Sunuyu indir
1
İSTATİSTİKSEL PROSES KONTROL

2
Sayılabilir değerler için kontrol şemaları
p-şeması veya np-şeması: Bir ürün veya hizmeti sadece uygun/uygunsuz, tatminkar/değil veya iyi/kusurlu şeklinde nitelendirebiliyorsanız p şeması veya np şeması kullanın. u-şeması veya c-şeması: Seçilen örnekteki her ürün (veya hizmet) için gözlenen hata/kusur sayısı belirlenir ve her alt grupta birim başına düşen hata sayısı için u-şeması, her alt gruba düşen hata sayısı için ise c-şeması oluşturulur.
 için gözlenen hata/kusur sayısı belirlenir ve her alt grupta birim başına düşen hata sayısı için u-şeması, her alt gruba düşen hata sayısı için ise c-şeması oluşturulur.")
3
p şeması (Uygunsuzluk Oranı)
Ürünlerin kusurları ile ilgili araştırma yaptığımızda kullanacak şemadır. Kontrol edilen özelliklerin ortalamasını belirler. Kusurlu ürün oranı ile değerlendirme yapılır. Şemadaki noktalar her alt grup için kusurlu ürün oranını (pi) gösterecektir. Örnek hacminin farklı olduğu durumlarda kullanılması uygundur.
 gösterecektir. Örnek hacminin farklı olduğu durumlarda kullanılması uygundur.")
4
p şeması(Uygunsuzluk Oranı)
pi: kusurlu ürün oranı Tüm veriler için;

5
np şeması Şekil olarak p şemasının aynısıdır.
Kusurlu oranları ile değil kusurlu sayıları ile ilgilenir. Örnek hacminin sabit olduğu durumlarda tercih edilmelidir (örnek hacmi farklı olduğunda da kullanılabilir ancak p tercih edilir). Ana kütle kusurlu oranı “p”, örnek büyüklüğü “n” ise, örnekte çıkması beklenen kusurlu sayısı “np” olacaktır.
. Ana kütle kusurlu oranı p , örnek büyüklüğü n ise, örnekte çıkması beklenen kusurlu sayısı np olacaktır.")
6
np şeması (uygunsuz sayısı)
pi vep, p şeması için hesaplandığı gibi hesaplanır ancak burada n her grup için aynı olmalıdır.

7
u şeması Üretilen birimlerin kalite kontrolünde bir birimde rastlanan kusur sayıları esas alındığında u grafikleri kullanılır. Örnek hacmi birden çok ürün çeşidinden oluşuyorsa ve örnek büyüklüğü değişken ise kullanılır. Kusur sayısı için önceden standart belirlenmeyeceği için burada standartların bilinmesi durumu yoktur. Şemadaki noktalar her alt gruptaki (birim başına düşen) ortalama kusur sayısını “ui” gösterecektir; her alt grup için farklı kontrol sınırları hesaplanmaktadır.
 ortalama kusur sayısını ui gösterecektir; her alt grup için farklı kontrol sınırları hesaplanmaktadır.")
8
u şeması u kontrol şeması için formüller:

9
c şeması Parti başına düşen hatalı ürün sayısını gösterir.
Örnek hacmi tek bir ürün çeşidinden oluşuyorsa kullanılır. Standartların belli olması durumu söz konusu değildir. Örnek büyüklüğü sabit olmalıdır. p ve np şemalarına benzer.

10
c şeması c şeması için formüller:

11
Örnek 1

12
Örnek 1 p Chart UCL = 0,053099 CL = 0,025694 LCL = 0,0

13
Örnek 2 Bir tekstil boya fabrikası örgü kumaş toplarını boyamaktadır. Son zamanlarda müşterilerden mavi renge boyanan kumaş toplarında çok sayıda leke olduğuna dair şikayetlerin çoğaldığı gözleniyor. Durumu araştırmak için maviye boyanan 25 top kumaş dikkatle muayene edilerek leke sayıları tespit ediliyor ve aşağıdaki tabloda özetlenen veriler elde ediliyor. Kumaş topları farklı büyüklüktedir ve her kumaş topu farklı bir alt grup gibi düşünülmektedir.

14
Toptaki Leke Sayısı (ci)
Örnek 2 Kumaş Top Numarası Kumaş Miktarı (kg) Toptaki Leke Sayısı (ci) 1 180 28 14 280 56 2 190 38 15 300 30 3 170 22 16 290 71 4 370 42 17 380 41 5 470 52 18 400 47 6 230 25 19 250 7 37 20 260 35 8 45 21 72 9 270 24 310 44 10 23 11 26 500 34 12 240 420 13 32 TOPLAM 7450 981
 Toptaki Leke Sayısı (ci) TOPLAM")
17
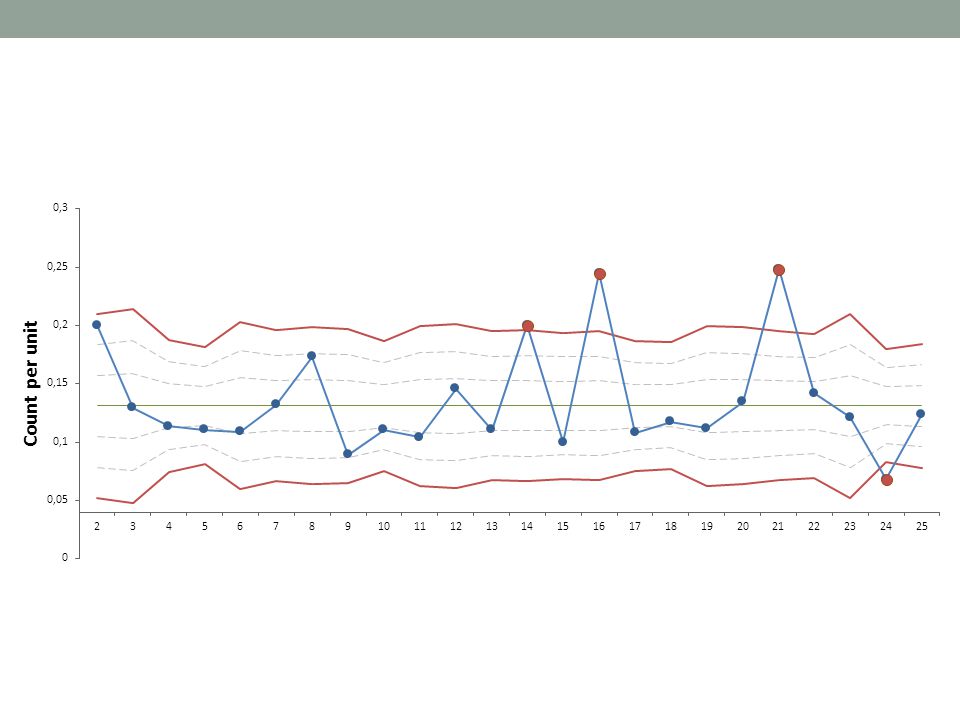
Örnek 2 Mavi boyama sürecinin kontrol altında olmadığını görüyoruz, çünkü 14, 16 ve 21 (hatta 24) nolu toplardaki kg başına düşen boya lekesi sayısı kontrol limitleri dışındadır. Kontrol limitleri dışında çıkılmasının çeşitli nedenleri vardır. Bu nedenler incelendiğinde şu sonuçlar ortaya çıkmıştır: su sertliğinin yüksek olması, elektrik kesintisi, kumaşların çok uzun süre ıslak kalması gibi. Bu işlemler hesaplamalardan çıkarılarak yeniden u kontrol şeması çizilir.
 nolu toplardaki kg başına düşen boya lekesi sayısı kontrol limitleri dışındadır. Kontrol limitleri dışında çıkılmasının çeşitli nedenleri vardır. Bu nedenler incelendiğinde şu sonuçlar ortaya çıkmıştır: su sertliğinin yüksek olması, elektrik kesintisi, kumaşların çok uzun süre ıslak kalması gibi. Bu işlemler hesaplamalardan çıkarılarak yeniden u kontrol şeması çizilir.")
19
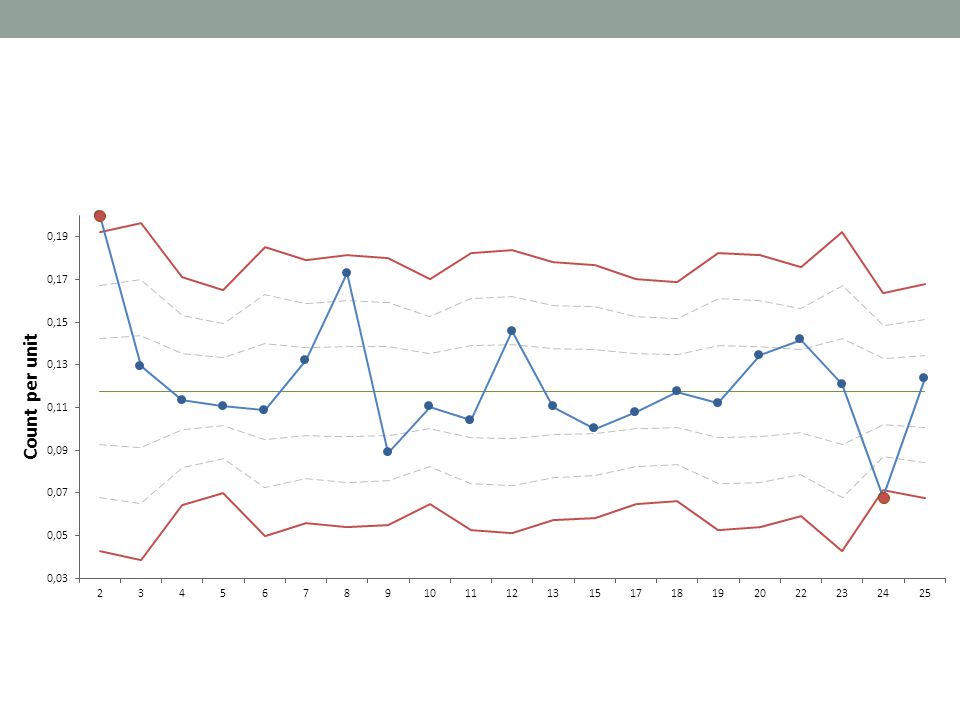
Örnek 2 Bu şemada da 2 ve 24 no’lu işlerin kontrol dışında olduğu görülmektedir. Bu, kontrol dışı olma durumunun altında yatan nedenin aslında daha özel bir sebep olduğunu göstermektedir. Yönetim yaptığı incelemeler sonucunda daha kaliteli bir boya kullanmaya, boyama öncesinde daha etkili bir leke çıkarıcı kullanmaya karar veriyor.

20
Örnek 4 Paketlenmiş bir tür gıda maddesinin ağırlığı kontrol grafikleri yardımıyla araştırılacaktır. Bu amaçla belirli aralıklarla alınmış 25 adet 4’ er birimlik örneklerle ilgili ölçüm değerleri, ortalamalar ve aralık değerleri tabloda verilmiştir. Bu bilgilere dayalı olarak kontrol şemalarını çiziniz ve yorumlayınız.

21
örnek numarası 1 2 3 4 toplam X R 500,4 500,2 501,1 501,3 2003 500,75 1,1 500 500,1 501 2001,1 500,28 499,8 499,2 1999,3 499,83 499,3 500,6 500,3 499,5 1999,7 499,93 1,3 5 499,9 0,9 6 498,1 1998,4 499,60 2,2 7 500,9 501,2 502,1 2005,1 501,28 1,2 8 2000,5 500,13 0,6 9 498,2 498,6 1997,8 499,45 2,7 10 500,7 2000,8 500,20 1,5 11 2000,6 500,15 0,8 12 499,7 499,6 1999,6 499,90 13 499,1 1996,2 499,05 0,7 14 501,6 2004 501,00 1,4 15 2003,5 500,88 16 2000,7 500,18 0,2 17 1999,5 499,88 18 2003,8 500,95 19 1999,9 499,98 0,5 20 500,8 2003,2 500,80 21 2000,2 500,05 22 501,9 1,9 23 2001,7 500,43 24 1999,4 499,85 25 Ortalama 500,2184 1,168

22
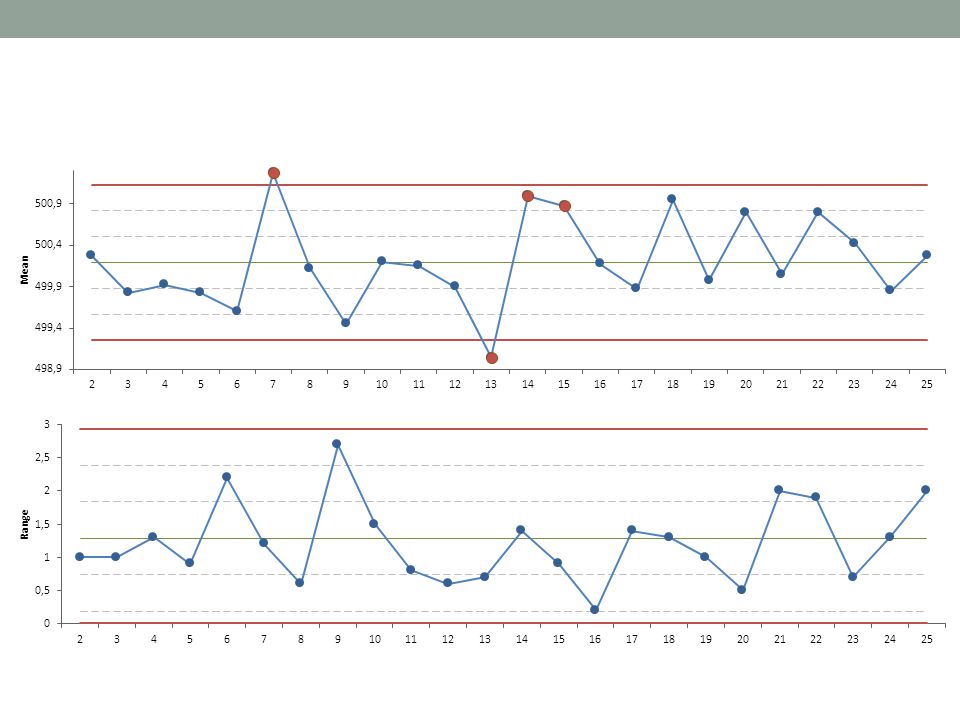
Örnek 4 X şeması için; R şeması için formüller; Xbar Chart
UCL = 501,132 CL = 500,194 LCL = 499,255 Range Chart UCL = 2,9389 CL = 1,2882 LCL = 0,0

24
Örnek 5 Bir fabrika plastikten mamul mutfak eşyası üretmektedir. Üretimin kontrol dahilinde sürdürülebilmesi amacıyla belirli aralıklarla 70’ er birimlik 25 örnek seçilerek bu örneklerin içindeki kusurlu sayıları ve örneklere ait kusurlu oranları belirlenmiştir. Verilerle ilgili kontrol grafiğini belirleyiniz.

25
Örnek 5

26
Örnek 5 Burada kusur oranı verildiği için p veya np şeması kullanılacaktır. p şeması için formüller; p Chart UCL = 0,28923 CL = 0,15833 LCL = 0,027437

27
Örnek 5

28
Örnek 6 5’ er metrekarelik 30 adet tesadüfi seçilmiş örnek üzerindeki leke sayısı tabloda verilmiştir. Bu verilere dayanarak kontrol grafiğini belirleyiniz.

29
c Chart UCL = 20,85 CL = 10,931 LCL = 1,0124

30
Örnek 6 c kontrol şeması çizilecektir.
c kontrol şeması için formüller;

31
Örnek 7 Bir üretim süreci ile ilgili olarak ana kitle ortalamasının 10.1 cm ve ana kitle standart sapmasının 0.04 cm olduğu bilinmektedir. İmalatın kontrolü esnasında 5’er birimlik örnekler seçileceği varsayımı altında, bu verilerden yararlanarak X ve R kontrol grafiklerine ait orta çizgi ile üst ve alt değerlerini hesaplayınız.

32
Örnek 7 Kontrol standartları bilinmektedir. Bu durumda;
X şeması için formüller R şeması için formüller;

33
Kontrol Grafiği Çiziminde Kullanılan Sabitler
örnek mevcudu sınırlar için katsayılar orta çizgi için faktör A A1 A2 d2 D1 D2 D3 D4 2 2,121 3,761 1,88 1,128 3,686 3,267 3 1,732 2,394 1,023 1,693 4,358 2,575 4 1,5 0,729 2,059 4,698 2,282 5 1,342 1,596 0,577 2,326 4,918 2,115 6 1,225 1,41 0,483 2,534 5,078 2,004 7 1,134 1,277 0,419 2,704 0,205 5,203 0,076 1,924 8 1,061 1,175 0,373 2,847 0,387 5,307 0,136 1,864 9 1 1,094 0,337 2,97 0,546 5,394 0,184 1,816 10 0,949 1,028 0,308 3,078 0,687 5,469 0,223 1,777 11 0,905 0,973 0,285 3,173 0,812 5,534 0,256 1,744 12 0,866 0,925 0,266 3,258 0,924 5,592 0,284 1,716 13 0,832 0,884 0,249 3,336 1,026 5,646 1,692 14 0,80233 0,848 0,235 3,407 1,121 5,693 0,329 1,671 15 0,775 0,816 3,472 1,207 5,737 0,348 1,652











 ve farklı populasyonlar için ’nın örnekleme dağılışı.>")









