Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
1- YOĞURT Isıl İşlem (Pastörizasyon)
Diğer işlemleri tamamlanan sütün hemen ısıl işlem görmesi gerekir. Aksi takdirde sütün asitliği artar ve ısıtma ile süt kesilir. Uygulamada genellikle ısıtma işlemi sütü 80oC’de 30 dk; 85oC’de 20 dk veya 90oC’de 5 dk tutarak yapılır. Yoğurt teknolojisinde ısıl işlemin başlıca amaçları şöyle sıralanabilir: Sütte bulunabilecek patojen mikroorganizmanın yok edilmesi, 2. Diğer mikroorganizmaların büyük çoğunluğunu yok ederek kalite muhafazasını sağlamak

2
1- YOĞURT 3. Doğal olarak bulunan enzimlerin inaktivasyonunu sağlamak, 4. Nisbeten fazla suyu uçurarak yoğurdun daha kıvamlı olmasını sağlamak, 5. Yoğurt bakterileri üzerinde azda olsa toksik etki yapan sütteki oksijeni uzaklaştırmak, 6. Homojenize sütten yoğurt yapılacaksa, homojenizasyon için uygun sıcaklığı temin etmek, 7. İnkübasyon için gerekli ısıyı sağlamak.

3
1- YOĞURT Isıl İşlemin Pıhtının Fiziksel Özellikleri Üzerine Etkisi
Kazein miselleri ise ısıya dayanıklıdır. pH değişimlerinden kolayca etkilenir. Proteoz pepton hariç bütün serum proteinleri ısıya karşı duyarlıdır. Ancak teknolojik anlamda önemli olan β-laktoglobulin (β-LG) ve α-laktalbuminde (α -LA) meydana gelen değişimlerdir. Isı etkisiyle oluşan bu değişimler sonucunda serum proteinleri önce kendi aralarında, daha sonra da kazeinler ile interaksiyona girmektedirler. Yoğurt jelinin oluşumu için temel faktör ısı ile teşvik edilmiş β-LG / κ-kazein kompleksinin oluşumudur.
 ve α-laktalbuminde (α -LA) meydana gelen değişimlerdir. Isı etkisiyle oluşan bu değişimler sonucunda serum proteinleri önce kendi aralarında, daha sonra da kazeinler ile interaksiyona girmektedirler. Yoğurt jelinin oluşumu için temel faktör ısı ile teşvik edilmiş β-LG / κ-kazein kompleksinin oluşumudur.")
4
1- YOĞURT Soğutma Burada sözü edilen işlem inkübasyon, yani yoğurt kültürlerinin gelişme sıcaklığına kadar yapılan soğutmadır. Ancak üretilecek yoğurdun çeşidine göre soğutma derecesinde bir değişim olmaktadır. Sözgelimi, eğer kaymaklı yoğurt üretilecekse ısıl işlemden sonra süt, aynı ısı değiştiricinin soğutma kısmında 46-48°C‟a kadar soğutulmakta ve inkübasyon odasında raflara dizilmiş ambalaj kaplarına doldurulmaktadır. Diğer taraftan homojenize yoğurt üretiliyorsa yoğurt kültürlerinin gelişme sıcaklığının 2-3°C üzerine, yani 42-45°C‟a kadar soğutma yapılmaktadır.

5
1- YOĞURT İnokülasyon (Kültür ilavesi)
Yoğurt Starter Kültürünün Özellikleri Starter kültür, sütü fermente ederek pıhtılaştıran, ona tad ve aroma veren, bakteri topluluğudur. Yoğurt kültürü ile ürünün asit gelişmesini etkileyen, onu pıhtılaştıran laktik asit bakterileri süte katılmaktadır. Yoğurt kültüründe bulunan laktik asit bakterileri, Lactobacillus bulgaricus ve Streptecoccus thermophilus’tur. Uygun gelişme sıcaklıkları L. bulgaricus için °C, S. thermophilus için ise °C’dir.

6
1- YOĞURT Lactobacillus bulgaricus Streptecoccus thermophilus

7
1- YOĞURT Starter Kültür İlavesi
Yoğurt, sütün bileşimindeki süt şekerinin, süt asidi bakterilerinin etkisi ile süt asidine dönüşmesi ve oluşan süt asidinin kazeini pıhtılaştırması sonucu meydana gelen bir süt mamülüdür. Bu bakteriler S. thermophilus ile L. bulgaricus’ dur. Bunların dışındaki mikroorganizmalar yoğurtta istenmeyen özellikler kazandırırlar. Kültürlerden S. thermophilus asit, L. bulgaricus ise asit ve lezzet oluşumunda rol oynar.

8
1- YOĞURT Starter kültürün az yada çok kullanılması kültürdeki bakterilerin gelişmelerini farklı etkileyerek yapının gevşek olmasına ve aroma kusurlarının oluşumuna yol açar. Starter kültür ilavesi 3 şekilde yapılır; • Ambalaj kaplarında starter kültür ilavesi: Isıl işleme tabi tutulmuş süt inkübasyon odasındaki raflara dizilmiş ambalaj kaplarına doldurulur. Ambalaj kaplarında inokülasyon sıcaklığına kadar soğuyan süte tek tek şırınga yardımıyla veya özel dizayn edilmiş dozaj tabancasıyla %1-4 oranında kültür ilave edilir. Ülkemizde, bazı modern olmayan işletmelerde veya kaymaklı yoğurt üretiminde kullanılan yöntemdir.

9
1- YOĞURT Bu yöntemin dezavantajları; 1- İşçilik maliyeti fazla
2- Bazı kaplara starter kültür ilavesi unutulabilir 3- Starter ilavesinden sonra kaymak tabakasının bozulmaması için karıştırma yapılmadığından inkübasyon süresinin uzamasına ve bazı yapı bozukluklarının ortaya çıkmasına neden olabilir.

10
1- YOĞURT • İnokülasyon tankında starter kültür ilavesi: Isıl işlem görmüş süt inkübasyon sıcaklığının 2-3°C üzerine, yani 42-45°C’a kadar soğutulur. Sonra tanktaki sütün miktarına bağlı olarak %1-4 oranında starter kültür ilave edilerek yavaşça karıştırılır. En kısa sürede ambalaj kaplarına doldurularak inkübasyona bırakılır. • Sürekli ambalaj kaplarına starter kültür ilavesi: İnokülasyon sıcaklığına kadar soğutulmuş olan süt borularla taşınırken, kültür tankında bulunan kullanıma hazır starter bir dozaj pompası aracılığıyla, yoğurt sütüne ilave edilir ve hemen paketlenir. Bu sistemin kapalı olması ve aseptik şartlarda çalışması bulaşma riskini azaltır.

11
1- YOĞURT İnkübasyon ve Pıhtılaşma
Mayalanmış sütün °C’de 2-3 saat tutularak, pıhtılaşma olarak bilinen kıvam ve aroma kazanması evresine yoğurtlaşma veya inkübasyon denilmektedir. İnkübasyon işlemi inkübatörlerde (genellikle sıcak hava ile ısıtılmış odalarda) veya tanklarda yapılır. Modern yoğurtçulukta mayalanmış süt genellikle hemen kaplara doldurulur ve ağızları hava almayacak şekilde hemen kapatılır. İnkübasyon süresi arzu edilen son asiditeye göre değişir. Türkiye’de son asiditesi %1-1,2 (en fazla 1,5), diğer bir ifadeyle pH’sı 3,8-4,2 olan yoğurtlar tercih edilmektedir.
 veya tanklarda yapılır. Modern yoğurtçulukta mayalanmış süt genellikle hemen kaplara doldurulur ve ağızları hava almayacak şekilde hemen kapatılır. İnkübasyon süresi arzu edilen son asiditeye göre değişir. Türkiye’de son asiditesi %1-1,2 (en fazla 1,5), diğer bir ifadeyle pH’sı 3,8-4,2 olan yoğurtlar tercih edilmektedir.")
12
1- YOĞURT İnkübasyon evresinde aşılanmış olan yoğurt bakterileri süratle faaliyete geçerek asitliği geliştirirler. Yoğurt bakterilerinin etkisi, daha çok süt şekeri (laktoz) üzerinde kendini gösterir. Bu mikroorganizmalar uygun ortamda süratle gelişir, çoğalır ve laktozu parçalayarak 1 molekül laktozdan 4 molekül laktik asit (süt asidi) meydana getirir. Laktozun fermentasyonu sonucu oluşan bileşiklerin, özellikle laktik asitin etkisiyle, sütteki proteinler (kazein ve serum proteinleri) pıhtılaşır. Stirred tip yoğurt üretiminde, tanklarda oluşturulan pıhtı bir pompa vasıtasıyla plakalı soğutucudan geçirilir. Sıcaklığı 12-15°C’ye kadar düşen pıhtı, doldurma makinalarına sevk edilir.
 üzerinde kendini gösterir. Bu mikroorganizmalar uygun ortamda süratle gelişir, çoğalır ve laktozu parçalayarak 1 molekül laktozdan 4 molekül laktik asit (süt asidi) meydana getirir. Laktozun fermentasyonu sonucu oluşan bileşiklerin, özellikle laktik asitin etkisiyle, sütteki proteinler (kazein ve serum proteinleri) pıhtılaşır. Stirred tip yoğurt üretiminde, tanklarda oluşturulan pıhtı bir pompa vasıtasıyla plakalı soğutucudan geçirilir. Sıcaklığı 12-15°C’ye kadar düşen pıhtı, doldurma makinalarına sevk edilir.")
13
1- YOĞURT Soğutma İnkübasyona tabi tutulan sütün asitliği, izoelektrik noktaya ulaşınca, fermantasyona son verilerek soğutma işlemine başlanır İzoelektrik nokta sütteki kolloid çözelti için pH 4,7-4,65 civarındadır. Soğutmada yoğurt bakterilerinin çoğalmalarını sınırlandırarak asiditenin artmasını önlemek amacıyla, koagulüm (pıhtı) 10°C’nin altında bir sıcaklığa çabucak soğutulur. Soğutma işlemi bitmiş olan yoğurt sıcaklığı 10 °C’nin altında özellikle 5°C’deki soğuk hava deposunda en az 12, en ideali saat muhafaza edilip olgunlaştırılmaktadır. Bu süre içinde yoğurt jeli sertleşir, stabil hale gelir ve bir kısım aroma maddeleri de oluşur.
 10°C’nin altında bir sıcaklığa çabucak soğutulur. Soğutma işlemi bitmiş olan yoğurt sıcaklığı 10 °C’nin altında özellikle 5°C’deki soğuk hava deposunda en az 12, en ideali saat muhafaza edilip olgunlaştırılmaktadır. Bu süre içinde yoğurt jeli sertleşir, stabil hale gelir ve bir kısım aroma maddeleri de oluşur.")
14
1- YOĞURT Ambalajlama ve Muhafaza
Soğuması tamamlanan yoğurtlar, ambalajlanarak piyasaya arz edilir. Modern yoğurt imalathaneleri, mayalamanın ardından sütü cam, plastik veya karton kaplara koyup ağızlarını kapattıkları için ambalajlamanın önemli bir kısmı bu işlem sırasında tamamlanmakta, satışa çıkarken de bu ambalajlar kasalara konulmaktadır. Yoğurt tüketilinceye kadar 4-5°C’de muhafaza edilir. Muhafaza sıcaklığının düşük olması buz kristallerinin oluşumuna neden olurken, yüksek sıcaklıktaki muhafaza ekşime, acılık gibi kusurların ortaya çıkmasına neden olur.

15
Set tip yoğurt üretim hattı

16
1- YOĞURT Ön işlemlerden geçen ve aşılama sıcaklığına kadar soğutulan süt depolama tanklarına (6) sevk edilir. Buradan da süt tek yönlü pompayla paketleme makinasına pompalanır. Aynı zamanda kültür tankından gerekli miktardaki starter, tek yönlü bir pompayla sürekli olarak, depolama tankından çıkan süte inoküle edilir. Starter aşılamadan sonra isteğe bağlı olarak süte meyve konsantresi, aroma vb. maddeler (8) ilave edilir. Süt, kültür ve gerektiğinde lezzet veren maddeleri içeren karışım paketlere doldurulur. Yoğurt paketleri, kasalara konulduktan sonra inkübasyon odalarında pH 4,4-4,3 oluncaya kadar (yaklaşık 3 saat) inkübe edilir. Daha sonra kasadaki yoğurt paketleri soğuk hava depolarına (4oC) konulur.
 sevk edilir. Buradan da süt tek yönlü pompayla paketleme makinasına pompalanır. Aynı zamanda kültür tankından gerekli miktardaki starter, tek yönlü bir pompayla sürekli olarak, depolama tankından çıkan süte inoküle edilir. Starter aşılamadan sonra isteğe bağlı olarak süte meyve konsantresi, aroma vb. maddeler (8) ilave edilir. Süt, kültür ve gerektiğinde lezzet veren maddeleri içeren karışım paketlere doldurulur. Yoğurt paketleri, kasalara konulduktan sonra inkübasyon odalarında pH 4,4-4,3 oluncaya kadar (yaklaşık 3 saat) inkübe edilir. Daha sonra kasadaki yoğurt paketleri soğuk hava depolarına (4oC) konulur.")
17
Stirred tip yoğurt üretim hattı

18
1- YOĞURT Süt, ön işlemlerden sonra inkübasyon tanklarına sevk edilir. Tanktaki süte, kültür tankından %3 kültür aşılanır ve 1-2 dk. karıştırılır. İnkübasyonda istenen pH değerine ulaşılınca yoğurdun sıcaklığı plakalı soğutucu ile 12-15oC’ye düşürülür. Kısmen soğuyan yoğurt paketleme makinalarına sevk edilmek üzere ara depolama tanklarına gönderilir. Yoğurda gerektiğinde ara depolama tankından paketleme makinalarına geçerken çeşitli tip lezzet verici maddeler katılır.

19
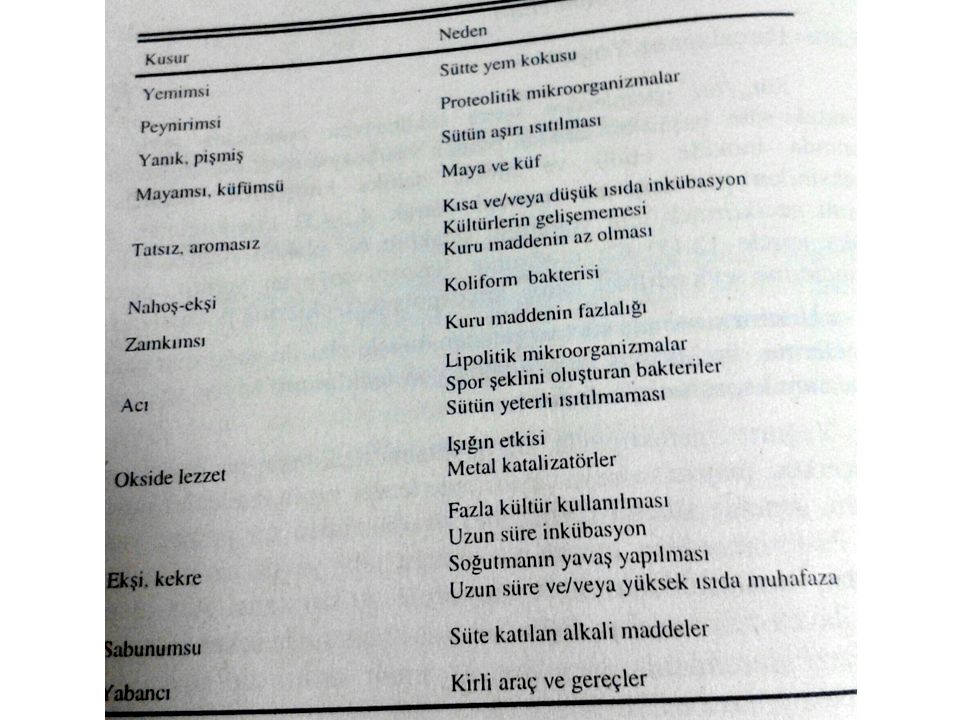
1- YOĞURT Kusurlar Yoğurdun, normal dayanma süresi içinde meydana gelen değişimler genellikle kusur olarak kabul edilir. Genel olarak kusur nedenleri; Uygun olmayan süt kullanımı Uygun olmayan yoğurt kültürü kullanımı Hatalı yapım, nakliye ve muhafaza işlemleri Yoğurtta görülen kusurlar; 1-Lezzet ve Aroma Kusurları Bu kusur daha çok üretim tekniğinin hatalı uygulanmasından kaynaklanır.

21
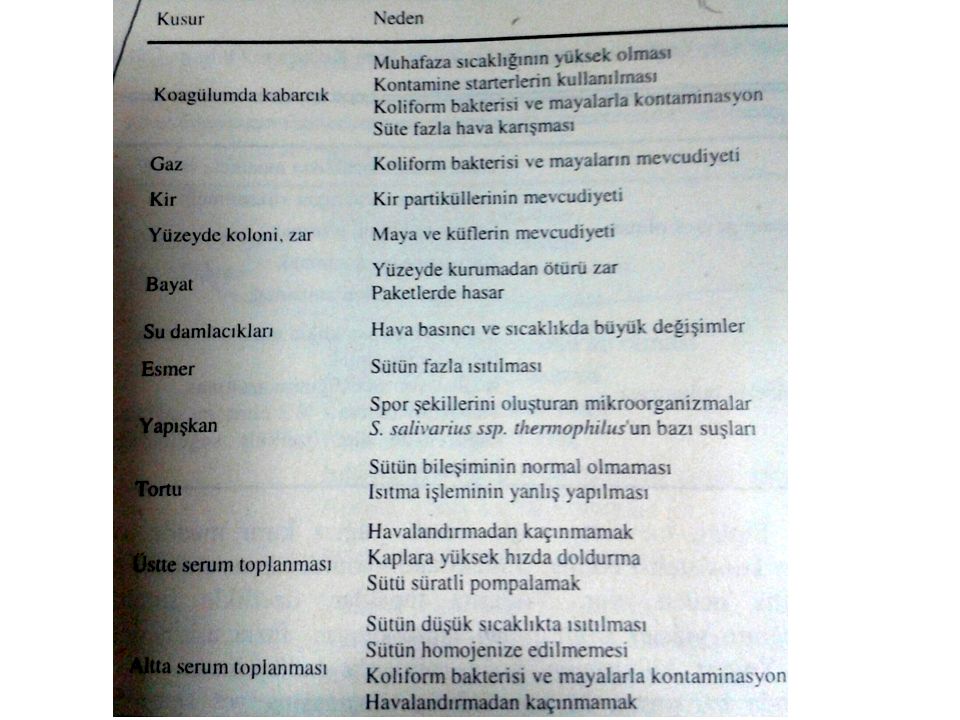
1- YOĞURT 2- Kıvam Kusurları En çok rastlanan kusurlar şunlardır;
Yapının gevşek olması Topakçıklar Serum sızması

22
1- YOĞURT 3- Görünüm Kusurları
Görünüm kusuru olarak başlıca kusurlar şunlardır; Su damlacıkları Kabarcıklar Mikroorganizma kolonileri Tortu Renk bozuklukları

Benzer bir sunumlar













 ORTAMDA>")





