Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
GIDA ENDÜSTRİSİ MAKİNALARINA GENEL BAKIŞ
Hammadde Hazırlık Makinaları GIDA ENDÜSTRİSİ MAKİNALARINA GENEL BAKIŞ

2
Diğer endüstri dallarında olduğu gibi gıda endüstrisinde de proses, genel “birim işlemler “arasından, seçilmiş, konuya ve amaca göre kombine edilmiş birim işlemlerden oluşan bir sistemdir. Proses ne şekilde saptanmış olursa olsun birim işlemler arasında başta gelen ve vazgeçilmeyen işlemler “Hammadde Hazırlık İşlemleri”dir. Hammadde, esas proses hatlarına alınmadan önce bir dizi hazırlık işleminden geçirilir.

3
HAMMADDE HAZIRLIK MAKİNELERİ
Hammadde esas işlem hatların alınmadan önce bir dizi hazırlık işlemlerinden geçilir.Meyve sebzelerin soyulması , patates kabuklarının soyulması ,meyvelerin çıkarılması , kabuklu meyvelerin kabuklarının kırılması , kanatlıların ayaklarındaki pisliklerin temizlenmesi, yumurtaların yıkanması ve kabuklarını kırılması hazırlık işlemlerinden bazılarıdır. Hazırlık işlemleri hammaddenin özelliğine göre değişir.Tahıllara uygulanan hazırlık işlemleri ile meyve sebze grubuna , süte ve ay çiçeğine uygulanan işlemler ile makineleri farklıdır

4
Üretim hatlarına koyulacak makine ve ekipman seçimi yapılırken şunlara dikkat edilmelidir.
Ürün kayıplarını en aza indirecek önlemleri düşünmek. Mikroorganizma faaliyetine ve yeni bulaşıklara izin vermeyecek nitelikte önlemleri düşünmek. Zamanlama üzerinde titizlikle durmak. Ürünün cinsine göre temizlik koşullarını sağlamak. Hammaddenin fiziksel ve yapısal diğer özelliklerini yitirmesini sağlayacak önlemleri almak

5
Hammadde hazırlık makineleri şunlardır :
1-)Tartma ve ölçme aletleri 2-)Taşıma ve iletim düzenleri 3-)Temizleme ve ayıklama makineleri 4-)Yıkama makineleri 5-)Sınıflama makineleri 6-)Sap ayırma kabuk soyma , çekirdek çıkarma makineleri
Tartma ve ölçme aletleri 2-)Taşıma ve iletim düzenleri 3-)Temizleme ve ayıklama makineleri 4-)Yıkama makineleri 5-)Sınıflama makineleri 6-)Sap ayırma kabuk soyma , çekirdek çıkarma makineleri")
6
TARTMA VE ÖLÇME ALETLERİ
Gıda endüstrisi işletmelerinde tüm makinelerin arızasız ve kesintisiz çalışmalarını sağlamak,son ürünün kalitesinden güven duymak işletmeye giren ve çıkan ürünlerde miktar, kalite, hız, akış, seviye, sıcaklık basınç konsantrasyon ve pH gibi ölçümlerin özenle yapılması gerekir.Bu amaçla kullanılan alet ve ekipmanlara tartma ve ölçme aletleri denir.İki grup altında incelenir

7
Kantite ölçen aletler Kalite ölçen aletler

8
KANTİTE ÖLÇEN ALETLER Ölçüm ve tartım işlemlerinin yapılması bir işletme için en önemli işlemlerden biridir. Ürünün birim fiyatını saptanması ürünün ölçüm ve tartım işlemlerinin yapılmasına bağlıdır. Yasalara göre ürünün üzerinde ağırlığının delirtilmesi gerektiğinden ölçüm ve tartım aletleri çok duyarlı olmalıdır.Ölçümler ağırlık veya hacim cinsinden yapılır.Sıvı ürünler m3/saat veya lt/saat cinsinden ölçülür.Katı ürünler ise kg/saat veya ton/saat cinsinden hesaplaması yapılır.

9
Kantine ölçen aletleri 2 gruba ayrılır.
-Ağırlık ölçenler -Hacim ölçenler

10
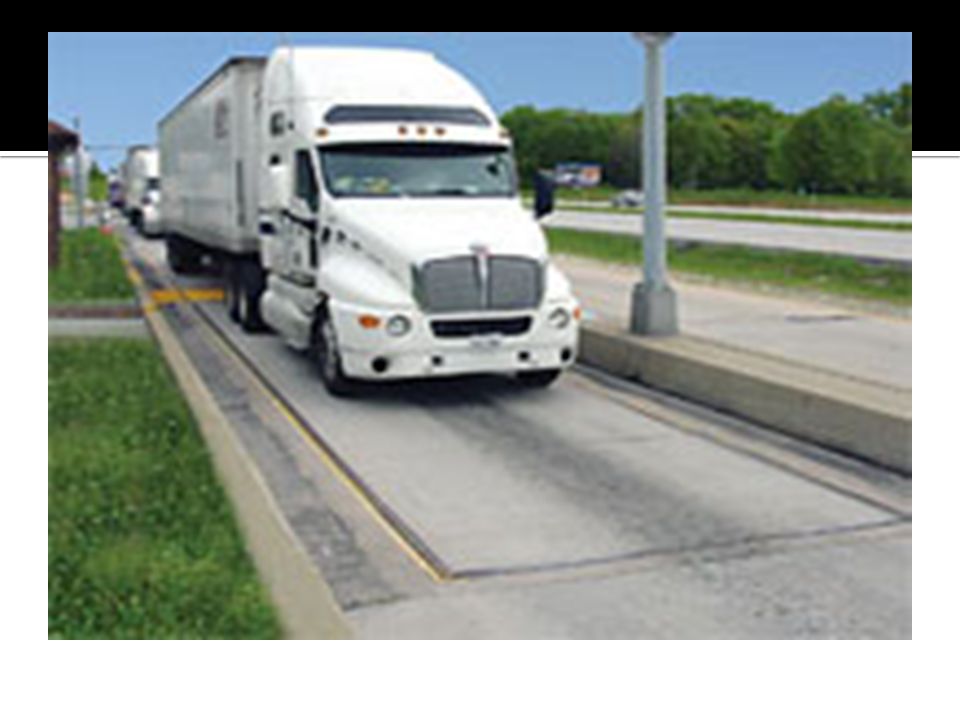
Ağırlık ölçen aletlerden en fazla kullanılanı kantardır
Ağırlık ölçen aletlerden en fazla kullanılanı kantardır.Ürün kamyon,tanker gibi araçlarla getirildiğinde boşaltmadan ölçüm yapılabilir.Kantarın kete ve kadran olmak üzere iki ana bölümü bulunur.kantarlar işletme içi veya dışında ayrı bir bölmeye konur.ağırlık cinsinden ölçüm yapıldıktan sonra kamyon ürünü boşaltıp tekrar ölçülür.Tahıllar zeytin ayçiçeği,sebze,meyve süt bu yolla ölçülebilir.

12
Süt alım sistemi kantar gurubu

13
Sıvı ürünlerin ölçümünde ise sayaçlar kullanılır
Sıvı ürünlerin ölçümünde ise sayaçlar kullanılır.Sayaç ölçümü hacimsel olarak yapar ve sonucu dijital olarak gösterir. Ancak çalkalanma sonucu ürüne karışan havayı da sayacın ölçmesini engellemek için sisteme sayaçtan önce bir hava alma veya çıkarma ünitesi konur.

14
Süt ölçüm sayacı

16
Elektronik sayaçlı süt alım sistemi

17
Sıvıların ölçümünde bir diğer metodta ölçüm tankıdır
Sıvıların ölçümünde bir diğer metodta ölçüm tankıdır.Ölçüm tankı ayaklarının altında ölçüm sonucunu gösteren ve kumanda panosuna sinyal gönderen duyarlı uyarcılar yerleştirilmiştir. Yük hücresi denilen bu uyarıcılar vastasıyla tank dolduktan sonra kumanda panosunda okunan miktar kaydedilir

18
Gıda endüstrisinde en pratik hız ölçen alet türbinli akışmetredir.

19
Bu akışmetre boru hattına hattın bir parçası gibi takılır
Bu akışmetre boru hattına hattın bir parçası gibi takılır.Türbin üzerindeki kanatçıklar borunun içinden geçen sıvının hacmi ile orantılı hızla dönerler.Türbinin dönüşü elektronik olarak ölçülerek miktar saptanır.

20
KALİTE ÖLÇEN ALETLER Kalite üstün olma derecesidir.Ürünün kabul edilebilir.Özelliklerinin toplamıdır ISO’ya göre kalite; bir mal veya hizmetin ondan beklenen belirli ihtiyaçları karşılama niteliklerini saptamak üzere tüm karakteristiklerini ve işleyiş (=performans) özelliklerini kapsayan terimdir.
 özelliklerini kapsayan terimdir.")
21
Kalite mal veya hizmetin kullanım amacına göre değişir
Kalite mal veya hizmetin kullanım amacına göre değişir. Örneğin: içme suyu, kullanma suyu ve endüstri suyunun nitelikleri farklı olduğundan kalite kavramları da değişiktir. Ayrıca tüketicilerin kalite hakkındaki görüş ve bilgisi de kalite anlamında öncelik taşır. Tüketicilerin bilinçlenme düzeyi, toplumun adet, örf ve gelenekleri, kişilerin alışkanlıkları farklı olduğundan kalite anlayışları da farklıdır.

22
Bir ürünün kalitesinde önemli iki temel faktör;
Ürünün fonksiyonu veya kullanım amacı, Fiyatıdır.

23
Gıdalarda duyularımızla saptadığımız üç grup halindedir
-Görünüş faktörleri -Tekstür faktörleri -Tat ve koku faktörleri

24
Görünüş faktörleri: Göz yardımı ile belirlenen şekil, bütünlük ,bulanıklık, parlaklık,renk ,kıvam,çürük, benek,tortu bu grupta yer alır.Büyüklük ve şekil kolay ayırt edilebilen önemli bir faktördür. Konservede işlenecek hıyarın eğrilik derecesinin hesaplanması.Renk ise olgunluk ve çürüme derecesinin göstergesidir. Görünüş özellikleri gıda kalitesinin değerlendirilmesinde ilk aşamadır. Çünkü bir yiyecek ya da içeceği ilk gördüğümüzde önce görünüşünü algılarız.

25
Tüketicilerde gıdaların görünüşü ile ilgili duyusal algılar;
Gıdaların görünüşleri beğenilme ve kabullenmede çok önemlidir. Çünkü gıdaların rengi, biçimi, hacim ve miktarı, dış yüzeyinin düzgün olup olmayışı, ambalaj biçimi, içyapının görünüşü vb. özelliklerine göre kişi gıdayı beğenirse tadar ve yer. Tüketicilerde gıdaların görünüşü ile ilgili duyusal algılar; Satın alırken rafta (raf imajı), Tüketime hazırlarken mutfakta (hazırlama imajı), Tüketirken tabakta (tabak imajı) oluşur.
, Tüketime hazırlarken mutfakta (hazırlama imajı), Tüketirken tabakta (tabak imajı) oluşur.")
28
Ham (soldaki) ve olgun (sağdaki) elmada irilik ve renk farkı
 ve olgun (sağdaki) elmada irilik ve renk farkı")
29
Ham (soldaki) ve olgun (sağdaki) kayısıda irilik ve renk farkı
 ve olgun (sağdaki) kayısıda irilik ve renk farkı")
30
Yuvarlak şekilli meyve ve sebzelerde çap ve irilik ölçümünde kullanılan araç

31
“Yerleşim düzeni” de bir görünüş faktörüdür
“Yerleşim düzeni” de bir görünüş faktörüdür. Örneğin, cam kavanoz içindeki yeşil zeytinlerin ya da teneke kutu açıldığında içindeki sardalyaların görünüşleri tüketiciyi etkiler. “Bütünlük” faktörü denilince, ürünün bir bütün halinde ya da bölünmüş olmasının derecesi anlaşılır.

32
a. Büyüklük ve Şekil Ölçerler:
Büyüklük ve şekil faktörleri kolaylıkla ölçülebilmelerine karşın önemli faktörlerdir. b. Renk ve Parlaklık Ölçerler: Gıdalarda renk, yalnızca kaliteli olmalarının değil aynı zamanda olgunluk ve çürüme derecesinin de bir göstergesidir. Ürün; bira, şarap, üzüm suyu, renklendirilmiş bir ekstrakt, birbirine karıştırılmış iki ya da daha fazla sıvı ürünün oluşturduğu bir karışım olabilir. Ürünün “ışık geçirgenliği” (şeffaflık) özelliğine göre renk miktarını ölçebilen “kolorimetre” ve “spektrofotometre” ler kullanılır. Renk, üç uyarımlı kolorimetrik ölçüm yöntemi ile ölçülür. Ölçüm sonucu çok hassastır.
 özelliğine göre renk miktarını ölçebilen kolorimetre ve spektrofotometre ler kullanılır. Renk, üç uyarımlı kolorimetrik ölçüm yöntemi ile ölçülür. Ölçüm sonucu çok hassastır.")
33
Ürünün ışık geçirgenliği özelliğine renk miktarını ölçen kolorimetre, spektrofotometre kullanılır.

34
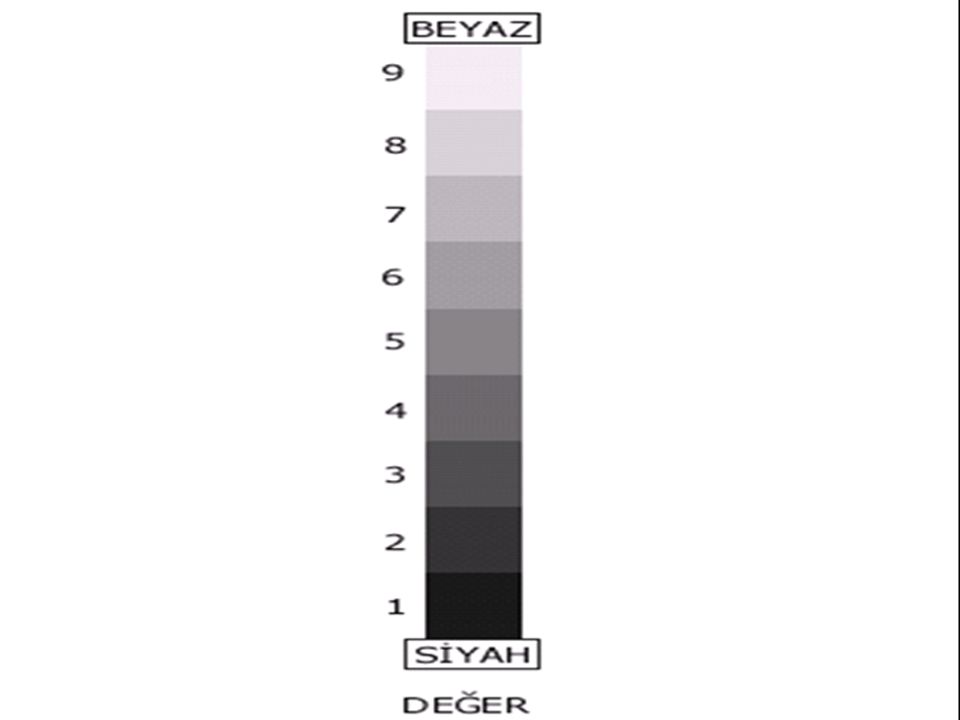
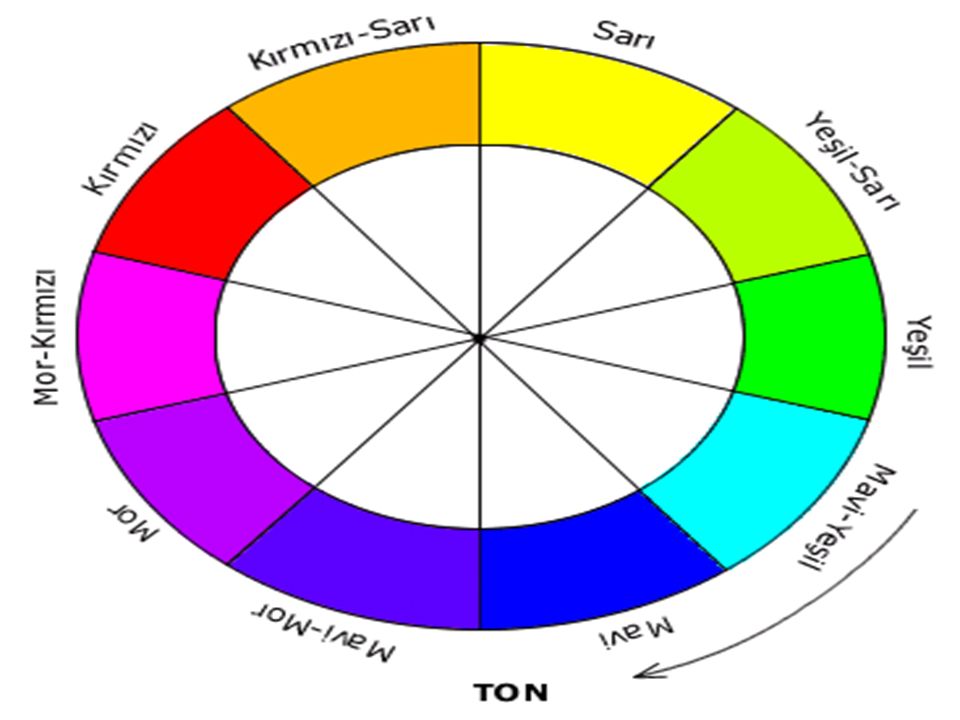
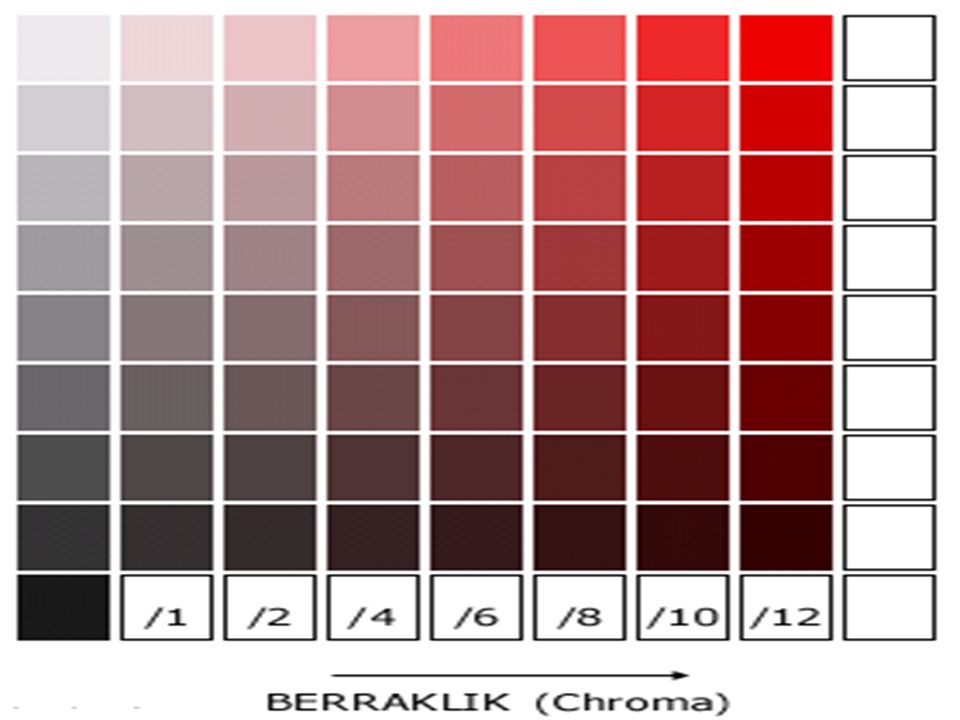
Renkli üründen yansıyan ışık,renk değeri,renk tonu ve renk berraklığı olarak üç bileşene ayrılır.Renk değeri rengin aydınlık ve karanlık olma özelliğini, renk tonu rengin kırmızı veya sarı olma durumunu,renk berraklığıda rengin şiddetini belirler.

38
Ürünün rengi, bu 3 komponentin sayısal değerleri ile saptanır
Ürünün rengi, bu 3 komponentin sayısal değerleri ile saptanır. 3 komponente ait sayısal değerleri aynı olan ürün örnekleri aynı renktedirler. Ürünün olgunlaşma, çürüme ve depolama dönemlerinde gösterdikleri renk farklılıkları saptanabilir. Ürün yüzeyinin parlaklık derecesi de yine aynı yöntemlerle ölçülür. Parlaklık derecesi örneğin, jeleli gıdalarda önemli bir kalite faktörüdür.

39
Rengi ölçülmek istenen örnek tindometre aracının özel bölmesinde bulunan MgCO3 ‘ın beyaz rengi ile karşılaştırılır ve uygun filitreler yardımıyla iki renk eşitlenir. Lovibond tindometresinde kırmızı, mavi, sarı olmak üzere üç temel renk vardır ve sarı ve kırmızı renklerin eşit olması turuncu rengi oluşturur.

40
Renk ölçümü yapılırken,
Örnek Lovibond tindometre hücresine yerleştirilir. Gözetleme projektöründen bakılarak örnek rengine uygun filtreler yardımıyla renkler eşitlenir. Renk değerleri okunur. En düşük okuma düzeyi olan filtre değeri matlık değeridir. Diğer filtre okumalarından düşülür. Nötral filtre kullanıldığında nötral filtre değeri parlaklığı belirtir. Parlaklık değeri diğer iki filtre değerinden düşülmez.

41
Lovibond tindometresi

42
Kıvam ölçümü yapan aletler çok çeşitli olup, aynı ilke ile çalışırlar.
c. Kıvam Ölçerler: Kıvam, yarı sıvı gıdaların yapısal faktörlerinden biri olarak kabul edildiği gibi bazen bir görünüş faktörü olarak düşünülür. Domates suyu, ketçap, domates sosu, bal, pekmez, yemeklik likit yağlar kıvamlı ya da kıvamsız olabilirler. Hamurda yumuşak kıvam ya da köpük oluşumu yoğunluğu hakkında değişken değerler verir. Kıvam, yarı sıvı ürünlerin akış direnci ile ölçülebilir. Yarı sıvı ürünün, çapı belli değerdeki bir delikten geçmesi için geçen süre saptanır. Ürünün kıvamı arttıkça, süre uzar. Kıvam ölçümü yapan aletler çok çeşitli olup, aynı ilke ile çalışırlar.

43
Viskozimetre Yarı sıvı ürünlerin kıvamı akış direnci ile ölçülebilir.Yarı sıvı ürünün çapı belirli bir değerde delikten geçmesi için geçen süre saptanır.Ürünün kıvamı arttıkta süre uzar

44
Tekstür faktörleri: El,diş,dil ve damak yardımı ile dokunma duyusu ile karar verilen yumuşaklık , sertlik , özlülük , çiğnenebilirlik , kumluluk , unluluk ve yapışkanlık gibi faktörleridir.Bir ürünün tekstürü beklenenin dışında algılanırsa kusurlu kabul edilir.Tekstür ölçümü için özel dizayn edilmiş tekstür analiz aygıtları bulunur.

46
Bir çikletten çiğnenebilirlik, kraker ya da patates cipsinden kırılabilirlik özelliği göstermesi beklenir. Gıdaların tekstür faktörlerinin ölçülebilmesi için ürüne kuvvet uygulanır. Bastırma, ezme, sıkıştırma, kesme, bölme, yırtma ve çekerek ayırma (koparma) gibi kuvvet uygulamaları sırasında ürünün tekstüründe değişmeler olur. Ürünün bu değişmelere karşı gösterdiği dirençle ölçülebilir.
 gibi kuvvet uygulamaları sırasında ürünün tekstüründe değişmeler olur. Ürünün bu değişmelere karşı gösterdiği dirençle ölçülebilir.")
47
Tat koku faktöleri: Ağız ve burun yardımı ile tatma koklama duyuları ile karar verilebilen tatlılık ,ekşilik, tuzluluk gibi faktörler ile kötü ve hoş kokulardır.Kantitatif olarak ölçümü çok zordur.Organaleptik olarak saptanır.

48
Ayrıca enzimatik, fizyolojik, kimyasal ve aşırı pişirme, bulaşma ve bayatlama gibi olaylarla oluşan kötü tat- koku ve hoş koku faktörleri de sayılabilir.

49
Tat ve koku, soyut (subjektif) ve ölçümü zor ya da olanaksız olabilen duyulardır. Kişilerin tat ve kokulara karşı olan tepkileri ve beğenileri çok farklıdır. Bu nedenle, kaliteli olup olmama kararını veren degüstatör hakemlerin kararlarında bile farklılıklar vardır. Kalite ölçümünde kullanılan yöntemlerin ve aletlerin yapımına temel olan görünüş, tekstür ve tat- koku faktörleri, kalite saptamasında her zaman yeterli olmayabilir. Bu faktörlere ek olarak beslenme kalitesi, hijyenik olma kalitesi ve saklanabilme (raf ömrü) kalitesinin de devreye girmesi gerekir.
 kalitesinin de devreye girmesi gerekir.")
50
TAŞIMA VE İLETİM DÜZENLERİ

51
Gıda endüstrisi işletmelerinde, hammadde hazırlık makina ve ekipmanları arasında sayılan taşıma ve iletim düzenlerinin önemi büyüktür. Hammadde hazırlık işlemlerinden birisini gerçekleştiren taşıma ve iletim düzenleri çoğu kez proses hatlarının kendisini oluşturur ve hatta ambalajlama ve son ürün depolama bölümlerine de uzanırlar.

52
Gıda endüstrisine konu ham, yarı işlenmiş ve işlenmiş ürünler, katı, yarı katı, sıvı ve yarı sıvı fiziksel özelliklere sahiptirler. İşletmelerin taşıma ve iletim düzenleri bu özelliklere uygun olarak kurulur. Üzerinde çok sayıda boru elemanları, filtreler, ısı değiştirici, evaporatör ve kondensör gibi proses elemanlarının sızdırmaz bir şekilde bağlı olduğu dar boru hatları, taşıma ve iletim görevini proses görevi ile birlikte yapmaktadırlar.

53
Hammadde hazırlık işlemlerinin yanı sıra işlem hattının büyük bir bölümünü oluşturur. Önceleri meyve suyu , süt , şarap , zeytin yağı gibi sıvı akışkanların taşıma ve iletilmesinde yerçekimi, kurutmadan yararlanılıyordu

54
1-)Mekanik götürücüler 2-)Pnomatik götürücüler 3-)Hidrolik götürücüler
Hammadde depolama tankı günümüzde ise pompalar yardımı ile hammaddelerin üretimi üç grup halinde incelenebilir. 1-)Mekanik götürücüler 2-)Pnomatik götürücüler 3-)Hidrolik götürücüler
Mekanik götürücüler. 2-)Pnomatik götürücüler. 3-)Hidrolik götürücüler.")
55
Mekanik götürücüler: İşlenmiş yada yarı işlenmiş gıdaların iletilmesinde kullanılır.İki nokta arasında sonsuz hareketli bir sistemdir. İki nokta arasındaki hat düz dikey,düz yatay yada düz eğimli olabilir.

56
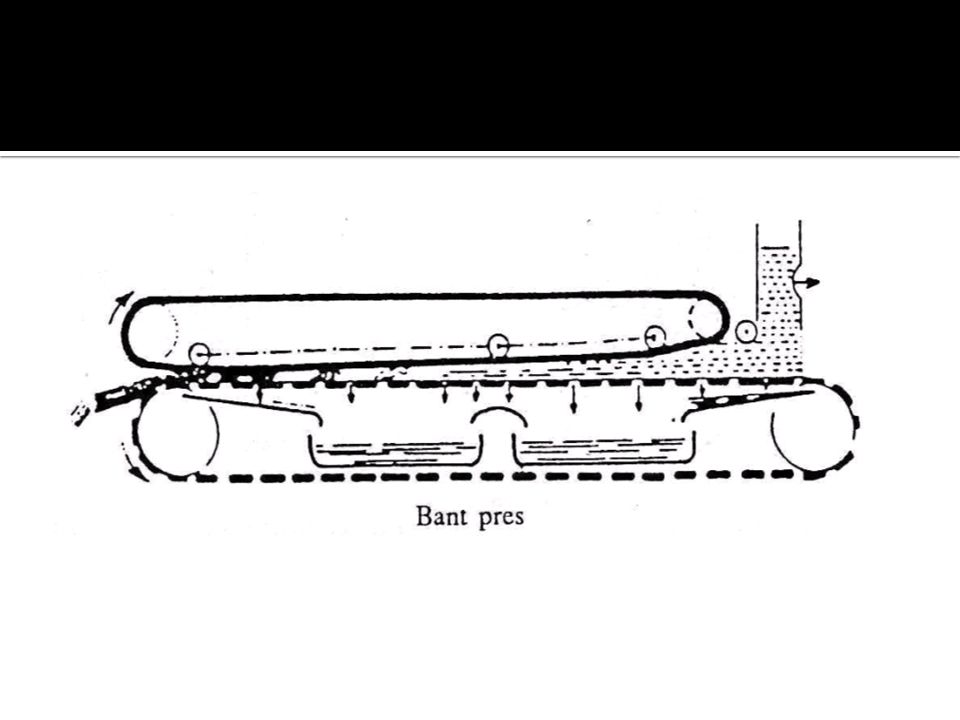
a)bantlı götürücüler:
Bantlı götürücünün birbirinden ayrı belirli uzaklıktaki iki uç noktasına sonsuz dönü hareketi yapan birer tambur, kasnak ya da makara yerleştirilmiştir. Sonsuz dönü hareketi, bir bant ile düz harekete dönüştürülür. Götürücünün iki uç noktası arasında avara yük merdanesi bulunur.Sayısı yükün cinsine göre değişir.Bantlı götürücüler eğimlide olabilir.İnişte 15° çıkışta 20° yi geçemezler. Bantlı götürücüde düz ve lastik kayışlar keten dokuma lastik ve kaplanmış keten dokuma kayışlı paslanmaz çelikten,plastikten yapılmış plastik paletler metale göre daha dayanıklı aşınmaz ve sessiz olduğundan daha çok tercih edilir.

58
Zincirli tip konveyör

60
Değirmen gibi makineleri kullanıldığı yerlerde götürücü banta değirmenin arızalanmaması için elektro mıknatıs eklenir.Hammaddeye karışan metal parçaları varsa elektro mıknatıs tarafından tutulur.Bazı meyve suyu işletmelerinde presleme aracı ile bantlı preslerden yararlanılır.Bantlar arasındaki aralık giderek artar.Böylece meyveye uygulanan basınç artar.Et işleyen kesimhanelerde ki kullanılan çengelli mekanik sistemlerde bantlı götürücüler arasındadır.

62
Burada, genellikle yatay olarak hareket eden iki banttan altta olanı deliklidir. Başlangıçta iki bant arasındaki aralık giderek bandın öteki ucuna doğru daralmakta ve böylece mayşe aşamalı olarak artan bir basınç altında kalmaktadır.

64
Genellikle katı ve yarı katı ham ve işlenmiş ürünlerin düz- dikey ya da belirli bir eğimle taşınma ve iletilmesinde kullanılan bir başka mekanik sistem, kovalı götürücülerdir. Örneğin, şeker pancarının iletiminde kullanılan götürücülerde dikey paletli ya da zincir bant üzerine yerleştirilmiş kovalar veya banda dikey sabit kanatlar taşıma görevini yaparlar. Genellikle dikey olanlara “elevatör” adı verilen bu götürücüler, besleme yaptıkları yapıya bitişik olarak kurulurlar. Kovalar en üst noktaya ulaştıklarında kendiliklerinden boşalırlar.

67
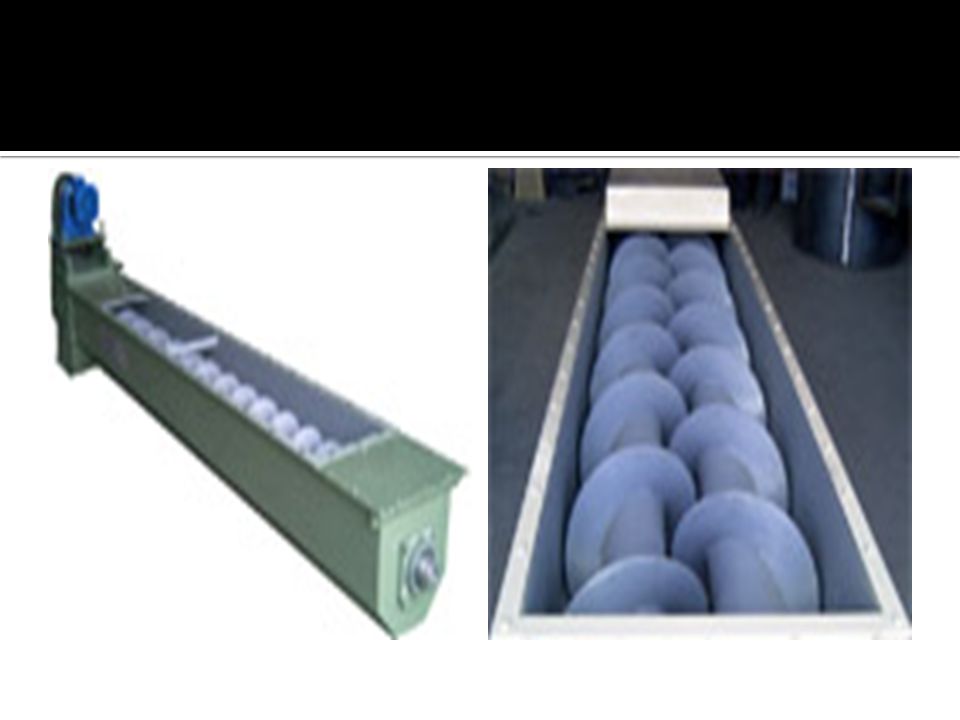
b)helezonlu götürücüler:
Gıda işletmelerinde dikey yatay yada belirli bir eğimle taşınmak istenen hammadde sonsuz hareketli bir vida yardımı ile iletilir.Un ve makarna fabrikalarında kullanılır.Tereyağı ve margarin ambalajlama makinelerinde de yağın paketleme ağzına iletilmesinde helezonlu götürücülerden yararlanılır.Yağlı tohumlardan yağı çıkarmak veya meyve fabrikalarında pres olarak ta kullanılır.

69
Helezon konveyör genellikle bir tekne içinde dönen mile takılmış helezon ile bu mili hareket ettiren bir çalıştırma biriminden meydana gelir. Mil döndükçe malzeme, helisin (kanatların) eksenel etkisiyle, konveyöre beslenir. Mil ve helezon, U biçimindeki tekneye yataklanmış olan milin çevresinde dönerler. Taşınacak malzeme konveyöre bir veya fazla sayıda besleme oluğundan doldurulur. Malzemenin tekne boyunca kayma ilkesi, dönmesine engel olunan bir somunun içindeki vida döndükçe yaptığı öteleme hareketinin benzeridir. Yük, malzemenin ağırlığı ve tekne duvarları ile arasındaki sürtünme nedeniyle, vida (helezon) ile birlikte dönemez. Böylece, öteleme hareketi yapan malzeme, teknenin öbür ucundan veya teknenin altına açılmış deliklerden boşaltılır. Boşaltma olukları bu deliklerin altına yerleştirilirler. Ara boşaltma delikleri ise kapaklı olup bu noktalarda boşaltma yapmak istendiğinde açılırlar
 eksenel etkisiyle, konveyöre beslenir. Mil ve helezon, U biçimindeki tekneye yataklanmış olan milin çevresinde dönerler. Taşınacak malzeme konveyöre bir veya fazla sayıda besleme oluğundan doldurulur. Malzemenin tekne boyunca kayma ilkesi, dönmesine engel olunan bir somunun içindeki vida döndükçe yaptığı öteleme hareketinin benzeridir. Yük, malzemenin ağırlığı ve tekne duvarları ile arasındaki sürtünme nedeniyle, vida (helezon) ile birlikte dönemez. Böylece, öteleme hareketi yapan malzeme, teknenin öbür ucundan veya teknenin altına açılmış deliklerden boşaltılır. Boşaltma olukları bu deliklerin altına yerleştirilirler. Ara boşaltma delikleri ise kapaklı olup bu noktalarda boşaltma yapmak istendiğinde açılırlar.")
70
(1) helezonlu mil, (2) tekne, (3) ara askı yatak, (4) ön yatak, (5) arka yatak (6) besleme oluğu, (7) gözetleme camı, (8) kapaklı ara boşaltma oluğu, (9) uç boşaltma oluğu, (10) elektrik motoru, (11) redüktör, (12) elastik kavrama ve (13) dengeleme kavraması ( Gerdemeli ).
 helezonlu mil, (2) tekne, (3) ara askı yatak, (4) ön yatak, (5) arka yatak (6) besleme oluğu, (7) gözetleme camı, (8) kapaklı ara boşaltma oluğu, (9) uç boşaltma oluğu, (10) elektrik motoru, (11) redüktör, (12) elastik kavrama ve (13) dengeleme kavraması ( Gerdemeli ).")
71
Et ve et ürünleri işleyen fabrikalardaki makinalarda helezon dişli kullanımı yaygındır.
Yağlı tohumlardan yemeklik yağ üretiminde ekstraksiyon yöntemiyle tohumların yağını çıkaran ve meyve suyu üretimi yapılan işletmelerde kullanılan vidalı preslerde, preslemeyi yapan helezon dişlidir.

72
Helezon Taşımalı Soğutucular

73
Bantlardan Oluşan Helezonik Konveyörler

74
Pnömatik götürücüler:
Bu götürücüler, gıdaların belirli bir noktaya itici bir hava akımı (vantilasyon) ya da bir hava emişi (aspirasyon) sağlanarak iletilmesinde kullanılan götürücülerdir
 ya da bir hava emişi (aspirasyon) sağlanarak iletilmesinde kullanılan götürücülerdir.")
75
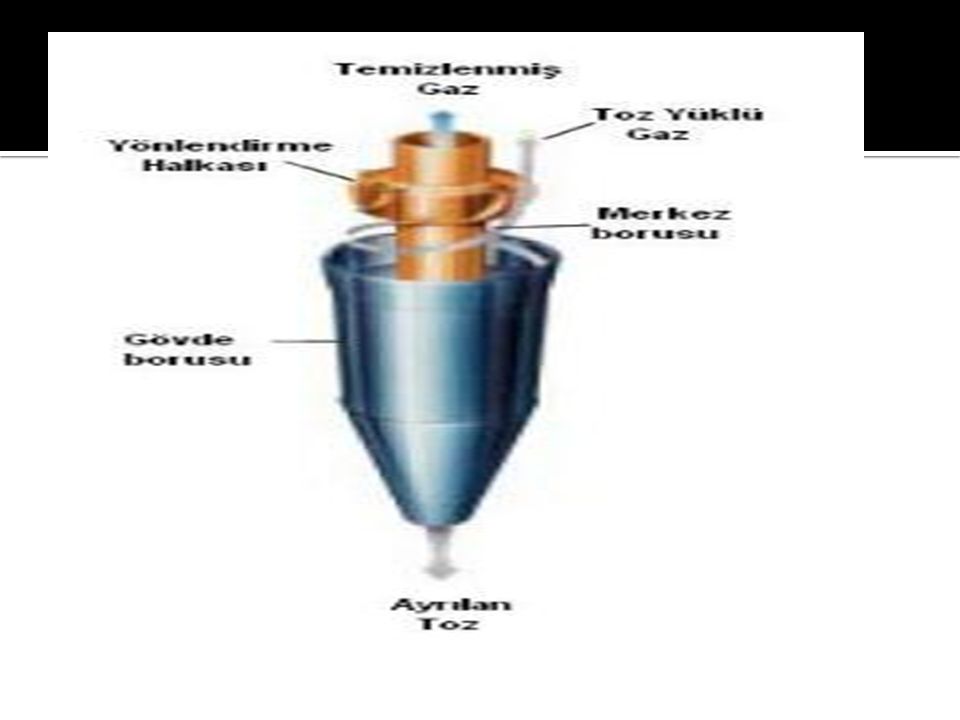
2-)Pnömatik götürücüler:
Hava akımı veya hava emişi sağlanarak gıdaların iletilmesinde kullanılır.Köşeli olmayan yuvarlak boru elemanlarından yapılmıştır.Borular birbirine sızdırmaz bağlanmıştır. Borular içindeki akışkan gazdır.Bu akışkan sayesinde ürün iletilmek istenen noktaya sürüklenir. Bu sisteme siklon açıyla verilir. Güç gereksinimi mekanik götürücülere göre daha fazladır. Havayla temasın istenmediği ürünlerde kullanılır. Pnömatik götürücülerde havanın iletilmesini sağlamak için vantilatörler ve üfleyiciler emilmesini sağlamak için aspiratörler ve vakum kanutası kullanılır.

78
Pnömatik götürücü düzenler, çoğunlukla taneli tarımsal ürünlerin iletimi ve ayırımında (seperasyon), süttozu ve mama üretimi yapan işletmelerde, şeker, un, makarna ve benzeri ürünler işleyen fabrikalarda, paketleme ve ambalaj makinalarında kullanılırlar. Pnömatik götürücülerde güç gereksinimi, mekanik götürücülere kıyasla daha fazladır. Ancak ürünün açık hava ile temas etmesinin istenmediği durumlarda örneğin steril ve hijyenik ambalajlamada ve tozumanın istenmediği üretimlerde güç birim maliyeti pahalı da olsa tercih edilir. Gazları sıkıştıran ve onlara hareket veren makinalar, makinada oluşan basınç farkına göre adlandırılırlar. Sırasıyla vantilatörler, üfleyiciler ve kompresörler gibi. Pnömatik götürücü sistemlerde genellikle havanın itilmesini sağlamak için vantilatörler ve üfleyiciler, emilmesini sağlamak için de aspiratör ya da vakum pompaları kullanılır.

79
3-)Hidrolik götürücüler
Sıvı veya yarı sıvı ürünlerin iletilmesinde kullanılır.Sızdırmaz kapalı sistemlerdir. Hortum,boru ,vana ,filtre ve çeşitli boru elemanlarından oluşur.Hidrolik götürücü sisteminin en önemli elemanlarından biri pompalardır.

80
Hidrolik götürücüler, pnömatik düzenlerde olduğu gibi teorik olarak sızdırmazlık sağlanmış kapalı sistemlerdir. Başta pompalar olmak üzere çeşitli hortum ve borular, vanalar, çeşitli fitting (boru elemanları) ve filtreler sistemin başlıca elemanlarıdır. Güç kaynağı genellikle pompaya doğrudan bağlanmış bir elektrik motorudur.
 ve filtreler sistemin başlıca elemanlarıdır. Güç kaynağı genellikle pompaya doğrudan bağlanmış bir elektrik motorudur..")
81
Çoğu gıda endüstrisi işletmelerinde hidrolik götürücü düzen, proses hattının kendisini oluşturur. Gıda endüstrisi işletmeleri de dahil diğer endüstri dallarında enerji merkezlerinden işletmeye gönderilen buhar, hava, normal su ve buzlu su için de hidrolik iletim düzenleri kullanılır.

82
Pompalar Pompalar, gıda endüstrisi işletmelerinde sıvı gıdaların kapalı sistemlerde iletimi amacıyla kullanılan, dışarıdan aldığı enerjiyi kinetik enerjiye dönüştürerek ve sıvının enerjisini arttırarak hareketini ve iş görmesini sağlayan hidrolik düzenin en önemli elemanıdır. İletilmek istenen sıvının fiziksel özellikleri ile düzenin yapısı, pompanın çalışma koşullarını belirler.

83
Pompalar Bir mühendis ya da fabrika tasarımcısı olarak kullanacağımız diğer donanımlar gibi pompalara özel bir önem vermeli ve kullanacağımız pompaları düzgün seçmeliyiz. Transfer edilecek akışkan besin maddesi olduğunda kullanılacak olan pompanın seçimi daha büyük önem kazanmaktadır. Akışkanın temas ettiği malzemeler besin maddesinin özelliklerini etkilememeli, pompanın içinde birikme yaparak bakteri oluşumuna imkan tanıyan boşluklar yada yüzeyde pürüzler olmamalıdır. Ayrıca pompa kolay temizlenebilir bir yapıya sahip olmalıdır.

84
Pompa seçiminde dikkat edilmesi gereken hususlar
Debi Basınç pH Viskozite Sıcaklık Emme ve basma hatlarının çapları ve konumları Akışkanın diğer özel karakteristikleri

85
a)pompalar İki grup altında incelenir. volumetrik pompalar
Karşıt hareketli Döner hareketl Santrifüj pompalar Aksiyal emişli Radyal emişli

86
Volumetrik pompalar Belirli hacimdeki sıvını pompa içinde sıkıştırlarak basıncının yükseltilmesi sağlanarak görev yapar ikiye ayrılır Sabit bir gövde ile bunun içinde ileri geri hareket eden ya da dönen bir eleman, pompanın, sıvıya basınç kazandıran önemli iki ana parçasıdır.

87
Gıda endüstrisi işletmelerinde kullanılan volumetrik pompalar karşıt hareketli ve döner hareketli pompalar olarak ikiye ayrılır.

88
Karşıt hareketli pompalar:
Gıda endüstrisi işletmelerinde yüksek basınç istenilmesi halinde karşıt hareketli pompalar kullanılır. Tek ve çift olmak üzere etkili olmak üzere iki tiplidir. Sıvı pistonun birbirini izleyen her stronda birinde basıyorsa tek etkilidir.Her strondan basılıyorsa çift etkilidir devir sayısı düşük olduğunda az aşınır ve uzun ömürlüdür.

89
Pompanın yüksek basıncı oluşturan piston hareketi, sıvı ürünün sıcaklığını arttırabilir. Sıcaklık artışı, verimi düşürür. Aşırı sıcaklık artışı verim düşmesi yanında, ürünün özelliklerinde de değişmeler yapabileceğinden, gerektiğinde sıcaklık yükselmesine karşı önlemler alınır.

90
Kullanım Alanları Gıda Sanayi – Reçel, jöle, hardal, köpek maması ezmesi, çikolata, krema, fondan, tereyağ, meyve suyu, şurup, tavuk ezmesi, yağ ve maya gibi mamullerin pompalanması. Şarapların filtreye aktarılması, şarapların devir daim yapılması, şişeleme işlemleri. Doldurma, ambalajlama, aktarma ve artıkları pompalama işlemleri. Et, Balık, Tavuk – Hayvansal kanın atılması veya işlenmesi. Mezbaha döküntüleri, yağları ve yağ asitleri. Balık yağları, pulları ve kemik döküntüleri. Tavuk iç organları, tüy döküntüleri ve artıklar. Biracılık – Kullanılmış şerbetçi otunun, maya şerbetinin ve diatomlu topraklı filtre çamurlarının pompalanması.

91
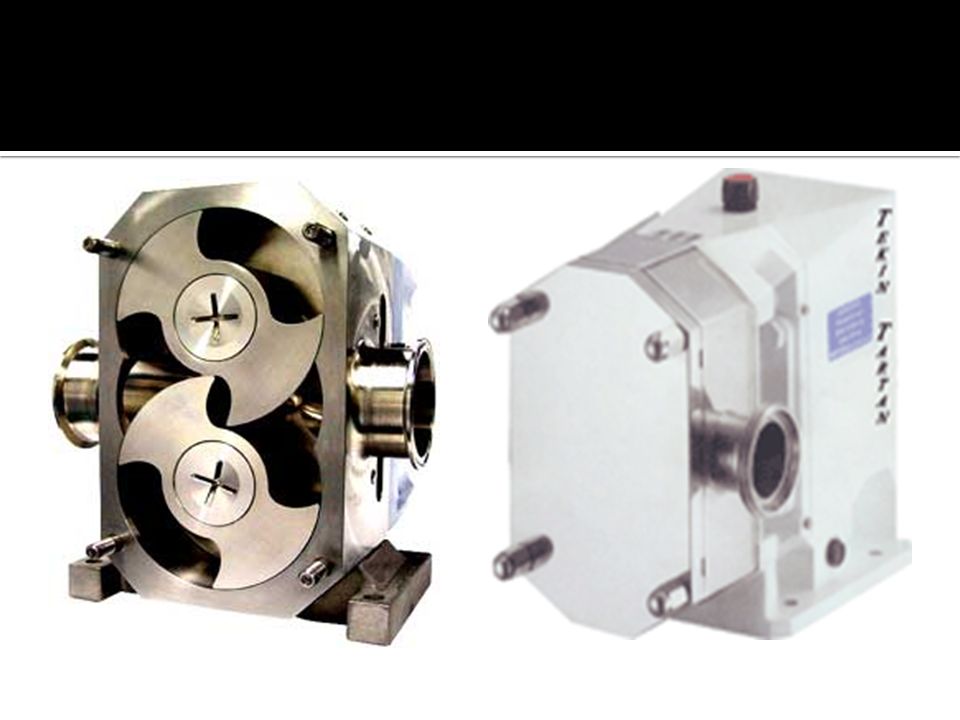
Döner hareketli pompalar
Gıda endüstrisinde sıvı ürünlerin daha düzenli olarak iletilmesinin gerektiği yerlerde ve viskozitesi yüksek olan örneğin krema ve teleme gibi posalı ya da yarı sıvı ürünlerin iletilmesinde kullanılır. Bu pompada dönerek hareket eden dişler yardımı ile oran iletilmesi sağlanır. Dişliler dönünce vakum meydana gelir pompaya ürün dolar. Basınç kısmındaki dişliler arasında hacim azalınca ürün dışarı atılır.

92
En yaygın olarak kullanılan döner hareketli pompalar döner dişli pompalardır.
Karşıt hareketli pompadaki pistonun ileri geri hareketi, bu pompalarda çok duyarlı imal edilmiş döner hareketli iki dişli hareketine dönüştürülmüştür.

93
Dıştan dişli pompalar, helis olarak açılmış çift dişlilerin birbirleri üzerinde yuvarlanmaları esnasında sıvıyı, içerisinde bulundukları gövde çeperinden süpürmek suretiyle aktarırlar. Dişli pompalar, yağlayıcı ve az yağlayıcı özelliği olan ve yağlayıcı özelliği hiç olamayan viskoz ağır akışkanların veya ince, yoğunluğu sudan fazla akışkanların transferinde ve basınçlandırmasında başarıyla kullanılmaktadırlar.

94
Dişliler birbirlerine ve pompa gövdesine çok az bir sürtünme oluşturacak kadar temas ederler ve ilettikleri sıvı ile yağlanırlar. Sıvının basınç kazanması ve iletimi, dişler arasında oluşan sıkışma ve genleşme ile sağlanır. Döner dişli pompalara giren ürünler genellikle dişler arasında geçerken ezilir. Katıya yakın yarı sıvı ürünler püre ya da posalı hale gelir ve taneli ürünler parçalanır.

95
Pompalama sırasında bazı ürünlerin yapılarındaki taneli ve topaklı ögelerin fiziksel özelliklerinin bozulmaması istenir. Bu gibi durumlarda dişli- gövde arasındaki boşluğun fazla olduğu tek vidalı döner pompa tercih edilir (mısır danesi, üzüm ve küçük boyutlu karides gibi ürünlerin iletimi için idealdir).
..")
96
Kullanım alanları: çikolata, glikoz, gliserin, parafin, yemeklik yağ ,
bal

99
Santrifirüj pompalar volumetrik pompalara göre daha basit ve ucuzdur.Yüksek debinin istendiği yerlerde bulunur. Bir santrifüj pompa basit olarak pompa gövdesi ve bu gövde içinde dönen bir çarktan oluşur. Bu çarkın hareketi elektrik motoru ile sağlanır.

101
Sıvının pompa ve akış yönüne göre isimlendirilir.
Sıvının giriş ve akışı aynı yönde ve birbirine paralel ise aksiyal pompa içerisine girdikten sonra 90° lik bir dönüş yönü ile çıkıyorsa radyal pompa denir.

102
Tek kademeli salyongoz gövdeli santrifüj pompa

103
Tek kademeli salyongoz gövdeli santrifüj pompa düşük viskoziteli sıvıların iletiminde kullanılır.

104
Santrifüj pompalarda pompa merkezindeki emiş boğazından giren sıvı fan kanatcıkları tarafından giderek artan bir hızla basma boğazına doğru itilir ve kanatcıkların kazandırdığı ilk hızla dışarı doğtu itilir. Fan sıvıya kinetik enerji kazandırmaktadır.

105
Santrifüj pompaların belirlenmesinde pompa kapasitesi (debi) ve basınç (basma yüksekliği) iki önemli parametredir. Pompa kapasitesi, birim zamanda (saniye, dakika veya saat gibi) pompanın aktaracağı sıvı miktarı (ton, metreküp, litre gibi) olarak ifade edilir. Pompanın basıncı ise, aktarılacak sıvının tüm yük kayıpları ile birlikte aktarılacağı mesafe (yükseklik) olarak ifade edilir, metrik sistemde birimi “metre sıvı sütunu” veya “bar” cinsindendir.
 pompanın aktaracağı sıvı miktarı (ton, metreküp, litre gibi) olarak ifade edilir. Pompanın basıncı ise, aktarılacak sıvının tüm yük kayıpları ile birlikte aktarılacağı mesafe (yükseklik) olarak ifade edilir, metrik sistemde birimi metre sıvı sütunu veya bar cinsindendir..")
106
Kullanım alanları: içecek sektöründe, orta kuvvette asitler ve bazlar,
alkaliler, kostik, meyve suyu, süt, ayran, gıda transferinde, deniz suyu, kimyasallar, içme suyu, tekstil, kimya, kâğıt sektörlerinde kullanılır.

107
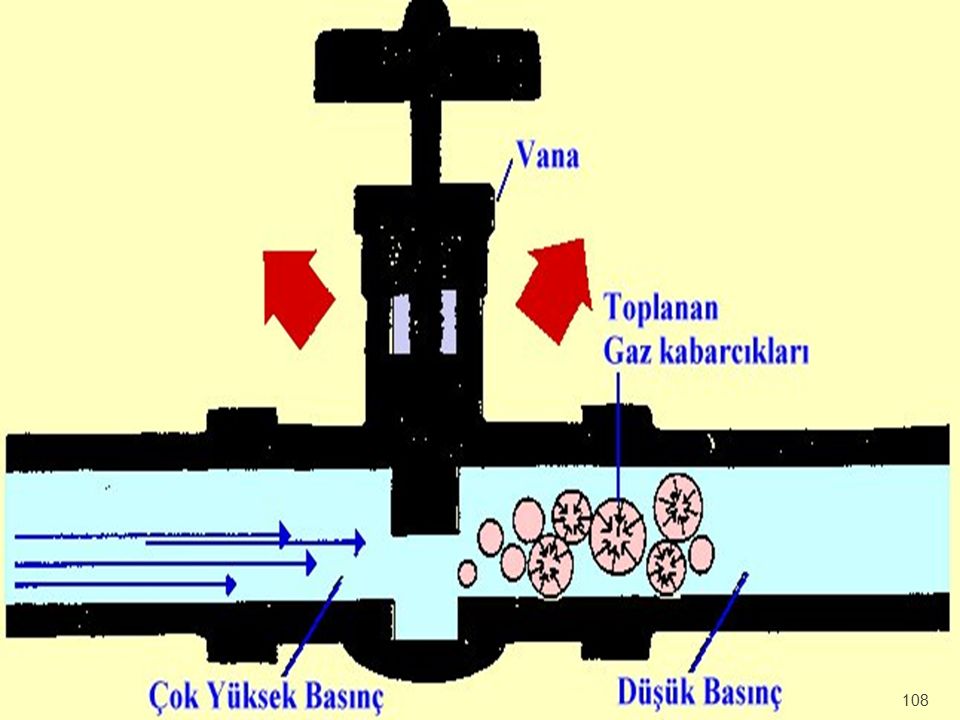
Kavitasyon Pompanın kanseri olarak ta nitelendirebileceğimiz kavitasyon, pompa içinde herhangi bir bölgedeki statik basınç lokal olarak basılan sıvının buharlaşma basıncının altına düşerse, o bölgeden geçen sıvı buharlaşır ve çok sayıda çok küçük boyutlarda doymuş sıvı buharı habbecikleri oluşur. Bu sırada sıvı içinde erimiş hava ve gazlar da serbest kalarak gaz kabarcıkları oluştururlar. Akan sıvının dinamik etkisi ile sürüklenen buhar zerreleri lokal statik basıncın, sıvının o sıcaklıktaki buharlaşma basıncından daha yüksek olduğu bir bölgeye geldiklerinde aniden yoğuşurlar. Sıvının lokal olarak buharlaşması ve yoğuşması çevrimi "kavitasyon" olarak adlandırılır.

109
Sıvı buhar zerrelerinin yoğuşması sırasında boşaltılan hacimler, bunları çevreleyen sıvı tarafından aniden doldurulur. 20°C de doymuş su buharının hacminin aynı sıcaklık ve kütledeki suyun hacminin katı olduğu dikkate alınırsa yoğuşma sırasında basıncın lokal olarak bar'a kadar artışını da nedeni ortaya çıkar. Sıvının buharlaşması-yoğuşması çevrimi saniyede kez olmaktadır. Sıvı buharı zerrelerinin yoğuşması; pompada titreşim, gürültü ve yoğuşma bölgesine yakın katı yüzeylerde "kavitasyon erozyonu" na neden olur.

111
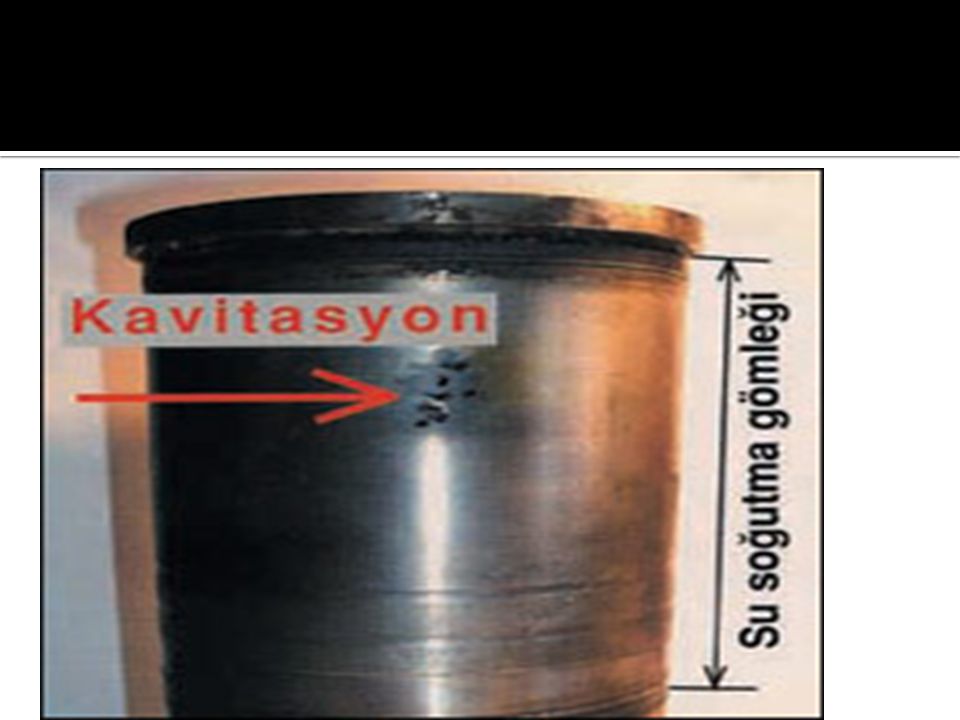
Kavitasyona çalışma süresine bağlı olarak, pompada malzeme aşınması sonucu sünger gibi bir malzeme yapısı ortaya çıkar. Kavitasyonun bu mekanik etkisinin dışında pompanın hidrolik performansında da bozulma gözlenir. Tam gelişmiş kavitasyonda çarkın içindeki akış kesitleri buhar zerreleri tarafından bloke edildiğinden debide artış sağlamak mümkün olmadığı gibi manometrik yükseklikte de ani bir düşme gözlenir.

112
Kavitasyon; neden olduğu istenmeyen mekanik ve hidrolik etkilerden dolayı pompaların teknik olarak güvenilir çalışma aralığını, emme yükünü, dönme hızını, pompa boyutlarını ve ekonomikliğini sınırlayan en önemli faktördür.

113
Santrifüj pompalarda kavitasyona karşı en hassas, dolayısıyla kavitasyon erozyonunun en çok olduğu bölgeler; kanat girişinde emme yüzeyi ve çarkın ön yanağıdır. Kademeli pompalarda genellikle 1.kademede kavitasyonun aşındırma etkisi hissedilir. Ancak gelişmiş, şiddetli kavitasyonda salyangoz gövdesinde ve dilde kademeli pompalarda difüzörde de kavitasyon erozyonu olmaktadır.

114
Kavitasyonun Nedenleri
Sıvının sıcaklığı : Sıvıların sıcaklığı arttıkça mutlak buharlaşma basıncı da arttığından pompanın maksimum emme yüksekliği azalmakta, yani kavitasyonlu çalışma riski artmaktadır. Deniz seviyesinden yükseklik : Deniz seviyesinden yükseldikçe atmosfer basıncı azaldığından kavitasyon tehlikesi artar

115
Hız : Pompanın dönme hızı arttıkça pompa içindeki akış hızı da artacağından çark içinde düşük basınç bölgelerinin oluşma olasılığı artacaktır. Bu nedenle,debileri aynı olan pompalardan dönme hızı yüksek olan pompalarda kavitasyon riski daha yüksektir. Debi : Sabit dönme hızında, pompa debisi arttıkça, emme borusundaki yük kayıpları artacağından (Emmedeki Net Pozitif Yük)ENPY azalacaktır.
ENPY azalacaktır.")
116
Emme yüksekliği : Sabit debi ve dönme hızında, pompanın emme yüksekliği arttıkça ENPY azalacağından kavitasyonlu çalışma riski de artacaktır. Sıvı içindeki erimiş gaz ve hava : Basılan sıvı içinde erimiş halde bulunan hava ve gaz, sıvının buharlaşma basıncında daha yüksek basınçlarda serbest kalarak kavitasyonu başlatmaktadır. Sıvı içindeki erimiş gaz ve hava miktarı arttıkça ENPY 'de artmaktadır. Emme haznesindeki basınç : Emme haznesi serbest yüzeyi üzerindeki basınç azaldıkça (kazanlardaki kondens pompaları gibi ) ENPY azalır.
 ENPY azalır.")
117
Akış kontrolü Gıda endüstrisi işletmelerinde bazı işlemlerde debinin çok duyarlı ve sabit olması büyük önem taşır. Sütün pastörizasyonu ve sterilizasyonu sırasında plakalar arsından geçen sütün debisi azalırsa ürün iç çepere yapışır.

118
Akışın kontrolü için 3 yöntem vardır
Akışın kısılması veya açılması Pompa devir adedinin ayarı Fan çapının değiştirilmesi

119
Akışın kontrolünde şunlara dikkat edilmelidir:
İletilmek istenen üründe hava veya başka gaz bulunmamalı Pompa emişinin her noktasındaki sıvı ürünün basıncı ürünün buharlaşma basıncından yüksek olmalı(kavitasyonu önlemek için) Isıl işlem görmüş ürünün sıcaklığını istenen değere düşürmek için sıvının yönünü değiştiren by-pass valfi konmalı Düzenli akış için pompanın emiş hattındaki basınç sabit olmalı
 Isıl işlem görmüş ürünün sıcaklığını istenen değere düşürmek için sıvının yönünü değiştiren by-pass valfi konmalı. Düzenli akış için pompanın emiş hattındaki basınç sabit olmalı.")
120
Problemlerin önüne geçnmek için pompanın emiş hattına ve iletim hattının sirkülasyon devresine şamandıralı tank konur.Bu; Sıvının düzeyini pompa emiş düzeyinden yukarda tutarak sabit tutulmasını, Tanka giriş çıkış üstten değil alttan olduğundan ürünün sıçramamasını ve köpürerek içine hava karışmamasını, Üründe hava olsa bile tanka girdikten sonra yüzeye çıkıp üründen uzaklaşmasını sağlar.

121
Pompa montajında özellikler
Pompa ve vanalar için ayrı bir yapı düşünülmaz dış etkenlere karşı korumalı bir yerde olması yeterlidir. Büyük pompalar çalıştırma,bakım ve gürültü nedeniyle ayrı bölüme yerleştirilirler. Genellikle döşeme düzeyine monte edilirler. Emiş hatlarında yön değişikliği gerekiyorsa 600 mm’den önce yapılmamalıdır. İşletmede kullanılan bir seri pompalar belirli bir düzen içinde yerleştirilmelidir.(Bakım-onarım kolaylığı,görünüm güzelliği)
")
122
Bakım onarım kolaylığı sağlamak için elektrik motorları işletme içi yollara bakacak şekilde konumlandırılır. Tanklardan beslenen pompaların emme hatları yatay basma hatları dikeydir. Vanalarda aynı yerleşim hattı üzerinde olacak şekilde tasarımlanır. Pompalar ve boru hatları arasındaki mesafe 18 kW’dan küçük pompalar için 1,2m,büyükler için 1,5-2m olmalıdır. Pompa ve duvarlar arsında en az 1,2 m boşluk olmalıdır.

123
Pompaların bulunduğu bölmeye girişte kapı genişliği en az 2 m olmalıdır.
Pompa ağırlığı 25 kg’dan fazlaysa tavan ile pompa arasındaki mesafe işletmede sabit vinç varsa 2,5 m,3 ayaklı mobil palangalı vinç varsa 3,5m boşluk olmalıdır. Pompalar döşemeden itibaren en az 150 mm bir kaide üzerine monte edilmelidir. Pompaların elektrik motorlarını çalıştıran ve durduran düğme vaya şalterler pompalara yakın olmalı,yükseklikleri döşemeden itibaren1,2-1,8m arasında olmalıdır.kumanda panosu varsa hepsi, kumanda panosunda olmalıdır. Pano işletmeyi kontrol edecek bir yere konmalıdır.

Benzer bir sunumlar