Sunuyu indir
1
MÜHENDİSLİK MALZEMELERİ
ISIL İŞLEM (TAVLAMA YÖNTEMLERİ)
")
2
Isıl işlem yöntemleri 4 ana başlıkta incelenecektir:
Tavlama yöntemleri Sertleştirme yöntemleri Yüzey sertleştirme yöntemleri Çökeltme ( Yaşlandırma ) sertleştirmesi TAVLAMA YÖNTEMLERİ 1. Difüzyon ( Homojenleştirme ) tavı Kaba tane tavı 3. Normalizasyon tavı Tam tavlama 5. Küreselleştirme tavı Gerilim giderme tavı Yeniden kristalleştirme tavı SERTLEŞTİRME YÖNTEMLERİ 1. Sertleştirme ve Temperleme Martemperleme Östemperleme YÜZEY SERTLEŞTİRME YÖNTEMLERİ 1. Sementasyon 2. Nitrürleme 3. Alevle Y.S İndüksiyonla Y.S. ………
 sertleştirmesi. TAVLAMA YÖNTEMLERİ. 1. Difüzyon ( Homojenleştirme ) tavı 2. Kaba tane tavı. 3. Normalizasyon tavı 4. Tam tavlama. 5. Küreselleştirme tavı 6. Gerilim giderme tavı 7. Yeniden kristalleştirme tavı. SERTLEŞTİRME YÖNTEMLERİ. 1. Sertleştirme ve Temperleme 2. Martemperleme 3. Östemperleme. YÜZEY SERTLEŞTİRME YÖNTEMLERİ. 1. Sementasyon 2. Nitrürleme 3. Alevle Y.S. 4. İndüksiyonla Y.S. ………")
4
TAVLAMA YÖNTEMLERİ Difüzyon ( Homojenleştirme ) tavı Amaç • Döküm sonrası tane içerisinde nispeten hızlı soğumanın sebep olduğu kimyasal bileşim farklılıkları olabilir. • Bu durum malzemelerin mekanik özelliklerini olumsuz olarak etkileyebilir. • Bu durumu ortadan kaldırmak için malzemeyi erime sıcaklığının altında uzun süre tavlamak ve böylece yayınma mekanizması ile kimyasal bileşim homojen hale getirme işlemi- homojenleştirme uygulanır. Katılaşma sırasında tane boyutu ve şekil farklılıklarını difüzyon (yayınma) yoluyla gidermek için de yapılan tavlamadır Yapısal dönüşüm
 yoluyla gidermek için de. yapılan tavlamadır. Yapısal dönüşüm.")
5
Uygulama Planı Isıtma: Çelik döküm parçalar soğuma sonucu iç-dış sıcaklık farkı ve yapısal dönüşüm heterojenliği nedeniyle kalıntı gerilmeli özelliktedir. Bunun sonucu gevreklik gösterirler. Isıtılma işlemi kademeli uygulanmalıdır. Bekleme: Sıcaklık değeri olarak 1050 ile 1300 oC arası değerler verilmektedir. Yaygın uygulama sıcaklık değeri 1050 ile 1200 oC arası değerler şeklindedir. Bekleme süresi ise 3 ile 40 saat arasıdır. Dönüşümde etkili olan esas difüzyon ve Östenit bölgesinde tane büyümesidir. Bu nedenlerle, sıcaklık artışı ile süre kısalmaktadır. Süre ile ilgili en önemli etken kimyasal element heterojenliğinin varlığıdır. Bu heterojenlik yok gibi ise süre 3-5 saat yeterli olacaktır. Kimyasal element heterojenliği var ise değerdeki artış ve alaşım elementi difüzyon hızına bağlı olacak şekilde 6 saatten 40 saate kadar olabilecektir. Bekleme süresiyle ilgili en doğru veriler; yeterli homojen iç yapıyı sağlayan sıcaklığa bağlı deneme verileridir. Uzun sürele bir işlem olduğu için dekarbürizasyon dikkate alınmalıdır. Soğutma: İşlemin 850 oC değerlerine kadar fırında yapılması iri taneli yapı dolayısıyla uygun olacaktır. Eğer kimyasal element heterojenlik yok yani 3-5 saatlik bir durum ise bu sıcaklıktan sonra havada soğutulması daha ince taneli yapı oluşacağı için yararlıdır. Eğer kimyasal element heterojenlik var ise tamamen fırında soğutma yararlıdır.

7
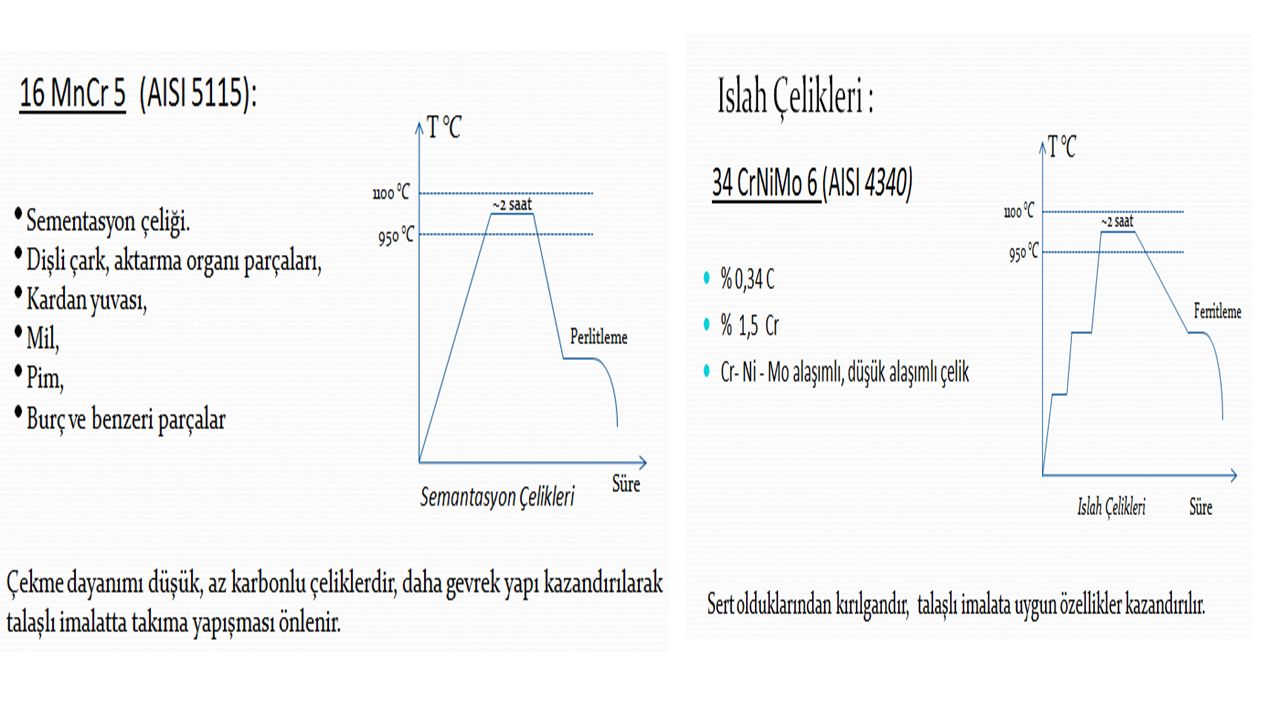
Kaba Tane Tavı Amaç Düşük karbonlu çeliklerde (%C<%0,2), talaşlı işleme kabiliyetini iyileştirmek amacıyla uygulanır. (Örneğin Semantasyon çeliklerinde ) Orta karbonlu Islah çeliklerinde de talaşlı işleme kabiliyetini iyileştirmek amacıyla uygulanır. Tanelerin irileşmesi ile kısa ve kırılgan talaş elde edilir. Malzemenin tanelerinin küçük olması, mekanik özelliklerini artırır. Tanelerin büyük olması malzemeyi gevrekleştirir, daha kırılgan yapar. Tane sınırı bölgelerinde yabancı atomların çökelmesi nedeniyle çeliğin plastik şekil değiştirebilirliği çok azalır. Ancak talaşlı şekillendirmede kırılgan talaş elde edildiğinden çok iyileşme olur. Yapısal dönüşüm
, talaşlı işleme kabiliyetini iyileştirmek amacıyla uygulanır. (Örneğin Semantasyon çeliklerinde ) Orta karbonlu Islah çeliklerinde de talaşlı işleme kabiliyetini iyileştirmek amacıyla uygulanır. Tanelerin irileşmesi ile kısa ve kırılgan talaş elde edilir. Malzemenin tanelerinin küçük olması, mekanik özelliklerini artırır. Tanelerin büyük olması malzemeyi gevrekleştirir, daha kırılgan yapar. Tane sınırı bölgelerinde yabancı atomların çökelmesi nedeniyle çeliğin plastik şekil değiştirebilirliği çok azalır. Ancak talaşlı şekillendirmede kırılgan talaş elde edildiğinden çok iyileşme olur. Yapısal dönüşüm.")
8
Uygulama Planı İri tane tavlamasında çelik, önce A3 dönüşme noktasının üzerindeki (duruma göre 1-2 saat °C arasında ) bir sıcaklığa çıkarak burada belirli bir süre bekletilir. Sonra çok yavaş olarak fırında A1 alt dönüşme noktasına kadar soğutulur. Daha sonra da havada yavaş bir şekilde soğumaya bırakılır . Kaba tane tavlaması ısıl işlem planı
 bir sıcaklığa çıkarak burada belirli bir süre bekletilir. Sonra çok yavaş olarak fırında A1 alt dönüşme noktasına kadar soğutulur. Daha sonra da havada yavaş bir şekilde soğumaya bırakılır . Kaba tane tavlaması ısıl işlem planı.")
10
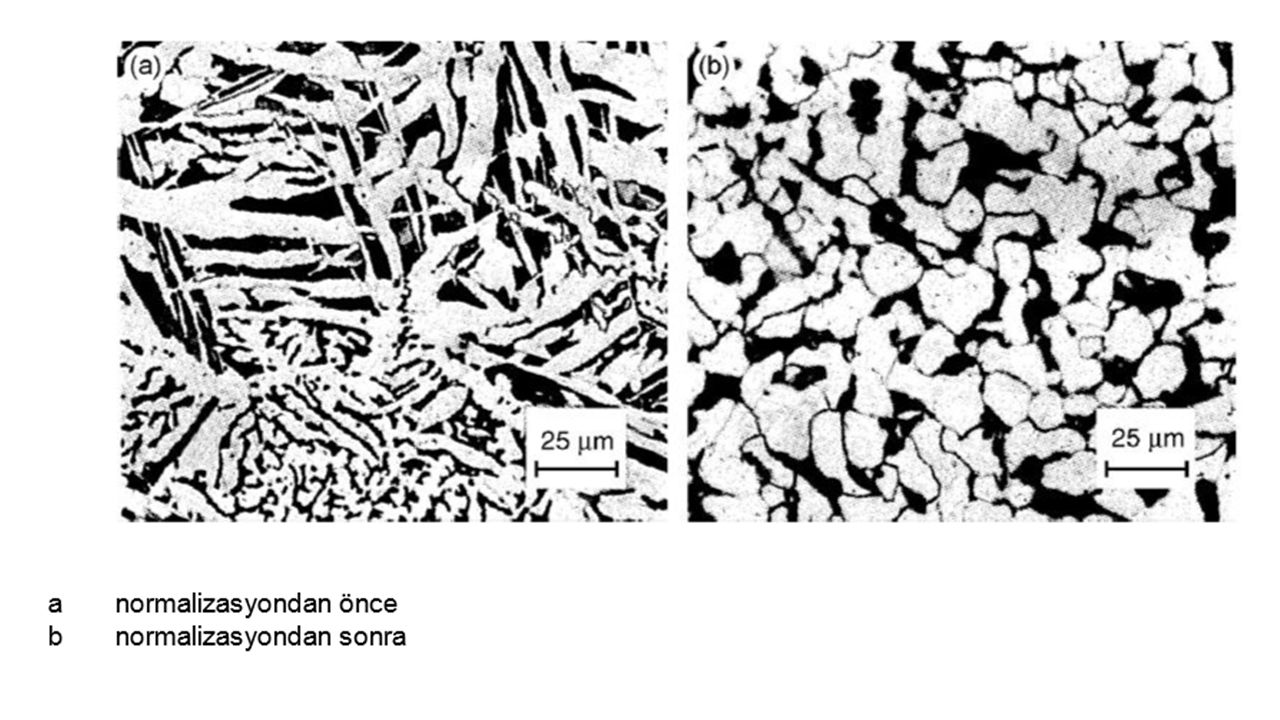
Normalizasyon Tavı Amaç Homojen ince taneli içyapı elde etmek için uygulanır. Bu durumda, mekanik özellikler iyileşmiştir. Tokluk değeri artmıştır. Normalleştirme tavının amacı örneğin dövme veya kaynak için yüksek sıcaklığa ısıtılması sonucu iri taneli hale gelen çeliğin ince taneli bir yapıya getirilmesidir. Normalleştirme esas olarak karbon ve düşük alaşım çeliklerine uygulanır. Bazı mühendislik çeliklerine uygulanan normalizasyon işlemi malzemelerin ilk durumuna göre bunları yumuşatır, sertleştirir veya gerilimlerini giderir. İşlemin amacı döküm, dövme veya haddeleme gibi ön işlem etkilerinden kaynaklanan mevcut homojen olmayan yapıyı talaşlı/talaşsız işlenebilirlik için iyileştirmek veya bazı ürünlerde gerekli son mekanik özellikleri karşılaması içindir. Asıl amaçlarından biri de şekillendirme sonrası çeliğin yapısını düzelterek bir sertleştirme işlemine tatmin edici bir tepki vermesini sağlamaktır.

11
Amaç: tane küçültmek, homojen bir iç yapı elde etmek, ötektoid üstü çeliklerde tane sınırlarında bulunan karbür ağını dağıtmak, çeliklerin işlenme özelliklerini iyileştirmek, mekanik özellikleri iyileştirmek ve yumuşatma tavına tabi tutulmuş çeliklerin sertlik ve mukavemetlerini artırmak şeklinde sıralanabilir. Bu nedenlerle normalizasyon tavı, çeliklere uygulanan son ısıl işlem olabilir. Yapısal dönüşüm

15
Uygulama Planı Normalizasyon tavının amacı nedir?
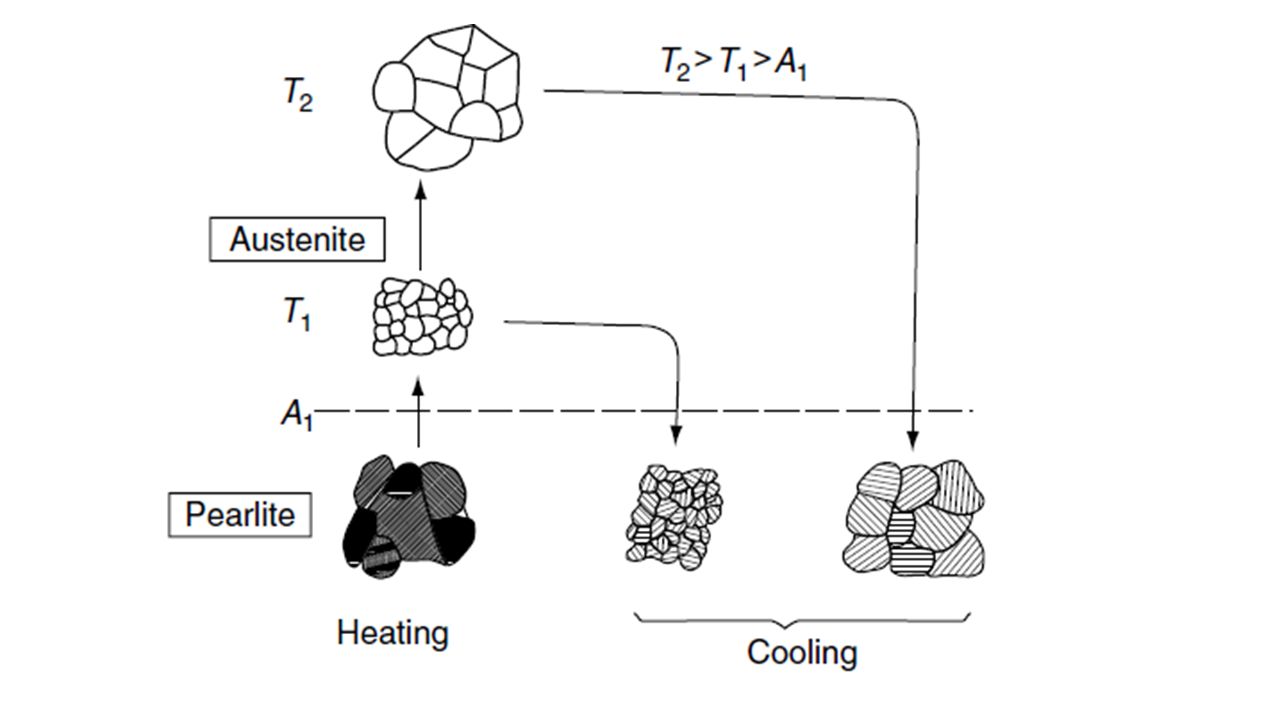
İnce ve homojen taneli çelik hangi ısıl işlemle elde edilir? ( Soğuk işlem görmemiş ) Ostenit bölgesi sıcaklık değeri farklılığı normalizasyon sonucu tane boyutunu nasıl etkiler? Yorumlayınız. Ötektoid altı ve ötektoid üstü çelikler için genel normalizasyon ısıl işlem planı? Normalizasyon tavı için sıcaklık ve süre tayinini yorumlayınız. X çeliğinden, Y boyutundaki bir parça için normalizasyon tavı ısıl işlem planı?*
 Ostenit bölgesi sıcaklık değeri farklılığı normalizasyon sonucu tane boyutunu nasıl etkiler Yorumlayınız. Ötektoid altı ve ötektoid üstü çelikler için genel normalizasyon ısıl işlem planı Normalizasyon tavı için sıcaklık ve süre tayinini yorumlayınız. X çeliğinden, Y boyutundaki bir parça için normalizasyon tavı ısıl işlem planı *")
16
Döküm yöntemiyle şekillendirilmiş parçalarda tane boyutu ve şekli heterojenliği görüldüğünde hangi ısıl işlem uygulanır? Döküm yöntemiyle şekillendirilmiş parçalarda tane boyutu ve şekli heterojenliği yanında kimyasal element dağılımı heterojenliği görüldüğünde hangi ısıl işlem uygulanır? Difüzyon (Homojenleştirme) tavının amacı nedir? Difüzyon (Homojenleştirme) tavı genel ısıl işlem planı? Alaşım elementi ve tane boyutu heterojenlik miktarı difüzyon (Homojenleştirme) tavı ısıl işlem planında sıcaklık, süre ve soğutmayı nasıl etkiler yorumlayınız.* Difüzyon (Homojenleştirme) tavı sonrası parça kullanılmadan hangi ısıl işlem mutlaka uygulanmalıdır? Yorumlayınız. Difüzyon (Homojenleştirme) tavını maliyet olarak yorumlayınız. Kaba tane tavının amacı? Çekme dayanımı az olan çeliklere talaşlı işlem kabiliyeti kazandırmak için hangi ısıl işlem uygulanır? Niçin? Islah çeliklerine talaşlı işlem kabiliyeti kazandırmak için hangi ısıl işlem uygulanır? Niçin? Kaba tane tavı genel ısıl işlem planı? Çekme dayanımı az olan çelikler için ısıl işlem planı? Islah çelikleri için ısıl işlem planı? Kaba tane tavında sıcaklık ve süre değerleri ostenit tane boyutunu nasıl etkiler? Perlitleme ve Ferritleme nasıl yapılır? Yapısal değişim nasıl olur? Mekanik özellikleri nasıldır? Kaba tane tavı sonrası talaşlı imalat ile şekillendirilen parça olduğu gibi kullanılmalı mıdır? Kullanılmadan önce uygulanması gereken ısıl işlem nedir? Yorumlayınız.
 tavının amacı nedir Difüzyon (Homojenleştirme) tavı genel ısıl işlem planı Alaşım elementi ve tane boyutu heterojenlik miktarı difüzyon (Homojenleştirme) tavı ısıl işlem planında sıcaklık, süre ve soğutmayı nasıl etkiler yorumlayınız.* Difüzyon (Homojenleştirme) tavı sonrası parça kullanılmadan hangi ısıl işlem mutlaka uygulanmalıdır Yorumlayınız. Difüzyon (Homojenleştirme) tavını maliyet olarak yorumlayınız. Kaba tane tavının amacı Çekme dayanımı az olan çeliklere talaşlı işlem kabiliyeti kazandırmak için hangi ısıl işlem uygulanır Niçin Islah çeliklerine talaşlı işlem kabiliyeti kazandırmak için hangi ısıl işlem uygulanır Niçin Kaba tane tavı genel ısıl işlem planı Çekme dayanımı az olan çelikler için ısıl işlem planı Islah çelikleri için ısıl işlem planı Kaba tane tavında sıcaklık ve süre değerleri ostenit tane boyutunu nasıl etkiler Perlitleme ve Ferritleme nasıl yapılır Yapısal değişim nasıl olur Mekanik özellikleri nasıldır Kaba tane tavı sonrası talaşlı imalat ile şekillendirilen parça olduğu gibi kullanılmalı mıdır Kullanılmadan önce uygulanması gereken ısıl işlem nedir Yorumlayınız.")
17
Minimum % 0,3 C soğuk dövme için / Minimum % 0,5 C talaşlı imalat için
Küreselleştirme Tavı Amaç Plastik deformasyon veya talaşlı imalatla şekillendirme için çok sert olan orta veya yüksek karbonlu çeliklerde uygulanır. Minimum % 0,3 C soğuk dövme için / Minimum % 0,5 C talaşlı imalat için (Adapted from Fig , Callister, 7e. (Fig copyright United States Steel Corporation, 1971.) 60 m a (ferrite) (cementite) Fe3C Yapısal dönüşüm
 60 m. a. (ferrite) (cementite) Fe3C. Yapısal dönüşüm.")
18
Uygulama Planı Küreselleştirme tavı aşağıdaki yöntemlerden biri ile gerçekleştirilir: Çelik malzeme Ac1 çizgisinin hemen altındaki bir sıcaklığa (örneğin 700oC) uzun süre (15-25 saat) tavlanır. Çelik malzeme, düşük kritik sıcaklık çizgisinin (Ac1) hemen altında ve üstündeki sıcaklıklar arasında ısıtılıp soğutulur, yani salınımlı olarak tavlanır. Malzeme Ac1 kritik sıcaklık çizgisinin üzerindeki bir sıcaklıkta tavlandıktan sonra ya fırında çok yavaş soğutulur, ya da Ac1 çizgisinin hemen altındaki bir sıcaklıkta uzunca bir süre tutulur.
 uzun süre (15-25 saat) tavlanır. Çelik malzeme, düşük kritik sıcaklık çizgisinin (Ac1) hemen altında ve üstündeki sıcaklıklar arasında ısıtılıp soğutulur, yani salınımlı olarak tavlanır. Malzeme Ac1 kritik sıcaklık çizgisinin üzerindeki bir sıcaklıkta tavlandıktan sonra ya fırında çok yavaş soğutulur, ya da Ac1 çizgisinin hemen altındaki bir sıcaklıkta uzunca bir süre tutulur.")
19
Minimum % 0,25 ve üzeri karbonlu çeliklere soğuk işlem (PŞV) kabiliyeti kazandırmak için hangi ısıl işlem uygulanır? Minimum % 0,50 ve üzeri karbonlu çeliklere talaşlı işlem kabiliyeti kazandırmak için hangi ısıl işlem uygulanır? Ötektoid altı ve ötektoid üstü çelikler için genel Küreselleştirme (Yumuşatma) tavı ısıl işlem planı? Sıcaklık ve süre değerlerinin küreleşme derecesine ve mekanik özelliklere etkilerini yorumlayınız. Küreselleştirme (Yumuşatma) tavı süresi üzerine başlangıç tane yapısının etkisini yorumlayınız.
 tavı ısıl işlem planı Sıcaklık ve süre değerlerinin küreleşme derecesine ve mekanik özelliklere etkilerini yorumlayınız. Küreselleştirme (Yumuşatma) tavı süresi üzerine başlangıç tane yapısının etkisini yorumlayınız.")
20
YOKTUR Gerilim Giderme Tavı Amaç
Gerilim giderme tavı; şekil verme, döküm veya kaynak işlemlerinden doğan iç gerilmeleri azaltmak için uygulanır. Plastik deformasyonun, üniform olmayan soğutmanın, faz dönüşümlerinin neden olduğu gerilmeleri gidermektir. Bir iş parçasında kaynak, döküm, tel çekme, haddeleme, sertleştirme vb işlemler sonucu iç gerilmeler oluşur. Gerilim Giderme Demir ve demir-dışı metallere uygulanır, talaşlı işlem, soğuk şekillendirme ve kaynak gibi ön imalat işlemleriyle meydana gelen iç kalıcı gerilimleri gidermek amacındadır. Bunlar uygulanmaz ise daha sonraki işlemler kabul edilemeyecek çarpılmalara neden olabilir ve/veya malzeme kullanımda gerilim korozyon çatlamaları gibi problemlerle karşılaşabilir. İşlem, malzeme yapısında veya mekanik özelliklerinde belirgin bir değişiklik amaçlamaz ve bu nedenle nispeten düşük sıcaklıklarla sınırlıdır. Yapısal dönüşüm YOKTUR

21
İşlem 550-650 oC sıcaklığa çelik parçaları ısıtıp, yavaş soğutarak yapılır.
Uygulama Planı Gerilim giderme tavının amacı? Kaynak, Döküm, Sıcak ve soğuk PŞV, Kaplama vb. işlemler sonrası iç gerilmeler oluşan parçaların kullanımı uygun mudur? Yorumlayınız. Kullanımı uygun değil ise hangi ısıl işlem uygulanmalıdır? Kaynak, Döküm, Sıcak ve soğuk PŞV vb. işlemler sonrası iç gerilmeler oluşan parçalar ve Kaplama vb. işlemler sonrası iç gerilmeler oluşan parçalar için genel gerilim giderme tavı ısıl işlem planları? Gerilim giderme tavında sıcaklık ve süre değerlerinin kalıntı gerilim değeri azalışına etkilerini yorumlayınız.* X parçası için gerilim giderme tavı ısıl işlem planı?

22
Yeniden Kristalleştirme ( Rekristalizasyon ) Tavı
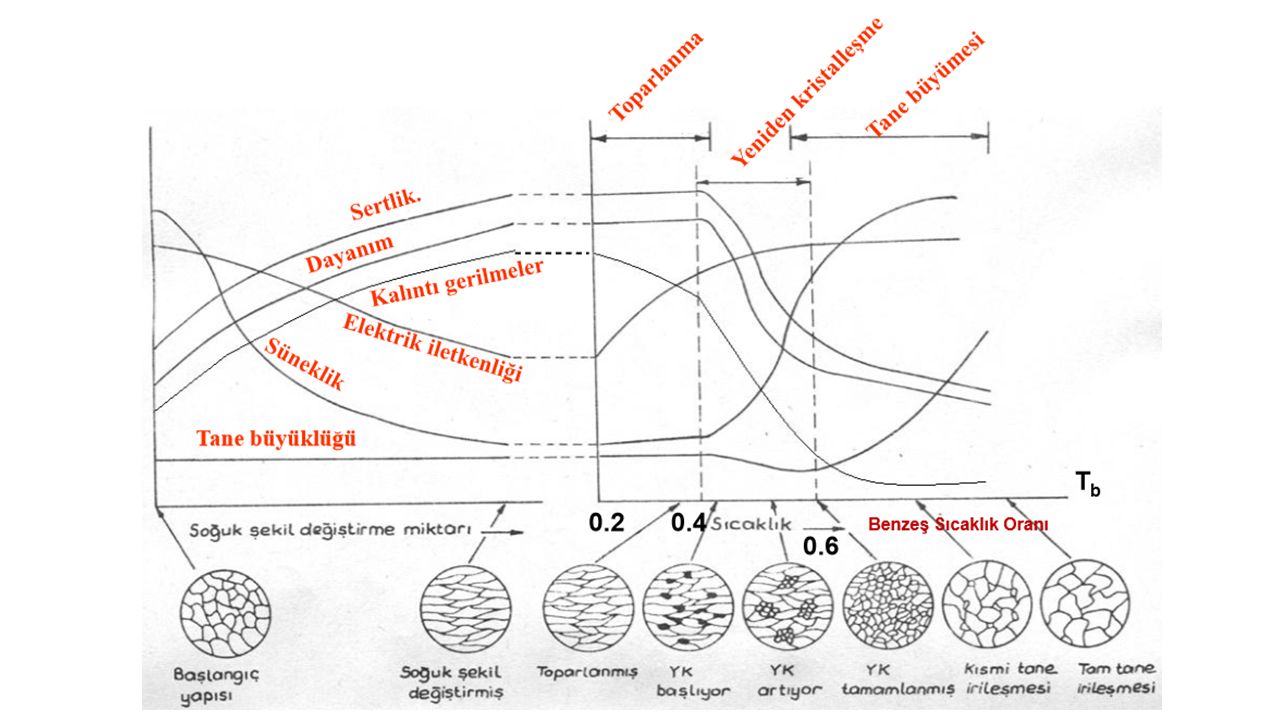
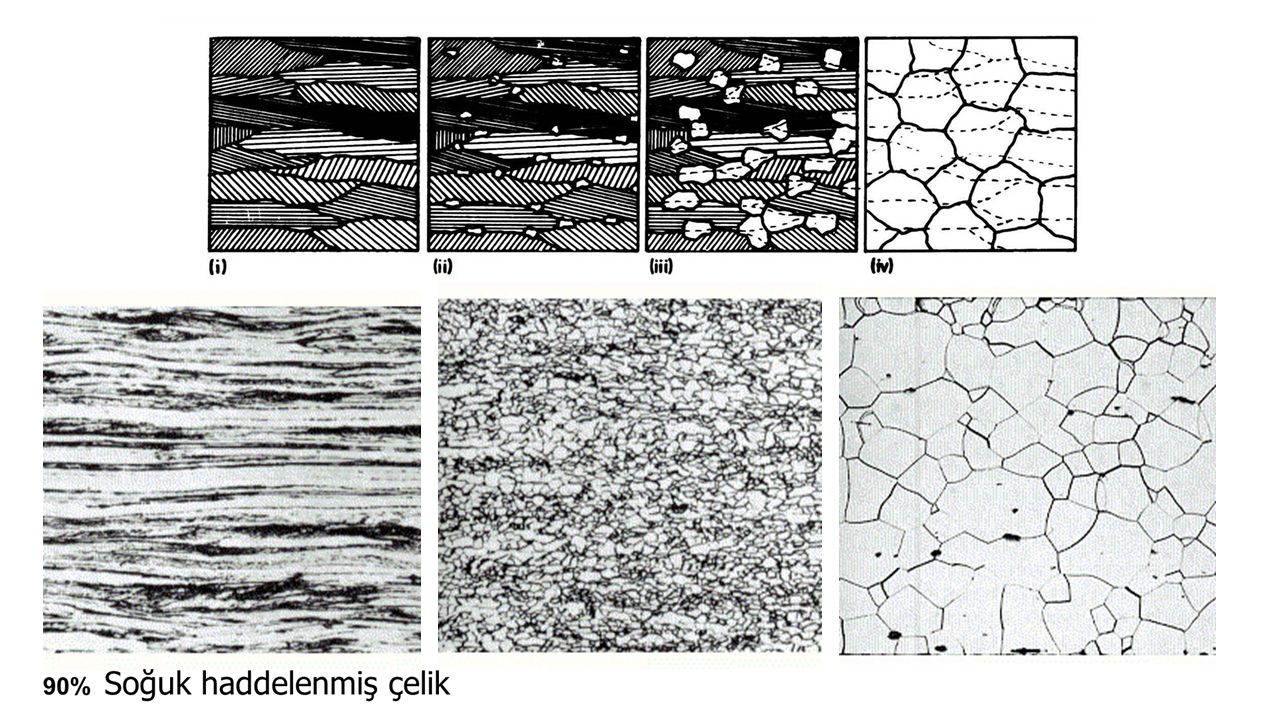
Amaç Plastik şekil değiştirme sonucu kristal ve tane yapısı bozulmuş, iç gerilmeler oluşmuş bir metal malzemede, yeni tanelerin oluşmasını ve bu arada gerilme giderilmesini de sağlayan ısıl işlemdir. Bu şekilde parça hem, şekil değişimi öncesi özelliklerini kazanırken, hem de ince taneli bir yapı elde edilir.

26
Tavlamadan sonraki iç yapı;
İç gerilmeler azalmış Taneler küçük ve eş eksenli Yapıda homojenlik var Dislokasyon yoğunluğu azalmış Soğuk şekil verdikten sonra iç yapı; İç gerilmeler yüksek Taneler uzamış Yapıda homojenlik yok Dislokasyon yoğunluğu yüksek

27
Çelikler için sıcaklık, 450-700 oC arasıdır.
X5CrNi1810 yüksek alaşımlı çeliğine yeniden kristalleştirme tavlaması uygulama planı;

29
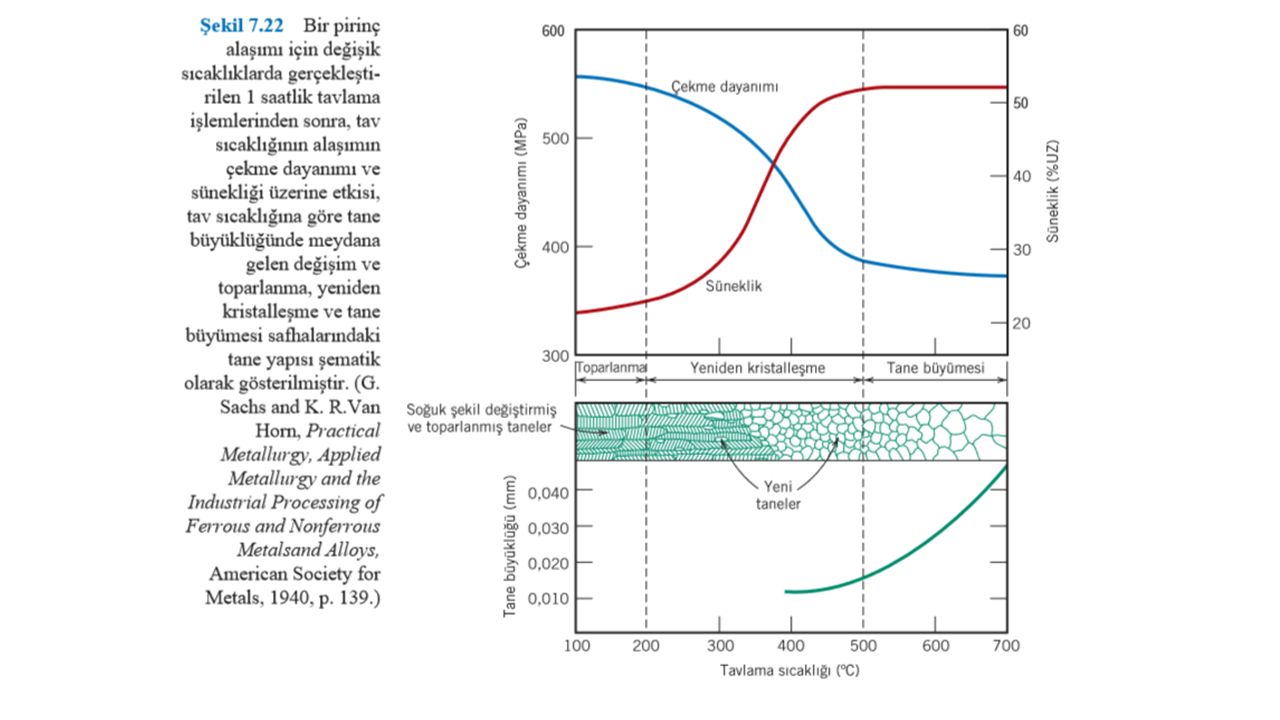
Soğuk şekil değiştirme oranı fazla ise ince taneli iç yapı oluşur.
Tavlama sonrasında oluşan tane boyutu, malzemeye uygulanan soğuk şekil değiştirme oranına bağlıdır. Soğuk şekil değiştirme oranı fazla ise ince taneli iç yapı oluşur. Tane büyüklüğünü, tav sıcaklığı da etkiler, yeniden kristalleştirme sıcaklığı yüksek tutulursa kaba taneler oluşur. Yeniden kristalleştirmede tav süresi, tavlama sıcaklığı ve şekil değiştirme oranına uygun olarak seçilir. Tavlama sonucunda, malzemenin dislokasyon yoğunluğu azaldığından, malzeme başlangıç sünekliğine kavuşur. Yüksek alaşımlı çelikler gibi dönüşüm göstermeyen çeliklerde tane boyutu küçültme işlemi yeniden kristalleştirme tavlamasıyla yapılır. Yeniden kristalleştirme ( Rekristalizasyon, Yeniden billurlaştırma ) tavının amacı? Soğuk PŞV sonrası dislokasyon yoğunluğu artmış ve taneleri yönlenmiş çeliklerin dislokasyon yoğunluğunu normale döndürmek ve homojen ince taneli yapı elde etmek için hangi ısıl işlem uygulanır? Yeniden kristalleştirme tavı yapısal dönüşüm aşamalarını açıklayınız. Yeniden kristalleştirme tavı genel ısıl işlem planı? Sıcaklık – Süre – Deformasyon miktarı ilişkilerini yorumlayınız. Üst değerde sıcaklık seçimi yeniden kristalleşme tane boyutunu nasıl etkiler? Çok ince yeniden kristalleşmiş taneli yapıyı nasıl elde edersiniz.
 tavının amacı Soğuk PŞV sonrası dislokasyon yoğunluğu artmış ve taneleri yönlenmiş çeliklerin dislokasyon yoğunluğunu normale döndürmek ve homojen ince taneli yapı elde etmek için hangi ısıl işlem uygulanır Yeniden kristalleştirme tavı yapısal dönüşüm aşamalarını açıklayınız. Yeniden kristalleştirme tavı genel ısıl işlem planı Sıcaklık – Süre – Deformasyon miktarı ilişkilerini yorumlayınız. Üst değerde sıcaklık seçimi yeniden kristalleşme tane boyutunu nasıl etkiler Çok ince yeniden kristalleşmiş taneli yapıyı nasıl elde edersiniz.")















>")

 ostenit içinde karbon difüzyonu ve düşük sıcaklıklarda (≈ 750 oC) ferrit içinde mangan difüzyonu sonucu.>")






