarak tavsiye edilmiştir. Manganez ve diğer alaşım elemanlarının kaynak yeteneği üzerindeki etkileri, karbon cinsinden ifade edilerek “karbon eşdeğeri” terimi ortaya atılmıştır. Karbon eşdeğeri çeşitli şekillerde ifade edilmiştir. Uluslararası kaynak cemiyetinin karbon eşdeğeri aşağıdaki ifadeyle verilmektedir: Karbon eşdeğerinden faydalanılarak bir yapı çeliği için gerekli ön tavlama sıcaklığı aşağıdaki tabloda olduğu gibi tavsiye edilmiştir: Karbon eşdeğeri (%) Ön tavlama sıcaklığı(oC) 0,45’e kadar gerek yok 0,45-0,60 arası 0,60’dan yukarı
 Ön tavlama sıcaklığı(oC) 0,45’e kadar gerek yok. 0,45-0,60 arası ,60’dan yukarı")
22
Kaynak Kontrol ve Test Metodları
Kaynaklı bağlantıların kalitesini kontrol etmek için değişik muayene ve test metodları bulunmaktadır. Bu muayene ve test metodları üç gruba ayrılabilir. Gözle muayene Tahribatsız muayene Tahribatlı muayene Gözle muayene Parçanın teknik resmindeki boyut detaylarına uygunluğu, distorsiyonu, çatlakları, gözenekler, yetersiz Erime ve nüfuziyet hataları tespit edilebilir. İç hatalar tespit edilemez, fakat gerekliliği yorumlanabilir. Tahribatsız muayene Parçaya herhangi bir zarar vermeden yapılan muayene ve kontrollerdir.

23
PENETRANT MUAYENESİ Yüzey hatalarının tespiti için kullanılan bir muayene metodudur. Muayene yüzeyine açık süreksizlikler içine kapiler etki ile nüfuz etmiş olan penetrant sıvısı geliştirici tarafından tekrar yüzeye çekilerek süreksizlik belirtileri elde edilir. Süreksizlikler çatlak türü ise çizgisel belirtiler, gözenek türü ise yuvarlak belirtiler elde edilir.

24
MANYETİK PARÇACIKLA MUAYENE
Yüzey hatalarının tespiti için kullanılan bir muayene metodudur. Hataların muayene yüzeyine açık olması gerekmez. Muayene yüzeyine bir manyetik akı uygulanması durumunda yüzeyde bulunan süreksizlikler üzerinde, yüzeyde konumlanma durumuna bağlı olarak, kaçak akı oluşur. Bu arada muayene yüzeyine ferromanyetik tozlar serpilirse bu tozlar kaçak akılar tarafında çekilerek süreksizlikler üzerinde toplanır. Böylece süreksizliklerin yerleri tespit edilebilir. Uygulama Alanları: Ferromanyetik bütün malzemelere uygulanabilir.

25
ULTRASONİK MUAYENE Malzeme içine gönderilen yüksek frekanslı ses dalgaları ses yolu üzerinde bir engele çarparlarsa yansırlar. Çarpma açısına bağlı olarak yansıyan sinyal alıcı proba gelebilir veya gelmeyebilir. Alıcı proba ulaşan yansıyan sinyal ultrasonik muayene cihazının ekranında bir yankı belirtisi oluşturur. Yankının konumuna göre yansıtıcının muayene parçası içindeki koordinatları hesaplanabilir. Ayrıca yankının yüksekliği de yansıtıcının büyüklüğü hakkında fikir verir. Yankı sinyalinin şekline bakılarak yansıtıcının türü hakkında da bir yorum yapmak mümkün olabilir.

26
RADYOGRAFİK MUAYENE FİLM DEĞERLENDİRME
Yüksek enerjili elektromanyetik dalgalar (ışınım) pek çok malzemeye nüfuz edebilirler. Belli bir malzemeye nüfuz eden ışınım malzemenin diğer tarafına konan ışınıma duyarlı filmleri de etkileyebilir. Bu filmler daha sonra banyo işlemine tabi tutulduklarında ışınımın içinden geçtiği malzemenin iç kısmının görüntüsü ortaya çıkar. Bu görüntü malzeme içindeki boşluklar veya kalınlık / yoğunluk değişiklikleri nedeniyle oluşur. Malzemenin içinin bu şekilde görüntülenmesi Radyografi olarak adlandırılır. Eğer malzemenin arka tarafına film yerine bir dedektör konup malzemeden geçen ışınım toplanarak bir monitöre aktarılırsa bu teknik de Radyoskopi olarak adlandırılır.
 pek çok malzemeye nüfuz edebilirler. Belli bir malzemeye nüfuz eden ışınım malzemenin diğer tarafına konan ışınıma duyarlı filmleri de etkileyebilir. Bu filmler daha sonra banyo işlemine tabi tutulduklarında ışınımın içinden geçtiği malzemenin iç kısmının görüntüsü ortaya çıkar. Bu görüntü malzeme içindeki boşluklar veya kalınlık / yoğunluk değişiklikleri nedeniyle oluşur. Malzemenin içinin bu şekilde görüntülenmesi Radyografi olarak adlandırılır. Eğer malzemenin arka tarafına film yerine bir dedektör konup malzemeden geçen ışınım toplanarak bir monitöre aktarılırsa bu teknik de Radyoskopi olarak adlandırılır.")
27
Tahribatlı Muayene Kaynaklı bağlantının, mekanik özelliklerinin tespitine yönelik test metodlarıdır. Çekme Testi Bükme (Eğme) Testi (Çentikli) Kırma Testi Çentikli Darbe Testi (Charpy V) ( °C) Sertlik Testi Kaynaklı bağlantının, metalurjik özelliklerinin tespitine yönelik test metodlarıdır. Makro Yapı İncelemesi Mikro Yapı İncelemesi İTAB, kaynak dikişi boyutları vb.
 Testi. (Çentikli) Kırma Testi. Çentikli Darbe Testi (Charpy V) ( °C) Sertlik Testi. Kaynaklı bağlantının, metalurjik özelliklerinin tespitine yönelik test metodlarıdır. Makro Yapı İncelemesi. Mikro Yapı İncelemesi. İTAB, kaynak dikişi boyutları vb.")
28
Kaynakta Tasarım Kriterleri
Kaynaklı yapılar, mümkün olduğu kadar az sayıda parçadan oluşmalıdır. Distorsiyonu azaltacak şekilde tasarlanmalıdır. Isı kaynağı kolaylıkla ulaşacak tasarım yapılmalıdır. Kolay kaynak pozisyonu tasarlanmalıdır. Yatay gibi. İki parça kaynakla birleştirildiğinde birinde başlayan çatlak diğerinin üzerinden ilerleyebilir. Küçük parçalar ile büyük parçaların davranışı aynı değildir. Kaynaklı yapılara esneklik verilmelidir.

29
Kaynak yöntemlerinin genel karakteristikleri






>")




>")
>")





>")




