Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
TALAŞ KALDIRMA YÖNTEMLERİ
MAKİNA ENDÜSTRİSİ TALAŞ KALDIRMA YÖNTEMLERİ

2
TORNA SANATI

3
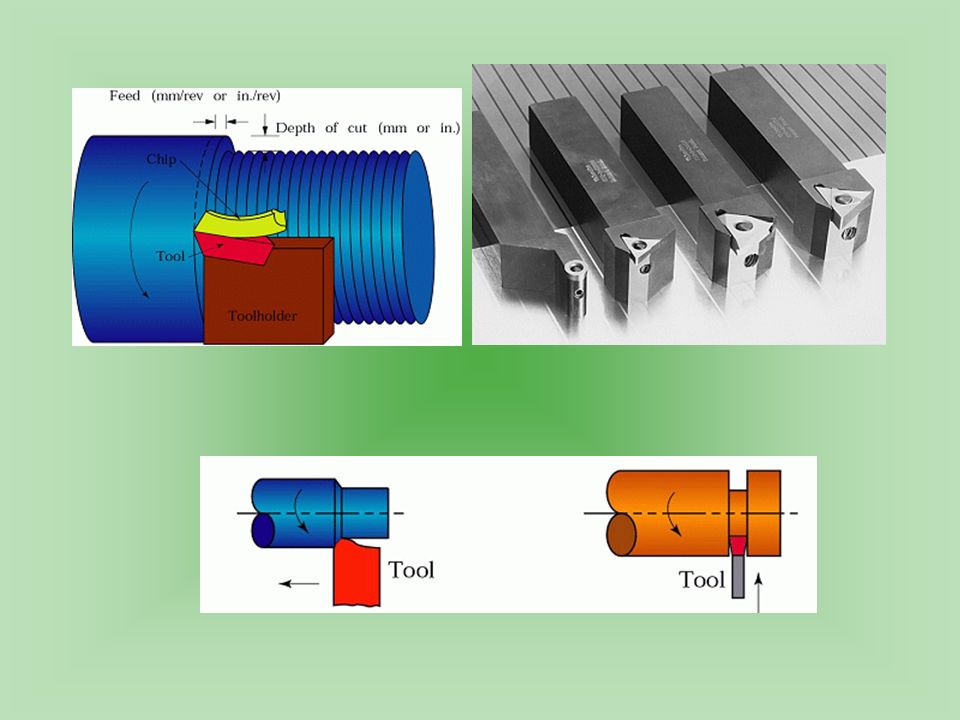
TORNALAMA TORNALAMA, PARÇAYA KESİCİ ALET YÖNÜNDE HAREKET VEREREK, TALAŞ KALDIRMA İŞLEMİDİR. SOLDA, BASİT BİR TORNA TEZGAHI GÖSTERİLMEKTEDİR.

4
Torna Tezgahının Görünümü

5
Başlıca Elemanları 1.Gövde: Yekpare dökümden yapılmış olup, iki parçadan oluşur (Ayaklar ve hareket organlarını taşıyan kayıtlar.) Tüm elemanları üzerinde barındırır. 2.Ana Mil: Üzerinde boydan boya vida açılmış bulunan, talaş miline paralel, tornada vida açmak için gerekli ilerlemeyi veren mildir.
 Tüm elemanları üzerinde barındırır. 2.Ana Mil: Üzerinde boydan boya vida açılmış bulunan, talaş miline paralel, tornada vida açmak için gerekli ilerlemeyi veren mildir.")
6
3.Torna Aynası Torna tezgahına parça bağlamak için kullanılan tezgah elemanıdır. Üç ayaklı olanlar silindirik parçaların; Dört ayaklı olanlar prizmatik parçaların; Fırdöndüler ise bağlama aparatı olup, her iki tarafına punta deliği açılmış silindirik parçaların bağlanmasında kullanılır…

7
Üç Ayaklı Ayna Üç ayaklı torna aynasına iş parçası bağlandığında, ayaklar aynı anda hareket ederler.

8
Dört Ayaklı Torna Aynası
Dört ayaklı torna aynalarında, iş parçası bağlandığında ayaklar ayrı ayrı sıkılır ve parça sabitlenir.

9
Fırdöndüler Fırdöndü tipleri: 1. düz kuyruklu fırdöndü
2. kıvrık kuyruklu fırdöndü 3. iki parçalı fırdöndü

10
4.Fener Mili Ara dişliler vasıtasıyla torna aynası arasındaki bağlantıyı sağlayan makine elemanıdır. Fener mili fener kutusu içindeki rulmanlar vasıtasıyla yataklanmış, ve üzerinde çeşitli iletim oranlarına sahip silindirik dişliler bulundurur.

11
Fener mili Hız kutusunun dış görünüşü Hız kutusunun iç görünüşü

12
5.Gezer Punta Gezer punta torna tezgahının kayıtları üzerinde hareket edebilen ve uzun parçaların bağlanmasında kullanılan yardımcı bir elemandır. Gezer puntanın gerisinde olan silindirik kol döndürülmek suretiyle uç kısımda yer alan punta ileri veya geri hareket ettirilebilir. İstenilen punta boyu ayarlandıktan sonra bağlama köprüsü vasıtasıyla gezer punta torna tezgahının kayıtlarına sabitlenir. Ayrıca tespitleme kolu kullanılarak ta silindirik kolun dönmesi engellenmiş olur

14
6. Gezer Tabla (Araba) Kısaca kesici takımı taşıyan aksandır. Tezgah kayıtları üstünde, sağa sola hareket eder. Siper Dikey hareket kolu Kramayer dişli Yatay hareket kolu

15
7. Siper Araba üzerine yerleştirilmiş ve çevresinde dönebilen aparat siper olarak adlandırılır. Döner kalemlik Pabuçlu kalemlik Katerin kalemliğe bağlanışı

16
TAKIM BAĞLAMA APARATLARI

17
1.MANDREN Matkap tezgahlarında kullanılan mandrenlerin aynısıdır. Tornanın fener mili ucuna vidalanması için iç kısmına diş açılmıştır. Küçük çaplı iş parçalarını tornalamak için elverişlidir… Resimde üst kısımdaki mandrenler elle sıkmalı, alt taraftaki ise anahtar sıkmalı mandrendir.

18
2. KATER Torna kalemlerinin kalemliğe doğru ve düzgün bir biçimde bağlanması için kullanılır. Kalem biçimi ve kesitine uygun olarak kare kesiti delikleri veya kanallar vardır.

19
3. PENSLER Yuvarlak, kare ve altıgen iş parçalarını torna tezgahına hassas ve kolay bağlamak için kullanılırlar. Hassa oluşları ve parçayı tutma şekilleri nedeniyle, kolayca merkezlemeyi sağlarlar…

20
Pens Mandreni ile bağlama

21
4. KESİCİLER Parça üzerinde işlem yapmaya, şekil vermeye ve dolayısıyla talaş kaldırmaya yarayan en önemli aparattır. Bunlara kesici veya takım ismi verilir ve başlıca kullanılanları, trapez, yuvarlak, kare ve lama çeşitleridir. Sonraki sayfada kesici geometrisini inceleyeceğiz…

22
Kesici Geometrisi

23
Profillerine Göre Kesici Takımlar
Sağ doğru kaba takımı Keski takımı Eğri sağ kaba takımı Basamaklı sol yan takım Sivri perdah takım Vida kesicisi Doğru yan takım

24
1- Kaba kesici takımı 2- İnce kesici takımı 3- Profil takımı
(Sağ ve Sol) 2- İnce kesici takımı (Sağ ve Sol) 3- Profil takımı 4- Vida kesicisi 5- Delik takımı
 2- İnce kesici takımı. (Sağ ve Sol) 3- Profil takımı. 4- Vida kesicisi. 5- Delik takımı.")
26
Ft Fr Fc FB FB F Kesici Takımlar Kuvvet Geometrisi
Ft = İlerleme Kuvveti Fc = Asıl Kesme Kuvveti FB = Bileşke Kuvvet Fr = Radyal Kuvvet F = Talaş Kaldırma Kuvveti

27
Malzeme Boşluk açısı Kama açısı Talaş açısı Otomat çelikleri, sert kır döküm, sert pirinç 6-100 75-840 0-50 Kopma mukavemeti 700MPa yüksek malzemelerde, çelik döküm 6-80 68-70o 140 Krom nikel çelikleri, kopma mukavemeti 800MPa civarında olan malzemeler 80 62-670 15-200 Bakır, yumuşak bronz, Alüminyum malzemeler 50-600 15-250

28
Genel Tornalama Türleri
Boyuna tornalama Enine kesme tornalama Enine(Alın) tornalama Profil tornalama Vida açma Kopya tornalama Konik tornalama
 tornalama. Profil tornalama. Vida açma. Kopya tornalama. Konik tornalama.")
29
Tornada Kesme Hızı V= kesme hızı(m/dak) d= İş parçasının çapı(mm)
N= Devir sayısı(dev/dak)
")
30
Tornada İlerleme Hesabı
İlerleme : Kesici takımın iş parçasının bir tam devrinde almış olduğu yol olarak tanımlanabilir. İlerlemeyi etkileyen faktörler Kesme Derinliği (Paso kalınlığı) İş parçası malzemesinin cinsi Kesme hızı Torna tezgahının gücü ve kapasitesi
 İş parçası malzemesinin cinsi. Kesme hızı. Torna tezgahının gücü ve kapasitesi.")
31
S0 a s Tornalamada İlerleme Hesabı s = İlerleme(mm)
a = Kesme derinliği(mm) S0 = Talaş kesiti(mm2) a s S0
 S0 = Talaş kesiti(mm2) a. s. S0.")
32
TORNADA DELİK AÇMA

33
İş parçası torna aynasına yeteri kadar kısa ve güvenli bağlanır.
1-Tornada Delik Delme ve Delik Büyütme Torna tezgahında delik delmek için takip edilecek işlem sırası şöyle tanımlanabilir. İş parçası torna aynasına yeteri kadar kısa ve güvenli bağlanır. İş parçasının alın yüzeyi torna edilir. Punta matkabı mandrene bağlanarak alın yüzeye punta deliği açılır. Punta matkabı mandrenden çıkartılarak, gezer puntanın mesafesi matkap boyuna bağlı olarak yeniden ayarlanır. İstenilen ölçüdeki matkap mandren vasıtasıyla gezer puntaya takılır ve mandren anahtarı kullanılarak matkap sabitlenir. Tezgah uygun devir sayısına göre ayarlanır ve çalıştırılır. Gezer puntadan uygun bir ilerleme verilmek suretiyle delme işlemi yapılır.

34
Delik delme işleminde dikkat edilecek birkaç unsur
Kullanılacak matkap iyi bir şekilde bilenmiş olmalıdır. Uygun bir bileme işlemi yapılmadığında delinecek delik hem çapından büyük olabilir hem de merkezinde olmayabilir. Merkezleme problemini ortadan kaldırmak için parçaya öncelikle punta matkabı ile yeteri kadar bir delik delinmesinde fayda vardır. Matkap çapı küçüldüğünde devir sayısı arttırılmalı, matkap çapı büyüdüğünde devir sayısı düşürülmelidir. Matkap çapı ve devir sayısı dikkate alınarak uygun bir devir verilmelidir. Uzun deliklerin delinmesinde talaş helisel kanallardan dışarı zor çıkacağı için matkap belirli aralıklarla dışarı çıkartılmalıdır. Deliğin sonlarına doğru matkaba verilen ilerleme azaltılmalıdır.

35
Eğer kullanılan matkap çok uzunsa ve delme esnasında merkezleme problemine neden olacaksa şekilde gösterildiği gibi matkap katerle desteklenerek delme işlemine başlanır. Ağızlatma işlemi sonrasında kater geri çekilerek deleme işlemine devam edilir.

36
Farklı matkap tipleri

37
Tornada Delik Büyütme Büyük çaplı delikler için büyük çapta matkap imal etmek yerine delik içerisinde rahat çalışabilecek bir takım ve takım tutucuları tasarlanmıştır.

38
Çeşitli Delik Büyütme takım ve takım tutucuları

39
Tornada Delik Büyütme işleminde önemli noktalar
Kesici takımın torna puntası yüksekliğinde ayarlanmış olduğuna dikkat edilmeli. Seçilen kesici takımın ve takım tutucunun delik içerisinde rahat çalışabilir olmalı. Eğer işlenen kör delikse, ya delik sonuna kanal açılmalı yada buna uygun kesici takım seçilmeli

40
Eğer kesici takımın boyu çok uzun bağlanmak zorunda ise, kesici takım punta yüksekliğinden bir miktar yukarıda bağlanır. Böylelikle delik içerisinde talaş kaldırma sırasında meydana gelen esneme ile takım punta yüksekliğinde aşağı düşmemiş olur. F

41
TORNALAMA YÖNTEMLERİ

42
Kademeli Tornalama Dik fatura Açılı fatura Kavisli fatura

43
Konik Tornalama D d L D= Büyük Çap; d= Küçük çap; L =Konik boyu
Koniklik açısı d Koniklik Oranı: Büyük ve küçük çaplar arasındaki farkın koniklik boyuna bölünmesi ile elde edilir Koniklik Oranı=D-d/L Eğim: Koniklik oranının ikiye bölünmesi ile elde edilir Eğim=D-d/2L L D= Büyük Çap; d= Küçük çap; L =Konik boyu

44
Konik Tornalama Teknikleri
Gezer Punta Kaydırma Yöntemi Siperi çevirme Konik Tornalama tertibatı Kullanma Gezer Punta Kaydırma Yöntemi ile Konik Tornalama Tornanın gezer puntasını kaydırmak suretiyle iki punta arasında yapılan tornalama şeklidir. Bu yöntemle konik delikler torna edilemez. Gezer Punta Torna kayıtları

45
Gezer Punta Kaydırma Yöntemi ile Konik Tornalama
Olumlu Yanları Olumsuz Yanları Kesicinin otomatik ilerlemesine imkan tanıdığından işlenen yüzey temiz olur Uzun boylu konik iş parçaları rahat torna edilebilir. Kaydırılan punta uçları iş parçasının alın yüzeyine tam oturmadığında punta uçları daha çabuk bozulabilir. Derin talaş kaldırma sırasında iş parçasının iki punta arasından kurtulma tehlikesi vardır. Punta uçlarına gelen yük artacağından büyük çaplı iş parçaların işlenmesi mümkün değildir. Gezer puntaya verilen kaçıklık çok hassas ayarlanamadığından iş parçasında koniklik oranının tutturulması zordur.

46
Gezer Punta Kaydırma Yöntemi ile Konik Tornalama

47
2,Siperi çevirme ile Konik Tornalama
Bir iş parçasının konik tornalanmasında bilinen en iyi yöntemdir. Bu yöntemde kesici takımın bağlı olduğu siper daha önceden hesaplanan koniklik açısı kadar döndürülür.

48
Siperi çevirme ile Konik Tornalama
Olumlu Yanları Olumsuz Yanları Dönen kısım üzerinde derece bölüntüleri koniklik açısının ayarlanmasında büyük kolaylık sağlar. Kısa boylu ve büyük açılı iş parçalarının tornalanması daha kolaydır Kesiciye siperden hareket verildiği için otomatik ilerleme söz konusu değildir İş parçası yüzeyi yeterince düzgün olmayabilir. Siperin ilerleme boyu kısa olduğundan uzun parçaların tornalanması zordur.

49
3- Konik Tornalama tertibatı Kullanarak konik tornalama
Konik tornalama tertibatı ile iç ve dış konik tornalama işlemleri en hassas şekilde yapılabilir. Olumlu Yanları Torna puntaları aynı eksende muhafa edilirler ve silindirik tornalamadan konik tornalamaya geçiş çok kolaydır. Uzun ve sivri parçalar bu yöntemle rahatlıkla torna edilirler Sevk kayıtının çevrilmesi ile iç yüzeylerinin konik tornalanması da kolaylıkla yapılır.

50
Tırtıl Çekme Silindirik iş parçaları üzerine talaş kaldırmaksızın çeşitli şekiller oluşturma işlemine tırtıl çekme denir. Genel olarak çapraz, düz ve baklava biçimli tırtıllar en çok kullanılanlarıdır. Tırtıl işleminin gerekçesi, parçada tutunmayı kolaylaştırmaktır. Çapraz tırtıl Düz tırtıl

51
Çift makaralı tırtıl kateri
Tek makaralı tırtıl kateri Tırtıl Makaraları

52
İşlem Sırası İş parçası iki punta arasına veya ayna-punta arasına mümkün olduğu kadar kısa bağlanmalı ve tırtıl boyu işaretlenmeli. Tırtıl makalraları punta yüksekliğine göre sola doğru yaklaşık 50 lik bir açı ile kalemliğe bağlanmalı. Fener mili için düşük ve uygun bir devir sayısı seçilmeli. Tırtıl iş yüzeyine temas ettirilir ve mm kadar ilerletilmelidir. İş yüzeyinde tırtıl izleri oluştuğunda otomatik ilerleme çalıştırılır. Tırtıl sonuna gelindiğinde tezgah durdurulur ve ayna tersine çevrilir. İşlem sırasında sürekli bir fırça ile iş yüzeyine yağ sürülmelidir.

53
Tornada Vida Açma Torna tezgahında üçgen vidanın yanında farklı profillere sahip vida açmak mümkündür. Bunun için vida profiline uygun kesici takım seçilmeli. Bununla birlikte tezgahın ana mili diye tarif edilen mil devreye sokulur. Otomatik ilerleme için talaş mili kullanılırken vida açarken ana mil kullanılır. Bu iki mil aynı anda çalışmaz. Biri çalışırken diğeri devre dışıdır.

54
Tornada vida açmak

55
Vida kesici takımları ve takım tutucuları

56
Vida kesici takımların bağlanması

57
Vida kesici takımlarının talaş kaldırma prensibi
Vida kesici takımın talaş kaldırma şekli normal kesici takımların talaş kaldırma şeklinden biraz farklıdır. Vida kalemleri kendi içerisinde dört farklı talaş kaldırma biçimiyle silindirik yüzeylere vida açarlar. Azalan yan yüzey ilerleme Dik ilerleme Değişken yan yüzey ilerleme Eşit yan yüzey ilerleme Eşit paso Eşit paso Azalan paso Eşit paso

58
Vida açma işlem sırası Açılacak vida adımına göre tezgahın ilerleme oranı ayarlanır, gerekirse ilave dişliler kullanarak istenen adım hız kutusunun yardımıyla elde edilir. 2- Dönüşümlü olarak ana mil ile talaş milini çalıştıran kol ana mil göstergesine çevrilmek suretiyle hız kutusundan alınan hareket ana mile aktarılmış olur.

59
3- İş parçası daha önceden açılacak vidanın dış üstü çapına uygun olarak tornalanmış olmalıdır. Ayrıca eğer gerekiyorsa punta deliği açılarak parça ayna ile punta arasına bağlanmalıdır. 4- Gerekiyorsa vidanın sonuna bir kanal açılmalıdır. Ayrıca vida başlangıcına da yeteri kadar pah kırılmalıdır. 5- Kesici takım punta yüksekliğinde ayarlanmalı ve kalemin silindirik olan iş parçası yüzeyine dik olup olmadığı mastarla kontrol edilmeli. 5- Fener milinin devir sayısı normal tornalama işlemine göre 3-4 kat daha azaltılarak ayarlanır.

60
7- Eğer sağ vida açılacaksa araba sağdan sola doğru gidecek şekilde ayarlanır. Sol vida açılacaksa soldan sağa gidecek şekilde ayarlanır. 8- Kesici takım iş parçasının en sağına yani vida başlangıç noktasına alınır ve makas koluna basılarak araba ana miline sabitlenmiş olur. 9- Öncelikle küçük bir talaş miktarı (0.1mm) ile iş parçası yüzeyinden deneme pasosu kaldırılır. Oluşan vida izleri vida tarağı ile kontrol edilir.
 ile iş parçası yüzeyinden deneme pasosu kaldırılır. Oluşan vida izleri vida tarağı ile kontrol edilir.")
61
10- Eğer açılan ilk izler istenilen vida ise paso miktarı arttırılarak bu işlem standart diş derinliği elde edilinceye kadar tekrarlanır.

62
VİDA

63
Vida Türleri

64
Kullanım yerlerine göre vida Türleri
Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Metrik ince diş vidalar Whitworth vidalar Whitworth ince diş vidalar Boru vidaları Trapez vidalar Testere vidalar Yuvarlak vidalar Kare vidalar Trapez vidalar* * Trapez vidalar aynı zamanda kuvvet ileten vidalar dır

65
Helis Oluşumu Bir dik üçgene ait dik kenarın bir silindir çevresine sarıldığında üçgene ait hipotenüsün oluşturduğu eğriye helis denir. Vida ise bu helis çizgisi boyunca açılan üçgen, kare gibi kanallar vasıtasıyla oluşur

66
Vida Normları Metrik vidalar Whitworth vidalar Üçgen açısı 600 dir
Adım bir diş dolusu ve bir diş boşluğu ile ifade edilir (Kesin değil) ve birimi mm dir. Dişin uç kısmı düz kesilmiş diş dibi kavislendirilmiştir. Üçgen açısı 550 dir 1’’ uzunluğunun diş sayısına bölünmesi ile adım ifade edilir. Dişin hem uç kısmı hem de diş dibi kavislendirilmiştir.
 ve birimi mm dir. Dişin uç kısmı düz kesilmiş diş dibi kavislendirilmiştir. Üçgen açısı 550 dir. 1’’ uzunluğunun diş sayısına bölünmesi ile adım ifade edilir. Dişin hem uç kısmı hem de diş dibi kavislendirilmiştir.")
67
Whitworth vidalar Metrik vidalar

68
Vidaların gösterimi Gösterimi Anlamı M20
Metrik vida, diş üstü çapı 20 mm M22x1.5 Metrik vida, diş üstü 22 mm adımı 1.5mm 1” 1/4 Whitworth vida, vida çapı inc cinsinden Tr 28x4 Trapez vida, diş üstü çapı 28mm ve adımı 4mm S 36x6 Testere vidası, vida diş üstü çapı 36 mm ve adımı 6mm Rd 30x3”/8 Yuvarlak vida, diş üstü çapı 30mm ve adımı 1” /4 R 5”/16 Whitworth boru vidası, vida çapı 5”/16

69
Üçgen Vidalar Üçgen vidaların dişlerini meydana getiren açılar helis açılarına oranla daha büyüktür. Gerek tekrarlı yüklemelere maruz kalan bağlantılarda gerekse statik yüklemelerde bağlantının güvenli olması açısından helis açıları küçük yapılırlar.

70
Metrik Üçgen Vidalar d = Diş üstü çapı d2 = Böğür çapı
d3 = Diş dibi çapı p = Vida adımı Üçgen yüksekliği H = p Diş dibi çapı d3 = d p Diş derinliği h3 = 0.5(d-d3) Böğür çapı d2 = d p
 Böğür çapı d2 = d p.")
71
Kare Vidalar Kare vidaları daha çok kuvvet ileten vidalar olarak kullanılır. Tek ağızlı olarak yapıldığı gibi çok ağızlı olarak ta yapılmaktadırlar. Kare vidalarında diş genişliği adımın yarısıdır.

72
Boru Vidalar Boru vidası temelde whitworth üçgen vidasıdır.
Boru vidalarındaki adım normal vida adımından daha küçüktür. Normal bir whitworth vida için 1 parmaktaki diş sayısından daha çok dişe sahiptir

73
Çok ağızlı vidalar Çok ağızlı vidalar devir sayısının az fakat ilerlemenin fazla olması istenen yerlerde kullanılır. Bir tam devirde üç ağızlı bir vidadaki ilerleme tek ağızlı bir vidaya göre üç kat daha fazladır.

74
Pafta Çekmek Paftalar dış vida açma işlemlerinde kullanılırlar. Kılavuzlar gibi çoğunlukla HSS çeliklerinden imal edilirler. Pafta çekmek kılavuz çekmek gibi birbirini takip eden takımlar kullanmayı gerektirmez. Yani dış vida açmak için tek bir pafta ve pafta kolu yeterlidir.

75
Pafta Gezer Punta İş parçası Ayna Siper

76
Paftanın genel özellikleri

77
Pafta kolu

78
Pafta açma işleminde işlem sırası
1- Vida profiline uygun pafta lokması pafta koluna takılır ve yuva etrafındaki cıvatalar sıkılır. 2- Ağızlamayı kolaylaştırmak için pafta açılacak iş parçasına yaklaşık civarında pah kırılır. Yanlış Doğru Yanlış

79
3- Pafta açılacak iş parçasının çapı
İş parçası çapı = d-px0.1 Şartını sağlayacak çapa kadar tornalanır 4- Paftaya öncelikle eksenel baskı uygulanarak iş parçası etrafında yavaş yavaş döndürülerek ağızlatılır. Eğer pafta iş parçasına yeterince dik ise işlem vida boyu tamamlanıncaya kadar devam edilir.

80
Pafta çekme işleminde dikkat edilecek bazı unsurlar
1- Pafta lokması pafta koluna takılırken lokma etrafındaki yuvaların pafta kolu cıvatalarının karşılayıp karşılamadığı ve pafta lokmasının yeterince sabit bağlandığı kontrol edilmelidir. 2- İş parçasına yeterli miktarda pah kırılmış olmasına dikkat edilmelidir. 3- Paftanı eğri ağızlamaması için paftanın her iki koluna eşit baskı uygulanmasına dikkat edilmelidir.

81
4- Pafta çekme işleminde pafta kolu mecbur kalınmadıkça geri çevrilmemelidir. Aksi taktirde pafta lokmasına ait dişler kırılabilir. 5- Pafta çekme işlemi sırasında kesmeyi kolaylaştırmak amacıyla kesme yağları kullanılmalıdır. 6- Pafta çekme işlemi sonrasında pafta lokması pafta kolundan çıkarılmalı ve temizlenmelidir. 7- Eğer ağızlatma işleminin zor olacağı düşünülüyorsa ağızlatma için torna tezgahı kullanılmalıdır

82
Otomatik Pafta Aparatı ile Tornada Pafta Çekme
İş parçasının aynaya, Pafta aparatının gezer puntaya bağlanışı İş parçasının sipere, Pafta aparatının aynaya bağlanışı

83
Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(TiN) kılavuz takımları da üretilmeye başlanmıştır.
 yapılırlar. Bununla birlikte son zamanlarda kaplamalı(TiN) kılavuz takımları da üretilmeye başlanmıştır.")
84
3 parçalı el kılavuz takımı

85
3 parçalı el kılavuz takımının geometrik özellikleri

86
Kılavuz ucu ve uca ait açılar

87
Kılavuz açma işleminde işlem sırası
1- Kılavuz çekilecek iş parçası delme işlemi öncesinde delik çapı hesaplanmalı ve uygun çapta matkap ucu seçilmelidir. Kılavuz açılacak delik çapı iki farklı yöntemle hesaplanabilir. Vidanın diş üstü çapı 0.85 ile çarpılır Matkap çapı = dx0.85 Diş üstü çapından adımın çıkartılması Matkap çapı = d-p

88
2- Kılavuz açılacak olan delik uygun matkap ile delindikten sonra deliğe havşa açılmalıdır. Eğer mümkünse bu havşa 900 olmalıdır. d d3 Havşa

89
3- İlk kılavuz, kılavuz koluna takılır ve hareketli çeneye ait kılavuz sapı döndürülmek suretiyle kılavuz sabitlenir. Hareketli çeneye ait kılavuz sapı Kılavuz sabitleme yuvası

90
4- Kılavuz kolu delik eksenine tam paralel tutulmak suretiyle kendi etrafında döndürülerek deliğe alıştırılmaya çalışılır. Bu işlemle birlikte alıştırma safhasında belirli aralıklarla kılavuzun dikliği bir gönye ile kontrol edilir.

91
5- Kılavuz yaklaşık 4-5 diş ilerledikten sonra alıştırma işlemi tamamlanmış demektir. Kılavuz kolu iki elle çevrilmek suretiyle 1. Kılavuz tamamlanmış olur. 6- Kılavuz’ un ikinci ve üçüncü uçlarıda aynı şekilde çekilir ve kılavuz çekme işlemi tamamlanmış olur.

92
Kılavuz açma işleminde dikkat edilecek bazı unsurlar
Delik delmek için seçilen matkap çapının uygun olup olmadığı kontrol edilmelidir. Kılavuz çekilecek deliğe 900 havşa açılması unutulmamalıdır. Kör delikler için kılavuz çekerken delik derinliğinin Vida boyu+0.75d Şartını sağlayıp sağlamadığına dikkat edilmelidir. Kör deliklere kılavuz çekme işleminde kılavuz yuvasından bir veya iki kez çıkartılarak delik temizlenmelidir.

Benzer bir sunumlar