Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
BİRLEŞTİRME YÖNTEMLERİNE GENEL BAKIŞ
Sökülebilir bağlantılar: Vidalama, Civata ile tutturma, Sıkıştırma Sökülemiyen bağlantılar: Kaynaklama, Lehimleme, Yapıştırma, Perçinleme, Katlama Kaynaklama, malzemelerin sıcaklık, basınç veya sıcaklık ve basınç uygulanarak bir daha sökülemiyecek şekilde birleştirilmesidir. Bağlantı bölgesinde malzeme eritilir veya plastik olarak deforme olur. Lehimleme malzemelerin eritilmeden veya plastik olarak deforme edilmeden sökülemiyecek şekilde birleştirildiği bir yöntemdir. Bu yöntemde eritilen bir lehim kullanılarak ana malzeme birleştirilir. Birleştirme bölgesinde ana malzeme, eritilmiş lehim tarafından ıslatılır ve birleşme üst yüzeyde difüzyon ile sağlanır.

2
Lehimleme aşağıdaki şekilde sınıflandırılır.
Yumuşak lehimleme : Çalışma sıcaklığı 450 °C’ye kadar (Pb-Sn) Sert lehimleme : Çalışma sıcaklığı °C arası (Cu-Zn) Yüksek sıcaklık lehimi : Çalışma sıcaklığı 900 °C üzeri (Cu, Cu-%40Ag,Cu-Zn, Cu-Sn) Yapıştırma, malzemelerin ara tabakalar (yapıştırıcı) kullanımıyla birleştirilmesidir. Bağlantı bölgesinde ana malzeme yapıştırıcı tarafından ıslatılır, bağlantı yüzeylerdeki tutunma (yapışma) ve kimyasal reaksiyonlar ile sağlanır.
 Sert lehimleme : Çalışma sıcaklığı °C arası (Cu-Zn) Yüksek sıcaklık lehimi : Çalışma sıcaklığı 900 °C üzeri (Cu, Cu-%40Ag,Cu-Zn, Cu-Sn) Yapıştırma, malzemelerin ara tabakalar (yapıştırıcı) kullanımıyla birleştirilmesidir. Bağlantı bölgesinde ana malzeme yapıştırıcı tarafından ıslatılır, bağlantı yüzeylerdeki tutunma. (yapışma) ve kimyasal reaksiyonlar ile sağlanır.")
3
Genel Kaynak Yöntemleri
Kaynak için şu enerji taşıyıcıları kullanılır. Hareket Eriyik metal Alev, ateş Akım ısısı (direnç sonucu ısınma) Ark Işın
 Ark. Işın.")
4
Genel Kaynak Yöntemleri
Enerji taşıyıcı Pres Kaynağı Eriterek Kaynak Hareket Sürtünme kaynağı Patlamalı kaynak Eriyik metal Döküm kaynağı Alev, ateş Gaz pres kaynağı Ateş kaynağı Gaz Kaynağı Akım ısısı Direnç nokta kaynağı Direnç dikiş kaynağı Yakma alın kaynağı Elektro curuf kaynağı Ark Saplama kaynağı Elle ark kaynağı Metal koruyucu gaz kaynağı Tungsten koruyucu gaz kaynağı Tozaltı kaynağı Plazma kaynağı Işın Laser ışın kaynağı Elektron ışın kaynağı

5
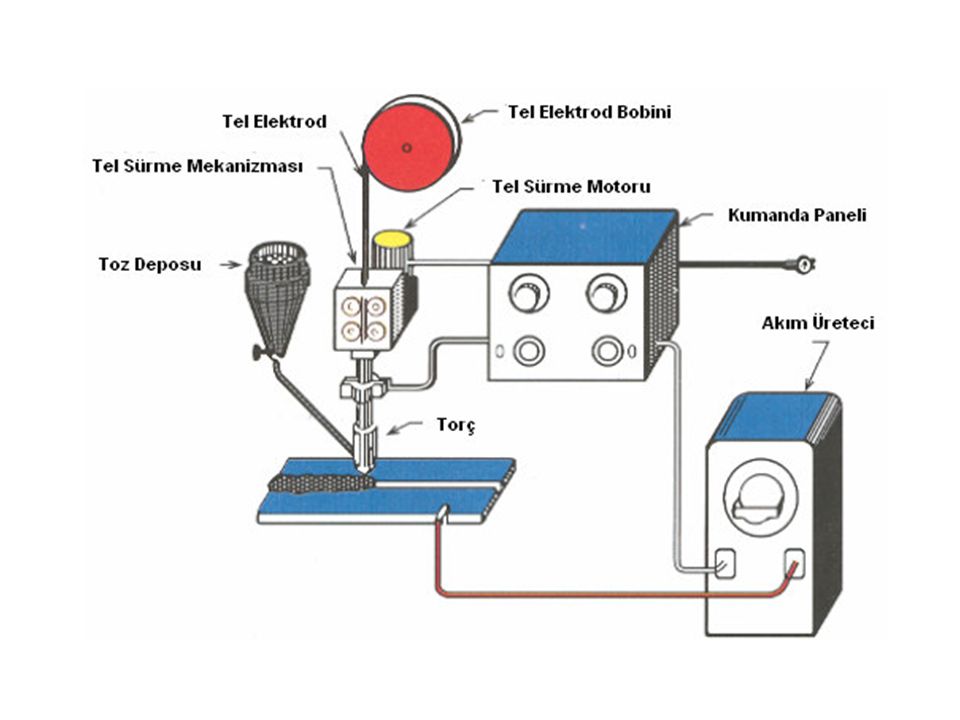
TOZALTI KAYNAĞI Temel olarak bir elektrik ark kaynağıdır. Kaynak arkı, otomatik olarak kaynak yerine gelen çıplakbir elektrot ile iş parçası arasında meydana gelir. Aynı zamanda, kaynak yerine devamlı olarak bir tozdökülür ve ark bu tozun altında yanar. Bu sebepten bu usul tozaltı ark kaynağı olarak adlandırılmıştır.1933 yılından itibaren ABD’de yayılmaya başlamış, 1937 yılında Avrupada kullanılmaya başlanmış ve İkinci Dünya Savaşından sonra gelişerek endüstride önem kazanmıştır yılında Türkiye de bu yöntem uygulama alanı bulmuş ve gelişerek bugünkü seviyelere ulaşmıştır. 1.Kaynak akımı üreteci 2.Tel elektrod makarası 3.Tel sürme mekanizması 4.Akım kontak memesi 5.Toz katmanı 6.Curuf 7.Kumanda cihazı Şekil. Tozaltı kaynağının şematik gösterimi

7
Hareketli bir sistem üzerine tel elektrod makarası, akım temas borusu ve toz sağlama
sistemi monte edilmiştir. Tel elektrod makaradan alınarak akım temas borusu içerisinden sürülür. Bir kaynak akımı üreteci de yüksek değerlere akım sağlar. Kaynak akımı, kaynak teli akım temas borusundan sürtünerek geçerken tele aktarılır. Toz tabakasının altındaki ark tel elektrod ile iş parçası arasında gözle görülmeyecek şekilde yanar. Büyük ark enerjisi sayesinde birleştirilecek yüzeyleri derin bir şekilde eritir. Aynı anda kısmen eriyik haldeki toz kaynak banyosonu örterek koruyucu bir curuf oluşturur. Alaşım elementleri de tozla birlikte kaynak banyosuna eklenir. Hareketli sistem kaynak ağzı boyunca ilerler, eriyen elektrod kaynak ağzını doldurur, erimemiş durumdaki toz ise emilir. Arkın hemen önündeki büyük enerji Yoğunluğu elektrod üzerine büyük bir akım yüklemesi sağlar ve böylece büyük eritme kapasitesine ulaşılır.

8
Tozaltı kaynağı uygulaması

9
Uygulama Alanları Tozaltı kaynağı tercihen kalın levhalarda ve uzun dikişlerde uygulanmaktadır. Alaşımsız ve alaşımlı çeliklerin birleştirme kaynağı, Bant elektrodlarla yüksek alaşımlı çeliklerin yüzey kaplama kaynağı Basınçlı kab, kazan ve tank üretiminde, Gemi yapımında Spiral kaynaklı boru üretiminde Aşınan mil ve makine parçalarının dolgusunda Darbe veya aşınmaya dayanıklı sert dolgu işlemlerinde Korozyon ve oksidasyona dayanıklı kaplma işlemlerinde

10
Tozaltı kaynak yönteminde kaynak parametreleri (kaynak akımı, ark voltajı, tel
İlerleme hızı, kaynak hızı) iyi seçildiğinde hatasız ve güzel görünümlü dikişler elde edilir. Yüksek kaynak akımından dolayı daha büyük kaynak banyosu ve daha derin nüfuziyet elde edilir. Malzemeler Alaşımsız, düşük ve yüksek alaşımlı çelik, ince taneli yapı çelikleri, ostenitik çelikler Kaynak akım şiddeti A (tercihen ) Kaynak gerilimi 25-45 V Kaynak hızı (max 400) cm/dk Tel elektrod çapı 1.6-8 mm (tercihen 4-6 mm) Eritme gücü 3-40 (max 75) kg/saat Levha kalınlığı En az 2 mm (tercihen ≥ 6 mm
 iyi seçildiğinde hatasız ve güzel görünümlü dikişler elde edilir. Yüksek kaynak akımından dolayı daha büyük kaynak banyosu ve daha derin nüfuziyet elde. edilir. Malzemeler. Alaşımsız, düşük ve yüksek alaşımlı çelik, ince taneli yapı çelikleri, ostenitik çelikler. Kaynak akım şiddeti A (tercihen ) Kaynak gerilimi V. Kaynak hızı (max 400) cm/dk. Tel elektrod çapı mm (tercihen 4-6 mm) Eritme gücü (max 75) kg/saat. Levha kalınlığı. En az 2 mm (tercihen ≥ 6 mm.")
11
Bu yöntemde normal el ark kaynağına nazaran elektrod teli daha yüksek bir akım şiddeti ile yüklenebilir. Bu sebepten, derin nüfuziyetli ve geniş banyolu dikişler elde edilir. Meselâ 4 mm çapındaki bir elektrod el ark kaynağında 150 ilâ 190 amper arasında akımla kaynak yapılırken, tozaltı ark kaynağında 400 ilâ 650 amper arasında bir akım ile kaynak yapılabilir Kaynak Hızının Nüfuziyete Etkisi

12
Tozaltı kaynağının karakteristikleri ve el ile yapılan ark kaynağıyla kıyaslanması
a-) Kaynak hızı ve kaynak gücü: Tozaltı kaynağında 200 ilâ 5000 amper akım şiddeti ve 6 ilâ 300 m/saat kaynak hızları kullanılır. Bu değerler el ile yapılan ark kaynağına göre çok yüksektir. b-) Kaynak teli sarfiyatı: Tozaltı kaynağında eriyen metalin 2/3'ünü esas metal ve 1/3'ünü ilâve metal oluşturur. Bu sebepten ilâve metal sarfiyatı oldukça azdır. El ile yapılan ark kaynağında, kaynak teli (ilâve metal) kaybı daha çoktur. c-) Nüfuziyet: Kaynak ağzı açılmadan, iki paso ile, 18 mm ve ağız açarak iki paso ile 140 mm kalınlıktaki parçalar kaynak yapılabilir. d-) Sürekli kaynak yapabilme imkanı: Tozaltı kaynağında kaynak kafası (toz hunisi, tel ilerletme mekanizması, ayar ve kumanda tertibatı) hızı ayarlanabilen ve sabit tutulabilen bir arabaya monte edildiğinden, devamlı kaynak yapma imkanı vardır. Kalifiye kaynakçı kullanma zorunluluğu ortadan kalkmaktadır. El kaynağında ise, kalifiye elemana ihtiyaç vardır.
 Kaynak hızı ve kaynak gücü: Tozaltı kaynağında 200 ilâ 5000 amper akım şiddeti ve 6 ilâ 300 m/saat kaynak hızları kullanılır. Bu değerler el ile yapılan ark kaynağına göre çok yüksektir. b-) Kaynak teli sarfiyatı: Tozaltı kaynağında eriyen metalin 2/3 ünü esas metal ve 1/3 ünü ilâve metal oluşturur. Bu sebepten ilâve metal sarfiyatı oldukça azdır. El ile yapılan ark kaynağında, kaynak teli (ilâve metal) kaybı daha çoktur. c-) Nüfuziyet: Kaynak ağzı açılmadan, iki paso ile, 18 mm ve ağız açarak iki paso ile 140 mm kalınlıktaki parçalar kaynak yapılabilir. d-) Sürekli kaynak yapabilme imkanı: Tozaltı kaynağında kaynak kafası (toz hunisi, tel ilerletme mekanizması, ayar ve kumanda tertibatı) hızı ayarlanabilen ve sabit tutulabilen bir arabaya monte edildiğinden, devamlı kaynak yapma imkanı vardır. Kalifiye kaynakçı kullanma zorunluluğu ortadan. kalkmaktadır. El kaynağında ise, kalifiye elemana ihtiyaç vardır.")
13
e-) Yüksek kaliteli kaynak dikişinin sağlanması: Kaynak yerinin iyi bir şekilde cürufla örtülmesi, yavaş soğumayı temin eder. Bu ise kaynak hatalarının meydana gelme imkânını azaltır. f-) Elektrik enerjisi sarfiyatının minimum olması: Kaynak yerinin toz tarafından gayet iyi bir şekilde örtülmesi sebebiyle, elektrik enerjisi kaybı çok azdır. El ile yapılan ark kaynağında ise, çevreye ısı ve ışık enerjisi olarak elektrik enerjisi kaybı yüksektir. g-) Özel koruyucu emniyet tedbirlerine ihtiyaç olmaması: Tozun kaynak yerini gayet iyi şekilde koruması sebebiyle; ultraviyole ışınlar, gaz ve tozdan korunmak için özel tedbirlere ihtiyaç yoktur. El ile yapılan kaynakta kaynakçının göz ve cildini korumak için maske ve özel elbise kullanması lazımdır.
 Elektrik enerjisi sarfiyatının minimum olması: Kaynak yerinin toz tarafından gayet iyi bir şekilde örtülmesi sebebiyle, elektrik enerjisi kaybı çok azdır. El ile yapılan ark kaynağında ise, çevreye ısı ve ışık enerjisi olarak elektrik enerjisi kaybı yüksektir. g-) Özel koruyucu emniyet tedbirlerine ihtiyaç olmaması: Tozun kaynak yerini gayet iyi şekilde koruması sebebiyle; ultraviyole ışınlar, gaz ve tozdan korunmak için özel tedbirlere ihtiyaç yoktur. El ile yapılan kaynakta kaynakçının göz ve cildini korumak için maske ve özel elbise kullanması lazımdır.")
14
Dezavantajları Büyük erime banyosu (düşük kaynak hızlarında) İri dallantılı kristaller Dikiş ortasında segregasyon Uygun olmayan döküm yapısı Sıcak çatlak oluşumu tehlikesi Banyo altlığının yetersiz olması durumunda erimiş metalin aşağı akması Kaynak banyosunun görülebilir olmaması ve kaynak sırasında sadece sınırlı Düzeltmelerin yapılabilmesi nedeniyle tam bir kaynak ağzı hazırlığı ve torç İdaresi gerekmekte Ek yardımcı ekipman olmadan sadece yatay ve oluk pozisyonlarındaki uygulamalar mümkün

15
Tozaltı kaynağında kullanılan kaynak telleri
Yüksek kaliteli çelik teller kullanılır. Bu teller genellikle elektrik ark ocaklarında üretilir. Kaynak yerinin emniyeti bakımından, manganez miktarları yüksektir. Çapları 1,2 ilâ 12 mm arasında değişir. Tozaltı kaynak tellerinin üzerlerinin tamamen düz ve pürüzsüz, yağ, pas ve pislikten arınmış olmalıdır. Tellerin paslanmasını önlemek ve kaynak esnasında memeden tele akım geçişini kolaylaştırmak üzere, tozaltı kaynak tellerinin üzerleri bakır ile kaplanır. Tozaltı ark kaynağında kullanılan teller içerilerindeki manganez miktarlarına göre sınıflandırılır. Amerikan standardında (AWS A5-17, ASTM A T) manganez miktarına göre; düşük, orta ve yüksek manganezli teller olarak tasnif edilmektedir. Bunlardaki manganez oranları aşağıdaki miktarlardadır: Düşük manganezli % 0,30 - 0,60 Mn Orta manganezli % 0,90 - 1,25 Mn Yüksek manganezli % 1,75 - 2,25 Mn Tozaltı kaynak tellerinde fosfor ve kükürt oranlarının her birinin %0,03'ün altında olması gerekir.
 manganez miktarına göre; düşük, orta ve yüksek manganezli teller olarak tasnif edilmektedir. Bunlardaki manganez oranları aşağıdaki miktarlardadır: Düşük manganezli % 0,30 - 0,60 Mn. Orta manganezli % 0,90 - 1,25 Mn. Yüksek manganezli % 1,75 - 2,25 Mn. Tozaltı kaynak tellerinde fosfor ve kükürt oranlarının her birinin %0,03 ün altında olması gerekir.")
16
Kullanılacak kaynak telinin seçiminde, kaynak tozunun da göz önüne alınması lâzımdır. Bu sebepten kaynak metalinin bileşimini tespitinde, hem telin bileşimi hem de tozun bileşimi göz önüne alınarak aşağıdaki seçimler yapılabilir: a-) Alaşımlı bir tel kullanmak, b-) Alaşımsız bir tel ile alaşımlı bir kaynak tozu kombinezonu seçmek, c-) Alaşım elemanı ihtiva eden bir örtü ve alaşımsız bir telden ibaret olan kompoze elektrodlar kullanmak. Tozaltı kaynağında kullanılan kaynak tozları Tozaltı kaynağındaki kaynak tozları, el ile yapılan ark kaynağındaki elektrod örtüsünün görevini yerine getirir. Bu görev fiziksel olarak: a-) Kaynak banyosunu havanın zararlı etkisinden koruma, b-) Dikişe uygun bir form verme, c-) Dikişin yavaş soğumasının sağlanması, olarak sıralanabilir. Kaynak tozu metalürjik olarak da, kaynak banyosuna ilâve ettiği elemanlarla yanma kaybını ortadan kaldırır ve dengeler.
 Alaşımlı bir tel kullanmak, b-) Alaşımsız bir tel ile alaşımlı bir kaynak tozu kombinezonu seçmek, c-) Alaşım elemanı ihtiva eden bir örtü ve alaşımsız bir telden ibaret olan kompoze elektrodlar kullanmak. Tozaltı kaynağında kullanılan kaynak tozları. Tozaltı kaynağındaki kaynak tozları, el ile yapılan ark kaynağındaki elektrod örtüsünün görevini yerine getirir. Bu görev fiziksel olarak: a-) Kaynak banyosunu havanın zararlı etkisinden koruma, b-) Dikişe uygun bir form verme, c-) Dikişin yavaş soğumasının sağlanması, olarak sıralanabilir. Kaynak tozu metalürjik olarak da, kaynak banyosuna ilâve ettiği elemanlarla yanma kaybını ortadan kaldırır ve dengeler.")
17
Kaynak tozundan istenen hususlar
İyi bir kaynak tozunun aşağıdaki hususları gerçekleştirmesi gerekir: a-) Kararlı bir ark sağlanmalıdır. Bilhassa alternatif akım ile kaynakta, akım yön değiştirirken arkın sönmesini önlemelidir. b-) istenen kimyasal bileşim ve mekanik özelliklere sahip bir kaynak dikişi vermelidir. c-) Uygun ve temiz bir iç yapı sağlamalıdır. d-) Kaynak dikişinde, herhangi bir gözenek ve çatlak teşekkülüne sebep olmamalıdır. e-) Kök pasolarının ve dar aralıkların kaynağında, cürufu kolayca kalkabilmelidir. f-) Gözenek teşekkülüne sebep olacak organik maddeler ihtiva etmemelidir. g-) Az nem çekmelidir.
 Kararlı bir ark sağlanmalıdır. Bilhassa alternatif akım ile kaynakta, akım yön değiştirirken arkın sönmesini önlemelidir. b-) istenen kimyasal bileşim ve mekanik özelliklere sahip bir kaynak dikişi vermelidir. c-) Uygun ve temiz bir iç yapı sağlamalıdır. d-) Kaynak dikişinde, herhangi bir gözenek ve çatlak teşekkülüne sebep olmamalıdır. e-) Kök pasolarının ve dar aralıkların kaynağında, cürufu kolayca kalkabilmelidir. f-) Gözenek teşekkülüne sebep olacak organik maddeler ihtiva etmemelidir. g-) Az nem çekmelidir.")
18
Tozların kimyasal bileşimleri ve kaynak metaline etkileri
Genel olarak kaynak tozlarının büyük bir kısmını, Si02 teşkil eder. Si02 kaynak tozunun yüksek akım şiddetiyle yüklenmesini temin eder, aynı zamanda iyi bir dezoksidandır ve cürufu daha akıcı hale getirir. Tozların içerisinde miktar olarak ikinci büyük madde, MnO'dir. MnO dikişin emniyeti bakımından önemlidir. Fakat tozun içerisindeki MnO miktarı arttıkça, yüksek akım şiddetiyle yüklenebilme kabiliyeti azalır. Bu sebepten yüksek akım şiddetiyle yüklenen tozlarda MnO bulunmaz. Fakat manganezsiz ve silisyum miktarı yüksek tozlar kir ve pasa karşı çok hassas olduğundan, parçaların kaynak ağızlarının çok iyi temizlenmesi gerekir. Tozda bulunan Si02 kaynak sırasında redüklenerek, dikişe Si verir. Si02 miktarı arttıkça, dikişe geçen Si miktarı da artar. Silisyum kaynak esnasında kaynak banyosunu de-zokside ederek, dikişin gözeneksiz çıkmasını temin eder; kükürt ve fosfor segregasyonunu azaltır. Kaynak dikişindeki silisyum ve manganez birbirlerine göre miktarları, dikişin mekanik özellikleri yönünden önemlidir. Manganezin silisyuma oranı en az 2/1 olmalıdır. (3/1'e kadar çıkabilir). Bu oran üzerinde seçilen kaynak teli ve tozunun etkisi olduğu kadar, çalışma şartlarının da tesiri vardır. Çalışma şartlarında akım şiddeti yükseldikçe, manganez ve silisyumun yanma oranı artar. Böylece dikişe geçen manganez ve silisyum miktarı azalır. Kaynak hızının artması, ark geriliminin azalması kaynak metalindeki manganez ve silisyum oranını azaltır. Yine kaynak teli çapının ve kaynak ağzı açısının artması, dikişteki manganez ve silisyum miktarlarını artırmaktadır.
. Bu oran üzerinde seçilen kaynak teli ve tozunun etkisi olduğu kadar, çalışma şartlarının da tesiri vardır. Çalışma şartlarında akım şiddeti yükseldikçe, manganez ve silisyumun yanma oranı artar. Böylece dikişe geçen manganez ve silisyum miktarı azalır. Kaynak hızının artması, ark geriliminin azalması kaynak metalindeki manganez ve silisyum. oranını azaltır. Yine kaynak teli çapının ve kaynak ağzı açısının artması, dikişteki manganez ve silisyum miktarlarını artırmaktadır.")
19
TOZ ÜRETİMİ Erimiş tozlar; suni olarak eritilmiş silikatlardır ve katı hallerinde kristal karakterli amorf kütlelerdir. Bu tozların imalâtında kuvars, manganez cevheri veya dolomit, kalkspat ve kil gibi maddeler uygun miktarlarda karıştırılarak eritilir. Eritme işleminde ark fırınları veya alevli fırınlar kullanılır. Sinterlenmiş tozların imalinde uygun bileşimdeki malzeme karışımı öğütülür. Daha sonra öğütülmüş tozlar belirli büyüklükte taneler halinde preslenir ve alevli fırınlarda sinterlenir. Sinterlenen taneler daha sonra tekrar ufaltılır ve istenen tane büyüklüğünde olanlar ayrılır. Aglomere tozlar; ince öğütülmüş toz halindeki hammaddeye belirli büyüklükte olan hammaddenin katılması ve bir yapıştırıcı ile aglomere edilmesiyle elde edilir. Aglomere olmuş bu karışım daha sonra neminin alınması için, bir tavlamaya tabi tutulur. Aglomere tozlar son zamanlarda genişçe kullanılmakta olup, erimiş tozlara göre çeşitli üstünlükleri vardır. Aglomere tozlarla kaynak metali daha iyi alaşımlandırılabilmekte, toz sarfiyatı daha az olmaktadır.

20
Akım değişken –Voltaj sabit
Voltaj değişken-Akım sabit Voltaj

21
WPS Kaynak Prosedür Şartnamesi (Welding Procedure Specification)
PQR Prosedür Kalifikasyon Kaydı (Procedure Qualification Record)
")
Benzer bir sunumlar




>")

>")








>")

 Kompozitler>")

