Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
SAYISAL KONTROLLÜ TEZGAHLARIN YAPILARI
Sayısal Kontrollü tezgâhların yapıları klasik tezgâh yapılarına göre önemli farklılıklar gösterirler. Kontrol sisteminin varlığının getirdiği yapısal değişiklerin dışında, mm civarında kabul edilebilen hata ile sınırlanmış yüksek doğruluk gereksinimi ve üretkenliğin artırılması için işlem dışı süreyi en aza indirerek toplam üretim süresin kısaltılma istekleri bu tezgâhların tasarımında önemli farklılıkları zorunlu kılarlar. Bu nedenle takım tezgâhlarının parçalarının aşağıdaki özelliklere sahip olmaları gerekir. Servo motorların ve bunların hareket ettireceği parçaların ataletlerinin düşük olmaları. Aktarma elemanlarının ağırlıklarının düşük olması. Aktarma elemanları ve hareketli yüzeyler arasındaki sürtünmenin en az düzeyde olması. Tezgâh gövde yapısının esnek olmaması. Aktarma organları arasındaki boşluklarının en az olması. Dinamik davranış açısından kullanılacak elemanların sönümleme özelliklerinin yüksek olması. Görsel Olarak Partikül Boyutları Madde Mikron Sofra Tuzu 100 İnsan Saçı 70 En Düşük Görme Sınırı 40 Buğday Unu 25 Kırmızı Kan Hücresi 8 Bakteriler 2

2
Tasarlanacak bir Sayısal Kontrollü tezgâhın mekanik ve elektromekanik kısımlarını yapısal olarak dört ana başlık altında ele alabiliriz. Tezgâhın yapısı ve gövde. Ana mil ve yataklanması. Kızaklar ve kızak yolları. İlerleme sistemi

3
TEZGÂH YAPISI VE GÖVDE Bir takım tezgâhının işleme doğruluğu kızakların gövde üzerindeki konumlanmasına bağlıdır. Tezgâhın yapısı ve gövde dengeli değilse veya kusurlu imal edilmişse en iyi kontrol sistemi dahi istenilen işleme doğruluğunu sağlayamaz.

4
Üretim hassasiyetine etki eden önemli sebeplerden birisi statik ve dinamik yükler altında meydana gelen elastik deformasyondur. Tezgâh gövdeleri normal ağırlık dağılımı0 ve kızakların yer değiştirmeleri ile değişen yük dağılımı dikkate alınarak tasarlanmalıdır. Hareketli parçaların hızlanmalarının ve yavaşlamalarının doğurduğu gerilmeler ile kesme kuvvetlerinin doğurduğu gerilmeler işleme doğruluğunu etkileyecek şekil değişikliklerine yol açmamalıdırlar. Diğer bir sebep de tezgâh gövdesindeki sıcaklık eğiminin neden olduğu farklı genleşmelerdir. Elektrik motorları, dişli kutuları, yataklar, mil gibi bölgesel ısı kaynakları ile kesme işleminin neden olduğu yüksek sıcaklıklar üretim hassasiyetleri üzerinde önemli bir etkiye sahiptir.

5
Tezgâh Gövde Malzemeleri
Düzgün bir tezgâh gövde tasarımında dikkat edilmesi gereken önemli noktalar şunlardır: Gövde malzemesinin ve gövde imalat yönteminin dikkatli seçimi. Yüksek statik ve dinamik esnemezlik. Kızak yolarının aşınmaya karşı yüksek dayanıklılığı. Tezgâh Gövde Malzemeleri Sayısal kontrollü tezgâhların gövde malzemelerin seçiminde dikkate alınması gereken özellikler şunlardır: Yüksek esneklik katsayısı. Titreşimlere karşı yüksek sönüm özellikleri. Yoğunluluk. Isıl kararlılık

6
Dökme Demir En yaygın kullanılan tezgâh gövde malzemeleri dökme demir ve kaynakla birleştirilmiş çelik plakalardır. Dökme demir düşük üretim maliyeti, yüksek aşınma dayanımı ve iyi sönümleme özellikleri nedeniyle yüksek adetli üretimlerde tercih edilir. Kır dökme demir ve küresel dökme demirden kum döküm yapılarak imal edilen gövdeler aynı zamanda çok iyi işlenebilirlik özelliğine sahiptirler ve dar tolerans ve hassas boyutlarda üretilebilirler. Zaman içinde boyutsal değişimlere karşı da çok kararlıdırlar. Ancak, yüksek model ve maça kutusu maliyetleri nedeniyle dökme demir ekonomik değildir. Dökme demir üretiminde karşılaşılan bir diğer önemli sorunda döküm kalitesidir. İşleme sırasında fark edilen bir döküm hatası dökümün ıskartaya çıkarılmasına neden olur. Ayrıca, Kızak yolları ana gövdenin tümleşik bir parçası olacaksa, dökme demirin kalitesinin kızak yollarının tasarım özelliklerini sağlayacak şekilde seçilmesi gerekir.

7
Çelik Plakalar Kaynakla birleştirilmiş çelik plakalı gövdeler hızlı imalat istenildiğinde ve model hazırlama maliyetinin yüksek olduğu durumlarda tercih edilir. Kaynakla birleştirilmiş çelik plakalardan imal edilen gövdelerin şu özellikleri vardır: Daha iyi mekanik özellikler. Aynı karakteristiklere sahip dökme demire göre %30 -%50 arası daha hafiflik. Kızak yolları gövde ile tümleşik değildir. Kaynak veya cıvata ile gövdeye bağlanır. Tasarımı ve üretimi daha kolaydır. Bu nedenle bir veya birkaç tezgâhın hızlı bir şekilde üretilmesi istenildiğinde tercih edilir. Ancak, kaynakla birleştirilmiş çelik plakalardan imal edilen gövdeler yüksek adetli üretimlerde ekonomik değildir. Ayrıca sönümleme karakteristikleri dökme demir gövdeler kadar iyi değildir ve kaynakla birleştirilmeden sonra gövde üzerine işlem yapılacaksa, işlenecek yüzeyler normalize edilerek oluşan artık gerilmeler ortadan kaldırılmalıdır. Isıl genleşme katsayıları da dökme demirlere göre daha yüksektir.

8
Beton ve Granit Granit yüksek ısıl kapasitesi, düşük ısıl genleşme katsayısı, yüksek yoğunluğu ve yüksek sönümleme özellikleri nedeniyle gövde malzemesi olarak çok uygundur. Ancak, malzeme maliyeti diğer malzeme çeşitlerine göre yüksektir ve işlenmesi çok zordur. Bu nedenle granit kullanımı daha çok koordinat ölçme tezgâhları ile sınırlıdır. Beton ise düşük maliyetinin yanı sıra yüksek yoğunluğu, ısıl kararlılığı, iyi sönümleme özelliğine sahip olması ve üretiminin daha kolay olması nedenleri ile granite karşı tezgâh tabanı olarak daha ekonomik bir seçenek oluşturmaktadır. Dökme demirden imal edilen kızak yolları epoksi reçine bir tabaka üzerine oturtularak saplamalarla beton gövdeye bağlanırlar. Yeni Malzemeler GRANİTAN Bu granitan maddesinin patenti Studer firmasına aittir. Dünya’da takım tezgahı üreticilerinden bazıları tezgahlarının gövdelerini üretirken Granitan’a benzer maddeler (polimer beton , mineral döküm gibi ) kullanmaktadır. Granitan gövdenin en önemli iki özelliği , çalışan diğer tezgahların yere verdiği titreşimi normal demirdöküm gövdelere göre 8 kat daha iyi sönümlemesi ve sıcaklık değişimlerinden çok daha az etkilenmesidir. Bu özellikler sayesinde Studer firması tezgahlarında 650mm boyda 0,0025mm hassasiyette taşlama yapabileceğini garanti edebilmektedir. VİDEO
 kullanmaktadır. Granitan gövdenin en önemli iki özelliği , çalışan diğer tezgahların yere verdiği titreşimi normal demirdöküm gövdelere göre 8 kat daha iyi sönümlemesi ve sıcaklık değişimlerinden çok daha az etkilenmesidir. Bu özellikler sayesinde Studer firması tezgahlarında 650mm boyda 0,0025mm hassasiyette taşlama yapabileceğini garanti edebilmektedir. VİDEO.")
9
ANA MİL VE YATAKLANMASI
Takım tezgâhlarının ana milleri denince, iş parçasını veya kesici takımı döndüren mil ile bu mili yataklayan sistemler akla gelir. Ana milin yataklanmasında çoğunlukla rulmanlar kullanılır (Şekil 4.2). Rulmanlı yataklar genellikle – çalışma saatine göre tasarlanırlar. Talaş kaldırma işlemi sırasında ana mil kesme kuvvetlerinin, tahrik kuvvetlerinin ve yataklardaki tepki kuvvetlerinin doğurduğu eksenel ve yarıçapsal (“radial”) kuvvetlerin etkisi altındadır. Ana milin dönme hareketi iş parçasının doğruluğunu doğrudan etkilediği için ana milin, rulmanların ve yatakların doğruluğu çok önemlidir.
. Rulmanlı yataklar genellikle – çalışma saatine göre tasarlanırlar. Talaş kaldırma işlemi sırasında ana mil kesme kuvvetlerinin, tahrik kuvvetlerinin ve yataklardaki tepki kuvvetlerinin doğurduğu eksenel ve yarıçapsal ( radial ) kuvvetlerin etkisi altındadır. Ana milin dönme hareketi iş parçasının doğruluğunu doğrudan etkilediği için ana milin, rulmanların ve yatakların doğruluğu çok önemlidir.")
10
Ana millerinin doğruluğu üç etkene bağlıdır:
Ana mili ve çevresinde birbirlerine teması olan parçalardaki toleransların neden olduğu boşlukların doğurduğu salgı. Milin geometrisine, malzemesine ve kullanılan rulmanların özelliklerine bağlı olan esnemezlik. Çalışma sırasında yataklarda oluşan ısı.

11
Kullanılan malzemeler, birbirlerine değen parçalar arasındaki toleransları etkiler. Seçilen malzemelerin ısıl genleşme katsayıları sıcaklık değişimlerine bağlı boyutsal değişmeleri en aza indirmek için düşük olmalıdır. Ayrıca, esnemezliği sağlamak için sertliği, katılığı ve aşınma direnci yüksek ve zaman içinde az bozulma özelliklerine sahip malzemeler seçilmelidir. Rulmanların oturduğu yüzeylerin kullanım süresince bozulmamaları için de mil ezilmeye dayanıklı sert bir yüzeye sahip olmalıdır. Bu nedenle, seçilecek malzemelerin yüzeyleri sertleştirilebilmeli ve rulmanların oturduğu yüzeyler tepki kuvvetlerinden etkilenmemelidirler. BU nedenle millerin tasarlanmasında genellikle dış yüzeyleri sertleştirilmiş alaşımlı çelikler kullanılır.

12
KIZAK VE KIZAK YOLLARI Kızak ve kızak yolları takım tezgâhlarının birbirlerine göre hareket eden parçalarını taşır ve yönlendirir. Hareket genelde düz bir çizgi boyunca öteleme hareketidir. Takım tezgâhlarında kullanılan kızak yolları üç ana gruba ayrılır: Basit kızak yolları (“Plain slideways”). Rulmanlı kızak yollar (“Anti-friction slideways”). Hidrostatik kızak yolları (“Hydrostatic slideways”). Kullanılacak kızak ve kızak yollarının seçiminde aşağıda belirtilen noktalar temel olarak ele alınır. Öteleme veya açısal harekette yüksek derecede doğruluk. Düşük maliyet. Bakım kolaylılığı. Aşınmaya karşı yüksek direnç. Yük taşıma kapasitesi Etkin yağlama Kızak ve kızak yollarının konumu
. Rulmanlı kızak yollar ( Anti-friction slideways ). Hidrostatik kızak yolları ( Hydrostatic slideways ). Kullanılacak kızak ve kızak yollarının seçiminde aşağıda belirtilen noktalar temel olarak ele alınır. Öteleme veya açısal harekette yüksek derecede doğruluk. Düşük maliyet. Bakım kolaylılığı. Aşınmaya karşı yüksek direnç. Yük taşıma kapasitesi. Etkin yağlama. Kızak ve kızak yollarının konumu.")
13
BASİT KIZAK YOLLARI Düşük maliyetleri ve basitlikleri nedeniyle basit kızak yolları takım tezgâhlarında çok yaygın olarak kullanılırlar. Metalin metal üzerindeki hareketi nedeniyle sürtünme katsayısı yüksektir ve kızak hızıyla değişir. Basit kızak yolları özellikle düşey doğrultuda yüksek katılık ve sönümleme özelliklerine sahiptirler. Bu özellikleri nedeniyle kullanıldıkları tezgâhların dinamik karakteristikleri çok iyidir. Basit kızak yollarının kullanıldıkları tezgâhların ilerleme sistemleri yarı-kuru sürtünme (“semi-dry friction”) koşullarında çalışırlar ve sürekli aşınmayla karşı karşıyadırlar. Aşınmanın hızı özgül basınç, malzeme özelliği, kızak ve kızak yolları arasına giren yabancı maddelerin cinsi ve miktarı ile hareket edilen uzaklık gibi çeşitli etkenlere bağlıdır.
 koşullarında çalışırlar ve sürekli aşınmayla karşı karşıyadırlar. Aşınmanın hızı özgül basınç, malzeme özelliği, kızak ve kızak yolları arasına giren yabancı maddelerin cinsi ve miktarı ile hareket edilen uzaklık gibi çeşitli etkenlere bağlıdır.")
14
RULMANLI KIZAK YOLLARI
Kızakların komut sinyallerine hızlı tepki vermesi ve harekete karşı değişmeyen düzenli bir sürtünme direnci için döner elemanlardan oluşan rulmanlı kızak yolları kullanılır. Ara yüzeyde temas bilye, silindir veya iğne silindir kullanılması nedeniyle yuvarlanmalıdır. Bu yuvarlanma hareketi sabit ve düşük sürtünme katsayısının oluşmasına neden olur (0.005 civarlarında bir sürtünme katsayısı). Takım tezgâhlarında kızak yollarında iki çeşit rulmanlı yatak kullanılır: doğrusal rulmanlı yatak (“linear bearings”) ve dolaşımlı doğrusal rulmanlı yatak (“recirculating linear roller bearings”). Doğrusal rulmanlı yataklarda düz kafesli düzenekler kullanılır. Dolaşımlı doğrusal rulmanlı yataklarda ise modeline göre yuvarlanma elemanı olarak bilye veya silindir makaralar kullanılır.
. Takım tezgâhlarında kızak yollarında iki çeşit rulmanlı yatak kullanılır: doğrusal rulmanlı yatak ( linear bearings ) ve dolaşımlı doğrusal rulmanlı yatak ( recirculating linear roller bearings ). Doğrusal rulmanlı yataklarda düz kafesli düzenekler kullanılır. Dolaşımlı doğrusal rulmanlı yataklarda ise modeline göre yuvarlanma elemanı olarak bilye veya silindir makaralar kullanılır.")
15
HİDROSTATİK KIZAK YOLLARI
Hidrostatik kızak yollarında kızaklar ince bir yağ tabakası üzerinde hareket ederler. İş tablasından gelen yükü taşıyacak ve sıvı sürtünme oluşturacak şekilde yüksek basınçta (30000 kN/m2 kadar) bir yağ pompasından kızak veya kızak yollarında bulunan ceplere yağ basılır. Basınçlı yağ kızak ve kızak yolları arasında belirli bir basınç oluşturur ve dış atmosferik basınç ile eşitlenerek kızakların üzerinde hareket ettiği çok ince bir yağ tabakası oluşur (30µm kalınlığında). İki metalin sürtünmesi engellendiği için sürtünmeye bağlı aşınma ve kay-yapış tamamen ortadan kalkar. Ayrıca yüksek yağ basıncı nedeniyle kızak ve kızak yolları arasına yabancı maddelerin girmesi engellenir. Bu tip kızak yollarında yüksek dinamik esnemezlik ve iyi sönüm özelliği sağlanır. Özellikle hassas takım tezgâhlarında kullanılan bu tip kızak yollarının en önemli sakıncası kızakların yapışmalarının önlenmesi için kızak yollarının ve yağ pompalama sisteminin (pompalar, geri dönüşüm sistemleri ve kontrol devresi) tasarımındaki zorluklar ve katı şartlardır.
 bir yağ pompasından kızak veya kızak yollarında bulunan ceplere yağ basılır. Basınçlı yağ kızak ve kızak yolları arasında belirli bir basınç oluşturur ve dış atmosferik basınç ile eşitlenerek kızakların üzerinde hareket ettiği çok ince bir yağ tabakası oluşur (30µm kalınlığında). İki metalin sürtünmesi engellendiği için sürtünmeye bağlı aşınma ve kay-yapış tamamen ortadan kalkar. Ayrıca yüksek yağ basıncı nedeniyle kızak ve kızak yolları arasına yabancı maddelerin girmesi engellenir. Bu tip kızak yollarında yüksek dinamik esnemezlik ve iyi sönüm özelliği sağlanır. Özellikle hassas takım tezgâhlarında kullanılan bu tip kızak yollarının en önemli sakıncası kızakların yapışmalarının önlenmesi için kızak yollarının ve yağ pompalama sisteminin (pompalar, geri dönüşüm sistemleri ve kontrol devresi) tasarımındaki zorluklar ve katı şartlardır.")
16
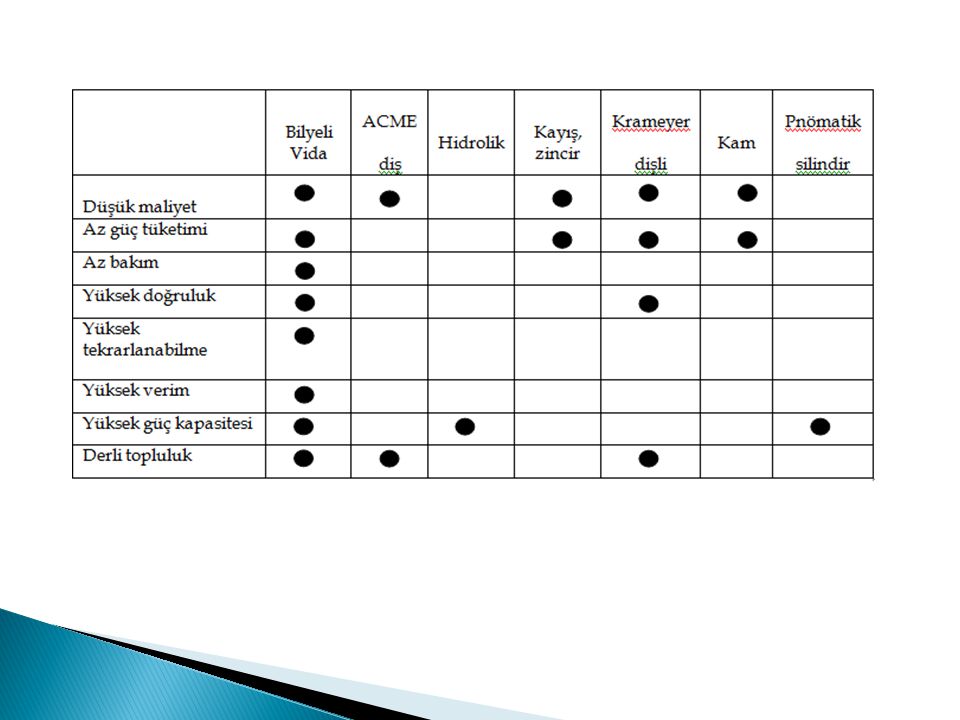
İLERLEME SİSTEMLERİ Takım tezgâhlarında işleme doğruluğunu etkileyen etkenlerden biri de talaş kaldırmayı sağlayan kızakların ilerleme sistemlerindeki hatalardır. İlerleme sistemlerinin tasarımında çalışma sırasında oluşan kuvvetlerin hesaplanması gerekir. İlerleme sistemlerinin tasarımında üç farklı kuvvet dikkate alınır: Kesme kuvveti (kesici takım ve iş parçası arasında oluşan kuvvet). Sürtünme kuvveti (iş tablasının ağırlığının ve kesme kuvvetlerinin dikey bileşenlerinin neden olduğu sürtünme kuvveti). Hızlanma ve yavaşlama kuvvetleri (kütlelerinin ataletinin neden olduğu kuvvetler). Sayısal Kontrollü tezgâhlarda kullanılan ilerleme mekanizmaları çoğunlukla üç grup altında toplanır: Hidrolik tahrik sistemi Vida ve somun çifti Kremayer dişli
. Sürtünme kuvveti (iş tablasının ağırlığının ve kesme kuvvetlerinin dikey bileşenlerinin neden olduğu sürtünme kuvveti). Hızlanma ve yavaşlama kuvvetleri (kütlelerinin ataletinin neden olduğu kuvvetler). Sayısal Kontrollü tezgâhlarda kullanılan ilerleme mekanizmaları çoğunlukla üç grup altında toplanır: Hidrolik tahrik sistemi. Vida ve somun çifti. Kremayer dişli.")
17
Hidrolik Tahrik Vida ve Somun
Hidrolik tahrik sistemleri, hidrolik piston, kızak hareketinin 500 mm’nin altında olduğu tezgâhlarda etkin ve maliyeti düşük bir çözümdür. Kızak hareketlerinin 500 mm’nin üzerinde olduğu durumlarda sorunlar ortaya çıkmaya başlar. Silindirin içindeki yağ çalışma kuvvetlerinin etkisi altında sıkışır ve sıvı yay davranışı gösterir. Ayrıca silindir duvarları ve piston gibi mekanik parçalarda elastik şekil değiştirmeye uğrarlar. Bu etkilerin belirgin hale gelmesi durumunda vida ve somun sistemini hareket ettiren döner bir hidrolik motor önerilir. Vida ve Somun Vida ve somun çiftinden vida eksen sürücü motoruna bağlanan parçadır. Güç vidadan iş tablasına veya arabaya vidanın üzerindeki somun aracılığıyla iletilir. Klasik tezgâhlarda vida ve somun çiftlerinde trapez (Acme), V, veya kare kesitli dişler kullanılırdı. Ancak vida ve somun arasındaki yüzeyde sürtünmenin çok yüksek olması ve bunun sonucunda oluşan ısının genleşme imalatı doğruluğunu etkiler. Bunun yanı sıra vida ve somun arasındaki boşluk ve kayıp hareket, imalatın doğruluğunu etkileyen diğer etkendir. Bu nedenlerle, sayısal kontrollü tezgâhlarda trapez, V veya kare kesitli dişlerin kullanıldığı vida ve somunun yerini dolaşımlı bilyeli vida ve somun (“Recirculating ball and nut”) almıştır.
, V, veya kare kesitli dişler kullanılırdı. Ancak vida ve somun arasındaki yüzeyde sürtünmenin çok yüksek olması ve bunun sonucunda oluşan ısının genleşme imalatı doğruluğunu etkiler. Bunun yanı sıra vida ve somun arasındaki boşluk ve kayıp hareket, imalatın doğruluğunu etkileyen diğer etkendir. Bu nedenlerle, sayısal kontrollü tezgâhlarda trapez, V veya kare kesitli dişlerin kullanıldığı vida ve somunun yerini dolaşımlı bilyeli vida ve somun ( Recirculating ball and nut ) almıştır.")
18
Dolaşımlı Bilyeli Vida ve Somun
Dolaşımlı bilyeli vida ve somun sisteminde (Şekil 4.11) vida bilyelerin içinde hareket ettiği sertleştirilmiş bir yataktır. Somun ise vidadaki yatağın içinde hareket eden bilyeleri taşır. Bilyeler somun içinde bir uçtan diğer uca yuvarlanırlar ve buradan da somunun içindeki dönüş yolundan geçerek tekrar başlangıç konumuna gelirler. Somun içinde kullanılan bilyeler somun ile vida arasındaki fiziksel teması sağlayarak kaymalı sürtünme yerine yuvarlanmalı sürtünmeye neden olur. Yuvarlanmalı sürtünme ise hareketin başlangıcındaki statik sürtünmeyi en aza indirerek yapış-kay hareketini önler. Ayrıca dolaşımlı bilyeli vida ve somunlar düşük kinematik sürtünme katsayısı nedeniyle %98’lere varan mekanik verimle çalışmaktadırlar. Bu özelliklerinin yanı sıra düşük aşınma özellikleri de döner bilyeli sistemler için önemli tercih nedenleri olmaktadır. VİDEO VİDEO
 vida bilyelerin içinde hareket ettiği sertleştirilmiş bir yataktır. Somun ise vidadaki yatağın içinde hareket eden bilyeleri taşır. Bilyeler somun içinde bir uçtan diğer uca yuvarlanırlar ve buradan da somunun içindeki dönüş yolundan geçerek tekrar başlangıç konumuna gelirler. Somun içinde kullanılan bilyeler somun ile vida arasındaki fiziksel teması sağlayarak kaymalı sürtünme yerine yuvarlanmalı sürtünmeye neden olur. Yuvarlanmalı sürtünme ise hareketin başlangıcındaki statik sürtünmeyi en aza indirerek yapış-kay hareketini önler. Ayrıca dolaşımlı bilyeli vida ve somunlar düşük kinematik sürtünme katsayısı nedeniyle %98’lere varan mekanik verimle çalışmaktadırlar. Bu özelliklerinin yanı sıra düşük aşınma özellikleri de döner bilyeli sistemler için önemli tercih nedenleri olmaktadır. VİDEO. VİDEO.")
19
Krameyer Dişli Krameyer dişliler (karameyer ve küçük dişli) hareket mesafesi uzun ve büyük tezgâhlarda kullanılırlar. Vida ve somunlu sistemlerdeki vida boyu sınırlaması krameyer dişli uygulamalarında yoktur. İlerleme sisteminin esnemezliği hareket mesafesine bağlı değildir. Konumlamadaki doğruluk ise diğer yöntemler kadar iyi değildir.
 hareket mesafesi uzun ve büyük tezgâhlarda kullanılırlar. Vida ve somunlu sistemlerdeki vida boyu sınırlaması krameyer dişli uygulamalarında yoktur. İlerleme sisteminin esnemezliği hareket mesafesine bağlı değildir. Konumlamadaki doğruluk ise diğer yöntemler kadar iyi değildir.")
21
Harmonic Drive VİDEO

Benzer bir sunumlar










 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler,>")
 Kompozitler>")







