Sunuyu indir
1
MALZEME VE İMALAT TEKNOLOJİLERİ
ISIL İŞLEMLER

2
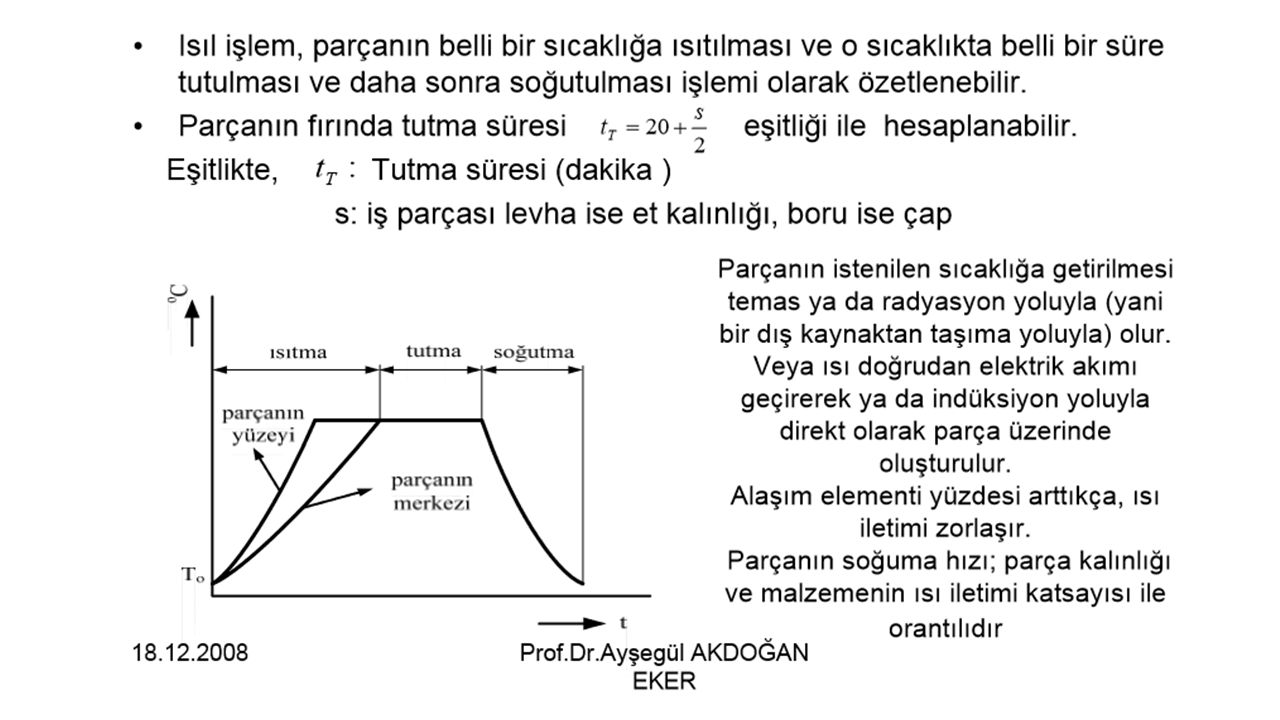
ISIL İŞLEMİN TANIMI Genel anlamda ısıl işlem;
Metal alaşımlara istenilen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Isıl işlemin Türk Standartlarındaki (TS 1112) tanımı ise; Katı haldeki metal alaşımlara belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine zamanlanarak uygulanan ısıtma ve soğutma işlemleri olarak verilmektedir. Isıl işlemin önemi Tasarımcılar ve İmalatçılar için metaller piyasada üretici firmaların sundukları özelliklerde bulunurlar. Özel olarak sipariş üzere üretilmedikleri zaman müşterilerin tercih ettiği standartlaşmış değerlerde piyasaya sunulur. Bununla beraber, şekil verme işlemleri sonucu imalat yönteminin sunduğu özelliklerde söz konusudur.
 tanımı ise; Katı haldeki metal alaşımlara belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine. göre birbiri peşine zamanlanarak uygulanan ısıtma ve soğutma işlemleri olarak verilmektedir. Isıl işlemin önemi. Tasarımcılar ve İmalatçılar için metaller piyasada üretici firmaların sundukları özelliklerde bulunurlar. Özel olarak sipariş üzere üretilmedikleri zaman müşterilerin tercih ettiği standartlaşmış değerlerde piyasaya sunulur. Bununla beraber, şekil verme işlemleri sonucu imalat yönteminin sunduğu özelliklerde söz konusudur.")
3
Tasarımcı ve İmalatçı çalışmalarını mevcut özellikler ile sınırlı düşünür ise işlemlerinde başarısızlıklar söz konusudur. Mühendislikte tasarım ve imalatı gerçekleştirmek için kullanılacak malzeme seçiminin doğru yapılması üretim kolaylığı, boyutları ve mamulün emniyetli ömrü açısından önemlidir. Malzeme seçimi yapılırken önce aşağıdakine benzer soruların cevaplandırılması gerekmektedir. Bunlardan bazıları şunlardır; - Mamul hangi gerilmeler altındadır? (Gerilmenin büyüklüğü, statik veya dinamik oluşu) - Mamul hangi ortamda çalışacaktır? (Hava, su, yağ, asit vb) - Mamul hangi sıcaklıkta çalışacaktır? - Sürtünme ve aşınma söz konusu mudur? - İmalat hangi metotlarla gerçekleştirilecektir? Döküm, plastik şekil verme vb. Bu gibi sorulara cevap bulunduktan sonra piyasada bulunabilen malzemenin mukavemet, sertlik, tokluk, yoğunluk, yüksek sıcaklığa dayanıklılık ve korozyon direnci gibi özellikleri ile ekonomik olup olmadıkları da göz önüne alınarak bir seçim yapılır. Bazı özelliklerden bir miktar ödün verip kullanım için en önemli özellik dikkate alınır.
 - Mamul hangi ortamda çalışacaktır (Hava, su, yağ, asit vb) - Mamul hangi sıcaklıkta çalışacaktır - Sürtünme ve aşınma söz konusu mudur - İmalat hangi metotlarla gerçekleştirilecektir Döküm, plastik şekil verme vb. Bu gibi sorulara cevap bulunduktan sonra piyasada bulunabilen malzemenin mukavemet, sertlik, tokluk, yoğunluk, yüksek sıcaklığa dayanıklılık ve korozyon direnci gibi özellikleri ile ekonomik olup olmadıkları da göz önüne alınarak bir seçim yapılır. Bazı özelliklerden bir miktar ödün verip kullanım için en önemli özellik dikkate alınır.")
4
ISIL İŞLEMLERLE DEĞİŞTİRİLEBİLEN ÖZELLİKLER
Malzeme Bilimi dersinde, Üretim – İç yapı – Özellik – Performans ilişkileri detaylı açıklanmaktadır. Bu ilişkiden de anlaşılacağı gibi özellikler iç yapının etkisindedir. Eğer iç yapı değişir ise özelliklerde değişim göstermektedir. Burada piyasadaki ve herhangi bir üretim sonrası ürünün iç yapısı değiştirilebilir mi? Bu konu Isıl İşlem olarak bilinmektedir. ISIL İŞLEMLERLE DEĞİŞTİRİLEBİLEN ÖZELLİKLER Sertleştirilmiş yapı yumuşatılabilir. Malzemenin talaşlı ve talaşsız işlenebilirliği artırılabilir. Malzemenin iç yapısında homojen ince yapılı taneler elde edilebilir. Döküm veya haddeleme sonrası iç yapıda homojen olmayan alaşım elementleri dağılımı giderilebilir. Döküm veya haddeleme sonrası iç yapıda homojen olmayan tane dağılımı giderilir. Talaşlı imalatı kolaylaştırmak için tane kabalaşması sağlanabilir. Soğuk şekillendirme, kaynak işlemi, döküm ya da sıcak şekillendirme sonucu yapılan soğutma sırasında ya da daha önce uygulanmış bir ısıl işlem sonucu oluşmuş iç gerilmeler ( kalıntı gerilmeler ) azaltılabilir. Yüzeye yabancı atom difüzyonu ile ya da dayanıklı bir oksit tabakası oluşturarak, korozyona direnç sağlanabilir. Sertlik artması, tüm kesitte veya yüzeyde elde edilebilir. Yüzeye yabancı atom difüzyonu ile aşınmaya dayanım elde edilebilir.
 azaltılabilir. Yüzeye yabancı atom difüzyonu ile ya da dayanıklı bir oksit tabakası oluşturarak, korozyona direnç sağlanabilir. Sertlik artması, tüm kesitte veya yüzeyde elde edilebilir. Yüzeye yabancı atom difüzyonu ile aşınmaya dayanım elde edilebilir.")
5
Genel ısıl işlem aşamaları
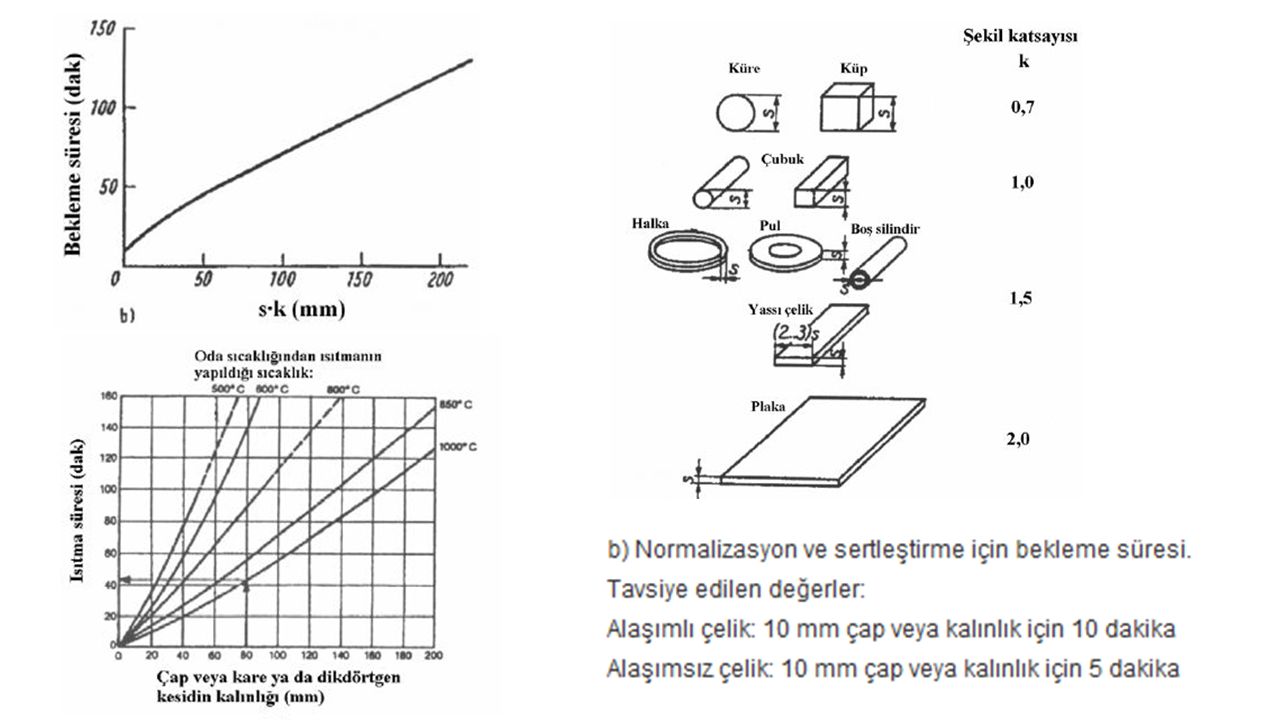
Isıl işlemde bu tanıma uygun olarak, parçaların belirli bir sıcaklığa ısıtılması “ ısıtma “, bu sıcaklıkta uygun süre tutma “ bekleme “ ve belirli bir programa uygun olarak sıcaklığın oda sıcaklığına düşürülmesi “ soğutma “ ile üç kademede özellik değişimleri sağlanır. Isıtma Parçanın sıcaklığının, oda sıcaklığından ısıl işlemde belirlenen sıcaklığa yükseltilmesi işlemine ısıtma denir. Isıtma işleminin herhangi bir anında, ısıtılan parçanın yüzeyindeki ve merkezindeki sıcaklık değerleri farklıdır. Isıtma gücüne bağlı olarak, parçanın yüzeyi belirli bir sıcaklığa ulaştığında parçanın merkezi (içi), parçanın boyutuna ve parça malzemesinin ısı iletim kabiliyetine bağlı olarak daha geç ısınacaktır.
, parçanın boyutuna ve parça malzemesinin ısı iletim kabiliyetine bağlı olarak daha geç ısınacaktır.")
6
Diğer bir ifadeyle, parçanın yüzeyi istenen sıcaklığa geldiğinde, çekirdeğinde aynı sıcaklığa gelmesi için biraz daha fazla sürenin geçmesi gereklidir. Bu nedenle, ısıtmada parçanın yüzeyinin ısınması dış ısınma ve merkezinin ısınması iç ısınma olarak tanımlanır. Oda sıcaklığından itibaren, parça yüzeyinin belirlenen işlem sıcaklığına kadar ısınması için geçen süre dış ısınma süresi, merkezinin işlem sıcaklığına gelmesine kadar geçen süre iç ısınma süresi ve parça yüzeyi işlem sıcaklığına geldikten sonra, merkezinin işlem sıcaklığına gelmesi için geçen sürede iç ısınma için bekleme süresi olarak adlandırılır. Isıtma işleminin herhangi bir anında, yüzey sıcaklığı ile merkezinin sıcaklığı arasındaki ∆T sıcaklık farkı: 1) Malzemenin ısı iletme kabiliyeti azaldıkça 2) Isıtma hızı yükseldikçe 3) Malzeme boyutu büyüdükçe artar. Bu sıcaklık farkının artması, büyük ısıl gerilmeler ve içyapıda farklılıklar oluşturacağından genellikle istenmez.
 Malzemenin ısı iletme kabiliyeti azaldıkça. 2) Isıtma hızı yükseldikçe. 3) Malzeme boyutu büyüdükçe artar. Bu sıcaklık farkının artması, büyük ısıl gerilmeler ve içyapıda farklılıklar oluşturacağından genellikle istenmez.")
7
∆T sıcaklık farkını azaltmak amacıyla, belirlenen ısıtma sıcaklığının altında bir ya da iki ayrı sıcaklıkta ara ısıtma yapılabilir. Ön ısıtma adı verilen bu işlemle, parçalarda daha düzenli ve homojen ısıtma sağlanır. Aynı zamanda iç ısıtma için bekleme süresi kısalır. Ayrıca, ısıtma hızını azaltarak ta yüzey ile çekirdek arasındaki sıcaklık farkı azaltılabilir. Çeliklerde daha çok ön ısıtma tercih edilirken, döküm malzemelerde yavaş ısıtma da tercih edilmektedir.

8
Bekleme Belirlenen sıcaklıkta sabit tutma işlemine bekleme, bu sıcaklıkta geçen süreye de bekleme süresi denir. Beklemenin gerçekleştirildiği sıcaklık olan, ısıtma sıcaklığı veya işlem sıcaklığı, ısıl işlemde ulaşılması öngörülen en yüksek sıcaklıktır. Ancak ısıl işlem türüne bağlı olarak, ısıtma sıcaklığı terimi yerine; tavlama sıcaklığı, sertleştirme sıcaklığı, ostenitleştirme sıcaklığı, ani soğutma sıcaklığı, meneviş sıcaklığı, çözme sıcaklığı, yaşlandırma sıcaklığı ve çökeltme sıcaklığı gibi terimlerde kullanılmaktadır. Isıl işlemde, bekleme süresini tayini önemlidir. Teorik olarak iç ısınmanın bitimi ile soğutmanın başlangıcına kadar geçen süredir. Ancak, iç ısınmanın bittiği anı tespit etmek veya hesaplamak çok zordur. Bu nedenle, pratikte dış ısınmanın bittiği an kolaylıkla ölçülebildiğinden, uygulamalarda daha çok dış ısınmanın bittiği an bekleme süresinin başlangıcı olarak alınır. Belirlenen bekleme süresi ve işlem sıcaklığı hatalı olursa problemli ısıl işlemler ortaya çıkar. Örnek olarak; fazla bekleme süresi tane kabalaşmasına, yanmaya ve yüzeyde element kaybına ( çeliklerde karbon kaybı ( dekarburizasyon)) sebep olabilir. Az bekleme süresi ise ……..
) sebep olabilir. Az bekleme süresi ise ……..")
11
Soğutma Isıl işlemin üçüncü kademesi olan soğutma işlemi, parçanın ısıtma ortamından oda sıcaklığına getirilmesidir. Isıl işlemden istenen özelliklerin elde edilmesinde çok önemli bir aşamadır. Soğutmanın gerçekleştirilmesinde çeşitli yöntemler uygulanmaktadır. Bunlar : Fırında ( ısıtma ortamında bırakarak ) soğutma Açık havada soğutma Belirlenen bir ortamda ( suda, yağda v.b.) soğutma şeklindedir. Bunla beraber, ortamlardan farklı soğutma planları da vardır. Bunlar : Sürekli soğutma Kesintili soğutma Kademeli soğutma İzotermik dönüşümlü soğutma şeklindedir.
 soğutma. Açık havada soğutma. Belirlenen bir ortamda ( suda, yağda v.b.) soğutma şeklindedir. Bunla beraber, ortamlardan farklı soğutma planları da vardır. Bunlar : Sürekli soğutma. Kesintili soğutma. Kademeli soğutma. İzotermik dönüşümlü soğutma şeklindedir.")
12
GİRİŞ - SON Soğutma şekillerinin çizimi?

13
Isıl işlem yöntemleri 4 ana başlıkta incelenecektir:
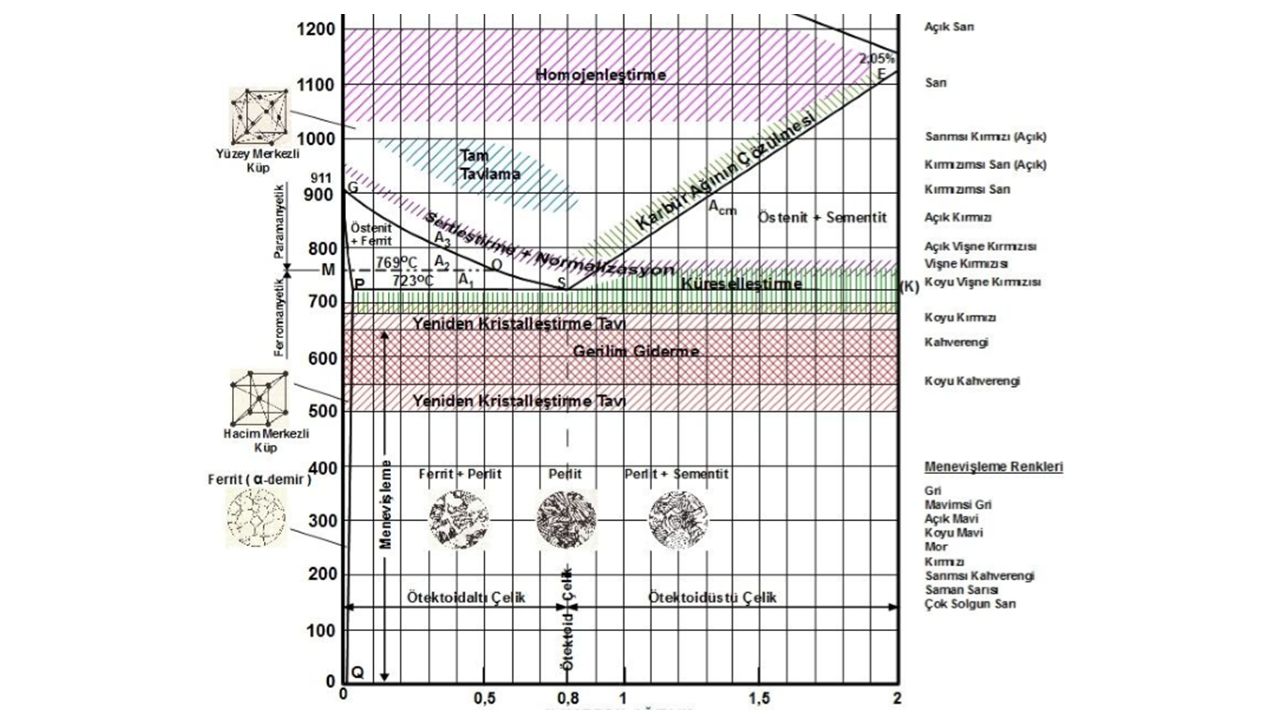
Tavlama yöntemleri Sertleştirme yöntemleri Yüzey sertleştirme yöntemleri Çökeltme ( Yaşlandırma ) sertleştirmesi TAVLAMA YÖNTEMLERİ 1. Difüzyon ( Homojenleştirme ) tavı Kaba tane tavı 3. Normalizasyon tavı Tam tavlama 5. Küreselleştirme tavı Gerilim giderme tavı Yeniden kristalleştirme tavı SERTLEŞTİRME YÖNTEMLERİ 1. Sertleştirme ve Temperleme Martemperleme Östemperleme YÜZEY SERTLEŞTİRME YÖNTEMLERİ 1. Sementasyon 2. Nitrürleme 3. Alevle Y.S İndüksiyonla Y.S. ………
 sertleştirmesi. TAVLAMA YÖNTEMLERİ. 1. Difüzyon ( Homojenleştirme ) tavı 2. Kaba tane tavı. 3. Normalizasyon tavı 4. Tam tavlama. 5. Küreselleştirme tavı 6. Gerilim giderme tavı 7. Yeniden kristalleştirme tavı. SERTLEŞTİRME YÖNTEMLERİ. 1. Sertleştirme ve Temperleme 2. Martemperleme 3. Östemperleme. YÜZEY SERTLEŞTİRME YÖNTEMLERİ. 1. Sementasyon 2. Nitrürleme 3. Alevle Y.S. 4. İndüksiyonla Y.S. ………")
15
TAVLAMA YÖNTEMLERİ Difüzyon ( Homojenleştirme ) tavı Amaç • Döküm sonrası tane içerisinde nispeten hızlı soğumanın sebep olduğu kimyasal bileşim farklılıkları olabilir. • Bu durum malzemelerin mekanik özelliklerini olumsuz olarak etkileyebilir. • Bu durumu ortadan kaldırmak için malzemeyi erime sıcaklığının altında uzun süre tavlamak ve böylece yayınma mekanizması ile kimyasal bileşim homojen hale getirme işlemi- homojenleştirme uygulanır. Katılaşma sırasında tane boyutu ve şekil farklılıklarını difüzyon (yayınma) yoluyla gidermek için de yapılan tavlamadır Yapısal dönüşüm
 yoluyla gidermek için de. yapılan tavlamadır. Yapısal dönüşüm.")
16
Uygulama Planı Isıtma: Çelik döküm parçalar soğuma sonucu iç-dış sıcaklık farkı ve yapısal dönüşüm heterojenliği nedeniyle kalıntı gerilmeli özelliktedir. Bunun sonucu gevreklik gösterirler. Isıtılma işlemi kademeli uygulanmalıdır. Bekleme: Sıcaklık değeri olarak 1050 ile 1300 oC arası değerler verilmektedir. Yaygın uygulama sıcaklık değeri 1050 ile 1200 oC arası değerler şeklindedir. Bekleme süresi ise 3 ile 40 saat arasıdır. Dönüşümde etkili olan esas difüzyon ve Östenit bölgesinde tane büyümesidir. Bu nedenlerle, sıcaklık artışı ile süre kısalmaktadır. Süre ile ilgili en önemli etken kimyasal element heterojenliğinin varlığıdır. Bu heterojenlik yok gibi ise süre 3-5 saat yeterli olacaktır. Kimyasal element heterojenliği var ise değerdeki artış ve alaşım elementi difüzyon hızına bağlı olacak şekilde 6 saatten 40 saate kadar olabilecektir. Bekleme süresiyle ilgili en doğru veriler; yeterli homojen iç yapıyı sağlayan sıcaklığa bağlı deneme verileridir. Uzun sürele bir işlem olduğu için dekarbürizasyon dikkate alınmalıdır. Soğutma: İşlemin 850 oC değerlerine kadar fırında yapılması iri taneli yapı dolayısıyla uygun olacaktır. Eğer kimyasal element heterojenlik yok yani 3-5 saatlik bir durum ise bu sıcaklıktan sonra havada soğutulması daha ince taneli yapı oluşacağı için yararlıdır. Eğer kimyasal element heterojenlik var ise tamamen fırında soğutma yararlıdır.

17
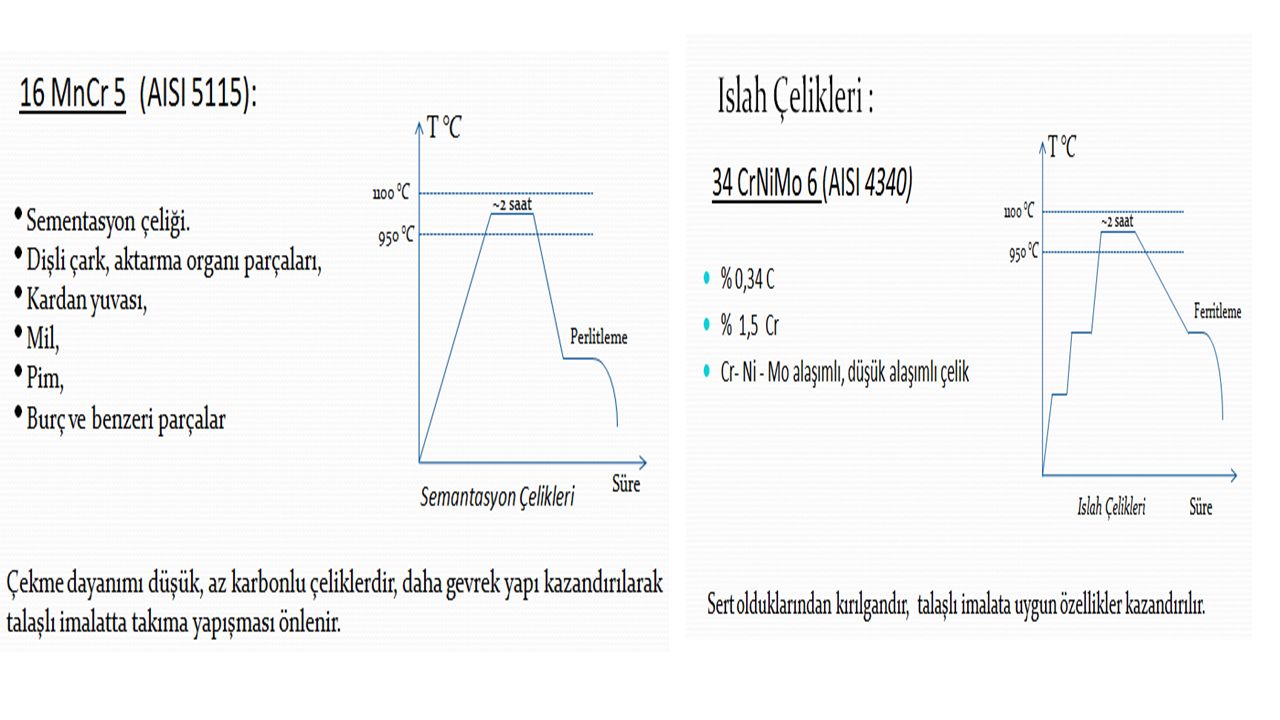
Kaba Tane Tavı Amaç Düşük karbonlu çeliklerde (%C<%0,2), talaşlı işleme kabiliyetini iyileştirmek amacıyla uygulanır. (Örneğin Semantasyon çeliklerinde ) Orta karbonlu Islah çeliklerinde de talaşlı işleme kabiliyetini iyileştirmek amacıyla uygulanır. Tanelerin irileşmesi ile kısa ve kırılgan talaş elde edilir. Malzemenin tanelerinin küçük olması, mekanik özelliklerini artırır. Tanelerin büyük olması malzemeyi gevrekleştirir, daha kırılgan yapar. Tane sınırı bölgelerinde yabancı atomların çökelmesi nedeniyle çeliğin plastik şekil değiştirebilirliği çok azalır. Ancak talaşlı şekillendirmede kırılgan talaş elde edildiğinden çok iyileşme olur. Yapısal dönüşüm
, talaşlı işleme kabiliyetini iyileştirmek amacıyla uygulanır. (Örneğin Semantasyon çeliklerinde ) Orta karbonlu Islah çeliklerinde de talaşlı işleme kabiliyetini iyileştirmek amacıyla uygulanır. Tanelerin irileşmesi ile kısa ve kırılgan talaş elde edilir. Malzemenin tanelerinin küçük olması, mekanik özelliklerini artırır. Tanelerin büyük olması malzemeyi gevrekleştirir, daha kırılgan yapar. Tane sınırı bölgelerinde yabancı atomların çökelmesi nedeniyle çeliğin plastik şekil değiştirebilirliği çok azalır. Ancak talaşlı şekillendirmede kırılgan talaş elde edildiğinden çok iyileşme olur. Yapısal dönüşüm.")
18
Uygulama Planı İri tane tavlamasında çelik, önce A3 dönüşme noktasının üzerindeki (duruma göre 1-2 saat °C arasında ) bir sıcaklığa çıkarak burada belirli bir süre bekletilir. Sonra çok yavaş olarak fırında A1 alt dönüşme noktasına kadar soğutulur. Daha sonra da havada yavaş bir şekilde soğumaya bırakılır . Kaba tane tavlaması ısıl işlem planı
 bir sıcaklığa çıkarak burada belirli bir süre bekletilir. Sonra çok yavaş olarak fırında A1 alt dönüşme noktasına kadar soğutulur. Daha sonra da havada yavaş bir şekilde soğumaya bırakılır . Kaba tane tavlaması ısıl işlem planı.")
20
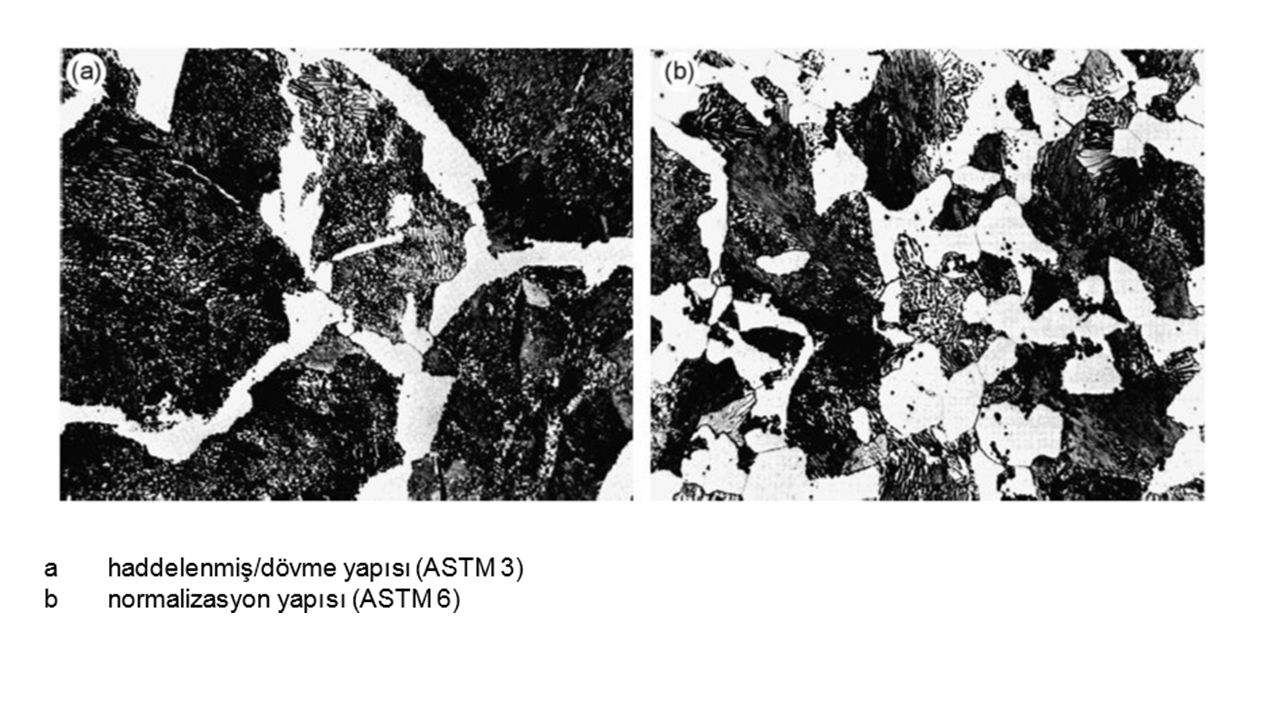
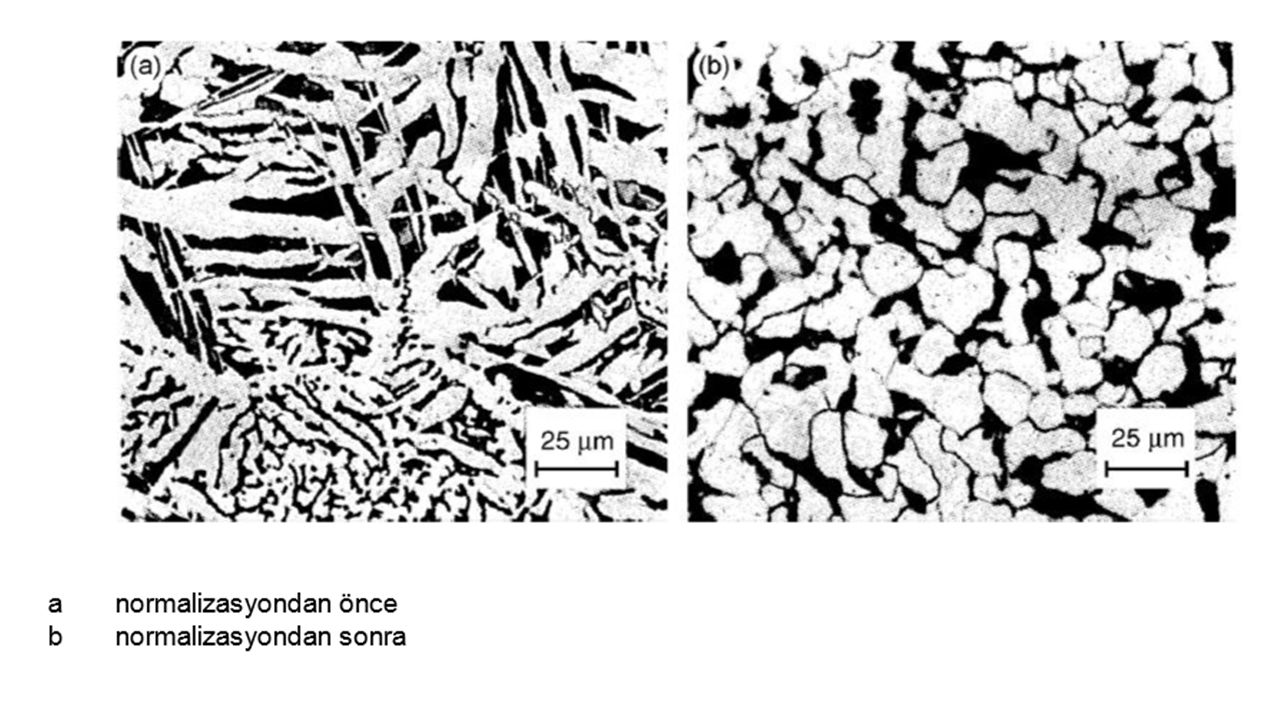
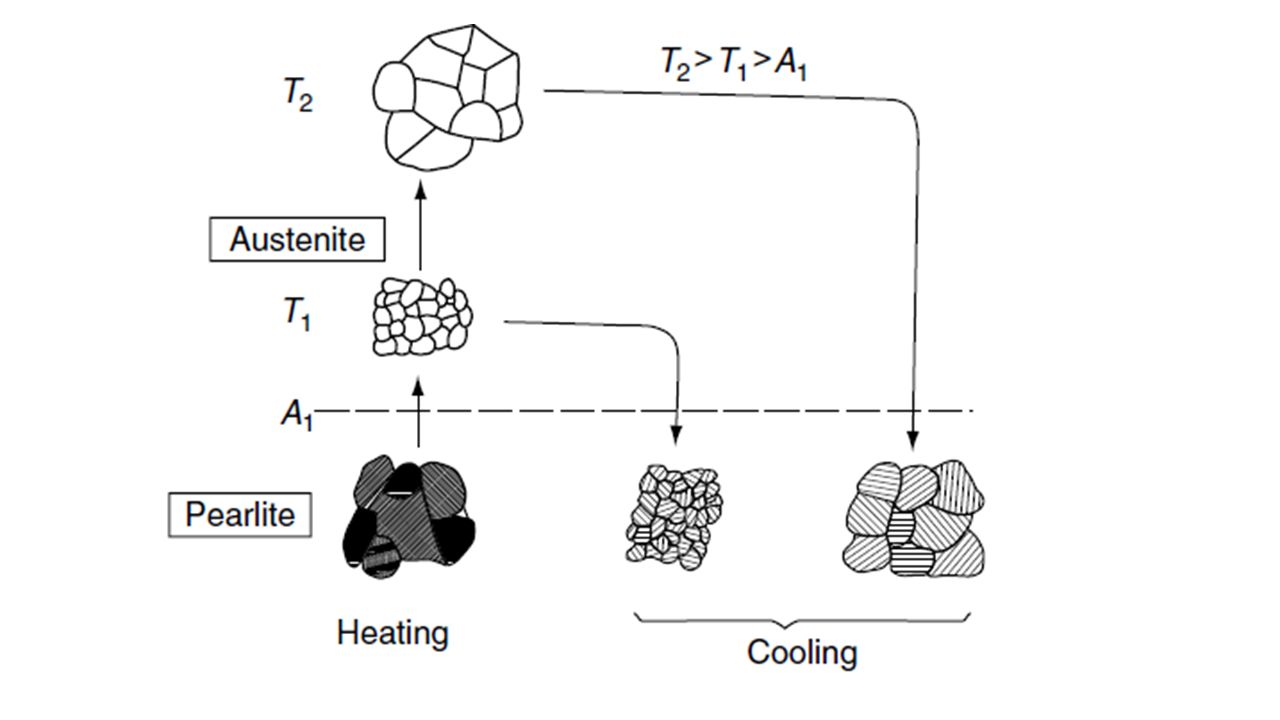
Normalizasyon Tavı Amaç Homojen ince taneli içyapı elde etmek için uygulanır. Bu durumda, mekanik özellikler iyileşmiştir. Tokluk değeri artmıştır. Normalleştirme tavının amacı örneğin dövme veya kaynak için yüksek sıcaklığa ısıtılması sonucu iri taneli hale gelen çeliğin ince taneli bir yapıya getirilmesidir. Normalleştirme esas olarak karbon ve düşük alaşım çeliklerine uygulanır. Bazı mühendislik çeliklerine uygulanan normalizasyon işlemi malzemelerin ilk durumuna göre bunları yumuşatır, sertleştirir veya gerilimlerini giderir. İşlemin amacı döküm, dövme veya haddeleme gibi ön işlem etkilerinden kaynaklanan mevcut homojen olmayan yapıyı talaşlı/talaşsız işlenebilirlik için iyileştirmek veya bazı ürünlerde gerekli son mekanik özellikleri karşılaması içindir. Asıl amaçlarından biri de şekillendirme sonrası çeliğin yapısını düzelterek bir sertleştirme işlemine tatmin edici bir tepki vermesini sağlamaktır.

21
Amaç: tane küçültmek, homojen bir iç yapı elde etmek, ötektoid üstü çeliklerde tane sınırlarında bulunan karbür ağını dağıtmak, çeliklerin işlenme özelliklerini iyileştirmek, mekanik özellikleri iyileştirmek ve yumuşatma tavına tabi tutulmuş çeliklerin sertlik ve mukavemetlerini artırmak şeklinde sıralanabilir. Bu nedenlerle normalizasyon tavı, çeliklere uygulanan son ısıl işlem olabilir. Yapısal dönüşüm

25
Uygulama Planı

26
Minimum % 0,3 C soğuk dövme için / Minimum % 0,5 C talaşlı imalat için
Küreselleştirme Tavı Amaç Plastik deformasyon veya talaşlı imalatla şekillendirme için çok sert olan orta veya yüksek karbonlu çeliklerde uygulanır. Minimum % 0,3 C soğuk dövme için / Minimum % 0,5 C talaşlı imalat için (Adapted from Fig , Callister, 7e. (Fig copyright United States Steel Corporation, 1971.) 60 m a (ferrite) (cementite) Fe3C Yapısal dönüşüm
 60 m. a. (ferrite) (cementite) Fe3C. Yapısal dönüşüm.")
27
Uygulama Planı Küreselleştirme tavı aşağıdaki yöntemlerden biri ile gerçekleştirilir: Çelik malzeme Ac1 çizgisinin hemen altındaki bir sıcaklığa (örneğin 700oC) uzun süre (15-25 saat) tavlanır. Çelik malzeme, düşük kritik sıcaklık çizgisinin (Ac1) hemen altında ve üstündeki sıcaklıklar arasında ısıtılıp soğutulur, yani salınımlı olarak tavlanır. Malzeme Ac1 kritik sıcaklık çizgisinin üzerindeki bir sıcaklıkta tavlandıktan sonra ya fırında çok yavaş soğutulur, ya da Ac1 çizgisinin hemen altındaki bir sıcaklıkta uzunca bir süre tutulur.
 uzun süre (15-25 saat) tavlanır. Çelik malzeme, düşük kritik sıcaklık çizgisinin (Ac1) hemen altında ve üstündeki sıcaklıklar arasında ısıtılıp soğutulur, yani salınımlı olarak tavlanır. Malzeme Ac1 kritik sıcaklık çizgisinin üzerindeki bir sıcaklıkta tavlandıktan sonra ya fırında çok yavaş soğutulur, ya da Ac1 çizgisinin hemen altındaki bir sıcaklıkta uzunca bir süre tutulur.")
28
Minimum % 0,25 ve üzeri karbonlu çeliklere soğuk işlem (PŞV) kabiliyeti kazandırmak için hangi ısıl işlem uygulanır? Minimum % 0,50 ve üzeri karbonlu çeliklere talaşlı işlem kabiliyeti kazandırmak için hangi ısıl işlem uygulanır? Ötektoid altı ve ötektoid üstü çelikler için genel Küreselleştirme (Yumuşatma) tavı ısıl işlem planı? Sıcaklık ve süre değerlerinin küreleşme derecesine ve mekanik özelliklere etkilerini yorumlayınız. Küreselleştirme (Yumuşatma) tavı süresi üzerine başlangıç tane yapısının etkisini yorumlayınız.
 tavı ısıl işlem planı Sıcaklık ve süre değerlerinin küreleşme derecesine ve mekanik özelliklere etkilerini yorumlayınız. Küreselleştirme (Yumuşatma) tavı süresi üzerine başlangıç tane yapısının etkisini yorumlayınız.")
29
YOKTUR Gerilim Giderme Tavı Amaç
Gerilim giderme tavı; şekil verme, döküm veya kaynak işlemlerinden doğan iç gerilmeleri azaltmak için uygulanır. Plastik deformasyonun, üniform olmayan soğutmanın, faz dönüşümlerinin neden olduğu gerilmeleri gidermektir. Bir iş parçasında kaynak, döküm, tel çekme, haddeleme, sertleştirme vb işlemler sonucu iç gerilmeler oluşur. Gerilim Giderme Demir ve demir-dışı metallere uygulanır, talaşlı işlem, soğuk şekillendirme ve kaynak gibi ön imalat işlemleriyle meydana gelen iç kalıcı gerilimleri gidermek amacındadır. Bunlar uygulanmaz ise daha sonraki işlemler kabul edilemeyecek çarpılmalara neden olabilir ve/veya malzeme kullanımda gerilim korozyon çatlamaları gibi problemlerle karşılaşabilir. İşlem, malzeme yapısında veya mekanik özelliklerinde belirgin bir değişiklik amaçlamaz ve bu nedenle nispeten düşük sıcaklıklarla sınırlıdır. Yapısal dönüşüm YOKTUR

30
İşlem 550-650 oC sıcaklığa çelik parçaları ısıtıp, yavaş soğutarak yapılır.
Uygulama Planı

31
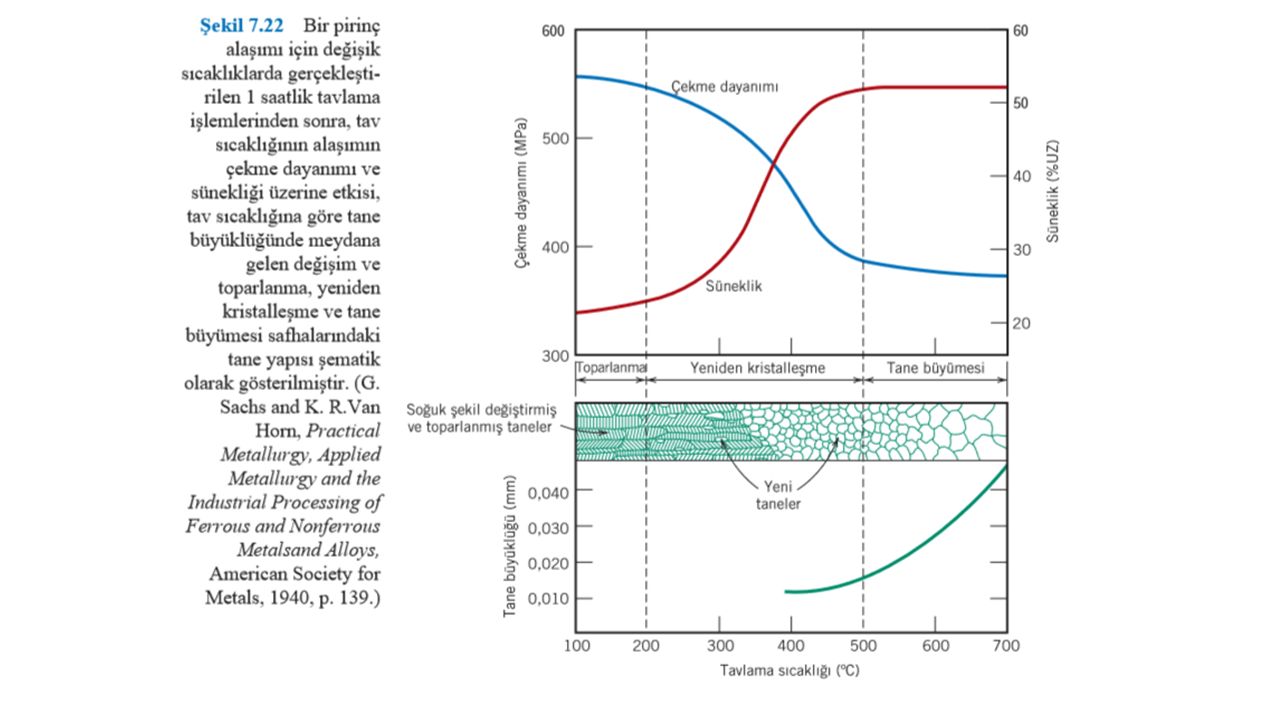
Yeniden Kristalleştirme ( Rekristalizasyon ) Tavı
Amaç Plastik şekil değiştirme sonucu kristal ve tane yapısı bozulmuş, iç gerilmeler oluşmuş bir metal malzemede, yeni tanelerin oluşmasını ve bu arada gerilme giderilmesini de sağlayan ısıl işlemdir. Bu şekilde parça hem, şekil değişimi öncesi özelliklerini kazanırken, hem de ince taneli bir yapı elde edilir.

35
Tavlamadan sonraki iç yapı;
İç gerilmeler azalmış Taneler küçük ve eş eksenli Yapıda homojenlik var Dislokasyon yoğunluğu azalmış Soğuk şekil verdikten sonra iç yapı; İç gerilmeler yüksek Taneler uzamış Yapıda homojenlik yok Dislokasyon yoğunluğu yüksek

36
Çelikler için sıcaklık, 450-700 oC arasıdır.
X5CrNi1810 yüksek alaşımlı çeliğine yeniden kristalleştirme tavlaması uygulama planı;

38
Tavlama sonrasında oluşan tane boyutu, malzemeye uygulanan soğuk şekil değiştirme oranına bağlıdır.
Soğuk şekil değiştirme oranı fazla ise ince taneli iç yapı oluşur. Tane büyüklüğünü, tav sıcaklığı da etkiler, yeniden kristalleştirme sıcaklığı yüksek tutulursa kaba taneler oluşur. Yeniden kristalleştirmede tav süresi, tavlama sıcaklığı ve şekil değiştirme oranına uygun olarak seçilir. Tavlama sonucunda, malzemenin dislokasyon yoğunluğu azaldığından, malzeme başlangıç sünekliğine kavuşur. Yüksek alaşımlı çelikler gibi dönüşüm göstermeyen çeliklerde tane boyutu küçültme işlemi yeniden kristalleştirme tavlamasıyla yapılır.

39
Sertleştirme Sertleştirme işlemi içinde alt gruplara ayrılır: • Dönüşüm sertleşmesi (çekirdeğe kadar sertleştirme) • Yüzey Sertleştirmesi • Çökelme sertleşmesi

40
Sertleştirme (Su verme) ve Temperleme
Amaç Çeliklerin mümkün olan en yüksek sertlik ve aşınma dayanımına sahip olması istendiğinde sertleştirme işlemi yapılır. Yüksek mukavemet Rijitlik v.b. özellikler elde etmek için uygulanır. Bununla beraber sertleştirilen çeliklerde kırılganlık artar. Bu nedenle sertliği fazla azaltmadan darbe dayanımı v.b. özellikleri artırıcı Menevişleme (Temperleme) uygulanmalıdır.
 uygulanmalıdır.")
41
Yapısal dönüşüm Martenzit içyapı Çeliklerde oluşan tipik bir martenzitik yapının görünümü. İğne biçimindeki taneler martenzit fazını beyaz bölgeler ise kalıntı osteniti göstermektedir.

42
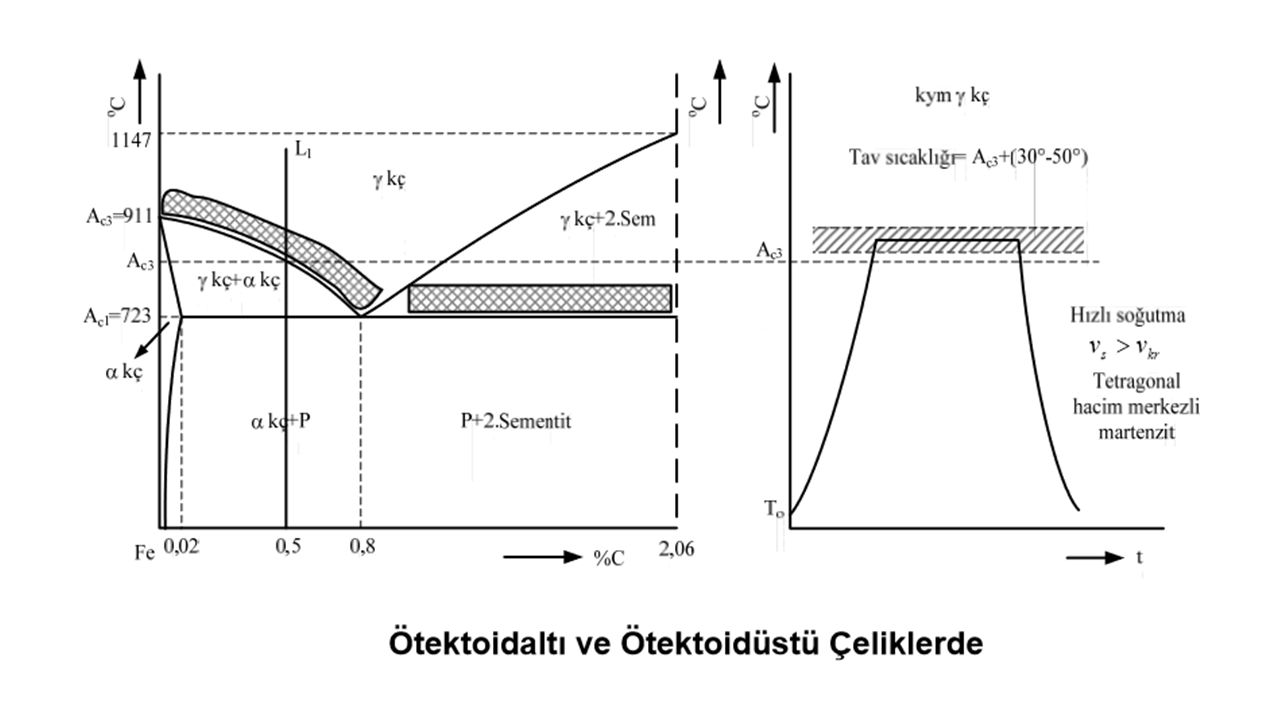
Uygulama Planı Dönüşüm Sertleşmesi (Çekirdeğe kadar sertleştirme) Çelik malzemeye dönüşüm sertleşmesi uygulanabilmesi için; %C >%0.2 olması gerekir. •Ötektoidaltı çeliklerde •Ötektoidüstü çeliklerde •Soğuma hızı

46
Sertleşebilirlik (Sertleşme kabiliyeti) (hardenability)
• Çeliklerde soğuma hızı (su verme-quenching) arttıkça, sertlik artar. • Parçalar kalınlık arttıkça, iç kısımlar martenzit oluşumu için gereken kritik soğuma hızlarına ulaşılamayabilir. • Sadece kritik soğuma hızından daha yüksek hızlarda soğuyan bölgelerde martenzit oluşur. • Bu nedenle iç ve dış kısımlarda önemli sertlik farkları olabilir. • “Sertleşme kabiliyeti”, malzemenin sertleştirme işlemi esnasında ne kadar derine sertleşebildiğinin gösteren bir kavramdır. • C oranı düştükçe burun sola kayar ve belli bir değerde martenzit oluşumu için gereken hıza pratik olarak ulaşmak mümkün olmaz. • Pratikte %0.25 tan az olan çeliklere su verilmez. • Çünkü, orta kısımları hale yumuşak kalma problemi yaşanır.
 arttıkça, sertlik artar. • Parçalar kalınlık arttıkça, iç kısımlar martenzit oluşumu için gereken kritik soğuma hızlarına ulaşılamayabilir. • Sadece kritik soğuma hızından daha yüksek hızlarda soğuyan bölgelerde martenzit oluşur. • Bu nedenle iç ve dış kısımlarda önemli sertlik farkları olabilir. • Sertleşme kabiliyeti , malzemenin sertleştirme işlemi esnasında ne kadar derine sertleşebildiğinin gösteren bir kavramdır. • C oranı düştükçe burun sola kayar ve belli bir değerde martenzit oluşumu için gereken hıza pratik olarak ulaşmak mümkün olmaz. • Pratikte %0.25 tan az olan çeliklere su verilmez. • Çünkü, orta kısımları hale yumuşak kalma problemi yaşanır.")
47
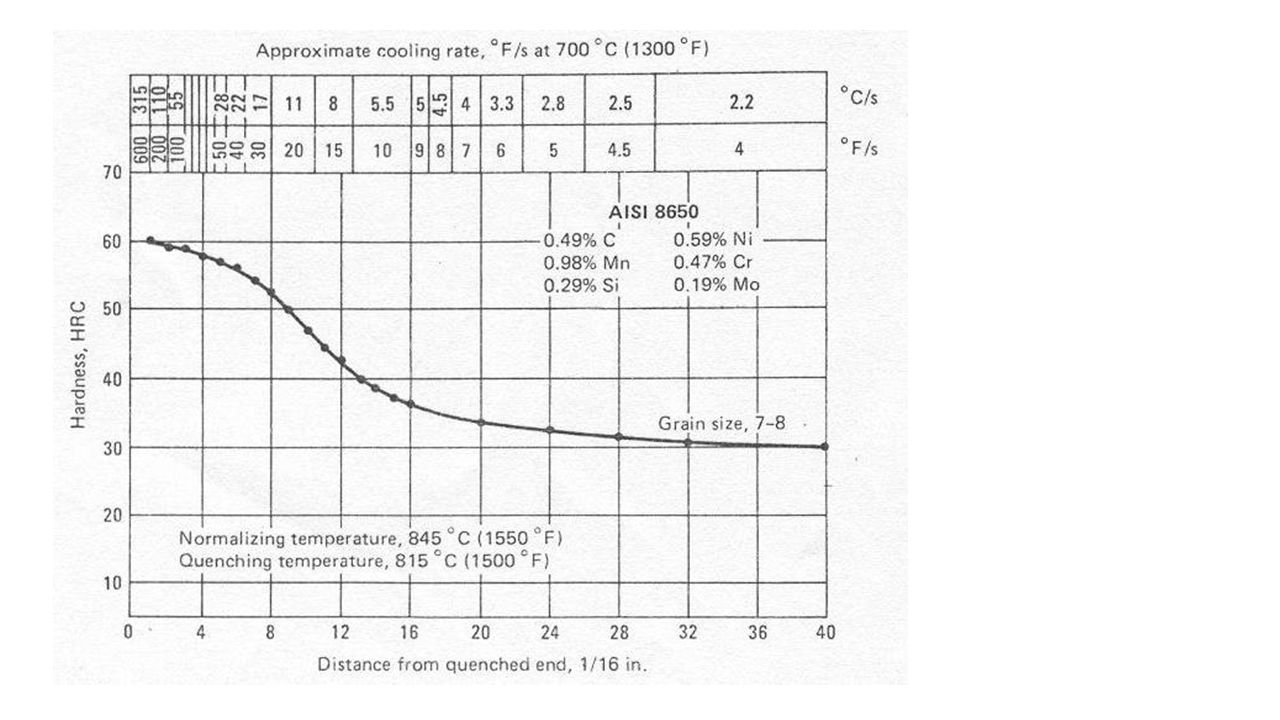
• Büyük parçaların orta kısımlarının dahi sertleşebilmesi için çeliğin kritik soğuma hızının düşürülmesi diğer bir değişle eğrinin sağa doğru kaydırılması gerekir. • Bu, çeliğin Cr, Mo, V vs, gibi alaşım elementleri ile alaşımlandırılması sonucu sağlanabilir. • Sertleşme kabiliyeti Jominy deneyi ile ölçülür. • Ostenit sıcaklığına kadar ısıtılan numune bir ucundan soğuk su ile soğutulur. • Ucundan itibaren soğuma hızı mesafeye bağlı olarak azalır. • Numune, uç kısmından itibaren sertlik değerleri ölçülür.

48
• Mesafeye bağlı olarak sertlik değerinde azalma görülür.
• Mesafenin artması ile yüksek sertlik değerleri gösteren malzemelerin sertleşme kabiliyetleri daha iyidir. • Soğuma hızı çok arttırıldığında ise çatlama riski doğar. • Bu nedenle Cr, Mo, V, gibi bazı alaşım elementleri katılarak sertleşebilme kabiliyetleri arttırılır. • En iyi sertleşebilirliği 4340 göstermektedir.

50
TEMPERLEME ( Menevişleme )
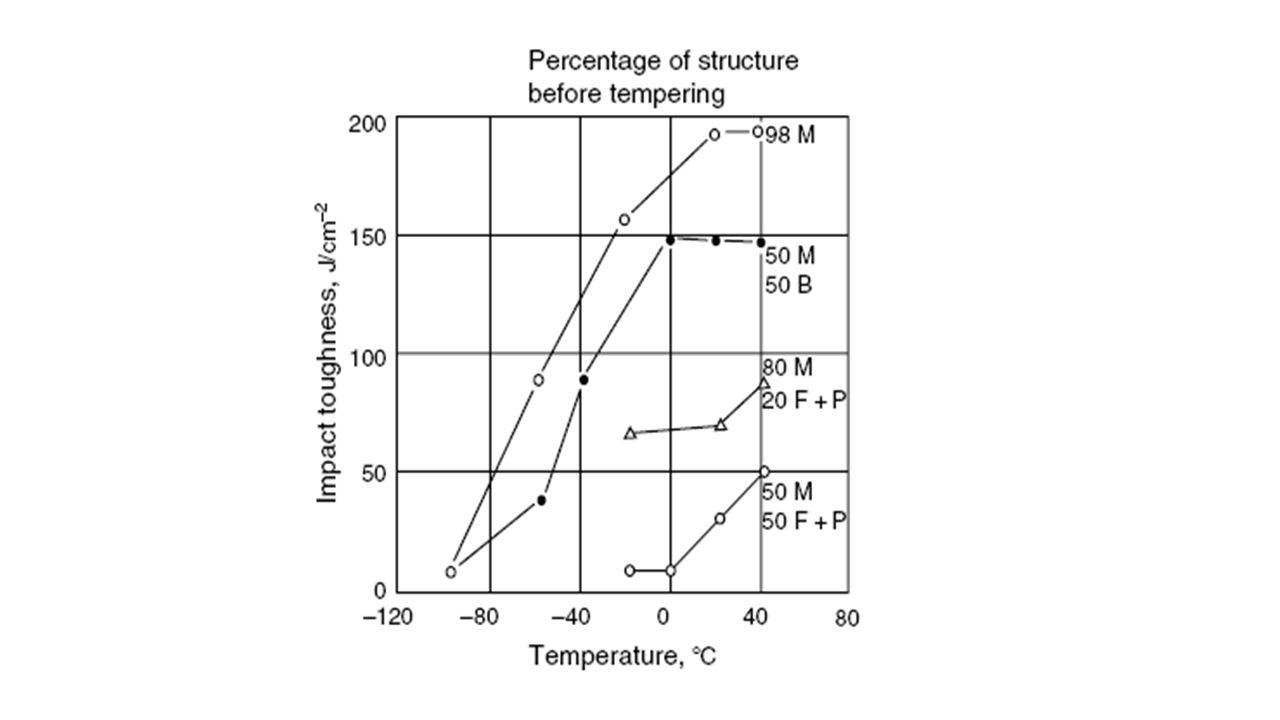
Çeliklerde, su verme işlemi ile elde edilen martenzitik yapı gevrek olduğundan pek çok uygulama için elverişli değildir. Ayrıca mertanzit oluşumu çelik içerisinde iç gerilmelerin meydana gelmesine neden olur. Menevişlemenin amacı; su verilen çelikteki kalıntı gerilmeleri gidermek ve çeliğin süneklik ve tokluğunu artırmaktır. Su verilen çelikler menevişlendiklerinde süneklilikleri artar, buna karşılık sertlik ve mukavemetleri azalır. 594 oC sıcaklıkta Temperlenmiş martenzitin elektron mikro-fotografı. Küçük parçacıklar sementit fazıdır, anayapı ferrittir. Yapısal dönüşüm

51
Uygulama Planı Değişik sıcaklıklardaki menevişleme süresinin su verilen ötektoid çeliğin sertliğe etkisi

52
AISI 1040 Temperleme süre 2 saat (ASME)
")
54
Martemperleme Sertleştirilecek parça ostenitleştirme işlemine tabi tutulduktan sonra, martenzitik dönüşümün başlama sıcaklığının (Ms) hemen üzerindeki bir sıcaklıkta tutulan kurşun veya tuz banyosuna daldırılır. Yüzeyi ile merkezinin sıcaklıkları aynı oluncaya, yani bütün kesit boyunca aynı sıcaklık elde edilinceye kadar parça banyo içersinde tutulur. Daha sonra parçaya su verilerek tamamen martenzitik bir iç yapı elde edilir. Bu işlem sayesinde, soğuma ile oluşan büzülme olayı, ostenit - martenzit dönüşümü ile ortaya çıkan genleşme olayından ayrılarak, hem büyük parçalardaki su verme çatlaması önlenir, hem de parça sertleştirilir.
 hemen üzerindeki bir sıcaklıkta tutulan kurşun veya tuz banyosuna daldırılır. Yüzeyi ile merkezinin sıcaklıkları aynı oluncaya, yani bütün kesit boyunca aynı sıcaklık elde edilinceye kadar parça banyo içersinde tutulur. Daha sonra parçaya su verilerek tamamen martenzitik bir iç yapı elde edilir. Bu işlem sayesinde, soğuma ile oluşan büzülme olayı, ostenit - martenzit dönüşümü ile ortaya çıkan genleşme olayından ayrılarak, hem büyük parçalardaki su verme çatlaması önlenir, hem de parça sertleştirilir.")
55
Ostemperleme • %100 beynit yapısı elde etmek amacıyla yapılır.
• Ostenitleme sıcaklığına ısıtılan parça, (beynitleme) sıcaklığındaki ergimiş Pb ya da tuz banyosuna daldırılır ve kararsız östenitin tamamının izotermik olarak beynite dönüşmesi tamamlanıncaya kadar bekletilir. Daha sonra istenen hızda havada soğutulur. Bekleme sırasında ısıl gerilmeler giderilir. • Ostemperleme, çatlak oluşumuna duyarlı karmaşık şekilli parçaların toklaştırılmasında büyük önem kazanır. • Yöntem daha çok, talaşsız şekillendirme kalıplarının imalatında kullanılan takım çeliklerinin sertleştirilmesi için uygundur. • Elde edilen içyapının sertliği, martenzite göre daha düşüktür. Bu nedenle parçanın çentik darbe dayanımıdaha iyidir. •Yay üretimi için idealdir.
 sıcaklığındaki ergimiş Pb ya da tuz banyosuna daldırılır ve kararsız östenitin tamamının izotermik olarak beynite dönüşmesi tamamlanıncaya kadar bekletilir. Daha sonra istenen hızda havada soğutulur. Bekleme sırasında ısıl gerilmeler giderilir. • Ostemperleme, çatlak oluşumuna duyarlı karmaşık şekilli parçaların toklaştırılmasında büyük önem kazanır. • Yöntem daha çok, talaşsız şekillendirme kalıplarının imalatında kullanılan takım çeliklerinin sertleştirilmesi için uygundur. • Elde edilen içyapının sertliği, martenzite göre daha düşüktür. Bu nedenle parçanın çentik darbe dayanımıdaha iyidir. •Yay üretimi için idealdir.")
58
YÜZEY SERTLEŞTİRME YÖNTEMLERİ
Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin sert, merkezlerinin olabildiğince yumuşak olması gerekir. Bunu sağlamak için parçalara yüzey sertleştirme işlemleri uygulanır. Çelik parçaların yüzeyleri sementasyon, nitrürleme, alevle ve indüksiyon akımı v.b. yöntemlerle sertleştirilebilir. Uygulanan her bir yüzey sertleştirme yönteminin malzemelere kazandırdığı özellikler sadece mekanik özellik olmayıp, bazı yöntemler korozyon direnci de kazandırmaktadır. Bununla beraber, çelik çeşitlerindeki farklılık nedeniyle her yüzey sertleştirme yöntemi tüm çelik türlerine uygulanmamaktadır. Bu nedenle, yüzey sertleştirme yöntemlerinin uygulama alanı ve kazandırdığı malzeme özelliklerinin bilinmesi, istenilen makine parçası kalitesini elde etmek için doğru yüzey sertleştirme yöntemi seçmeyi sağlayacaktır.

59
Yüzey sertleştirilmesine tabi tutulan çeliklerin, normal sertleştirmeye tabi tutulan çeliklere nazaran avantajları şunlardır: Bu parçaların iç kısımları sonradan işlenebilir. Yumuşak çekirdek, su verme işleminde şekil değiştirmelere, çatlaklara mani olur. Bu sebepten dolayı yüzey sertleşmesi bilhassa işlendikten sonra ısıl işleme tabi tutulan, ölçülerini değiştirmemesi gereken parçalar için çok uygundur. Yüzeyin taşlanması haricinde diğer kısımlarının işlenmesi daha kolay ve ucuzdur. Yüzey sertleşmesi yapabilecek çelikler, yüksek karbonlu çeliklere nazaran daha ucuzdur. Yüzey sertleştirmenin dezavantajları ise şunlardır: Çelik homojen olmayıp değişik Fe-C alaşımlarından meydana gelir ( içeriye doğru karbon muhtevası azalır ). Uygun ısıl işlem tecrübe ister ve pahalıdır. Bu yöntemle sertleştirilmiş parçalar taşlanmadan önce dikkatli olarak düzeltilmelidirler, zira sert yüzeyin ancak çok ince bir kısmı taşlama ile alınabilir.
. Uygun ısıl işlem tecrübe ister ve pahalıdır. Bu yöntemle sertleştirilmiş parçalar taşlanmadan önce dikkatli olarak düzeltilmelidirler, zira sert yüzeyin ancak çok ince bir kısmı taşlama ile alınabilir.")
60
SEMENTASYON Esas itibariyle, düşük karbonlu (%C<0,25) çelik parçasının yüzeyine, karbon emdirilmesi işlemidir. Karbon emdirilmesi işlemi, çelik parçanın karbon monoksit (CO) ihtiva eden bir ortamda, ostenit faz sıcaklığına kadar ısıtılmasıyla, gaz-metal reaksiyonu sonucu oluşur. Genellikle °C arasında bir sıcaklık kullanılır ki bu sıcaklığa sementasyon sıcaklığı adı verilir. Sementasyon çelikleri, yüzeyde sert ve aşınmaya dayanıklı, çekirdekte ise daha yumuşak ve tok özelliklerin istendiği, değişken ve darbeli zorlamalara dayanıklı parçaların imalinde kullanılan, düşük karbonlu, alaşımsız veya alaşımlı çeliklerdir. Sementasyon işlemiyle % C içeren düşük karbonlu çeliklerin yüzeyinde karbon miktarı, % C seviyelerine çıkarılabilir. Yüzey tabakasının karbon içeriği artırılırken, sürekli sementit ağının oluşmaması için karbonun %0.8'den düşük olması istenir. Sementasyon çelikleri, dişliler, miller, piston pimleri, zincir baklaları, zincir dişlileri ve makaraları, diskler, kılavuz yatakları, rulmanlı yataklar, merdaneler, bir kısım ölçü ve kontrol aletleri, orta zorlamalı parçalar, kesici takımlar gibi parçaların imalinde kullanılırlar.
 ihtiva eden bir ortamda, ostenit faz sıcaklığına kadar ısıtılmasıyla, gaz-metal reaksiyonu sonucu oluşur. Genellikle °C arasında bir sıcaklık kullanılır ki bu sıcaklığa sementasyon sıcaklığı adı verilir. Sementasyon çelikleri, yüzeyde sert ve aşınmaya dayanıklı, çekirdekte ise daha yumuşak ve tok özelliklerin istendiği, değişken ve darbeli zorlamalara dayanıklı parçaların imalinde kullanılan, düşük karbonlu, alaşımsız veya alaşımlı çeliklerdir. Sementasyon işlemiyle % C içeren düşük karbonlu çeliklerin yüzeyinde karbon miktarı, % C seviyelerine çıkarılabilir. Yüzey tabakasının karbon içeriği artırılırken, sürekli sementit ağının oluşmaması için karbonun %0.8 den düşük olması istenir. Sementasyon çelikleri, dişliler, miller, piston pimleri, zincir baklaları, zincir dişlileri ve makaraları, diskler, kılavuz yatakları, rulmanlı yataklar, merdaneler, bir kısım ölçü ve kontrol aletleri, orta zorlamalı parçalar, kesici takımlar gibi parçaların imalinde kullanılırlar.")
61
YAPISAL DEĞİŞİM Sementasyon uygulanacak çeliklerin mikroyapısı genellikle ferritik ve perlitik yapıdan oluşmaktadır. Sementasyon sonrası yüzeyden çekirdeğe doğru martenzitik, beynitik ve ferritik-perlitik yapı oluşur.

62
Isıtma – Bekleme SEMENTASYON ISIL İŞLEM PLANI
Yüzeyden C Yayındırma - Suverme + Menevişleme Isıtma – Bekleme – Soğutma + Isıtma – Bekleme – Soğutma Isıtma – Bekleme Isıtma ve bekleme aşamaları Karbon potansiyeli yüksek olan ( Karbon verici ) ortamlarda gerçekleştirilir. Karbon verici ortamlar katı, sıvı veya gaz olabilir. Bu aşamalarda; sementasyon sıcaklığı ve bu sıcaklıkta bekleme süresi belirlenmesi gerekli değerlerdir.
 ortamlarda gerçekleştirilir. Karbon verici ortamlar katı, sıvı veya gaz olabilir. Bu aşamalarda; sementasyon sıcaklığı ve bu sıcaklıkta bekleme süresi belirlenmesi gerekli değerlerdir.")
63
Sementasyonda 3 mm tabaka kalın, 1. 5 mm orta ve 0
Sementasyonda 3 mm tabaka kalın, 1.5 mm orta ve 0.75 altı ise ince sayılır. Genellikle kalın tabaka elde etmek için kutu sementasyonu, orta ve ince tabaka elde etmek için ise sıvı ve gaz sementasyonu uygulanabilir. Soğutma Suda veya yağda yapılır. Menevişleme Sertleştirme sonrasında çelik parçalar genellikle °C arasındaki sıcaklıklarda menevişlenirler. Menevişleme zamanı 1-2 saattir. Eğer sonuçta parça yüzeyindeki sertlik 60 HRC den düşük istenmiyor ise, menevişleme sıcaklığı 180°C den fazla olmamalıdır.

64
– Fe ve özellikle Al, Cr, Mo ve Ti ile nitrür oluşturur.
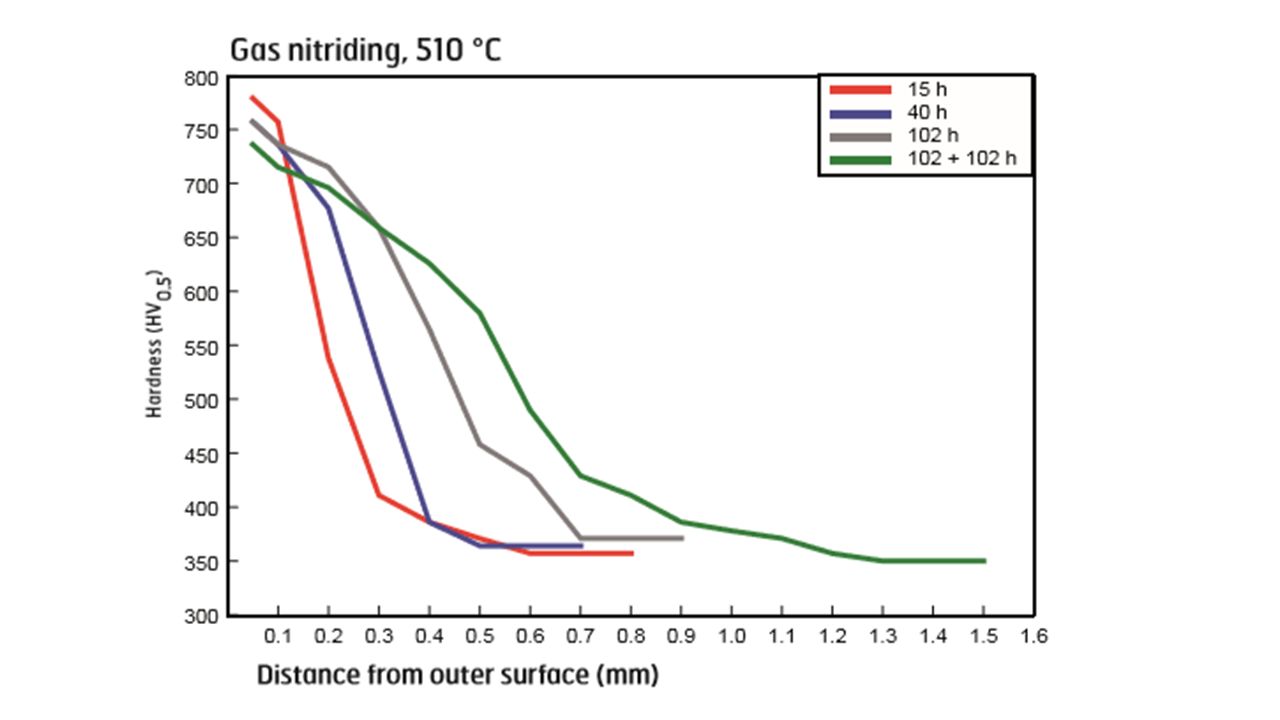
Çelik parçanın yüzeyine azot (N) yayındırma işlemidir. Bu işlemi uygulayabilmek için, çeliğin nitrürasyon çeliği olması gerekir. Bu çelikler, Cr, Al ve Mo alaşım elementlerinden en az birisini içerirler. Bu elementler N ile nitrür oluştururlar. Nitrür bileşikleri nitrürleme işlemi esnasında oluşurlar çok sert ve gevrektirler. NİTRÜRLEME – Nitrürleme ile Nitrür tabakası oluşur • Yüksek sertlik • Yüksek aşınma direnci • Özellikle yüksek basınç altında çalışan yüzeyler için • Yüksek sıcaklıkta yüksek sertlik • Korozyon direnci • Yüksek yorulma dayanımı – Dönüşüm yok – Çalışma sıcaklığı nitrürleme sıcaklığına kadar çıkabilir • Adhezif (sürtünme) aşınmaya karşı dirençli İşlem sonrası su vermek gerekli değildir. Bu yönüyle semantasyondan farklıdır. İşlem 500 oC civarındaki sıcaklıklarda, katı, sıvı ve gaz ortamlarda yapılabilir. İşlem süresi oldukça uzundur (örneğin saat). Azot verici ortam olarak sodyum siyanür (NaCN) ve potasyum siyanür (KCN) içeren banyolar kullanılır. Nitrürleme işleminde 0.5 mm civarındaki tabakalar yeterlidir, tabakanın sertliği Hv’dir. – Fe ve özellikle Al, Cr, Mo ve Ti ile nitrür oluşturur.
 yayındırma işlemidir. Bu işlemi uygulayabilmek için, çeliğin nitrürasyon çeliği olması gerekir. Bu çelikler, Cr, Al ve Mo alaşım elementlerinden en az birisini içerirler. Bu elementler N ile nitrür oluştururlar. Nitrür bileşikleri nitrürleme işlemi esnasında oluşurlar çok sert ve gevrektirler. NİTRÜRLEME. – Nitrürleme ile Nitrür tabakası oluşur. • Yüksek sertlik. • Yüksek aşınma direnci. • Özellikle yüksek basınç altında çalışan yüzeyler için. • Yüksek sıcaklıkta yüksek sertlik. • Korozyon direnci. • Yüksek yorulma dayanımı. – Dönüşüm yok. – Çalışma sıcaklığı nitrürleme sıcaklığına kadar çıkabilir. • Adhezif (sürtünme) aşınmaya karşı dirençli. İşlem sonrası su vermek gerekli değildir. Bu yönüyle semantasyondan farklıdır. İşlem 500 oC civarındaki sıcaklıklarda, katı, sıvı ve gaz ortamlarda yapılabilir. İşlem süresi oldukça uzundur (örneğin saat). Azot verici ortam olarak sodyum siyanür (NaCN) ve potasyum siyanür (KCN) içeren banyolar kullanılır. Nitrürleme işleminde 0.5 mm civarındaki tabakalar yeterlidir, tabakanın sertliği Hv’dir. – Fe ve özellikle Al, Cr, Mo ve Ti ile nitrür oluşturur.")
65
YAPISAL DEĞİŞİM

67
Alevle Yüzey Sertleştirme
Orta karbonlu çeliklere uygulanan bir yüzey sertleştirme işlemindir. Parçanın yüzeyi alevle hızla ısıtılıp ostenitlendikten sonra, su verilerek sertleştirilir. Su verme genellikle parçaya su püskürtülmesiyle sağlanır. Hızlı ısıtma, bir oksi-asetilen alevi vb ile sağlanır. Bu hızlı ısıtma esnasında yüzey tabakası ostenit sıcaklığına ısınırken, iç kısımların A1 sıcaklığının altında kalması gerekir. Bu yöntemle elde edilen sertleşme derinliği 3-6 mm arasındadır. 1.5 mm ’den daha ince derinlik elde etmek mümkün değildir. Sistem oldukça basit olup pek çok yerde gerçekleştirilebilir. Alevle sertleştirme işlemi sırasında, çeliğin kimyasal bileşiminde herhangi bir değişme meydana gelmez. Çelik parçanın istenilen bölgesi uygun sıcaklığa kadar ısıtılıp, ostenitleştirildekten sonra su verilerek sertleştirirlir. Bu nedenle söz konusu işlem, sertleşmeye elverişli ve genelde %0,3 ile %0,6 oranları arasında karbon içeren çeliklere uygulanır.

68
İndüksiyonla Yüzey Sertleştirme
İndüksiyonla sertleştirme işlemi, hızlı değişen manyetik bir alana yerleştirilen bir metal parçası içerisinde elektrik akımı oluşturma esasına dayanır. Bobinlerin içerisinden yüksek frekanslı alternatif akım geçirilerek, yüksek frekanslı bir manyetik alan elde edilir. Manyetik alan, metal parçası içinde eddy veya girdap akımları ile histerisiz akımları oluşturur. Oluşan yüksek frekanslı akımlar, metalin yüzeyinde hareket ederler. Buna kabuk etkisi denir. Metalin bu akımlara karşı gösterdiği direnç nedeniyle ısınma sağlanır ve böylece bir metal parçanın iç kısmı ısıtılmadan yüzeyi ısıtılabilir.

69
Isıtmadan sonra parçaya su verilir
Isıtmadan sonra parçaya su verilir. Sertleşme derinliği, frekansla ters orantılıdır. Herhangi bir frekansta, ısıtma süresi artırılarak sertleşme derinliği artırılabilir. Orta karbonlu çeliklerin sertleştirilmesinde uygulanır.

70
Bobinlerin içerisinden yüksek frekanslı alternetif akım geçirilerek, yüksek frekanslı bir manyetik alan elde edilir. Oluşan yüksek frekenslı akımlara karşı gösterdiği yüksek direnç nedeniyle ısınma sağlanır ve böyelece bir metal parçanın iç kısımı ısıtılmadan yüzeyi ısıtabilir. Ancak, yüzeydeki ısı merkeze doğru iletildiğinden, sertleşme derinliğinin ayarlanmasında ısıtma süresi önemli rol oynar. Su püskürtülerek yüzeyi setleştirir. Akım frekansının sertleşme derinliğine etkisi Tablo da verilmiştir.

71
Herhangi bir frekansta, ısıtma süresi uzatılarak sertleşme derinliği artırılabilir.
Endüksiyonla sertleştirilen yüzey tabakası, alevle sertleştirilen yüzey tabakasına benzer. Ancak, endüksiyon yöntemiyle daha düşük sertleşme derinlikleri elde edilebilir. Endüksiyon yöntemi, alevle sertleşme yönteminde olduğu gibi orta düzeyde karbon içeren alaşımsız çeliklerin yüzeylerinin sertleşmesi için uygulanır. Piston kolu, pompa milleri, alın dişlileri ve kamlar genelde endüksiyonla sertleştirilir.

72
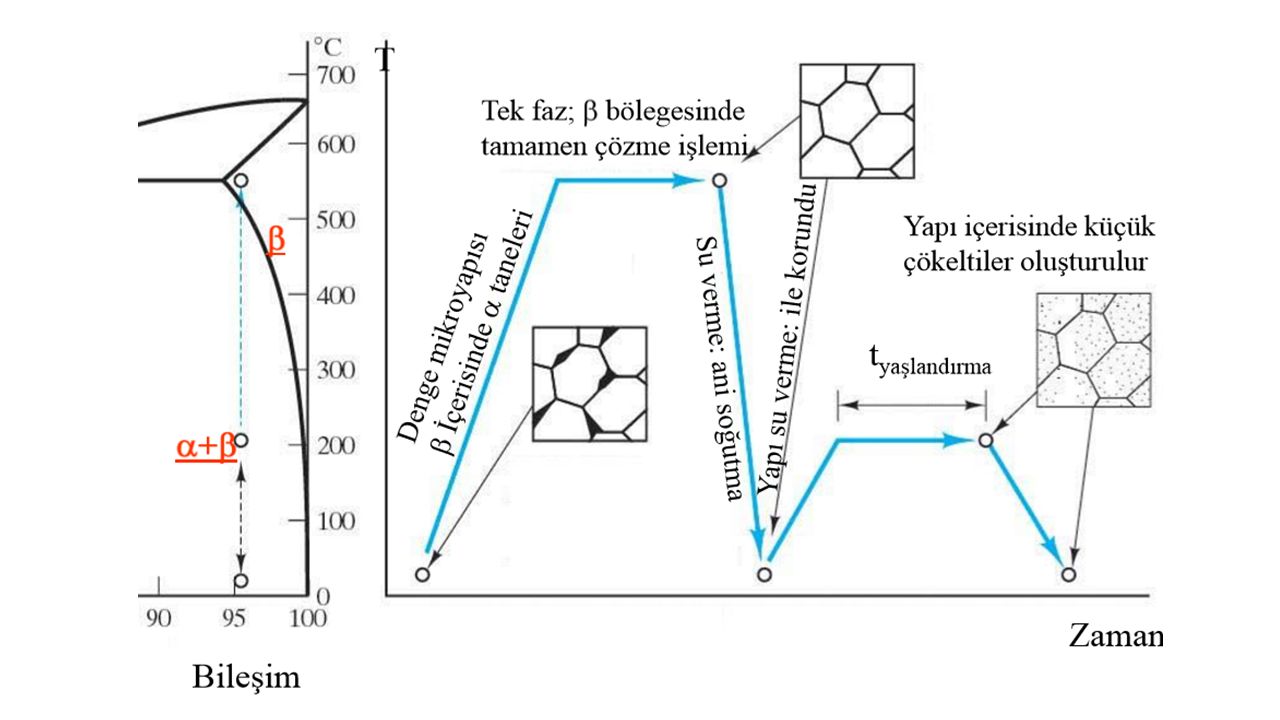
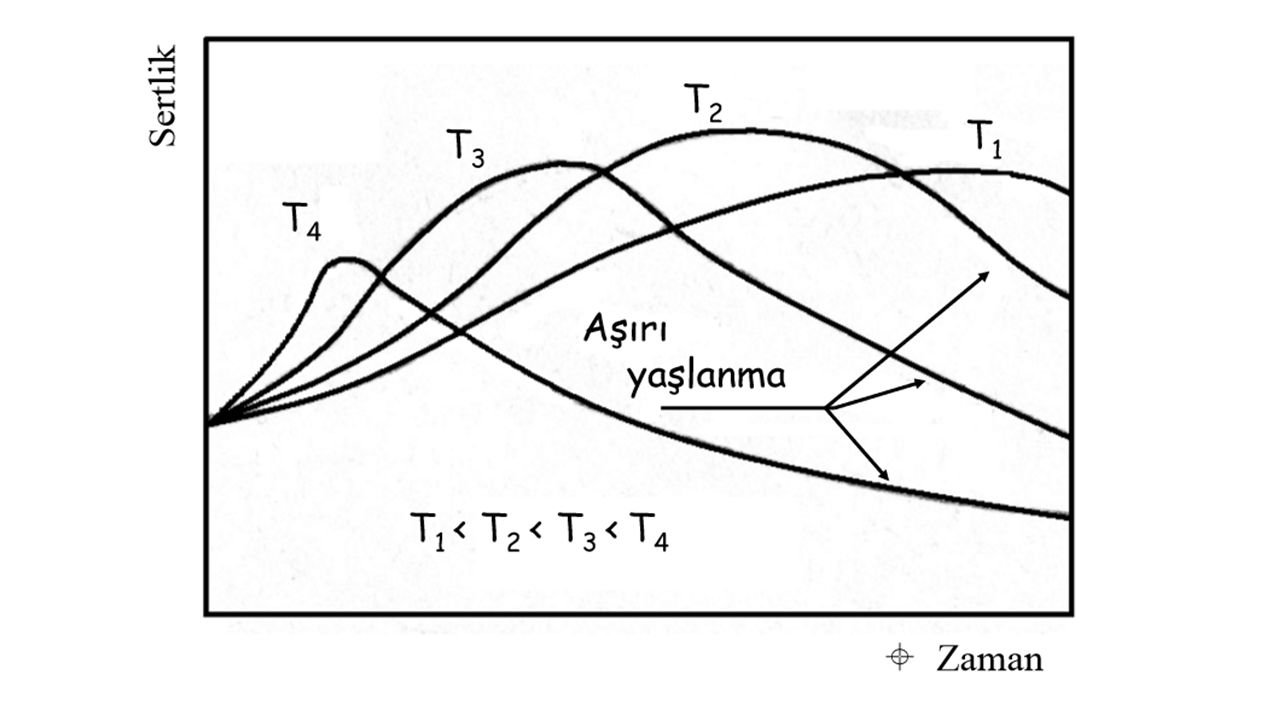
Çökelme sertleşmesi • İç yapıda, dislokasyon hareketlerini engelleyerek dayanımın artmasına sebep olan çok küçük ve sert ikinci fazların çökeltilmesi işlemidir. Çökeltme sertleşmesinde adımlar Çözündürme işlemi (solution treatment): Malzeme tek faz bölgesine ısıtılarak çökelecek olan sert 2. faz, tek faz içerisinde tamamen çözülür. Ani soğutma (Quenching): Oda sıcaklığına ani soğutma ile 2. fazın çökelmesi engellenir ve aşırı doymuş katı çözelti elde edilir. Yaşlandırma işleminde; aşırı doymuş katı çözelti, çözündürme sıcaklığından daha düşük olan yaşlandırma sıcaklığına tekrar ısıtılarak çok küçük bağdaşık (koherent) 2. faz tanecikleri çökeltilir. (Bu çökeltiler dislokasyonlara engel teşkil ederek malzemenin dayanımını arttırır). Aşırı yaşlanma: çökelmelerin çok büyüyerek bağdaşıklığın (koherentliğin ) kaybolması (bu durum istenmez)
: Malzeme tek faz bölgesine ısıtılarak çökelecek olan sert 2. faz, tek faz içerisinde tamamen çözülür. Ani soğutma (Quenching): Oda sıcaklığına ani soğutma ile 2. fazın çökelmesi engellenir ve aşırı doymuş katı çözelti elde edilir. Yaşlandırma işleminde; aşırı doymuş katı çözelti, çözündürme sıcaklığından daha düşük olan yaşlandırma sıcaklığına tekrar ısıtılarak çok küçük bağdaşık (koherent) 2. faz tanecikleri çökeltilir. (Bu çökeltiler dislokasyonlara engel teşkil ederek malzemenin dayanımını arttırır). Aşırı yaşlanma: çökelmelerin çok büyüyerek bağdaşıklığın (koherentliğin ) kaybolması (bu durum istenmez)")
75
ISIL İŞLEMLER - SONU





















 tarafından gerçekleştirilir. Bunlar elektron.>")



 Demir Üretimi>")
>")