Sunuyu indir
2
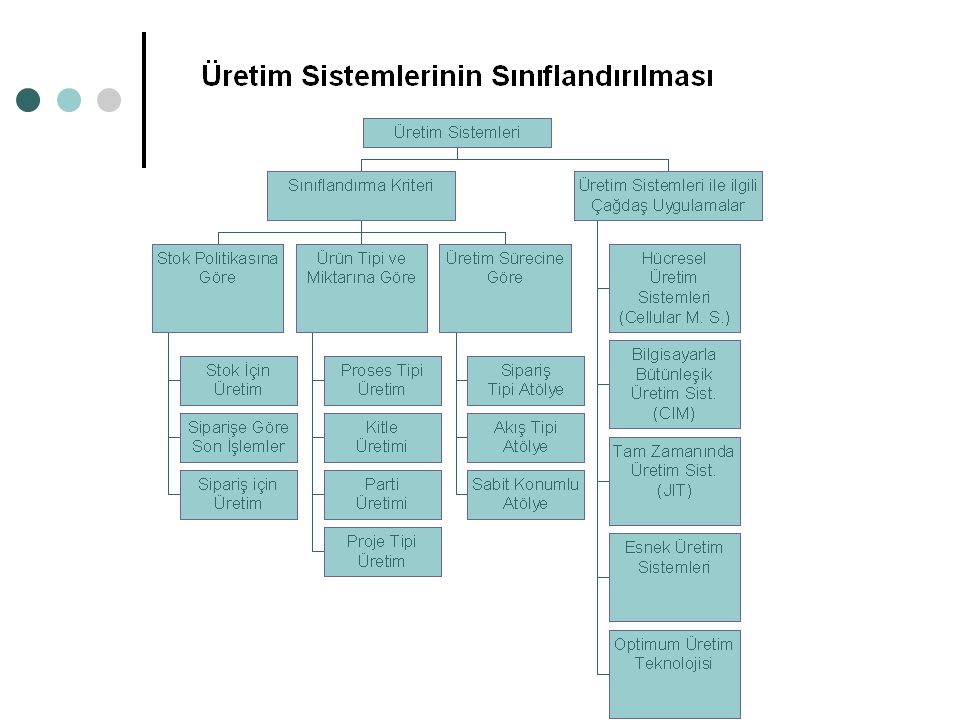
Stok Politikasına Göre Üretim Sistemleri
Stok için Üretim (Make to Stock) Sipariş için Üretim (Make to Order) Siparişe Göre Son İşlemler (Assemble to Order)
 Sipariş için Üretim (Make to Order) Siparişe Göre Son İşlemler. (Assemble to Order)")
3
Ürün Tipi ve Miktarına Göre Üretim Sistemleri
Proses Tipi Üretim Kitle Üretimi (Mass Production) Parti Üretimi (Lot Production) Proje Tipi Üretim
 Parti Üretimi. (Lot Production) Proje Tipi Üretim.")
4
Proses Tipi Üretim Petrokimya, Akaryakıt, Gıda Endüstrisi
Talep düzgün, ürün çeşidi az Stoğa Üretim Genellikle yüksek yatırım gerektirir Nitelikli iş gücü gereksinimi azdır ÜPK oldukça basit uygulanabilir

5
Kitle Üretimi Aynı tipte ürünlerin çok fazla miktarda üretimi
Amaç: Hızlı ve çok sayıda üretmek Örn: Otomobil, Beyaz Eşya ÜPK çok önemli Çeşit farklılığı İmalat, transfer hattı/akış hattı boyunca gerçekleşir

6
Kitle Üretimi: Kritik Noktalar
Üretim hattının iyi dengelenmesi Tezgahların güvenilirliği / bakımı Hammaddelerin zamanında gelmesi Uygun ara stok miktarının belirlenmesi

7
Parti Üretimi Kısıtlı miktarda çok çeşit veya aynı malın farklı seçenekleri Örn: - Radyatör Fanı - Kauçuk üzerine oto- yan sanayii Hacim büyüdükçe kitle üretimine geçilir

8
Parti Üretimi: Kritik Noktalar
Tespit edilmesi gerekenler: Tesiste kullanılacak bölümler Burada çalışacak tezgahlar ve alternatifleri Malzeme ve takımlar Her işçinin operasyon ve hazırlık süreleri Ekonomik parti miktarı

9
Proje Tipi Üretim Ürün sabit, yer değiştirme yok
Ürün tasarımı müşteri isteği doğrultusunda gerçekleştirilir Adet 1 veya birkaç tanedir ÜPK genellikle Proje Kontrol Metotları ile gerçekleştirilir: CPM, PERT, Gantt Diyagramları Örnek Gemi, Köprü İnşası

10
Üretim Sürecine Göre Üretim Sistemleri
Sipariş Tipi Atölye (Job Shop) Akış Tipi Atölye (Flow Shop) Sabit Konumlu Atölye
 Akış Tipi Atölye (Flow Shop) Sabit Konumlu Atölye.")
11
Üretim Sürecine Göre Üretim Sistemleri
Sipariş Tipi Atölye – Job Shop M1 M4 M3 M6 M2 M5

12
Üretim Sürecine Göre Üretim Sistemleri
Akış Tipi Atölye – Flow Shop M1 M2 M3 MN

13
Üretim Sistemleri ile ilgili Çağdaş Uygulamalar
Hücresel Üretim Sistemleri – Grup Teknolojisi (Cellular Manufacturing-Group Technology) Bilgisayarla Bütünleşik Üretim Sistemleri (Computer Integrated Manufacturing Systems CIM) Tam Zamanında Üretim Sistemleri (Just in Time – JIT) Esnek Üretim Sistemleri (Flexible Manufacturing Systems – FMS) Optimum Üretim Teknolojisi
 Bilgisayarla Bütünleşik Üretim Sistemleri (Computer Integrated Manufacturing Systems CIM) Tam Zamanında Üretim Sistemleri (Just in Time – JIT) Esnek Üretim Sistemleri (Flexible Manufacturing Systems – FMS) Optimum Üretim Teknolojisi.")
14
Hücresel Üretim Sistemi
Benzer imalat karakteristiğine sahip ürünlerin imalatının gruplanması (insan ve makine gruplarının oluşturulması) Kalite Kontrol hücre içinde yapılır Tezgahların planlı bakımı kolaylaşır
 Kalite Kontrol hücre içinde yapılır. Tezgahların planlı bakımı kolaylaşır.")
15
Grup Teknolojisi

16
Grup Teknolojisi

17
CIM CNC kontrollü tezgahlar Bunların programlarını barındıran CAM
Tasarımların oluşturulduğu CAD Bilgisayar destekli kalite CAQ

18
Tam Zamanında Üretim Sistemi - JIT
Esas amaç : Enaz stok ile iş yapmak Gerekli Alt Yapı: Hücresel Üretim Sistemi Düşük hazırlık süreleri ( < 10 dak. - SMED) TQM + KAIZEN (Sürekli Geliştirme) Küçük partiler halinde üretim Tam Zamanında Satınalma Sistemi Kanban
 TQM + KAIZEN (Sürekli Geliştirme) Küçük partiler halinde üretim. Tam Zamanında Satınalma Sistemi. Kanban.")
19
Tam Zamanında Üretim Sistemi - JIT
Yararlar: Düşük Stoklar Yüksek Esneklik Kısa hazırlık, imalat, taşıma süreleri Kısa arızi duruşlar Yüksek verimlilik Daha az alan gereksinimi Yüksek Kalite Düşük Maliyet

20
Karşılaştırma: Merkezi ÜPK – Kanban

21
Esnek Üretim Sistemleri: FMS
Tanım: Merkezi kontrol sistemi ile birbirlerine bağlanmış, bir grup sayısal kontrollü tezgah, otomatik taşıma ve depolama donanımı ile yapılan imalat Amaç: Rastlantısal sipariş üretimini arttırmak Bekleme süresini azaltarak tezgah verimini arttırmak

22
Esnek Üretim Sistemleri: FMS
Esnek Üretim Sistemleri, hücreler yada bir diğer değişle işleme merkezleri halinde çalışırlar, bu merkezlerin en belirgin özellikleri, minimal makine bozulma süresi ve bakım zamanına sahip olmaları, aynı zamanda farklı proses ve malzeme gereksinmelerine hızlı adapte olabilme özelliği, karmaşık tasarım ve teknolojilerini en az zamanda ve minimum maliyet koşulları ile gerçekleştirebilmeleridir.

23
Esnek Üretim Sistemleri: FMS
Esnek Üretim Sistemleri, entegre edilmiş vaziyette robotları, farklı makine takımlarını, malzeme taşıma ekipmanlarını, paketleme araçlarını sensörleri, hareketlendiricileri (pnömatik ve hidrolik sistemlerdeki pistonlu hareket mekanizmaları gibi), kontrol ekipmanlarını ve benzer donanımları içerir.
, kontrol ekipmanlarını ve benzer donanımları içerir.")
24
Esnek Üretim Sistemleri: FMS

25
Optimum Üretim Teknolojisi
Tüm iş merkezleri için öncelik ve kapasite kısıtlarını göz önüne alarak iş çizelgelerinin optimizasyonu Amaç: kritik (darboğaz) tezgahların kullanımını enbüyüklemek; iç stok (WIP inventory) düzeyleri ile tezgah hazırlık sürelerini en azlamak (Theory of Constraints) Partiler, transfer partisi ve operasyon partisi olarak ikiye ayrılır, ve darboğaz tezgahlar için zaman içinde ileriye doğru çizelgeleme (forward scheduling) yaklaşımı kullanılarak üretim miktarı enbüyüklenir
 tezgahların kullanımını enbüyüklemek; iç stok (WIP inventory) düzeyleri ile tezgah hazırlık sürelerini en azlamak (Theory of Constraints) Partiler, transfer partisi ve operasyon partisi olarak ikiye ayrılır, ve darboğaz tezgahlar için zaman içinde ileriye doğru çizelgeleme (forward scheduling) yaklaşımı kullanılarak üretim miktarı enbüyüklenir.")

>")

>")

>")



>")










