Sunuyu indir
1
MAKİNE ELEMANLARI Prof.Dr.Mehmet Tunç ÖZCAN

2
TOLERANS YÜZEY İŞLEME VE SATANDART SAYILAR

3
Tolerans üretilen makine parçalarında hataların yönetilmesidir.

4
Üretmin yapısı gereği peşpeşe üretilen parçalar tam olarak birbirine benzemez. Özellikle ölçü farklılıkları bunun temel kaynağıdır. Üretim sırasında ortaya çıkan hatalar bu farklılaşmaya neden olur. Hataların kaynağı; -Tezgah hataları. -Takımdan kaynaklanan hatalar. -Bağlama aparatlarından kaynaklanan hatalar. -malzemeden kaynaklanan hatalar. -ölçme hataları ve ölçme aygıtlarından kaynaklanan hatalar. -Çevre etkisiyle oluşan hatalar. -Operatörden kaynaklan hatalar.

6
Örneğin, çapı 42 mm olması istenen bir pimden üretilen yüz adedini 1/20 mm duyarlılıkla ölçsek ve şu sonuçları alsak 42,25; 42,20; 42,10; 42,05; 41,95; 41,90; 42,30; 41,85… göreceğiz ki içerisinde hiç (42,00 mm) boyutlarında işlenmiş bir parça yok. Bunların hepsi de anma ölçümüzden büyük yada küçük. Bu durumda hepsi de hatalımı kabul edilecek.

7
Önemli olan bizim ne büyüklükte hataya izin vereceğimizdir. Bu hata payımız bizim “tolerans”ımızdır. Toleransların dar tutulması maliyeti artırır, geniş tolerans alanı ise kaliteyi olumsuz etkiler. Toleransı olması gerektiği değerde tutmak, toleransı planlamak, yönetmek gerekir. “Mümkün olduğu kadar kaba, gerekli olduğu kadar hassas”

8
Toleransların dar tutulması maliyeti artırır, gereğinden dar bir tolrans, başka deyişle hassas bir ölçüyü elde etmek için yüksek kalitede tezgah gerekir. Ayrıca yüzey kalitelerini de artırmak gerekir. 0,01 mm duyarlılıkta bir ölçü toleransını kaba torna ile yakalmamız olanaksızdır. Bu durumda hassas tornalama ve taşlama işlemlerine gereksinim duyulur. Bu da işleme maliyetlerini artırır.

9
Geniş tolerans alanı ise kaliteyi olumsuz etkiler. Diğer yandan maliyeti düşük tutmak için kaba toleranslarla çalışmaya kalkınca da makinanın hassasiyeti düşer. 0,1 mm hata ile işlenmiş parçalar birlikte çalıştığında bazıları aşırı boluklu çalışırken bazıları ise çok sıkı olan geçmeler ortaya çıkar. Montajlanan parçalardan istenen özellikte makine elde etmek zorlaşır. Makine kalitesi düşer.

10
Bu örneklerden de anlaşıldığı gibi ne kadar duyarlı yada kaba bir ölçü toleransıyla çalışılacağına kara vermek çok önemlidir. Hataların yönetilmesi yani toleransın planlanması makine imalatının çok önemli bir konusudur. Toleransın planlanması ve yönetilmesi sadece teknik değil aynı zamanda ekonomik sonuçları olan bir konudur ve doğrudan maliyeti etkiler.

11
Toleransların gösterilmesi

12
Yukarıdaki örnekte hata payımız ( 0,10 mm) olarak belirlersek (42,10 mm ile 41,90 mm) arasındaki ölçüleri doğru kabul edeceğiz anlamı çıkar. Bu durumda toleransımız ( 0,10 mm) olarak belirlenmiştir. Bu tolrans için doğru kabul edilenler (42,10; 42,05; 41,95; 41,90 mm ölçülü parçalardır) Hatlı olanlar ise (42,25; 42,20; 42,30, 41,85 mm) Bu uygulamada tolerans alanımız (0,10+0,10=0,20 mm) dir. Toleransın genişliğine karar vermek önemlidir. 42,25; 42,20; 42,10; 42,05; 41,95; 41,90; 42,30; 41,85…
 olarak belirlenmiştir. Bu tolrans için doğru kabul edilenler (42,10; 42,05; 41,95; 41,90 mm ölçülü parçalardır) Hatlı olanlar ise (42,25; 42,20; 42,30, 41,85 mm) Bu uygulamada tolerans alanımız (0,10+0,10=0,20 mm) dir. Toleransın genişliğine karar vermek önemlidir. 42,25; 42,20; 42,10; 42,05; 41,95; 41,90; 42,30; 41,85….")
13
Toleransın genişliğine karar vermek önemlidir. Burada tolerans alanını 0,15 olarak, başka deyişle 0,30 mm belirlersek 42,25 dışındaki parçaların hepsi doğru kabul edilir. 42,25; 42,20; 42,10; 42,05; 41,95; 41,90; 42,30; 41,85…

14
Tolerans alanının daha geniş tutulması daha az duyarlı tezgâhlarla ve daha yüksek kapasitede üretim yapmamıza olanak verir ve maliyetleri azaltma olanağı sağlar. Ancak kalite düşer. Kaliteyi etkileyen unsurlardan biri her üretilenin bir öncekine benzerliği ise bu benzerlik ölçüler arasındaki farkın azlığı ile korunabilir. Makinalar için farklı kalite sınıfları belirlenmiştir.

15
Her üretim kullanım alanına göre bir kalite sınıfı oluşturulmuştur. Bu kaliteler “uluslar arası alıştırma kalitesi” anlamına gelen “IT “harfleri ile tanımlanır. Alıştırma kalite sınıfları ise 20 adettir. IT01 en kaliteli veya bir başka deyişle en duyarlı makine üretim kalitesini IT18 ise en kaba kaliteyi belirler.

16
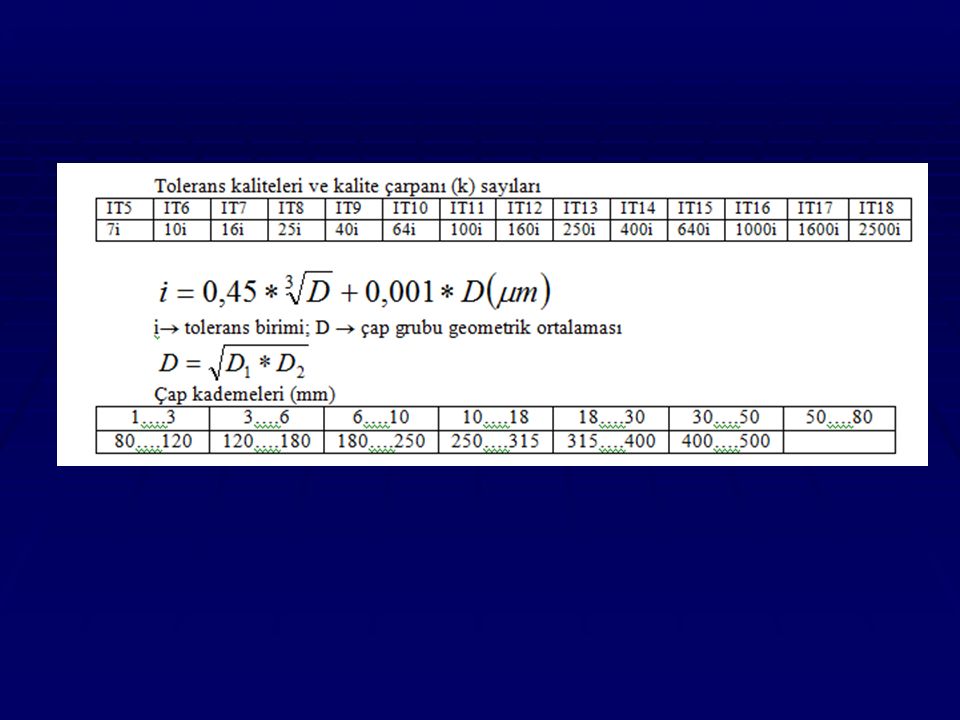
Bu alıştırma kalite sınıflarından hareketle tolerans alanının genişliği hesaplanabilmektedir. IT numarasıUygulandığı yerler 01; 0; 1; 2; 3 Ölçme aletleri ve ölçü mastarları 4; 5; 6 Hassas cihaz tekniği, takım tezgâhları, uçak ve uzay sanayi 7; 8; 9 Genel makine imalatı, otomotiv sanayiyi 10; 11; 12 Bazı tarım makineleri ve benzeri 13; 14; 15; 16;17; 18 döküm, çelik yapılar ve kaba işler.

17
T=k*i Tolerans alan genişliği (T) kalite çarpanı (k) ile tolerans biriminin çarpılmasıyla elde edilir. Örneğin 42 mm çaplı bir mil için IT8 kalitesinde bir işleme için tolerans alanı genişliği aşağıdaki gibi hesaplanabilir. Önce çap değeri hesaplanır. Bu çap (42 mm) çap grubu (30-50mm) grubudur. Buradan geometrik ortalaması hesaplanır. = 38,72 mm. Tolerans birimi hesaplanır. 1,56 IT8 kalitesinin kalite çarpanı k=25 Tolerans alanı T= 25 * 1,56= 39 m
 çap grubu (30-50mm) grubudur. Buradan geometrik ortalaması hesaplanır. = 38,72 mm. Tolerans birimi hesaplanır. 1,56 IT8 kalitesinin kalite çarpanı k=25 Tolerans alanı T= 25 * 1,56= 39 m.")
19
T=k*i Örneğin 42 mm çaplı bir mil için IT8 kalitesinde bir işleme için tolerans alanı genişliği aşağıdaki gibi hesaplanabilir. Önce çap değeri hesaplanır. Bu çap (42 mm) çap grubu (30-50mm) grubudur. Buradan geometrik ortalaması hesaplanır. D= 38,72 mm. Tolerans birimi hesaplanır. i=1,56 IT8 kalitesinin kalite çarpanı k=25 Tolerans alanı T= 25 * 1,56= 39 m (0,039 mm)
 çap grubu (30-50mm) grubudur. Buradan geometrik ortalaması hesaplanır. D= 38,72 mm. Tolerans birimi hesaplanır. i=1,56 IT8 kalitesinin kalite çarpanı k=25 Tolerans alanı T= 25 * 1,56= 39 m (0,039 mm).")
20
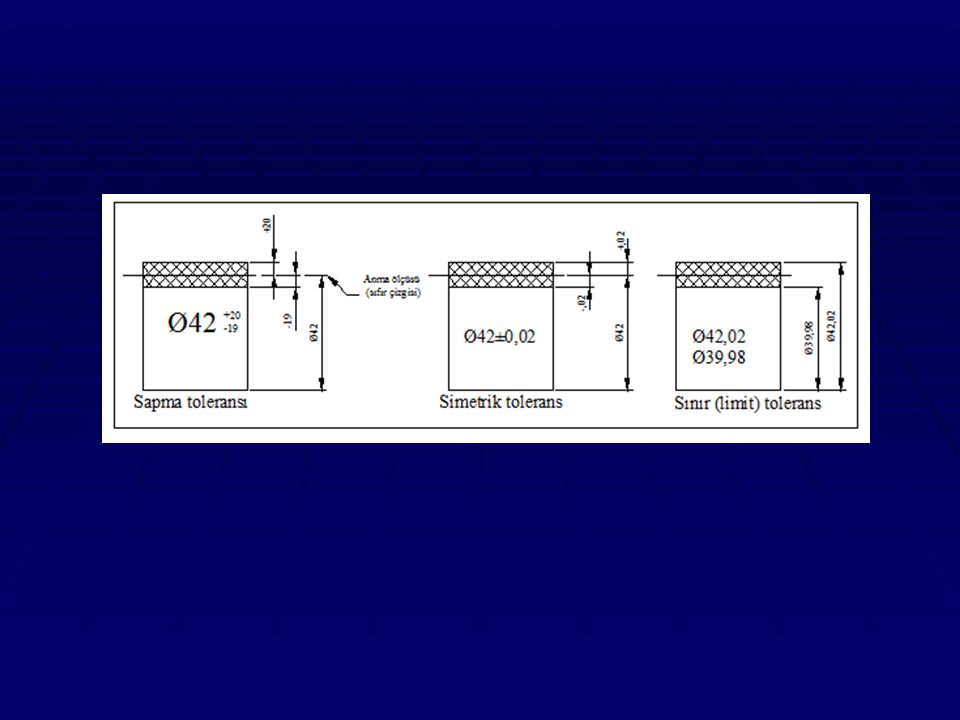
Bu hesaplanan değer mil veya delik için olası en küçük çap değeri ile olası en büyük çap değeri arasında ki farkı ifade eder. Hesaplanan değer ( 39 m) anma çapımızın (42 mm) hata genişliğidir. Eğer (42,00 mm) ölçüyü sıfır çizgisi olarak kabul edersek bu hatayı örneğin (-19 m ) sıfırın altı ve (+20 m) sıfırın üstü olarak aldığımızda yani genişliği eşit dağıttığımızda en küçük ölçümüz ( 42,00– 0,019=41,981mm) ve en büyük ölçümüz (42,00+0,020=42,020 mm) olacaktır. Bu değerleri ölçü üzerine aşağıdaki gibi yazabiliriz.
 anma çapımızın (42 mm) hata genişliğidir. Eğer (42,00 mm) ölçüyü sıfır çizgisi olarak kabul edersek bu hatayı örneğin (-19 m ) sıfırın altı ve (+20 m) sıfırın üstü olarak aldığımızda yani genişliği eşit dağıttığımızda en küçük ölçümüz ( 42,00– 0,019=41,981mm) ve en büyük ölçümüz (42,00+0,020=42,020 mm) olacaktır. Bu değerleri ölçü üzerine aşağıdaki gibi yazabiliriz..")
21
Anma ölçüsünden sapma miktarını gösteren tolerans verme biçimidir. Sapma toleransı denen bu gösterim yanında simetrik tolerans adı verilen şekilde alt ve üst sınır değerlerde verilebilir (42 0,02). Bu durumda hata payı anma ölçüsünün alt ve üstünde eşit olarak yayılmış olur. Diğer yandan Sınır değer (limit) verilerek tolerans gösterilebilmektedir. Örneğin, (42 0,02) şeklindeki toleransı alt değer ( 42–0,02 =39,98) ve Üst değer (42+0,02= 42,02) değerleri kullanılarak ( 39,98; 42,02) değerleri ölçü çizgisi üst ve alt kısmına yazılarak gösterilebilir.
. Bu durumda hata payı anma ölçüsünün alt ve üstünde eşit olarak yayılmış olur. Diğer yandan Sınır değer (limit) verilerek tolerans gösterilebilmektedir. Örneğin, (42 0,02) şeklindeki toleransı alt değer ( 42–0,02 =39,98) ve Üst değer (42+0,02= 42,02) değerleri kullanılarak ( 39,98; 42,02) değerleri ölçü çizgisi üst ve alt kısmına yazılarak gösterilebilir..")
23
Tolerans alanları Yukarıda hesaplanan tolerans alanının mil ve delik için sıfır çizgisi etrafındaki dağılımını düzenleyerek farklı geçme özellikleri elde edilebilir. Milin ve deliğin bu farklı ölçü düzenlemeleri sonucunda bir birine boşluklu takılabileceği gibi çakarak takılabilen sıkı geçmeler de elde edilebilir.

24
Bu düzenlemede tolerans alanı örnek olarak mil için delik için de şeklinde düzenlenebilir. Bu durumda deliğin en küçük çapı milin en büyük çapında olacağı için bu mil ve delikle sağlanacak tüm geçmeler döner geçme özelliğinde olacaktır

26
Bu toleranslar ile üretilmiş yüzlerce mil ve yüzlerce delik montajda bir araya getirilirken rastgele bir eşleşme olacaktır. Bu rastgele eşleşmelerde en uç durumlar milin en büyük, deliğin en küçük ve milin en küçük, deliğin en büyük durumudur. İstenen, bu her iki durumda da sağlanan geçmelerin hareketli olmasıdır. Bu örnekte bu sağlanmaktadır.

27
Toleransın genişliği yanında alanın bulunduğu yeri de ayarlamak için tolerans alanları tanımlanmıştır. Tolerans alanının sıfır çizgisine göre yerini ifade etmek üzere oluşturulan bölgeler harflerle ifade edilmektedir. Miller küçük harfle ve delikler büyük harfle ifade edilmektedir.

28
Tolerans alnının sıfır çizgisi alt ve üstüne eşit dağıldığı bölgeye (j veya J) alanı denir. Sıfırdan büyük çapların oluştuğu delik tolerans alanları A’dan G’ye kadardır. K’dan Z’ye kadar olan alanlar ise deliğin sıfır çizgiden küçük olduğu çapları veren tolerans bölgesini işaret eder.

29
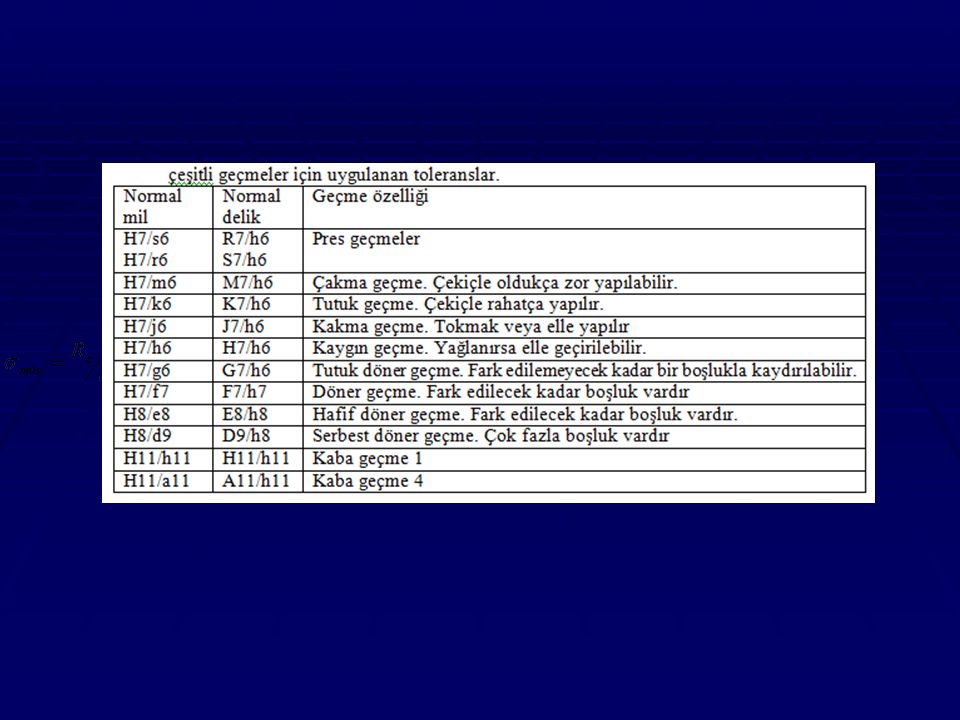
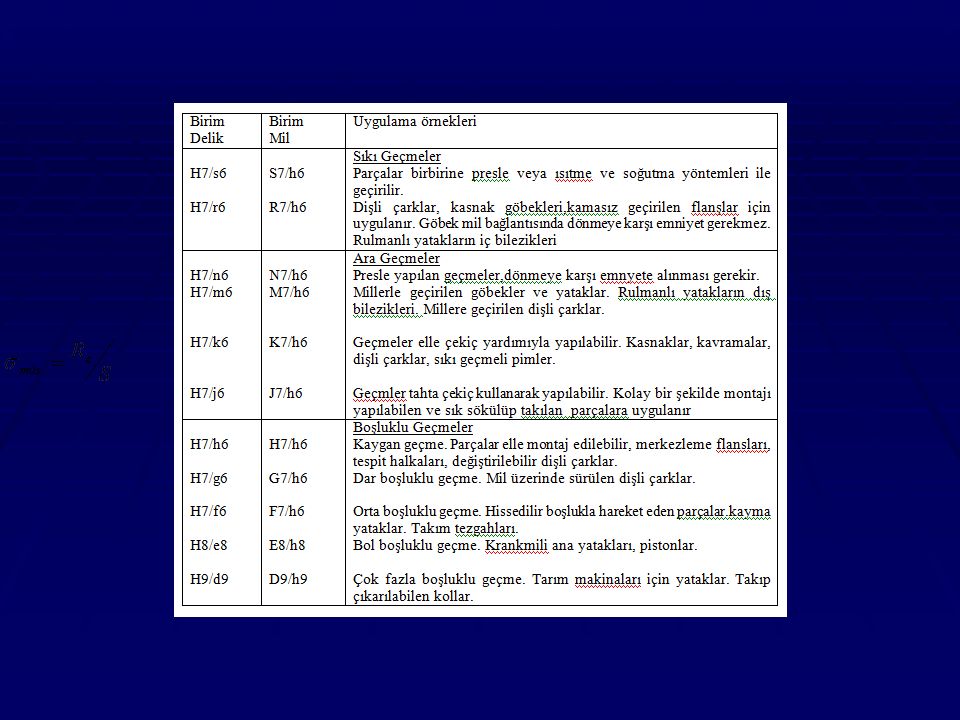
Hem mil hem de delik için (h,H) toleransı özel bir alandır. Milin h toleransı alanı sıfır ile eksi değer arasındadır. Milin H tolerans alanı sıfır ile artı değer arasındadır. Hem delik hem de mil tolerans alanı ve IT kalitesi belirtilerek geçmeler sağlanır. H7f8, H7n6, C11h9 gibi gösterilerek ölçü çizgisi üzerine ve anma çapının yanına yazılır.

30
H7f8 Örnekteki (H) delik tolarans alanını ve IT7 kalitesini ifade eder. Aynı deliğe takılacak milin toleransı alanı ise (f) olup IT kalitesi 8 dir
 olup IT kalitesi 8 dir.")
31
Uygulamada bir mil birkaç deliğe takılıyor ve her delikte farklı geçmeler oluyorsa, bu durumda milin tolerans tektir. Delikler farklı toleransta işlenirler. Bu uygulama birim mil sistemi olarak adlandırılır. Delik tolerans tek olup miller farklı işlenirse de buna birim delik sistemi denir.

34
Uzunluk toleransının verilmesi. Uzunluk toleransları da ölçü ile beraber verilmelidir. Uzunluklar için tolerans daha basit olup artan ölçü değerine bağlı olarak büyüyen tolerans değerleri kullanılır. Uzunluk toleransları ölçüye simetrik hata payı verilerek ifade edilir. Örneğin (1200 4).
..")
35
Açı toleransı Açı ölçülerinin toleransı da uzunluk ölçüleri gibi verilmektedir. Açı ölçüsü ile beraber verilen basit bir tolerans gösterimine sahiptir. Açı toleransı simetrik (30 ±1 ) olarak verilebildiği gibi sapma (30 -1 ) ve sınır tolerans değeri ( 30,01 ; 29,99 ) olarak ta verilebilmektedir.
 olarak verilebildiği gibi sapma (30 -1 ) ve sınır tolerans değeri ( 30,01 ; 29,99 ) olarak ta verilebilmektedir..")
36
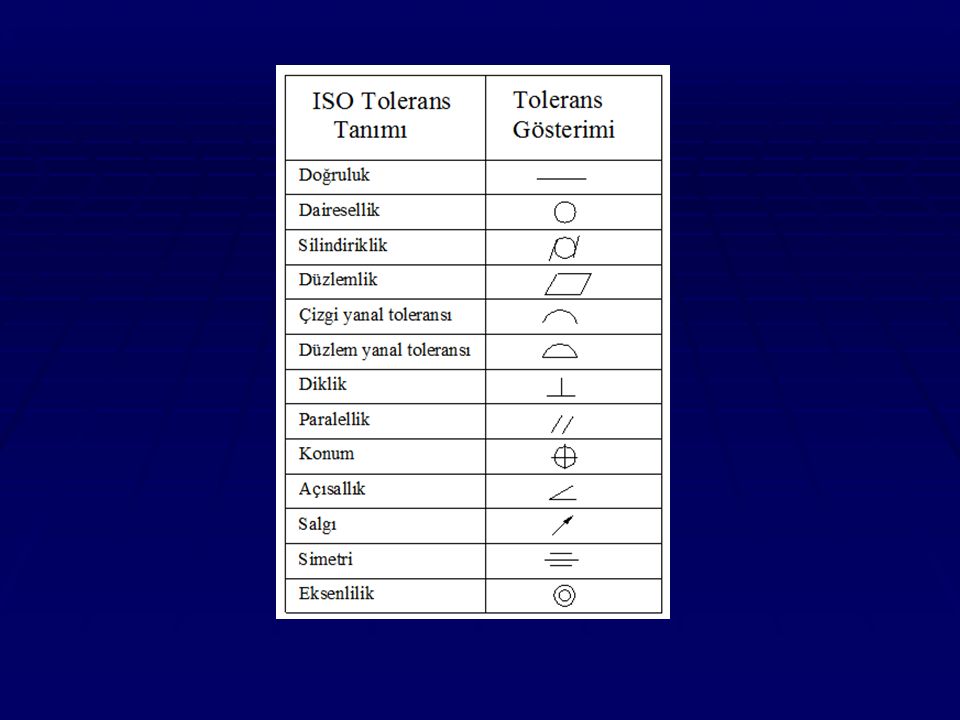
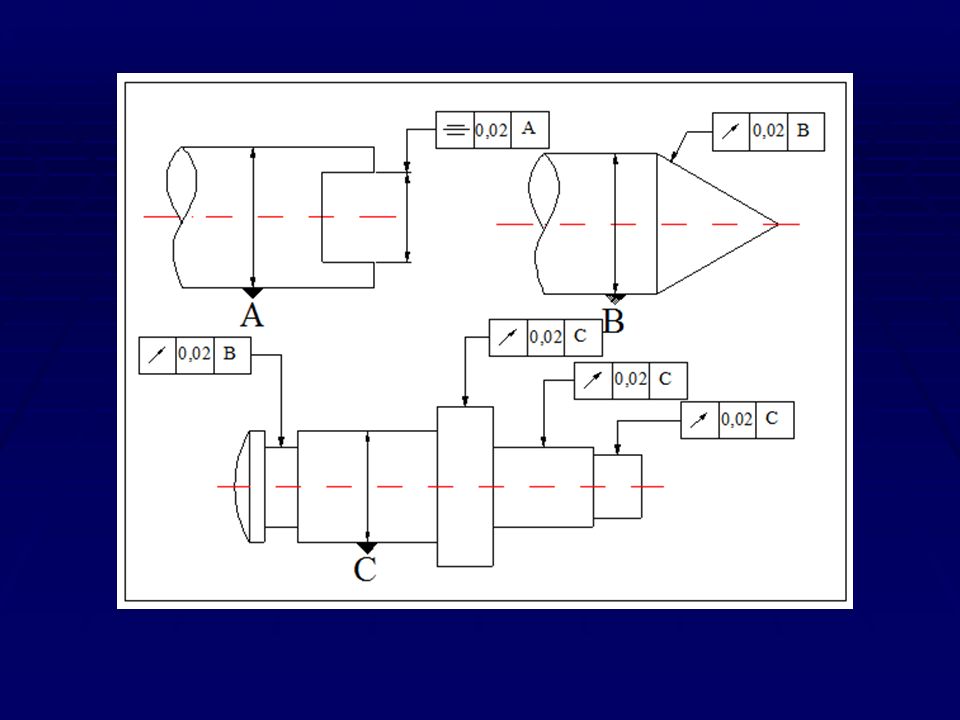
Kaçıklık ve paralellik toleransı Parçanın simetrik olması durumunda simetri ekseni etrafında parçanın ölçüsünün dağılımı da önem kazanır. Simetri ekseni etrafında oluşan hata kaçıklık olarak tanımlanır. Form ve Konum Toleranslarının Gösterilmesi Teknik resimde verilen bir parçanın torna, freze, planya gibi talaş kaldırarak işleme yapan tezgâhlarda üretimi sırasında ortaya çıkan bir kısım hatalar vardır. Bunlar paralellik, salgı, düzlemsellik, simetriklik, konum, silindiriklik, diklik ve eksenlilik hatasıdır.

38
Form ve Konum toleransı belirtilirken bir referans (karşılaştırma düzlemi veya temel düzlem) belirtilerek yapılır. Hata bu referansa göre ölçülerek değerlendirilir. Konum toleransı verilen resimlerde büyük harfle işaretli bazı referans noktaları veya yüzeyleri belirtilir. Hangi tolerans hangi referansa göre belirtiliyorsa toleransın yanına referans harfi yazılır. Konum toleransı bitişik kutular içerisine yazılmış üç bilgiden oluşur. 1-Tolerans sembolü 2-Tolerans değeri 3-Referans harfi

40
Yüzey işaretleri ve Yüzey işleme Bunun yanında yüzey kalitesinin belirtilmesinde halen üçgen işaretlerinin kullanıldığı görülmekle birlikte artık gösterimin N kaliteleri ile verilmesi daha doğrudur. Burada verilecek kalite sınıfının parçanın işlenmesinde uygulanacak yöntemle sıkı sıkıya bağlı olduğunu tekrar hatırlatmakta yarar vardır. Yüzey kalitesi olarak istenen her hassasiyet karşılığında daha hassas tezgâhlarda yeniden işlenmesi zorunluluğu ortaya çıkar. Kaba talaşla işlenen N10 kalitesinde bir parçada tornada dikkatlice talaş alınması bu yüzey için yeterlidir. Ancak N3 kalitesine ulaşmak için tornalamak yeterli olmaz. Tornalama işleminden sonra taşlama ve ince taşlama işlemleri ve parlatma işlemine gerek duyulur. Ayrıca her malzemenin, her çelik kalitesinin de istenen yüzey kalitesinde işlenmesi mümkün olmaz. Ancak malzemenin çoğunlukla çelik ve metal malzemenin dokusu müsaade ettiği oranda pürüzlülüğü düşük yüzeyler elde edilebilir.

42
Yüzey pürüzlülük kaliteleri *N1,N2 ve N3 çok hassas işler uygulanırlar. Bu tür yüzeyler ayna parlaklığında olurlar. Son işlemler honlama, bakır diskle parlatma gibi işlemlerdir. Bu kaliteler mastarlar ve çok hassas paçalar için uygulanır. *N4, N5 ve N6 kaliteleridir. Bu yüzey kalitelerine taşlama ile ulaşılır. Hassas parçalar, dar tolerans aralıklarında işlenen parçalar için öngörülen yüzey kaliteleridir. *N7,N8 ve N9 kaliteleridir. Bu kalitelere talaş kaldırma işlemleri sonrası ulaşılabilir. Genel makine imalatında uygulanır. *N10,n11 ve N12. Kaba yüzeyler için kaliteleri uygulanır bu yüzey kalitelerine kaba talaşla işleme ve talaşsız işlemlerle ulaşılır. Kuma döküm, kalıpta dövme, haddeleme, pres ve kokil döküm ve eksturzion (fışkırtma döküm) yöntemleri talaşsız işleme yöntemleridir.
 yöntemleri talaşsız işleme yöntemleridir..")
43
Standart sayılar Teknik ve ekonomik fayda sağlaması için seçilen sayılara “Standar Sayılar” denir. Standart sayılar geometrik diziden bilinçli seçilmiş sayılardır. Standart sayılar standartların ve standartlaştırmanın enönemli ve tekrar tekrar kullanılan temel taşlarından biridir

44
Beşli standart temel sıra ve tarihi Standart sayılar ve standart sayı sıralarının geçmişine bakınca Fransız ordusu albaylarından Charles Renard'a dayanırız. Renard 1877 senesinde Alman-Fransız harbinde topçu gözetlemesinde kullanılan balonların sepet ve yere bağlanma halatlarını teknik rizikoya girmeden en ekonomik olarak depolamak ve hem üretimi hem de yedek parça sistemini rasyonelleştirmek için ilk standart temel sırayı geometrik sıra olarak belirlemiştir.

45
Renard beş sayıdan oluşan ve son sayının ilk sayının 10 katı olduğu, desimal geometrik sırayı seçmiştir. Budüşünceyi “a” nın çıkış sayısı olduğunu kabul eder ve eşitlik denklemi olarak göstermek istersek, şudenklemi buluruz: a.q5 =10. a Burada " q " sıçrama çarpanıdır (iki komşu sayının oranı) ve şu şekilde hesaplanır. q = 5 10 = 1,5849 ≈1,6 Eğer 1 den 10 kadar (1x10=10) sayılar bölümünü 5 kademeye ayırmak istersek şu şekilde hesaplamalar yapmamız gerekir. Burada 10 temel sıraya girmez çünkü bu ilk sayının 10 katıdır.
 ve şu şekilde hesaplanır. q = 5 10 = 1,5849 ≈1,6 Eğer 1 den 10 kadar (1x10=10) sayılar bölümünü 5 kademeye ayırmak istersek şu şekilde hesaplamalar yapmamız gerekir. Burada 10 temel sıraya girmez çünkü bu ilk sayının 10 katıdır..")
46
1,5849 " q " Sıçrama çarpanı 0 1 2 3 4 5 N Elemanların sistemde yer sayısı Sıra sayıları (DIN e göre yuvarlatılmış) q0q1q2q3q4q5 1,5849 0 1,5849 1 1,5849 2 1,5849 3 1,5849 4 1,5849 5 1,00001,58492,51193,98116,309610,0002 1,001,602,504,006,3010,00
 q0q1q2q3q4q5 1, , , , , , ,00001,58492,51193,98116,309610,0002 1,001,602,504,006,3010,00")
47
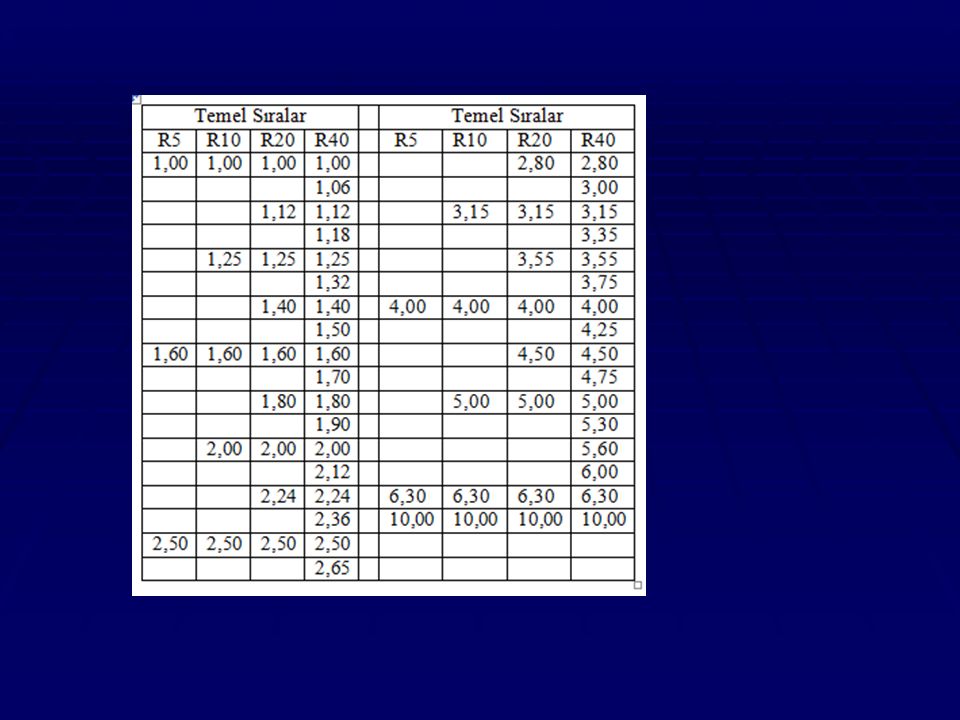
Standart temel sıralar genel olarak "Rr" olarak gösterilir. Böylece ilk beşli standart temel sıra bulunmuş olur ve bu "R5" olarak adlandırılır. Burada "R" Renard'ın hatırına ve "r=5" de desimal alandaki basamak sayısını gösterir. Sıra kurulduktan sonra sayılar 10 ile çarpılarak veya bölünerek sonsuz sıra yapılır. Bu istek ve gereğe göre yapılır.

48
Standartlara göre 4 standart temel sıra bulunur: 1. Temel sıra R5 ; sıçrama çarpanı "q" ile q5 = 5 10 =1,5849 ≈ 1,60 2. Temel sıra R10 ; sıçrama çarpanı "q" ile q10 = 10 10 =1,2589 ≈ 1,25 3. Temel sıra R20 ; sıçrama çarpanı "q" ile q20 = 20 10 = 1,1220 ≈ 1,12 4. Temel sıra R40 ; sıçrama çarpanı "q" ile q40 = 40 10 =1,0593 ≈ 1,06

















 iki farklı veri grubu için de kullanılabilir. 1. Sınıflar2. Sınıflar A1015 B20 C3015.>")


 4-5 cm’ye kadar.>")



