Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Yrd.Doç.Dr.Yıldız Yaralı Özbek
PLAZMA TEKNOLOJİSİ Yrd.Doç.Dr.Yıldız Yaralı Özbek

2
Plazma püskürtme büyük avantajı sunan küçük ve büyük parçalar hem de, metaller refrakter seramikler, geniş bir malzeme yelpazesi olan sprey yeteneğidir: korozyon koruması aşınma direnci ısı ve oksidasyon direnci sıcaklık yönetimi elektriksel direnç ve iletkenlik

3
Yüzey Mühendisliği Süreçleri
Yüzey özelliklerini değiştirerek için birçok süreçler vardır. Bu üç kategoride toplanabilir: 1. Kimyasal madde değiştirmeden Yüzey modifikasyonu Termal veya mekanik yollarla yapılan değişiklikler, değiştiren metalurji veya yüzey dokusu. 2. Yüzey kimyası değiştirerek Yüzey modifikasyonu Bu süreçler, malzeme yüzeyinin içine yeni elemanları difüzyon içerir. Orijinal yüzey malzeme bileşenleri modifiye yüzey aktif bir rol oynamaktadır.

4
3. Yüzey (kaplama) üzerine yeni malzeme ekleyerek Yüzey modifikasyonu
Bu işlemler, esasen bir kaplama olarak yüzeye yeni malzeme eklemek ve yüzeyde alt tabaka malzeme bileşenleri içermez.

5
Kimyasal Malzeme değiştirme olmadan Yüzey Modifikasyonu
a. Isıl İşlemler Bazı malzemeler, özellikle yüzey ısıl işlem, karbon çelikleri, düşük alaşımlı çelikler ve dökme demirlerin martensitik reaksiyon sertleştirme gibi faz dönüşümleri tabi olanların iyi yanıt verir. Alev, indüksiyon, lazer veya elektron ışını gibi hızlı ısıtma süreçleri lokalize yüzey ısı tedavisi için iyi teknikler vardır. Lokalize ısı işlem bir avantajı, bu yüzden dayanıklılık gibi dökme özelliklerinin aynı komponent ve distorsiyon azaltılmış kalır, ancak yüzey değiştirilir olmasıdır. b. Mekanik Prosesler Bazı malzemeler pekleştirme iyi yanıt verir. Çekiçleme ile yüzey Çalışma, sertlik ve yorulma direnci artan, patlayıcı sertleştirme veya diğer özel talaşlı imalat basınç gerilmeleri ikna, kumlama. Işleme ve kumlama ile yüzey dokusunu değiştirmek. c. Diğer Süreçler Kimyasal / elektro-aşındırma, lazer oyma, çeşitli kimyasal, solvent ve ultrasonik temizleme işlemlerinden yüzeylerin modifikasyonu da buraya dahil edilebilir. (Lazer kazınmış aniloks rulo) Yukarıdaki işlemlerin çoğu, aynı zamanda bir çok başka yüzey mühendisliği sistemleri için gerekli ön-tedavi olacaktır.
 Yukarıdaki işlemlerin çoğu, aynı zamanda bir çok başka yüzey mühendisliği sistemleri için gerekli ön-tedavi olacaktır.")
6
Plazma Sprey Kaplama Yöntemi
Plazma, eşit sayıda serbest elektron ve pozitif iyon bulunduran, genellikle maddenin dördüncü hali olarak adlandırılan yoğunlaştırılmış bir gazdır. Plazmanın başlıca iki önemli avantajı vardır. Birincisi, bilinen bütün malzemeleri eritebilecek derecede yüksek sıcaklık eldesinin mümkün olması İkincisi ise diğer malzemelere daha iyi ısı transferi sağlamasıdır. Plazma sprey tekniğinin yüksek işlem sıcaklığı, ergime noktası yüksek metal ve alaşımlarla çalışmaya imkan sağlamaktadır. Ayrıca, inert ortamlarda kullanılabilmesi yöntemin avantajlarındandır. Toz formunda ve belirli tane boyutlarında üretilen tüm malzemeler bu işlemde başarıyla kullanılabilmektedir.

7
Plazma sprey yöntemiyle gerçekleştirilen seramik kaplamalar birçok metalden daha iyi aşınma ve erozyon direncine sahiptirler ve dizel motorları da dahil erozyon ve aşınma dirençli uygulamalarda yaygın olarak kullanılırlar. Bununla beraber, alevle spreydeki kadar olmasa da, poroziteler nedeniyle plazma spreyle oluşturulan kaplamalar korozyon için yetersiz kalabilmektedir

8
Plazma sprey kaplama yöntemi, metallerin çeşitli tozlarla kaplanarak aşınmaya, oksitlenmeye, korozyona ve ısıya dayanıklı hale getirilmesinde yaygın olarak kullanılan bir termal sprey kaplama yöntemidir. Böylece plazma sprey kaplama, metal ve seramiklerin üstün özelliklerinin yeni bir malzemede toplanmasına imkan sağlamaktadır.

9
Plazma Kaplama Teknolojisinin Fiziksel Esasları :
Plazma, eşit sayıda serbest elektron ile iyon bulunduran ve genellikle maddenin 4. hali olarak adlandırılan yoğunlaştırılmış bir gazdır. Plazma oluşturmak amacıyla yaygın olarak kullanılan gazlar tek atomlu Ar ve He ile iki atomlu N2 ve H2'dir. Bu gazlara ait temel fiziksel ve kimyasal özellikler Tablo 1 'de verilmiştir. Plazma gazlan tek tek kullanılabildikleri gibi çoğunlukla belli oranlarda karışımlar halinde kullanılırlar. Burada amaç, plazma alevinin entalpisini ve hızını artırmaktır. Ar+H2 ve Ar+N2 sistemleri, yaygın olarak kullanılan gaz karışımlarıdır.

10
Plazma gazlarını oluşturan N2, Ar, H2 ve He'un işlem parametrelerine uygun karışımlar ve akış hızları, gaz besleme ünitesinde ayarlanır. Bu şekilde plazma huzmesinin sıcaklığı, büyüklüğü ve arkın stabilizasyonu kaplama tozlarına bağlı olarak kontrol edilmiş olur.

11
Taşınım özellikleri, toz partiküllerinin şekli ve boyutuyla ilişkilidir. Toz boyut dağılımı mümkün olduğunca üniform, şekli ise küresel olmalıdır. Çünkü, plazma alevinde daha ince tozlar buharlaşmaya, iri tozlar ise tam olarak ergimemeye neden olurlar, sprey tozlarının tamamen eriyebilmesi, ancak plazma tabancasının anot ile katodu arasındaki ark bölgesine beslenmeleri ile mümkün olur. Plazma gazlarının temel ve kimyasal özellikleri aşağıda Tablo 1’de belirtilmiştir :

12
Özellik Plazma Gazları Ar He N2 H2 Relatif molar ağırlık 39.944 4.0002
28.016 2.0156 Özgül ağırlık (0 C, 100 kpa) (kgm3) 1.783 0.1785 1.2505 0.0898 Isıl iletkenlik katsayısı (0 C) (W/mK) 0.0238 0.1754 Özgül ısı kapasitesi (20 C) (kj/kgK) 0.511 5.233 1.046 14.268 Lyonizasyon potansiyeli (V) İlk kademe 15.7 24.05 14.5 13.5 Son kademe 27.5 54.01 29.4 ----- Sıcaklık (K) 14000 20000 7300 5100 Ark voltajı (V) 40 47 60 62 Ark girişi (kW) 50 65 120
 (kgm3) Isıl iletkenlik katsayısı (0 C) (W/mK) Özgül ısı kapasitesi (20 C) (kj/kgK) Lyonizasyon potansiyeli (V) İlk kademe Son kademe Sıcaklık (K) Ark voltajı (V) Ark girişi (kW)")
13
Plazma alevine beslenen toz partikülleri, alevin ısıl ve kinetik etkileri sayesinde erir ve ana malzeme yüzeyine püskürtülür. Plazma alevinde eriyen toz partikülleri, yüksek kimyasal aktiviteye sahiptirler. Dolayısıyla, partiküller ile ortam atmosferini oluşturan gazlar arasında; gaz adsorbsiyonu, kimyasal etkiler, oksit tabakalarının oluşumu ve difüzyon işlemleri gibi birçok karşılıklı etkileşim mekanizması söz konusudur.

14
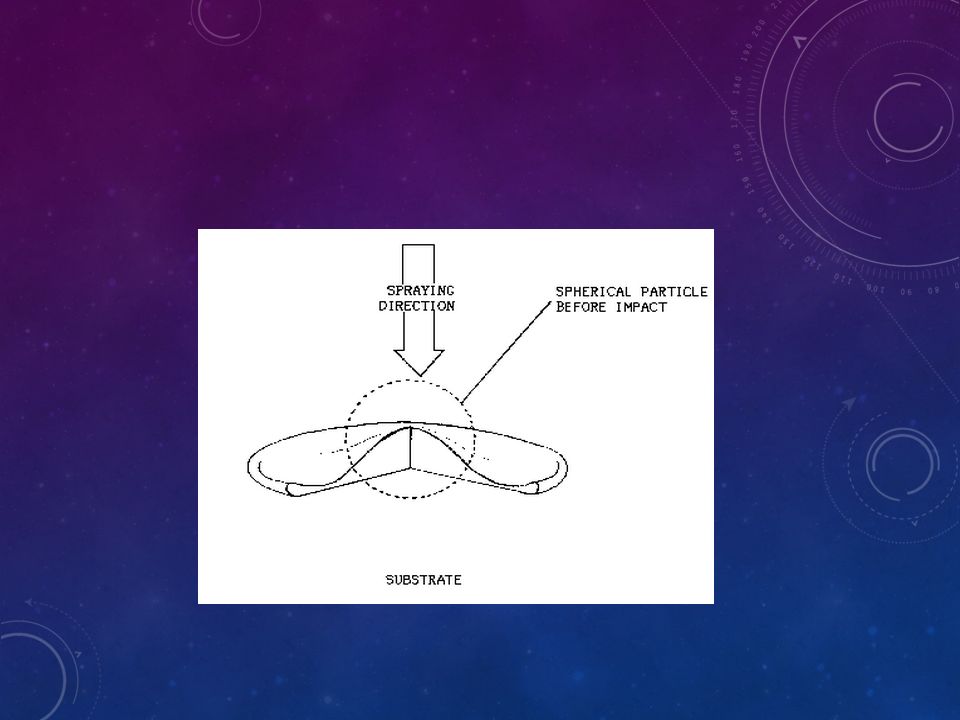
Plazma alevindeki erimiş partiküller ana malzeme yüzeyine çarptığı zaman kinetik enerjileri ısıl ve deformasyon enerjisine dönüşür. Partiküller ana malzemeyle temas ettiklerinde ısılarını yüzeye aktarıp hızla soğur ve katılaşırlar. Partiküllerin o andaki davranışları sıcaklıklarına, hızlarına ve soğuma oranlarına bağlıdır.

15
Plazma alevindeki hareket esnasında yüzey gerilimi nedeniyle küresel şekle sahip oldukları düşünülen erimiş partiküller, ana malzeme yüzeyine çarptıklarında ısıl ve kinetik enerjilerini kaybederek deforme olurlar ve sonra 5-15 kalınlığında lameller şeklinde katılaşırlar. Deformasyon miktarı ve dolayısıyla lamellerin şekli: erimiş partiküllerin viskozitesi ve ıslatılabilirliği, toz granülitesi ve ana malzeme yüzeyinin karakteri gibi birçok faktöre bağlıdır.

16
Plazma Kaplama Sistemi
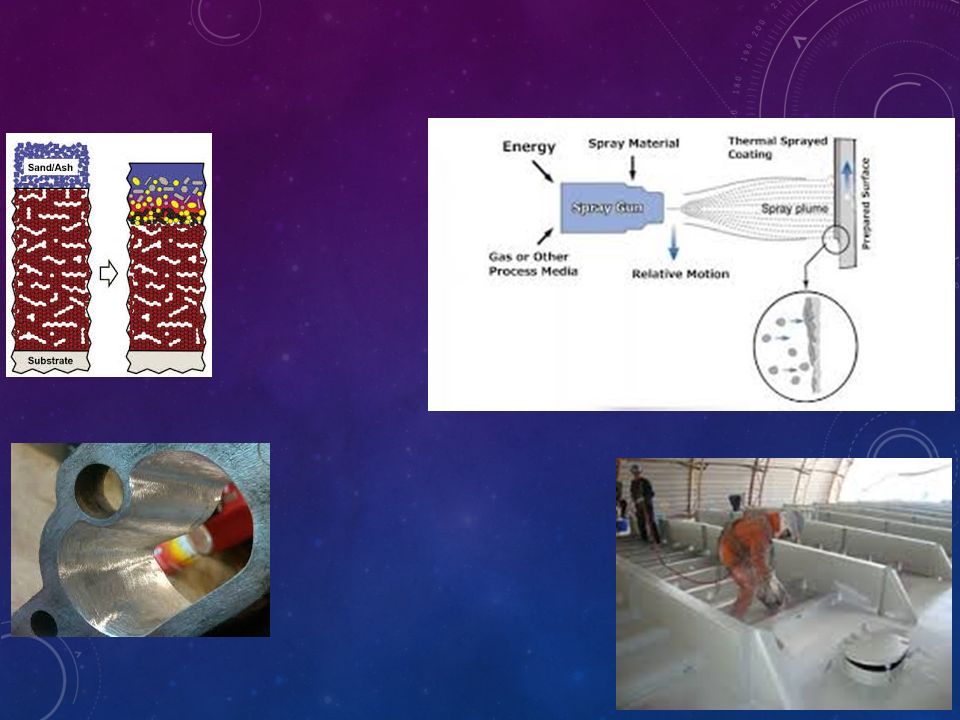
Plazma sprey tekniğindeki ana düşünce; pahalı olmayan bir ana malzeme üzerine ince ve koruyucu değeri yüksek bir tabaka meydana getirmektir. İşlem, iyonize olmuş bir gaz içinde erimiş olan toz formundaki malzemenin, kaplanacak yüzeye çok hızlı bir şekilde püskürtülmesi şeklinde uygulanmaktadır Plazma Kaplama Sistemi

17
Plazma kaplama sistemi :
Sprey tabancası (plazma üfleci), Güç ünitesi Gaz besleme ünitesi Toz besleme ünitesi Soğutma ünitesi ve Kontrol ünitesinden meydana gelmektedir.
, Güç ünitesi. Gaz besleme ünitesi. Toz besleme ünitesi. Soğutma ünitesi ve. Kontrol ünitesinden meydana gelmektedir.")
20
Şekil 3

21
Plazma alev sıcaklığının çok yüksek olması ile mevcut fiziksel ve kimyasal işlemler, erimiş malzemede birçok dönüşüme neden olur. Toz partiküllerinin ortam ve plazma gazları ile reaksiyonunun sonucu olarak, kaplama tabakalarında oldukça yüksek oranlarda oksit oluşmaktadır. Ayrıca az miktarda N2 'da bulunur.

22
Plazma Sprey Kaplamaların Temel Özellikleri :
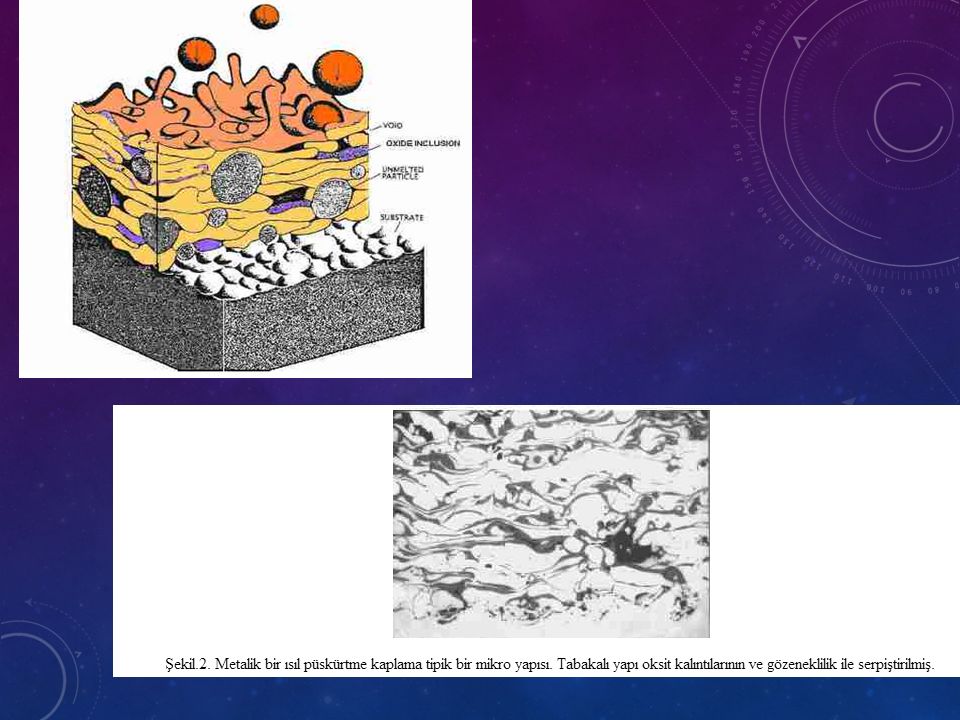
Plazma sprey kaplamalar, aynı tozdan üretilmiş kompakt malzemelere göre birçok farklı özelliğe sahiptir. Bu kaplamaların O2 ve N2 içerikleri yüksek, yoğunluk ve plastisiteleri ise düşüktür. Plazma alevinde eriyen partiküller, yüzey gerilimlerinin sonucu olarak küresel şekillerde bulunur. Ergimiş partiküller, sıvı damlacıkları halinde ana malzeme yüzeyine çarptığı anda katılaşarak lamelli bir kaplama tabakası meydana getirirler. Kaplamaların yapısı heterojen olup, yarı kararlıdır ve genellikle birbirine yapışmış halde bulunan farklı boyutlu tanelerden meydana gelir. Erimiş partiküllerin oluşturduğu kaplamalar, tabakalı bir yapıyla karekterize edilir.

23
Porozite, plazma sprey kaplamaların karakteristik bir özelliğidir ve yapısal göstergesidir. Viskozitesi yüksek tozlar ve yüksek güçlü plazma üniteleri kullanılarak daha yoğun bir kaplama tabakası elde edilebilir. Gevrek ve sert tozlardan elde edilmiş kaplamalar yüksek porozite oranlarına sahiptirler. Ancak, uygun toz granülitesi ve sprey parametreleri seçildiğinde, sert tozlardan bile yoğun bir kaplama eldesi mümkün olmaktadır.

24
Plazma kaplamalarda iki tip porozite mevcuttur
Plazma kaplamalarda iki tip porozite mevcuttur. Birincisi, çökeltilmiş partiküller arasındaki boşlukların tam olarak doldurulamaması nedeniyle yapıdaki kusurlarla birleşmiş iri (açık) porozitedir. Diğeri ise, kaplamaların doğal bir özelliği olan ince porlar (mikro boşluklar)'dır. Plazma sprey kaplamaların yoğunluğu, aynı tozlardan yapılmış kompakt malzemelerin yoğunluğundan düşüktür ve genellikle teorik yoğunluğun %85-93'ü arasında değişir
 porozitedir. Diğeri ise, kaplamaların doğal bir özelliği olan ince porlar (mikro boşluklar) dır. Plazma sprey kaplamaların yoğunluğu, aynı tozlardan yapılmış kompakt malzemelerin yoğunluğundan düşüktür ve genellikle teorik yoğunluğun %85-93 ü arasında değişir.")
25
Kaplamanın ana malzemeye yapışması, plazma sprey kaplamaların en önemli özelliklerinden birisidir. Yapışma, mekanik olarak (genellikle seramik esaslı kaplamalar), Vander Waals kuvvetleri (genellikle metal esaslı kaplamalar) ve difüzyon işlemleri ile gerçekleşir. Ana malzeme ile metalik, bağlanma göstermeyen seramik kaplamalar, kırılgan yapıları nedeniyle, metal esaslı kaplamalara nazaran daha düşük yapışma mukavemetine sahiptirler. Bütün kaplamalarda yapışma mukavemeti, artan kaplama kalınlığı ile birlikte düşer.
, Vander Waals kuvvetleri (genellikle metal esaslı kaplamalar) ve difüzyon işlemleri ile gerçekleşir. Ana malzeme ile metalik, bağlanma göstermeyen seramik kaplamalar, kırılgan yapıları nedeniyle, metal esaslı kaplamalara nazaran daha düşük yapışma mukavemetine sahiptirler. Bütün kaplamalarda yapışma mukavemeti, artan kaplama kalınlığı ile birlikte düşer.")
26
Plazma sprey kaplamalarda, kaplama işlemi esnasında kaplamanın çatlamasına veya ana malzemeden ayrılmasına yol açan basma ve çekme iç gerilmeleri meydana gelmektedir. Bu iç gerilmelere; sprey malzemesinin üniform olmayan dağılımı, kaplama ile ana malzeme arasındaki termal genleşme farklılığı, ana malzemenin üniform olmayan bir şekilde ısıtılmasıyla yine ana malzemenin şekil ve boyut özellikleri neden olmaktadır. Ara tabaka uygulaması ve sprey esnasında ana malzemenin ön ısıtılması veya soğutulması ile bu iç gerilmeler azaltılabilir. Kaplamanın mukavemetini etkileyen temel parametre kaplama kalınlığıdır. Artan kaplama kalınlığı, iç gerilmeleri artıracağından, kaplamanın ana malzemeden ayrılmasını kolaylaştırmakta, yani mukavemeti düşürmektedir. Ayrıca, kaplamanın elastisite modülündeki artışlar ile yüksek porozite ve oksit içerikleri, mukavemeti olumsuz yönde etkileyen diğer parametrelerdir

27
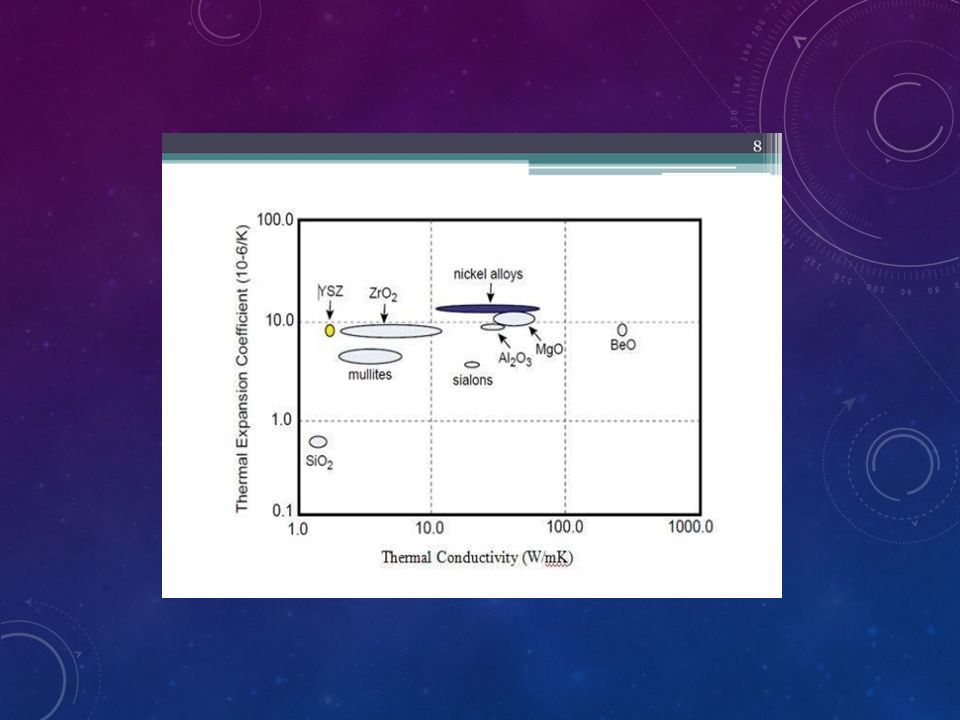
Sertlik, plazma sprey kaplamaların diğer önemli bir özelliğidir ve kullanılan kaplama tozuna bağlı olarak HV arasında değişir. Kaplama tabakalarının sertliği; porozite, tabakanın heterojen yapısı ve uygulanan yük değerine bağlıdır. Yüksek sıcaklıklarda çalışan roket nozulları ve gaz türbinlerinin yanma odalarında kullanılan seramik kaplamaların gösterdiği termal genleşme davranışları, bu tip uygulamalarda, kaplamalardan beklenen performansın elde edilmesinde bilinmesi gerekli en temel özelliktir. Genellikle metalik ana malzemenin termal genleşme katsayısı, seramik kaplamanın termal genleşme katsayısından daha büyüktür. Termal genleşme katsayıları arasındaki fark ne kadar küçükse, kaplama- ana malzeme uyumu o derece iyi olmaktadır. Kaplama ana malzeme sistemi düşünüldüğünde, termal genleşme davranışı açısından iki durum söz konusu olabilir. • (α) kaplama > (α) ana malzeme • (α) kaplama < (α) ana malzeme
 kaplama > (α) ana malzeme • (α) kaplama < (α) ana malzeme .")
28
İlk durumda, kaplama-ana malzemeye oranla daha fazla genleşeceğinden, çekme yükleri altında kalacak ve eğilecektir. Bu ise kaplamada çatlak oluşumuna neden olur. Diğer durumda, ana malzemenin termal genleşme katsayısının daha büyük olması nedeniyle, ana malzemeye termal olarak uyum sağlayamayan seramik kaplama kırılganlaşacaktır. Kaplamaların kullanım potansiyelini azaltan bu tip termal uyumsuzluklar, ara tabaka uygulanması veya çok katmanlı kaplamalar oluşturulmasıyla giderilebilir.

29
Plazma sprey kaplamalarda ısı transferi; metal partiküllerinin elektronları, metal olmayan malzemeler için partiküllerdeki latis veya foton termal iletkenliği, kaplamada mevcut porlardaki yayılmış fotonlar ve hapsedilen gazın ısıl iletkenliği sayesinde gerçekleştirilir. Kaplamaların termal iletkenlik katsayıları, kompakt malzemelere nazaran daha düşüktür. Kaplamaların düşük veya minimum termal ve elektrik iletkenlik değerleri, bazı uygulamalar için gereklidir. Bu özellikler temel olarak sprey şartları tarafından belirlenir.

30
Yüzey Hazırlama : Yüzey hazırlama, kaplama işleminin en çok dikkat edilmesi gereken kademelerinden birisidir. Kaplamanın ana malzemeye gerektiği gibi bağlanması, ancak kaplanacak yüzeyin iyi bir şekilde hazırlanmasıyla mümkündür. Bu mekanik bağlanmanın yanında, partiküllerin ana malzeme ile mikro kaynaması ve kimyasal bağ oluşumu gibi diğer bağlanma mekanizmaları da mevcuttur. Bütün bu bağlanma mekanizmaları, temas alanının artırılmasını ve yüzeyin aktivasyonunu gerektirir. Güçlü bir kaplama-ana malzeme bağı oluşturmak için gerekli şartlar; yüzey üzerindeki nem, yağ ve oksit filmlerinin kaldırılması ve uygun bir yüzey pürüzlülüğünün sağlanmasıdır.

31
Uygulanacak kaplamanın cinsine ve kalınlığına bağlı olarak seçilen birçok yüzey hazırlama yöntemi mevcuttur. Mekanik işleme, özellikle merdane ve şaft gibi dairesel şekilli makine parçalarının yüzeylerinin oluk şeklinde pürüzlendirilmesinde kullanılan bir metottur. Ana malzemenin talaş kaldırılabilecek kadar yumuşak olmasının zorunlu olduğu mekanik işlemede; çok sert, kırılgan ve kompleks geometrili yüzeylerin hazırlanması mümkün değildir. Bu metot, özellikle 500 μm’nin üzerindeki kalın kaplamalar için uygundur.

32
Üretimleri veya kullanımları sonucu yüzeylerinde yağ ve gres bulunan makine parçalarının kaplanmasında birçok problemle karşılaşılır. Ana malzemenin gözenekli bir yapıya sahip olduğu durumlarda ise, gözeneklere dolan yağ kaplama esnasında buharlaşır ve kaplama tabakalarının yapışma mukavemetini önemli ölçüde düşürür. Ana malzeme yüzeyinden yağları uzaklaştırmak için uygulanan en yaygın yol, kimyasal çözücüler kullanmaktır. Mineral yağlar, parçaların yıkanması veya aseton gibi kimyasal çözücüler kullanılmasıyla kaldırılabilir.

33
Üzerlerinde mevcut olan yağ, gres ve paslardan temizlenmiş ana malzeme yüzeyleri, bir aşındırıcı kullanılarak pürüzlendirilir. Kumlama adı verilen bu metot, plazma sprey yönteminin keşfinden bu yana sürekli olarak kullanılmış ve halen de kullanılmaktadır.

34
Kumlamada aşındırıcı olarak dökme demir veya çelik griti, SiC ve Al203 kullanılır. Ana malzemenin kimyasal bileşimi ve ısıl işlem koşulları, aşındırıcının türünü, boyutunu ve işlem basıncını belirler. Yumuşak ana malzemeler için çelik veya dökme demir gritler yeterli olurken, sert ana malzemeler Al2O3 veya SİC kullanılır. Kumlamada kullanılan havanın ve kumlama malzemesinin kuru olması gerekir. Ayrıca, kumlama malzemelerinin daha önce başka bir amaç için kullanılmamış olması, yağsız ve temiz olması da önemlidir. İstenen yüzey pürüzlülüğüne, keskin köşeli kumlama malzemeleriyle ulaşılmaktadır. Kumlanmış ana malzemenin yüzeyi pürüzsüz dalgalı olmamalı, keskin değişimli (pikli) olmalıdır. Diğer taraftan aşırı kumlama, piklerin körelmesine ve yüzeyde kum artıklarının kalmasına neden olmaktadır
 olmalıdır. Diğer taraftan aşırı kumlama, piklerin körelmesine ve yüzeyde kum artıklarının kalmasına neden olmaktadır.")
35
Ön Isıtma Ve Soğutma : Plazma sprey kaplama yöntemi, soğuk bir işlem olarak bilinmesine ve çoğu uygulamalarda ana malzemenin ön ısıtılmasına ihtiyaç duyulmamasına rağmen, ön ısıtmanın gerekli olduğu birçok durum da söz konusudur. Ana malzemenin ısıtılması için başlıca üç neden vardır: • Ana malzemeden nemi kaldırmak, • Bağlanmayı gerçekleştirmek, • Malzemeler arasındaki farklı termal genleşmeleri dengelemek Ön ısıtma sıcaklığı, kullanılan ana malzemeye bağlı olarak °C arasında değişir. Kaplama esnasında ana malzeme, yüksek ısı transferi nedeniyle aşırı ısınabilir. Birçok soruna neden olan bu problemi ortadan kaldırmak için, kaplama esnasında ana malzeme basınçlı havayla soğutulur.

36
Kaplama İşleminin Gerçekleştirilmesi : İlk boyutunun ölçülmesi ve gerekli güvenlik önlemlerinin alınmasından sonra bir sprey tabancası yardımıyla kaplama işlemi gerçekleştirilir. Yüzeyleri hazırlanmış parçalar, plazma alevine dik olarak yerleştirilir ve sabitlenirler. Yoğun ve iyi kaliteli bir kaplama eldesi için, sprey tozlarının ana malzeme yüzeylerine dik olarak çarpması gerekmektedir.

37
Plazma Kaplama Yöntemleri : İnert plazma gazlan kullanılmasına rağmen atmosferik şartlarda yapılan plazma sprey kaplama işlemi: kaplama alevindeki hareketleri, ana malzemeye çarpmaları ve soğumaları esnasında erimiş partiküller için oksitleyici şartlar oluşturur. Bu durum partiküllerin tam erimemesine, oksitlere, aşırı poroziteye, karbon ve diğer alaşım elementlerinin yanması ile zayıf bağlanma gibi kaplama hatalarına neden olur. Belirtilen problemleri en aza indirmek için geliştirilen en etkili yol, plazma sprey işleminin koruyucu atmosferlerde yapılmasıdır. Şekil 4 ‘te plazma sprey yöntemleri sınıflandırılmıştır. İnert plazma sprey (İPS), inert veya koruyucu bir gaz atmosferi altında gerçekleştirilmektedir.. Ayrıca atmosferik plazma sprey yöntemiyle kaplanamayan refrakter metaller gibi reaktivitesi yüksek ve parçalanmaya meyilli TiC, TiN veya B4C gibi malzemelerle çalışılma imkanı sağlar.
, inert veya koruyucu bir gaz atmosferi altında gerçekleştirilmektedir.. Ayrıca atmosferik plazma sprey yöntemiyle kaplanamayan refrakter metaller gibi reaktivitesi yüksek ve parçalanmaya meyilli TiC, TiN veya B4C gibi malzemelerle çalışılma imkanı sağlar.")
38
Vakum Plazma sprey (VPS) yöntemi ise, vakum altında veya düşük basınçlı gaz ortamında gerçekleştirilir. Sprey partikülleri, seyreltilmiş bir ortamdan daha az soğuyarak ve daha az yavaşlayarak geçerler. Dolayısıyla kaplama tabakası, daha yüksek kinetik enerjiye sahip partiküllerle üretilir. Sonuç olarak bu tip kaplamalar, düşük oranlarda porozite ve oksit içerirler. Plazma sprey teknolojisindeki en son yeniliklerinden birisi de, kaplama işleminin su altında (SPS) gerçekleştirilmesidir.
 gerçekleştirilmesidir.")
39
Plazma Sprey Kaplamaların Uygulama Alanları
Plazma sprey yöntemiyle üretilen kaplamalar, endüstride geniş kullanım alanları bulmuştur. Plazma sprey yönteminde, ergime noktası yüksek metal ve alaşımlarla çalışılabilmesi nedeniyle, sayısız kaplama tozlarının ve kombinasyonlarının farklı ana malzemeler üzerine uygulanması söz konusudur. Bu durum, üretilen kaplamaların kullanım potansiyelini artırmaktadır. Şekil 5 ‘te kaplamaların kullanıldığı genel endüstri dalları verilmektedir.

40
Şekil 5 Plazma sprey kaplamaların başlıca uygulama alanları

41
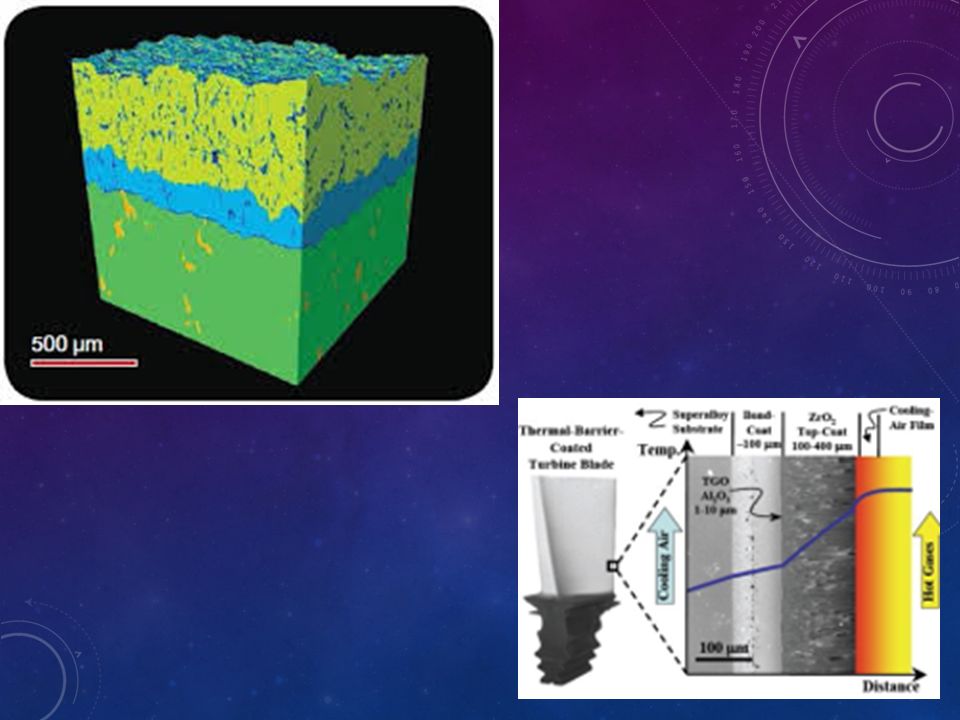
Termal Bariyer Kaplamalar Tanım
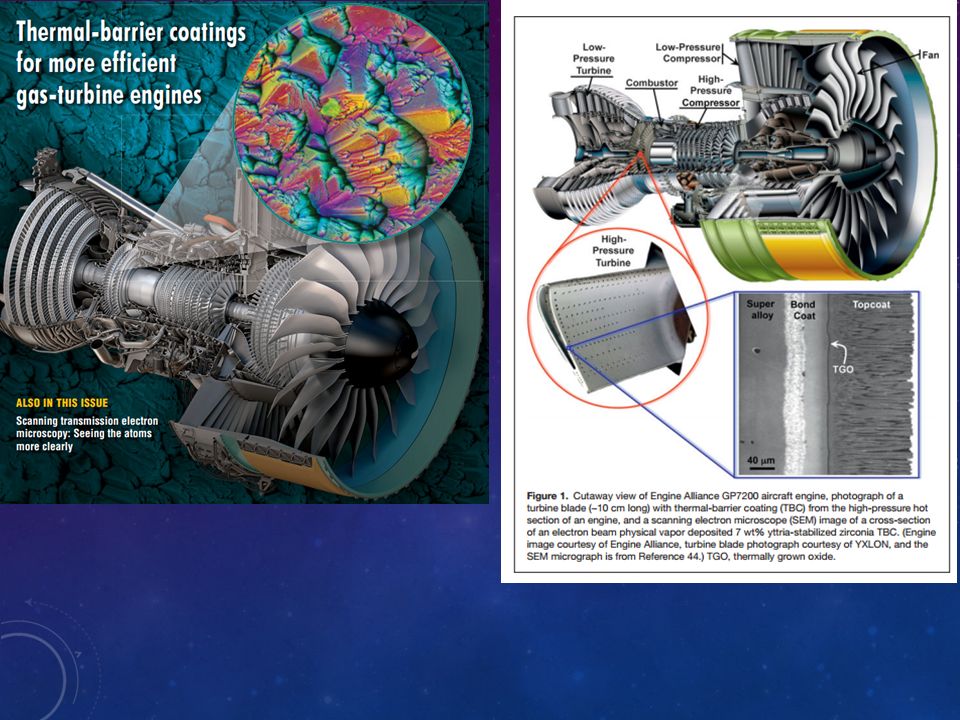
Termal Bariyer Kaplamalar (TBC) gibi bir gaz türbin ve yüksek sıcaklıklarda çalışan aero motor parçaları gibi bileşenlerin yalıtım önemli işlevi gerçekleştirir. Termal bariyer kaplamalar (TBC) katman sistemleri gaz türbinleri, örneğin gibi, termal açıdan yüksek yüklü metal parçalarda biriken vardır. TBC Kullanıcı kendi düşük ısı iletkenliği, ısı akışına maruz kaldığı zaman büyük bir sıcaklık gradyanı içeren kaplama ile karakterize edilir. En sık kullanılan TBC malzemenin 1150o C termal şok ve termal yorgunluğa direnç sergiler. Aynı zamanda, bu tür HVOF bu malzemenin aşınmaya direnç özelliklerini de kullanılabilir bıçak ucu aşınma önleme gibi uygulamalar için püskürtme ile depolanabilir.
 gibi bir gaz türbin ve yüksek sıcaklıklarda çalışan aero motor parçaları gibi bileşenlerin yalıtım önemli işlevi gerçekleştirir. Termal bariyer kaplamalar (TBC) katman sistemleri gaz türbinleri, örneğin gibi, termal açıdan yüksek yüklü metal parçalarda biriken vardır. TBC Kullanıcı kendi düşük ısı iletkenliği, ısı akışına maruz kaldığı zaman büyük bir sıcaklık gradyanı içeren kaplama ile karakterize edilir. En sık kullanılan TBC malzemenin 1150o C termal şok ve termal yorgunluğa direnç sergiler. Aynı zamanda, bu tür HVOF bu malzemenin aşınmaya direnç özelliklerini de kullanılabilir bıçak ucu aşınma önleme gibi uygulamalar için püskürtme ile depolanabilir.")
42
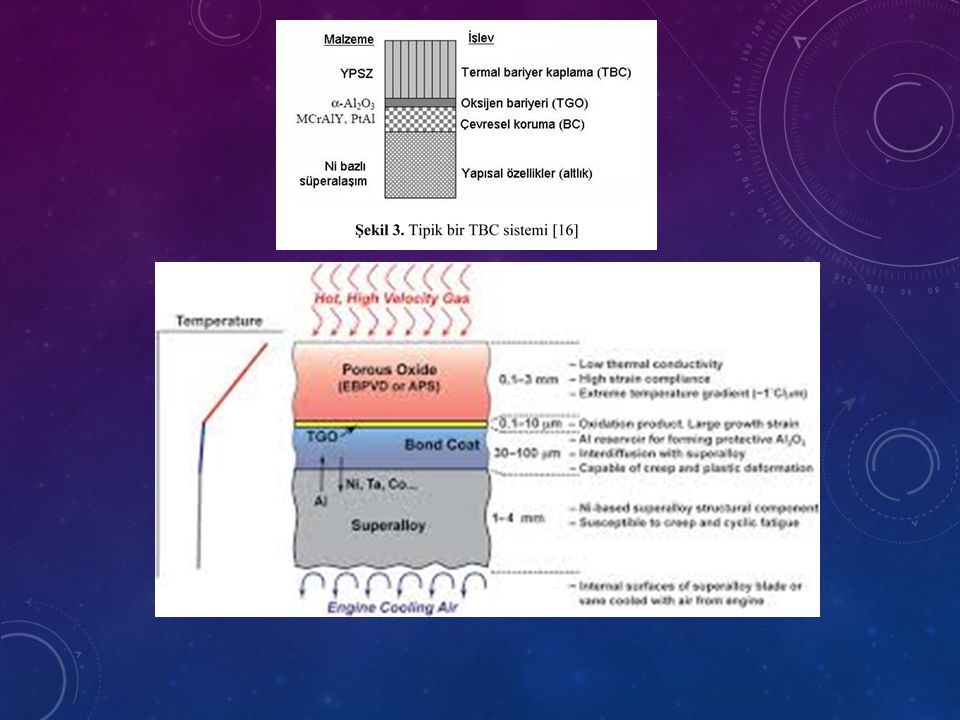
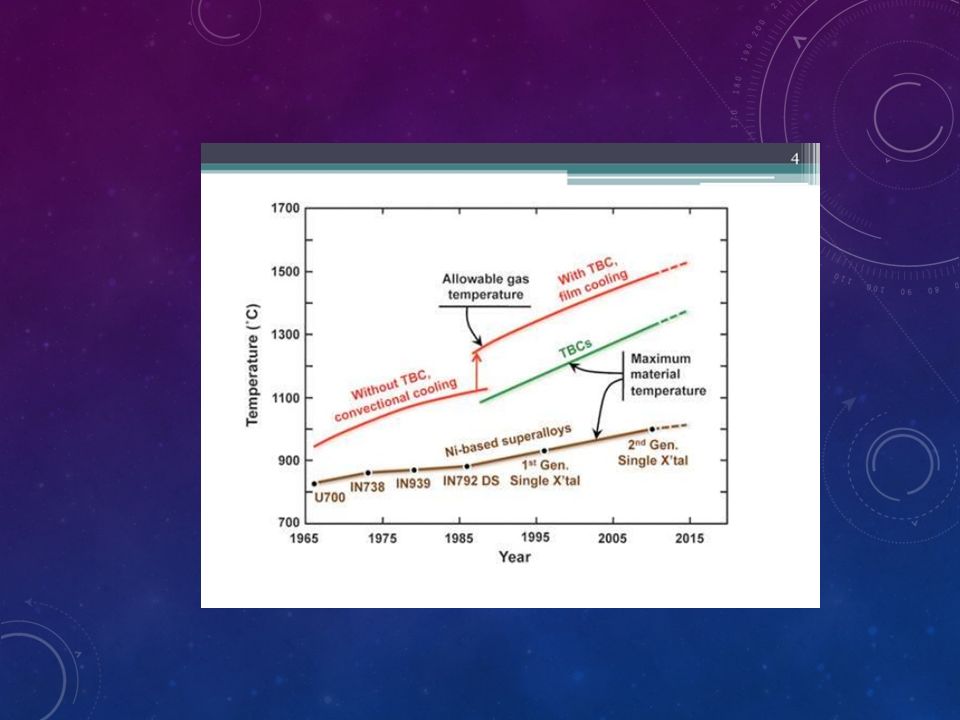
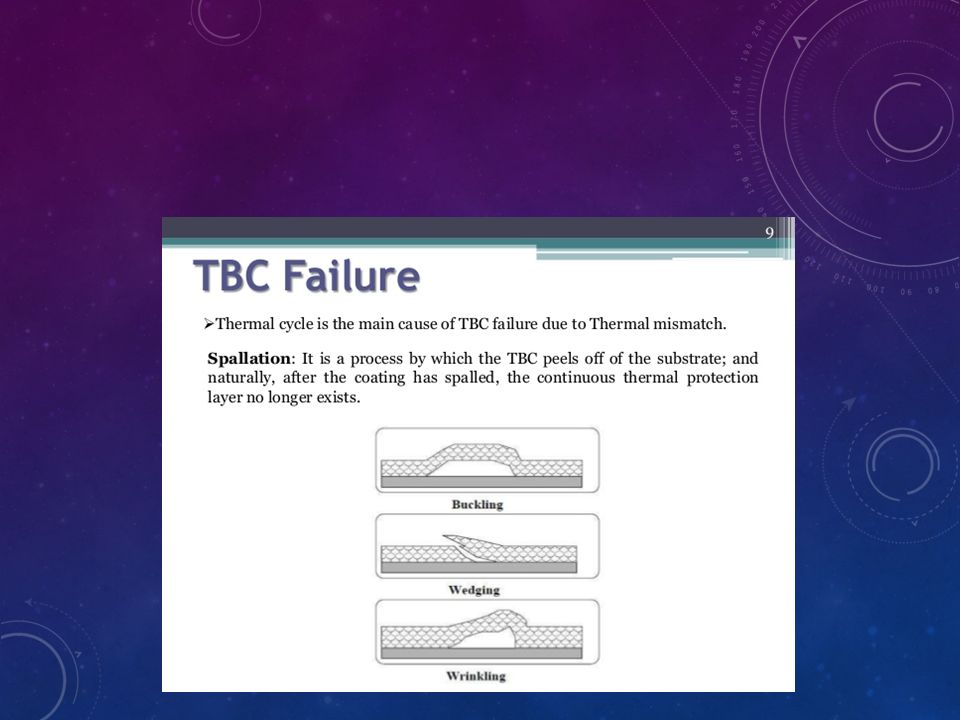
Termal bariyer kaplamalar, malzemenin çalışma sıcaklığını yükselterek sistemin verimini arttırmak amacı ile kullanılır. Genelde metal alt tabakanın üzerine homojen seramik kaplama şeklinde uygulanmaktadır. Bu tür kaplamalarda çalışma esnasında görülen en önemli problem, metal alt tabaka ile seramik kaplamanın termal genleşme sabitlerinin farklı olması nedeniyle ortaya çıkan büyük termal gerilmelerdir. Bu gerilmeler sonucunda sistemde çatlaklar ve metal/seramik ara yüzünde ayrılmalar görülmektedir.

43
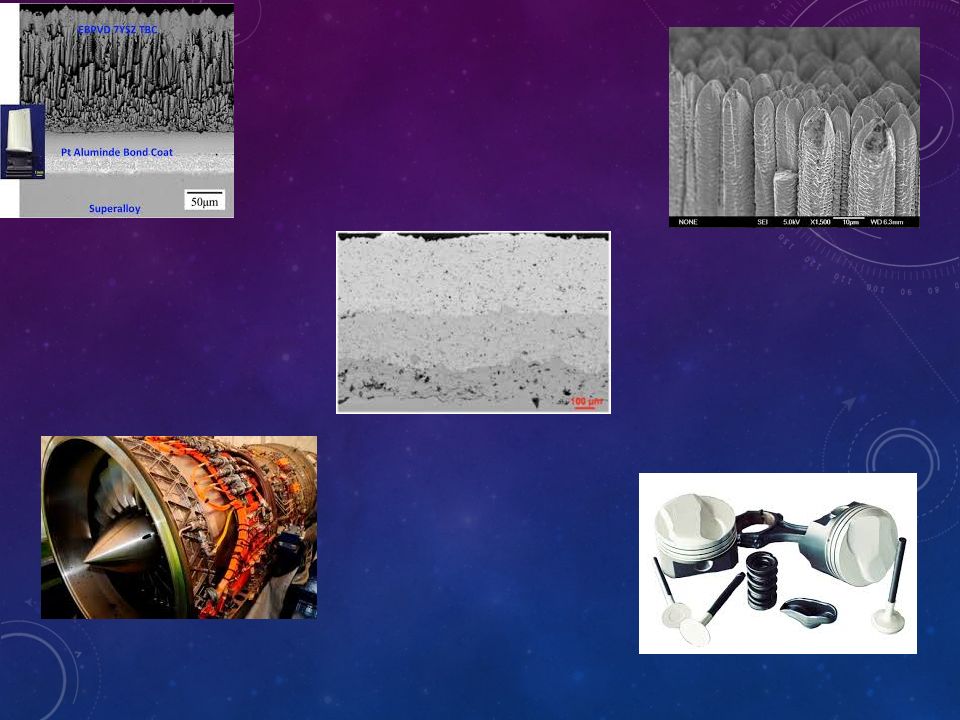
Termal bariyer kaplama uygulamaları, on yıllar boyunca termal yüklü yanma süreçlerinde kullanıldı. Türbin teknoloji gelişmesinin başlangıcında, bilim ve sanayi, süper iletken ve seramik yalıtkanların nasıl birleştirilebileceğini araştırdı. Kısmi stabilize zirconia, çok erken zamanda standart malzeme olurken, termik püskürtme ve EB-PVD (Electron Beam Physical Vapor Deposition) 1990’ların başında gelişmekte olan teknolojiler olarak adlandırılmaktaydı. EB-PVD kaplamalar, plazma kaplamalardan daha yüksek termik iletkenliği olmasına rağmen, özellikle, türbinin yüksek basınç (HP) modülüne uygulandığında, türbin kanatçıklarının daha uzun ömürlü olduğu görülmüştür.
 1990’ların başında gelişmekte olan teknolojiler olarak adlandırılmaktaydı. EB-PVD kaplamalar, plazma kaplamalardan daha yüksek termik iletkenliği olmasına rağmen, özellikle, türbinin yüksek basınç (HP) modülüne uygulandığında, türbin kanatçıklarının daha uzun ömürlü olduğu görülmüştür. .")
44
Sistemin ısıl verimliliğini arttırarak çalışma sıcaklığını yükseltmek ve korozyon, oksitlenme veya aşınmayı önlemek amacıyla termal bariyer kaplama yöntemi kullanılır. Bu yöntemde, yapıştırma ile birleştirilen malzemeler arasındaki ısıl genleşme katsayısı uyumsuzlukları nedeniyle oluşan ısıl gerilmeleri azaltabilmek için Fonksiyonel Derecelendirilmiş Malzemeler den (FDM) yapılmış kaplamalar tercih edilmektedir.
 yapılmış kaplamalar tercih edilmektedir.")
46
Termal Bariyer Kaplamalar
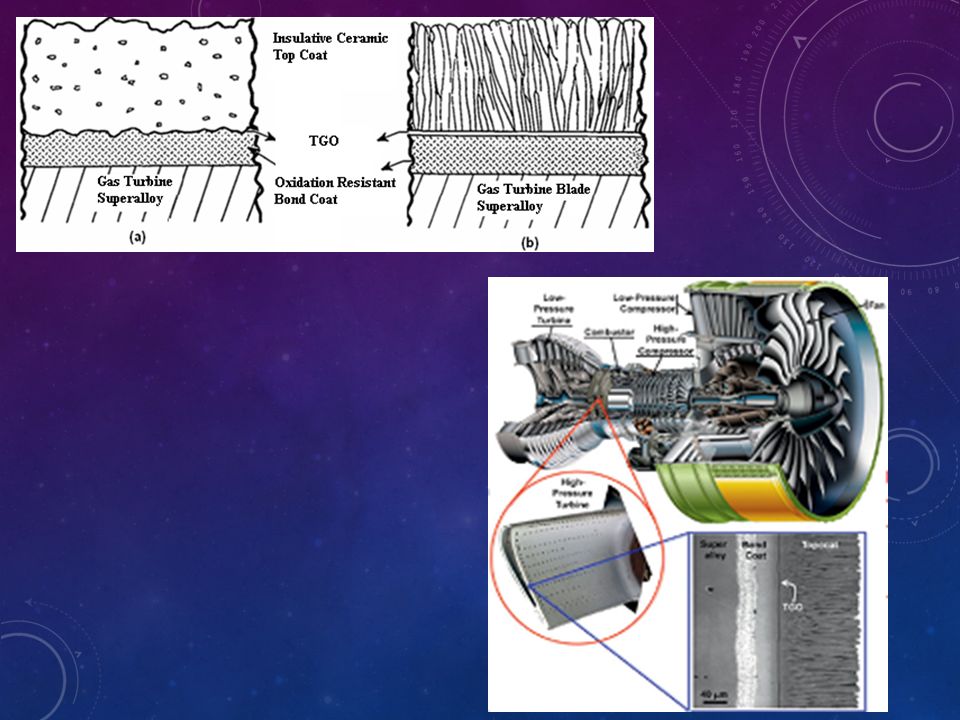
Termal Bariyer Kaplama iki kat (dubleks yapı) oluşmaktadır. İlk katman, metalik biri olan fonksiyonu oksitlenme ve korozyona karşı temel malzemesi korumak bağ kaplaması, denir. İkinci katman süper alaşım yapıştırılmış ya da bir metalik bağ kaplamasını ile bağlı olduğu bir seramik oksit katmanıdır. Yaygın olarak kullanılan bir oksit zirkonyum oksit (ZrO2) ve İtriyum oksit (Y2O3) 'dir. Metalik bağ kaplaması bir oksidasyon / sıcak korozyona dayanıklı tabakadır. M - Ni, Co ve Fe gibi metaller. Y - Yitriyum gibi Reaktif metaller. CrAl - baz metal. Kaplamalar iyi Aeroengine ve endüstriyel türbin üretimi için önemli bir alttan destek teknoloji olarak kabul edilmiştir. Yükseköğretim türbini yanma sıcaklıkları artan motor verimliliği ve çevresel nedenler (özellikle kirletici emisyonları, NOx azaltma) için arzu edilir, ancak fabrikasyon temel malzemelerin fiziksel ve kimyasal özellikleri üzerine ciddi yükler getirmektedir.
 oluşmaktadır. İlk katman, metalik biri olan fonksiyonu oksitlenme ve korozyona karşı temel malzemesi korumak bağ kaplaması, denir. İkinci katman süper alaşım yapıştırılmış ya da bir metalik bağ kaplamasını ile bağlı olduğu bir seramik oksit katmanıdır. Yaygın olarak kullanılan bir oksit zirkonyum oksit (ZrO2) ve İtriyum oksit (Y2O3) dir. Metalik bağ kaplaması bir oksidasyon / sıcak korozyona dayanıklı tabakadır. M - Ni, Co ve Fe gibi metaller. Y - Yitriyum gibi Reaktif metaller. CrAl - baz metal. Kaplamalar iyi Aeroengine ve endüstriyel türbin üretimi için önemli bir alttan destek teknoloji olarak kabul edilmiştir. Yükseköğretim türbini yanma sıcaklıkları artan motor verimliliği ve çevresel nedenler (özellikle kirletici emisyonları, NOx azaltma) için arzu edilir, ancak fabrikasyon temel malzemelerin fiziksel ve kimyasal özellikleri üzerine ciddi yükler getirmektedir.")
47
Termal Sprey Kaplama Yapışma Mekanizmaları
Mekanik anahtarlama veya kilitli. Difüzyon bağı veya Metalurji yapıştırma. Diğer yapıştırıcı, kimyasal ve fiziksel bağ mekanizmaları-oksit filmleri, Van der Waals kuvvetleri vs. Faktörler yapıştırma etkileyen ve müteakip kaplama oluşturmak: Temizlik Yüzey alanı Yüzey topografyası veya profil Sıcaklık (termal enerji) Zaman (reaksiyon hızları ve soğutma hızları vb.) Hız (kinetik enerji) Fiziksel ve kimyasal özellikler Fiziksel ve kimyasal reaksiyonlar
 Zaman (reaksiyon hızları ve soğutma hızları vb.) Hız (kinetik enerji) Fiziksel ve kimyasal özellikler. Fiziksel ve kimyasal reaksiyonlar.")
49
Termal Bariyer Kaplamalar, günümüzde gittikçe önemli hale gelen ve ileri mühendislik uygulamalarında kullanılan metal alaşımlarını korumada çözümler sunan yüksek sıcaklık malzemeleridir. Türbin kanatçıkları, (metal pervaneleri) yüksek sıcaklıktan, korozyondan, mekanik etkilerden korumak amacıyla son 30 yıldır seramiklerle bazı özel kaplama teknikleri yardımıyla kaplanıyor. Bu da, alaşım metalin maruz kaldığı sıcaklığı ºC arasında düşürerek, motorun çalışma sıcaklığı aralığına bir esneklik tanıyor. Sonuç: daha yüksek verim, yakıt sarfiyatı, daha hızlı ve çevreci uçaklar..
 yüksek sıcaklıktan, korozyondan, mekanik etkilerden korumak amacıyla son 30 yıldır seramiklerle bazı özel kaplama teknikleri yardımıyla kaplanıyor. Bu da, alaşım metalin maruz kaldığı sıcaklığı ºC arasında düşürerek, motorun çalışma sıcaklığı aralığına bir esneklik tanıyor. Sonuç: daha yüksek verim, yakıt sarfiyatı, daha hızlı ve çevreci uçaklar..")
50
Kaplama yapısı Yüksek soğutma hızları veya parçacıkların süper soğutma (10 6 Ks-l) sıradışı amorf oluşumu (camsı metaller) mikrokristalin ve normalde dövme veya dökme malzeme bulunmayan metastabil fazların neden olabilir. Termal püskürtme büyük bir kısmı havada yapılan veya atomizasyon için hava kullanır. Kimyasal etkileşimler, özellikle oksidasyon püskürtme sırasında ortaya çıkar. Metalik parçacıkların bir oksit kabuğu oluşturan kendi yüzey üzerinde oksitlenir. Oksit kalıntılarının tahıl veya partikül sınırları özetleyen gibi bu kaplama mikroyapısı belirgindir. Bazı malzemeler (örneğin titanyum gibi) ile etkileşim ya da hidrojen ve azot gibi diğer gazları emer.
 sıradışı amorf oluşumu (camsı metaller) mikrokristalin ve normalde dövme veya dökme malzeme bulunmayan metastabil fazların neden olabilir. Termal püskürtme büyük bir kısmı havada yapılan veya atomizasyon için hava kullanır. Kimyasal etkileşimler, özellikle oksidasyon püskürtme sırasında ortaya çıkar. Metalik parçacıkların bir oksit kabuğu oluşturan kendi yüzey üzerinde oksitlenir. Oksit kalıntılarının tahıl veya partikül sınırları özetleyen gibi bu kaplama mikroyapısı belirgindir. Bazı malzemeler (örneğin titanyum gibi) ile etkileşim ya da hidrojen ve azot gibi diğer gazları emer.")
52
Kaplamalar alt tabakaya paralel akmaya görünen lameller veya düzleştirilmiş taneleri göstermektedir. Yapı kaplama kalınlığı (enine) karşısında daha substrat (boyuna) için farklı bir paralel olan fiziksel özelliklere sahip, izotropik değildir. Uzunlamasına yön içinde Mukavemet enine yönde kez olabilir. Kaplama yapısı dövme ve dökme malzemelerin heterojen göredir. Bu etki üzerinde tek tek parçacıkların durumu değişimleri nedeniyle. O tüm parçacıkların tam olarak aynı boyutta olduğundan emin olun ve aynı sıcaklık ve hız elde etmek neredeyse imkansızdır.

53
Tüm geleneksel termal sprey kaplama porozite (% 0. 025% 50) içerir
Tüm geleneksel termal sprey kaplama porozite (% 0.025% 50) içerir. Gözeneklilik neden olur: Düşük darbe enerjisi (erimemiş partiküller / düşük hız) Gölgeleme etkileri (erimemiş partiküller / püskürtme açısı) Büzülme ve stres etkilerini hafifletmek Yukarıda etkileşimler, kimyasal ve fiziksel olarak başlangıç malzemelerinden kaplamalar çok farklı yapabilir.
 içerir. Gözeneklilik neden olur: Düşük darbe enerjisi (erimemiş partiküller / düşük hız) Gölgeleme etkileri (erimemiş partiküller / püskürtme açısı) Büzülme ve stres etkilerini hafifletmek. Yukarıda etkileşimler, kimyasal ve fiziksel olarak başlangıç malzemelerinden kaplamalar çok farklı yapabilir.")
54
Birçok malzemenin Soğutma ve katılaşma daralma veya büzülme eşlik eder
Birçok malzemenin Soğutma ve katılaşma daralma veya büzülme eşlik eder. Bu, alt tabakanın yüzeyi içinde parçacık ve bir basma gerilme içinde bir çekme gerilimi. Kaplamalarda gerilme çok vardır. Gerilmelerin bağ kuvveti veya yapışkan gücü ve kaplama hatası meydana gelecektir. Bazı östenitik paslanmaz çelikler gibi yüksek büzülme malzemelerin yüksek stres seviyeleri oluşturmaya eğilimli ve böylece düşük kalınlıkta sınırlamaları vardır. Genellikle ince kaplamalar kalın kaplamalar daha dayanıklıdır. Püskürtme yöntemi ve kaplama mikroyapı stresi kaplamalarda kurmak etkiler. Yoğun kaplamalar genellikle gözenekli kaplamalar daha stresli vardır. Yanma toz püskürtme kaplamalar genellikle plazma kaplamalar daha fazla kalınlık sınırlamaları vardır. Buna karşın sadece söz, çok yüksek kinetik enerji ve düşük termal enerji (HVOF, HEP, soğuk sprey) kullanarak sistemleri son derece yoğun olan nispeten stressiz kaplamalar üretebilir. Bu katılaşma ve soğuma nedeniyle çekme büzülme olmaktadır. parçacık çarpışma sırasında mekanik deformasyon (atış Peening benzer) olturduğu, ve bunuda basınç gerilmelerine neden olduğu düşünülmektedir.
 kullanarak sistemleri son derece yoğun olan nispeten stressiz kaplamalar üretebilir. Bu katılaşma ve soğuma nedeniyle çekme büzülme olmaktadır. parçacık çarpışma sırasında mekanik deformasyon (atış Peening benzer) olturduğu, ve bunuda basınç gerilmelerine neden olduğu düşünülmektedir.")
63
Amaç; Düşük termal iletkenlik Yüksek termal genleşme katsayısı
İyi erozyon dayanımı

66
Temizleme ve kum püskürtme yüzey hazırlığı için önemlidir
Temizleme ve kum püskürtme yüzey hazırlığı için önemlidir. Bu iyi bir bağ için gerekli daha kimyasal ve fiziksel olarak aktif bir yüzey sağlar. Yüzey alanı, kaplamanın yapışma mukavemeti artar artırılır. Pürüzlü yüzey profili mekanik anahtarlama teşvik edecektir. Metalurjik bağ termal ve kinetik enerji artar şansını artırır. (Sıcaklık, hız, entalpi, kütle, yoğunluk ve özgül ısı içeriği vb.). Molibden, Tungsten, ve Alüminyum / metal kompozitler gibi Isıl püskürtme malzemeleri yüzden "kendini bağlar" kaplamalar üretilmektedir. Bu malzemeler nispeten yüksek bağ kuvvetleri vardır (metalürjik veya difüzyon artmış) ve bağ cilalı yüzeylerin temizlenmesi için olabilir Böylece yüzey ve kaplama parçacıklar arasındaki etkileşimin katılan yüksek sıcaklıklar ve daha uzun soğutma çevrimleri nedeniyle artırılacak Molibden ve diğer refrakter metaller çok yüksek erime noktasına sahip.
. Molibden, Tungsten, ve Alüminyum / metal kompozitler gibi Isıl püskürtme malzemeleri yüzden kendini bağlar kaplamalar üretilmektedir. Bu malzemeler nispeten yüksek bağ kuvvetleri vardır (metalürjik veya difüzyon artmış) ve bağ cilalı yüzeylerin temizlenmesi için olabilir Böylece yüzey ve kaplama parçacıklar arasındaki etkileşimin katılan yüksek sıcaklıklar ve daha uzun soğutma çevrimleri nedeniyle artırılacak Molibden ve diğer refrakter metaller çok yüksek erime noktasına sahip.")
67
Porozite Bu (VPS, sonrası ısıl işlem görmüş kaplamaların veya erimiş kaplamalar hariç) çoğu termal sprey kaplama mevcuttur. 1-25% gözeneklilik normal ancak daha sonraki işlem ve malzemeler değişiklikleri ile manipüle edilebilir. Gözeneklilik göre kaplama olarak zararlı olabilir: Korozyon - (kaplamalar sızdırmazlık tavsiye). Kuvvet, macrohardness ve aşınma özellikleri. Gözeneklilik açısından önemli olabilir: Yağlama - gözeneklilik yağlar için rezervuar görevi görür. Termal bariyer özellikleri artırılması. Stres seviyelerini azaltmak ve kalınlık sınırlamaları artan. Artan şok özellikleri direniyor.
 çoğu termal sprey kaplama mevcuttur. 1-25% gözeneklilik normal ancak daha sonraki işlem ve malzemeler değişiklikleri ile manipüle edilebilir. Gözeneklilik göre kaplama olarak zararlı olabilir: Korozyon - (kaplamalar sızdırmazlık tavsiye). Kuvvet, macrohardness ve aşınma özellikleri. Gözeneklilik açısından önemli olabilir: Yağlama - gözeneklilik yağlar için rezervuar görevi görür. Termal bariyer özellikleri artırılması. Stres seviyelerini azaltmak ve kalınlık sınırlamaları artan. Artan şok özellikleri direniyor.")
68
Oksit metalik kaplamalar termal püskürtme sırasında oksidasyondan muzdarip. Oksidasyon ürünleri genellikle kaplamalarda yer almaktadır. Oksitler genellikle daha fazla aşınmaya dayanıklıdır. Kaplamalarda Oksitler korozyon, mukavemet ve işlenebilirlik özellikleri doğru zararlı olabilir. Yüzey Dokusu Birçok kaplamalar yüksek sürtünme yüzeylerine sahiptir. Seramik kaplama püskürtülür Bazı plazma tekstil sektöründe önemli pürüzsüz ama dokulu kaplama üretmek. Diğer uygulamalar bazı kaplama yüzey aşındırıcı doğası kullanır. Mukavemet Kaplamalar genellikle kötü dayanım, süneklik ve darbe özellikleri vardır. Bu özellikler kaplamalarda partikül veya tane sınırları ve kaplama / substrat arayüzü olma eğilimindedir "zincirin zayıf halkası" tarafından dikte eğilimindedir. Kalıntı gerilim kaplamalarda olumsuz genel etkisi var. Etkili yapışma gücü iç stres düzeylerini artırarak azalır ve yok edilebilir. Bu etkileri kaplama kalınlığı ile değiştirebiliriz. Bu tür aşınma direnci gibi yüzey özellikleri genellikle iyi, ancak özellikler kullanılan kaplama malzeme ya da malzemeler için daha spesifiktir. Bir yüzey özellikleri üretim ve ekonomik gücü, kolaylığı (hafif çelik gibi) olması yeterlidir.Kaplama ile istenen spesifik yüzey özellikleri sağlamaktadır.
 olması yeterlidir.Kaplama ile istenen spesifik yüzey özellikleri sağlamaktadır.")
69
Termal Püskürtme Kaplamaların Kazandırdığı Bazı Özellikleri
Tribolojik (aşınma, direnç). Korozyon direnci. Isı direnci. Termal bariyer. Elektriksel iletkenlik veya özdirenç aşındırıcı. Dokulu yüzeyler. Katalizör ve protez özellikleri, Boyut Restorasyonu. Karmaşık yüzeyler kopyalanması.
. Korozyon direnci. Isı direnci. Termal bariyer. Elektriksel iletkenlik veya özdirenç. aşındırıcı. Dokulu yüzeyler. Katalizör ve protez özellikleri, Boyut Restorasyonu. Karmaşık yüzeyler kopyalanması.")
70
Doğru akım arkı, genellikle yüksek frekans akışı ile başlar ve elektrotlar ile devam eder. Katot boyunca verilen plazma gazı, bu ark içersinde ısıtılmakta ve plazma sıcaklığına erişen gaz, nozul anottan plazma alevi olarak püskürtülmektedir. Ark akımı ve voltajı: anot/katot dizaynı, gaz akış hızı ve gaz bileşimi gibi değişkenlere bağlı olarak değişmektedir. Ark genelde, anot-katot temasıyla ateşlenir.

71
Şekil 2 Plazma sprey tabancasının şematik görünüşü

72
Sprey tabancası, kaplama sisteminin en önemli çalışma ünitesidir ve Şekil 2 'de şematik olarak verilmiştir. Anot olarak saf Cu ve katot olarak da %2 ThO2 katkılı W'ın kullanıldığı tabancada plazma, bu iki elektrot arasındaki elektrik arkında plazma gazlarının iyonizasyonuyla elde edilir. Kullanılan plazma gazlan, katottun etrafından ve aynı zamanda nozul görevini de gören anodun içerisinden geçirilir. Uygulamada nötr plazma gerektiği için, anot boş bir nozul şeklinde dizayn edilmiş ve ark devresinin nozul içinde tamamlanması sağlanmıştır. Böylece, serbest halde elde edilen plazma, elektrik akımını iletmemektedir. Kaplama işleminde gerçekleşen bütün olaylar (disosasyon, iyonizasyon, plazma hali gibi) sprey tabancası içerisinde meydana gelmektedir.
 sprey tabancası içerisinde meydana gelmektedir.")
73
Ark Sprey

74
Tabancaya beslenen plazma gazlan, yüksek gerilim veya yüksek frekans yardımıyla tutuşturulur. Plazma gazları, kaplama tozlan, çalışma voltajı ve arkı ile ilgili bütün ayarlamalar kontrol ünitesinde manuel olarak veya bilgisayar yardımıyla yapılır.

75
Plazma spreyle üretilen kaplamaların özellikleri ile güç ünitesinin kapasitesi arasında önemli bir ilişki mevcuttur. Plazma sprey işleminde ana malzeme üzerine püskürtülen partiküllerin hızı, güç kaynağının gücüne bağlıdır. Konvansiyonel kaplama sistemlerinin gücü 40 kW iken günümüzde 80 ve 120 kW'lık sistemler kullanılmakta ve bu sayede partikül hızı artırılarak porozitesi düşük, üstün mekanik özellikli yoğun kaplamalar elde edilmektedir.

Benzer bir sunumlar


 ile karakterize edilir. Verilen bir elementin tüm atomlarında.>")










 Kompozitler>")
.>")






