Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
ÇELİK BİRLEŞİM ARAÇLARI 3.Çelik Birleşim Araçları
BÖLÜM 3 ÇELİK BİRLEŞİM ARAÇLARI 3.Çelik Birleşim Araçları

2
Bunlardan başka, son zamanlarda yapıştırma tekniği üzerinde de
Çelik yapılar çeşitli hadde ürünlerinin, proje resimlerinde gösterilen boyutlara göre kesilip birleşmesi suretiyle tamamlanır.Yapıyı oluşturacak olan çelik parçaları, statik ve mukavemet bakımından beraber çalışan yapı kısımları halinde birleştiren araçlara “çelik birleşim araçları” denir.Bu birleşim araçları şunlardır: Perçin Bulon (cıvata) Kaynak Bunlardan başka, son zamanlarda yapıştırma tekniği üzerinde de
 Kaynak. Bunlardan başka, son zamanlarda yapıştırma tekniği üzerinde de.")
3
araştırmalar yapılmaktadır
araştırmalar yapılmaktadır.Ancak bu teknik henüz uygulama alanına girmemiştir. 3.1.Perçinli Birleşimler Silindirik gövdeli, makaslamaya ve delik çevresindeki ezilmeye göre hesaplanan, parçalara açılan deliklere vurulmak suretiyle yerleştirilen çelik birleşim araçlarına denir.(bkz. Şekil 3.1)
")
4
Parçalardaki delikler atölyede matkapla açılır.Bu
hususta, elektronik komutlu zımba tezgahları da kullanılmaktadır.Parçalardaki deliklerin tam olarak karşılıklı gelebilmesi için delikler önce 2-3 mm kadar küçük çaplı açılıp, montaj sırasında parçalar önce cıvatalarla birbirine bağlandıktan sonra, karşılıklı gelen delikler matkapla gerekli çaplarına getirilerek tam uyum sağlanabilir.

5
Şekil 3.2’de görüldüğü üzere, perçin başının şekline
göre, iki türlü perçin ayırt edilir.Bunların isimleri ile boyutlarını belirleyen şartnameler şekil üzerinde gösterilmiştir.

6
a)Yuvarlak başlı perçin(TS 94/2) (DIN 124)
Şekil 3.1

7
St 37 veya Fe 37 çeliği kullanılan yapılarda perçin olarak St 34 veya Fe 34, St 52 veya Fe 52 çeliği kullanılan yapı kısımlarında ise perçin çeliği olarak St 44 veya Fe 44 kullanılır.Bu perçin çeliklerinin mukavemet özellikleri DIN 17110’da belirtilmiştir.

8
Yerine vurulmamış perçine ham perçin denir.Ham
perçinin d1 gövde çapı, d delik çapından 1 mm daha küçük olur.Ham perçinin bir tarafında bulunan başa nizam başı denir.Ham perçin,perçin ocağında kızıl dereceye kadar ısıtıldıktan sonra deliğine konur.Vurma etkisiyle nizam başının simetriği olan bir baş olur.Bu başa kapak başı denir.Perçinin vurulması sırasında gövdesi de şişerek deliği tamamen doldurur,böylece vurulmuş perçinin gövde çapı delik çapı d ye eşit olur.Perçin vurmak için genellikle pnömatik çekiçler kullanılır.

9
Perçinin iyi vurulabilmesi bakımından birleşen parçaların s toplam kalınlığı <6.5 d olmalıdır.Kapak başının tam olarak oluşabilmesi bakımından , yuvarlak başlı perçinlerde ham perçin boyu l=s + 4/3 d Olmalıdır. Bir birleşimde kullanılacak perçin çapı, birleştirilen parçaların en incesine göre

10
Tablo 3.1 Perçin çapının seçimi
(mm) 4-5 4-7 5-10 6-13 8-17 11-20 14-24 d 11 13 17 21 23 25 28
 d")
11
Tablo 3.3 Perçin aralıları ve kenar uzaklıkları
Yüksek yapılar krenler köprüler Min e 3d Min e1 2d Min e2 1.5d Max e 8d, 15t 6d, 12t Max e1 Max e2 3d, 6t

12
d=√5t -0,2(cm) olarak seçilir
d=√5t -0,2(cm) olarak seçilir.bu formülde t(cm) cinsinden en ince parça kalınlığıdır.
 olarak seçilir.bu formülde t(cm) cinsinden en ince parça kalınlığıdır.")
13
Perçin gövdesi ile delik yüzeyi arasında oluşacak basınç gerilmelerinin dağılışı üniform olmaktan çok uzaktır.Diğer taraftan, perçinlerin makaslamaya çalışan gövde kesitlerinde makaslama gerilmelerinin dağılışı da üniform değildir.Perçin hesaplarını kolaylaştırmak için iki kabul yapılır: 1- Silindirik basınç yüzeyi yerine d*t düzlem alanı alınır. 2-Üniform olmayan gerilme dağılışı göz

14
önünde tutulmayarak, ortalama gerilmeler hesaplanır
önünde tutulmayarak, ortalama gerilmeler hesaplanır. Bir perçine gelen kuvvet N olduğuna göre, perçinlerde iki gerilme tahkiki yapılır: 1- Makaslama gerilmesi tahkiki:

15
Tek etkilide: τs= N/(πd2/4) ≤ Tsem
σl=N/(d.t) ≤ 1.8 .σem Çift etkilide: τs= N/2(πd2/4) ≤ Tsem σl=N/(d.t) ≤ 2.5 .σem
 ≤ 1.8 .σem. Çift etkilide: τs= N/2(πd2/4) ≤ Tsem. σl=N/(d.t) ≤ 2.5 .σem.")
16
2- Ezilme (basınç) gerilmesi tahkiki: σl=N/(d
2- Ezilme (basınç) gerilmesi tahkiki: σl=N/(d.t) ≤ σlem a) Tek etkili perçinde t=min (t1, t2) b) Çift etkili perçinde t=min (t1, t2+t3) ,
 gerilmesi tahkiki: σl=N/(d.t) ≤ σlem a) Tek etkili perçinde t=min (t1, t2) b) Çift etkili perçinde t=min (t1, t2+t3) ,")
17
Bazı birleşimlerde perçinlere çekme kuvveti de gelebilir
Bazı birleşimlerde perçinlere çekme kuvveti de gelebilir.Bir perçine gövde ekseni doğrultusunda etkiyen çekme kuvveti Z ile gösterilirse, perçin gövdesinde çekme gerilmesi tahkiki σz=Z/(πd2/4) ≤σzem şeklinde yapılır.
 ≤σzem şeklinde yapılır.")
18
Bir perçinin emniyetle taşıyabileceği yük veya emniyet yükü, makaslamaya ve ezilmeye göre taşıyabileceği kuvvetlerin küçüğü olarak tanımlanır. Nem=min (Ns, Nt)
 .")
19
Bir perçinin makaslamaya göre taşıyabileceği kuvvet:
a) Tek etkili perçinde Ns1 =πd2/4 * Tsem b) Çift etkili perçinde Ns2 =2* πd2/4 * Tsem
 Tek etkili perçinde Ns1 =πd2/4 * Tsem. b) Çift etkili perçinde Ns2 =2* πd2/4 * Tsem.")
20
Bir perçinin ezilmeye göre taşıyabileceği kuvvet: Nt =d. t
Bir perçinin ezilmeye göre taşıyabileceği kuvvet: Nt =d*t*σlem a) Tek etkili perçinde t = min (t1, t2) b) Çift etkili perçinde t = min (t1, t2+t3)
 Tek etkili perçinde t = min (t1, t2) b) Çift etkili perçinde t = min (t1, t2+t3)")
21
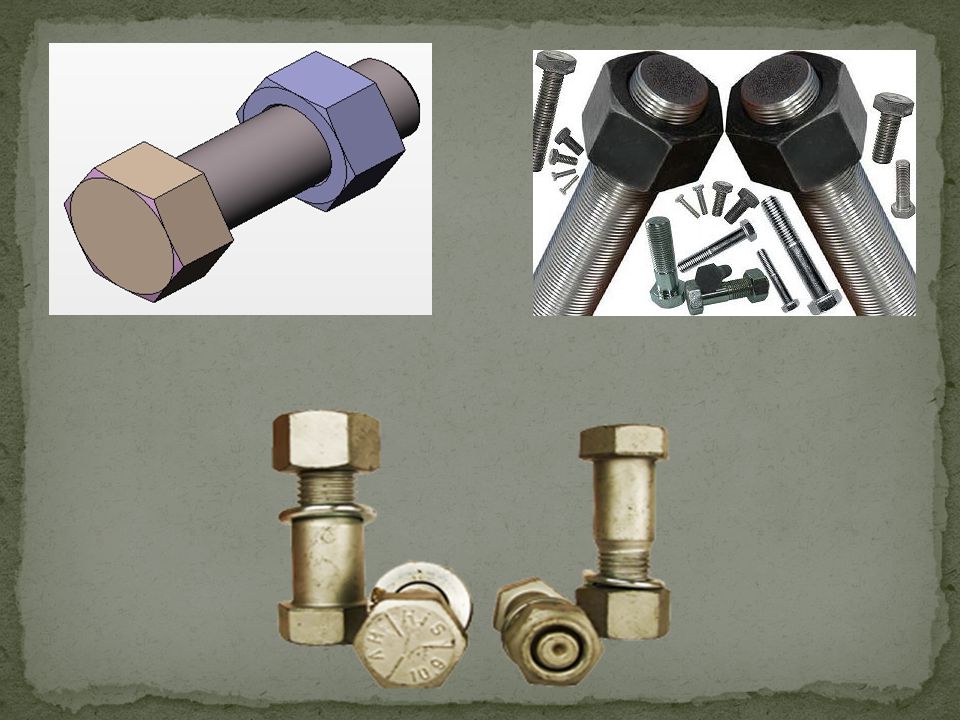
3.2 Bulonlu (Cıvata) Birleşimler
Bulon (cıvata) silindirik gövdeli, altı köşeli başlıklı, ucunda spiral diş açılmış kısmı bulunan bir birleşim aracıdır. Deliğine konduktan sonra diş açılmış ucuna, altına pul(rondela) konmak suretiyle somun takılır. Bulon başı anahtarla tutulup, diğer bir anahtar ile somun
 silindirik gövdeli, altı köşeli başlıklı, ucunda spiral diş açılmış kısmı bulunan bir birleşim aracıdır. Deliğine konduktan sonra diş açılmış ucuna, altına pul(rondela) konmak suretiyle somun takılır. Bulon başı anahtarla tutulup, diğer bir anahtar ile somun")
23
saat hareketi yönünde döndürülerek sıkılır
saat hareketi yönünde döndürülerek sıkılır.Böylece, kolay bir işçilikle bulonlar yerlerine takılmış olur.Bu kolaylık nedeniyle, şantiyede yapılan montaj birleşimlerinin bulonlu birleşim olması tercih edilir.Pahalı olduğundan atölye birleşimlerinde bulon kullanılmaz.

24
Esas itibariyle iki türlü bulon
kullanılır: 1_ Normal bulonlar 2_ Yüksek mukavemetli bulonları (HV bulonları)
")
25
3.2.1 Normal Bulonlar (Cıvata)
Kuvvet aktarmaları perçinlerinki gibi olan, yani gövde de makaslama ve delik çevresinde ezilme gerilmelerine göre hesaplanan bulonlardır.Bulonların kendi ekseni doğrultusunda zorlaması ve makaslaması hallerine ait kopma şekilleri görülmektedir.Diğer Avrupa ülkelerinde olduğu gibi , memleketimizde de metrik sistemdeki bulonlar kullanılır.

26
Normal bulonlarda dikkat edilmesi gerekli çok önemli
bir husus, diş açılmamış gövde kısmı boyunun, birleştirilen elemanların toplam s kalınlığından birkaç milimetre fazla olmasıdır.Somunun altına konan pul, bu fazlalığa rağmen , somunun sıkılabilmesini sağlar. Bulon çeliklerinin mukavemet özellikleri DIN 267’de belirtilmiştir. St 37veya Fe 37 çeliği kullanılan yapı kısımlarında 4.6’ (eski 4D) çeliğinden bulon, St 52 veya Fe 52 çeliği kullanılan yapı kısımlarında ise 5.6’ (eski 5D) çeliğinden bulon kullanılır.
 çeliğinden bulon, St 52 veya. Fe 52 çeliği kullanılan yapı kısımlarında ise 5.6’ (eski 5D) çeliğinden bulon kullanılır.")
27
Normal bulonlar iki çeşittir:
1_ Kaba bulonlar 2_ Uygun bulonlar Malzeme mukavemeti açısından bu ayrım aşağıdaki gibidir:

28
Bulon Malzemesi Mukavemeti:4
Bulon Malzemesi Mukavemeti:4.6 ise KABA BULONLAR Bulon Malzemesi Mukavemeti:5.6 ise KABA ve UYGUN BULONLAR Ayrıca bu iki bulon arasında iki bakımdan fark vardır: a) Kaba bulonlarda bulon gövde çapı, delik çapından 1 mm kadar azdır: d =D_1 mm
 Kaba bulonlarda bulon gövde çapı, delik çapından 1 mm kadar azdır: d =D_1 mm")
29
Uygun bulonlarda ise d=D dir
Uygun bulonlarda ise d=D dir. Yüksek yapılarda 20 ila 30 mm lik çaplarda 0.3 mm kadar tolerans kabul edilir(D_d ≤ 0.3 mm) daha küçük çaplarda bu miktar lineer olarak azaltılır. b) Kaba bulonlarda diş açılmış kısmın dışında kalan gövde kısmı işlenmemiştir. Uygun bulonlarda ise bu kısım, deliğe tam uyacak şekilde, tornalanmak suretiyle düzgün olarak işlenmiştir.
 daha küçük çaplarda bu miktar lineer olarak azaltılır. b) Kaba bulonlarda diş açılmış kısmın dışında kalan gövde kısmı işlenmemiştir. Uygun bulonlarda ise bu kısım, deliğe tam uyacak şekilde, tornalanmak suretiyle düzgün olarak işlenmiştir.")
30
delik çapları aynıdır. Metrik sistemdeki bulonlar ile
Her iki çeşit bulonda kullanılan pul ve somun ile delik çapları aynıdır. Metrik sistemdeki bulonlar ile pul ve somunları için aşağıda belirtilen norm ve standartlar geçerlidir: Kaba bulonlar DIN TS 80 Uygun bulonlar DIN TS 80 Pullar (Rondelalar) DIN TS 79 Somunlar DIN TS 80
 DIN 7989 TS 79. Somunlar DIN 555 TS 80.")
31
DIN 7990 Malzeme mukavemeti 4.6, 5.6 olan
kaba DIN 7989 Malzeme mukavemeti 4.6, 5.6 olan bulonlara ait pullar için DIN Malzeme mukavemeti 4.6, 5.6 olan bulonlara ait somunlar için DIN 7968 Malzeme mukavemeti 4.6, 5.6 olan uygun bulonlar için

32
3.2.2 Yüksek Mukavemetli Bulonlar (HV Bulonlar)
Bulon Malzemesi Birleşimlerin Hesabı

33
Bulon Malzemesi Bu bulonlar yüksek mukavemetli çelikle üretilir. Bulon malzemesi somun ve pullarında kullanılan malzeme özelliği DIN ISO 898 uyarınca çeşitli malzeme sınıflarına ayrılmıştır. Bulon malzemesi mukavemeti: 8.8 ve 10.9 ise Yüksek mukavemetli bulonlar olarak yapılan sınıflandırmada DIN şartnameleri göz önüne alınırlar. Bunlar:

34
Bulon Malzemesi DIN 6914 Malzeme mukavemeti 10.9 olan yüksek mukavemetli bulonlar için DIN 6915 Malzeme mukavemeti 10.9 olan yüksek mukavemetli somunlar için DIN 6916 Malzeme mukavemeti 10.9 olan yüksek mukavemetli pullar için DIN 6917 I-profilleri için malzeme mukavemeti 10.9 olan yüksek mukavemetli eğimli pullar için DIN 6918 U-profilleri için Malzeme mukavemeti 10.9 olan yüksek mukavemetli eğimli pullar için

35
Birleşimlerin Hesabı Bu çeşit bulonlu birleşimlerin hesap ve teşkilleri için DASt(Deutscher Ausschuß für Stahlbau-Alman Çelik yapı Komisyonu) şartnamesinde verilen esaslara göre hesap yapılacaktır. İki türlü yüksek mukavemetli bulonlu birleşim vardır. 1. Makaslamaya ve delik çevresinde ezilmeye göre hesaplanan yüksek mukavemetli bulonlu birleşimler(Scher- Lochleibungsverbindungen). Bunlara kısaca SL ve SLP birleşimleri denir. 2. Sürtünme kuvvetli birleşimler (Gleitfeste Verbindungen). Bunlara kısaca GV ve GVP birleşimleri denir.
 şartnamesinde verilen esaslara göre hesap yapılacaktır. İki türlü yüksek mukavemetli bulonlu birleşim vardır. 1. Makaslamaya ve delik çevresinde ezilmeye göre hesaplanan yüksek mukavemetli bulonlu birleşimler(Scher- Lochleibungsverbindungen). Bunlara kısaca SL ve SLP birleşimleri denir. 2. Sürtünme kuvvetli birleşimler (Gleitfeste Verbindungen). Bunlara kısaca GV ve GVP birleşimleri denir.")
36
Birleşimlerin Hesabı SL ve SLP birleşimlerindeki bulonlar DIN 7968’e göre yani normal bulonlardaki gibi yapılır. Delik ve gövde çapları arasındaki fark: <=1.0 mm ise SL birleşimi <=0.3 mm ise (Paßschrauben-Uygun Bulon) SLP birleşimi uygulanacaktır. SL birleşimleri hareketsiz yüklerin hakim olduğu yapı kısımlarında kullanılır. Hareketli yüklerin etkisinde SLP birleşimi kullanılmaktadır.
 SLP birleşimi uygulanacaktır. SL birleşimleri hareketsiz yüklerin hakim olduğu yapı kısımlarında kullanılır. Hareketli yüklerin etkisinde SLP birleşimi kullanılmaktadır.")
37
Birleşimlerin Hesabı Bulon eksenine dik olmak suretiyle, makaslama etkisi için her bulonun taşıyabileceği kuvvet: NSLem = tsem . NSLPem Ezilme gerilmesi de: sl=

38
BirleşimlerinHesabı N= Bir bulona gelen makaslama kuvveti Min Et= Aynı yöndeki delik çevre basınçları etkisinde bulunan levhaların kalınlık toplamlarının küçüğüdür.

39
Birleşimlerin Hesabı GV ve GVP birleşimleri hareketsiz yüklerin hakim olduğu yapı kısımlarında kullanıldığı gibi, hareketli yüklerin hakim olduğu yapı kısımlarında da kullanılanılar. Delik ve gövde çapları arasındaki fark: <=1.0 mm ise GL birleşimi <=0.3 mm ise (Paßschrauben-Uygun Bulon) GLP birleşimi uygulanacaktır. Somunlara, uzun kollu özel anahtarlar kullanılarak büyük belirli sıkma momentleri uygulanmak suretiyle, bulonlara Pv ön çekme kuvveti verilir. Bu Pv kuvveti, birleştirilen elemanların birleşim yüzeylerine basınç kuvveti olarak etkiyeceğinden, bulon eksenine dik doğrultuda bir elemandan diğer elemana kuvvet aktarılması, temas yüzeylerinden sürtünme kuvveti yoluyla olur.
 GLP birleşimi uygulanacaktır. Somunlara, uzun kollu özel anahtarlar kullanılarak büyük belirli sıkma momentleri uygulanmak suretiyle, bulonlara Pv ön çekme kuvveti verilir. Bu Pv kuvveti, birleştirilen elemanların birleşim yüzeylerine basınç kuvveti olarak etkiyeceğinden, bulon eksenine dik doğrultuda bir elemandan diğer elemana kuvvet aktarılması, temas yüzeylerinden sürtünme kuvveti yoluyla olur.")
40
Birleşimlerin Hesabı GV birleşimlerde, bulon eksenine dik olarak, bir birleşim yüzeyinden bir bulonun emniyetle aktarabileceği kuvvet: NGVem=(m/v).Pv Burada: Pv=Bulon öngerilme kuvveti m=Temas yüzeylerindeki sürtünme katsayısı v=Kaymaya karşı emniyet katsayısı
.Pv. Burada: Pv=Bulon öngerilme kuvveti. m=Temas yüzeylerindeki sürtünme katsayısı. v=Kaymaya karşı emniyet katsayısı.")
41
Birleşimlerin Hesabı GV ve GVP birleşimlerinde ayrıca ezilme gerilmesi tahkiki de yapılır. Bu tahkik yapılırken sürtünme kuvvetleri yok farz edilir. Sürtünme mukavemetli birleşim bulonların da makaslama gerilme tahkiki gerekmez. GVP birleşimlerinde, bir sürtünme veya makaslama yüzünden bulon eksenine dik doğrultuda olmak üzere bir bulonun emniyetle aktarabileceği kuvvet: NGVPem=0.5NSLPem+NGVem

42
3.3 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metallerin ısı etkisi altında birleştirilmesine kaynak denir.

43
Elektrik arkı kaynakları
Kaynaklı Birleşimler Ergitme kaynakları Elektrik arkı kaynakları Standart elektrik kaynağı arkı(elektrod kaynağı) Özlü elektrodlu elektrik arkı kaynağı Gazaltı elektrik arkı kaynağı Toz altı elektrik arkı kaynağı Gaz kaynağı Basınç kaynakları
 Özlü elektrodlu elektrik arkı kaynağı. Gazaltı elektrik arkı kaynağı. Toz altı elektrik arkı kaynağı. Gaz kaynağı. Basınç kaynakları.")
44
3.3.1.Ergitme Kaynakları Ergitme kaynağında, birleştirilecek parçaların birbirine kaynaklanacak kısımları ilave metal (kaynak teli, kaynak elektrodu) ergime derecesine kadar ısıtılır ve ergiyerek birleşen kısımların soğuması sonunda birleşim sağlanmış olur.
 ergime derecesine kadar ısıtılır ve ergiyerek birleşen kısımların soğuması sonunda birleşim sağlanmış olur.")
45
3.3.1.1. Elektrik Arkı Kaynakları
A-) Standart Elektrik Arkı Kaynağı (Elektrod Kaynağı) Elektrodun ucunda oluşan metal damlaları, yer çekimi ve (-) kutuptan (+) kutuba doğru meydana gelen elektron akımı etkisiyle, parçaların arasındaki kaynak derzini doldurur. Böylece parçaların arasındaki derzde kaynak dikişi (kaynak kordonu) denen ve parçaların birleşimini sağlayan kısım oluşmuş olur.
 Standart Elektrik Arkı Kaynağı (Elektrod Kaynağı) Elektrodun ucunda oluşan metal damlaları, yer çekimi ve (-) kutuptan (+) kutuba doğru meydana gelen elektron akımı etkisiyle, parçaların arasındaki kaynak derzini doldurur. Böylece parçaların arasındaki derzde kaynak dikişi (kaynak kordonu) denen ve parçaların birleşimini sağlayan kısım oluşmuş olur.")
46
Kaynak makineleri Kaynak için elverişli akımın karakteristikleri V ve A’dir. Bu akımı sağlamak için kullanılan kaynak makineleri üç çeşittir: Kaynak jeneratörleri Kaynak redresörleri Kaynak transformatörleri

47
Elektrodlar Elektrodlar 2-8 mm çapında, kaynaklanacak yapı elemanlarının malzemesine uygun alaşımda bir metalden üretilmiş çubuklardır. Çıplak ve sıvalı olmak üzere ikiye ayrılır. Çıplak elektrod: Kaynak çekilmesi sırasında, kaynak bölgesi havadan oksijen ve azot kaptığından ve çabuk soğuma meydana geldiğinden, çekilecek kaynak dikişinin kalitesi ve mukavemeti düşük olur. Bu nedenle önemsiz tespit dikişleri için kullanılabilir.

48
Sıvalı elektrodlarda isminden de anlaşılacağı üzere, elektodun üzeri bir sıva tabakayla kaplanmıştır. Sıva tabakasını sağladığı faydalar şunlardır: a. Sıva maddesinin yanmasından oluşan koruyucu gazlar, kaynak bölgesinden havayı uzaklaştırarak, çekilen kaynak dikişinin havadan O ve N kapmasını önler. b. Kaynak tabakası üzerinde bir cüruf tabakası oluşturarak ergimiş haldeki malzemenin çabuk soğumasını önleyerek, dikiş içinde gaz habbeciklerinin kalmasını ve kaynak dikişinde ilave gerilmelerin oluşmasını önler. c. Ergimiş haldeki kaynak malzemesi ile cüruf malzemesi arasında meydana gelen kimyasal reaksiyonlar sonucu, kaynak dikişinin mekanik özellikleri iyileşir. d. Elektrik arkı daha stabil olacağından, daha muntazam dikiş çekilebilir.

49
Sıvalı elektrodlar ince sıvalı ve kalın sıvalı olmak üzere ikiye ayrılır.
İnce sıvalı elektrodlar sıva tabakasının kalınlığı, elektrod çapının %20 si kadardır. Kalın sıvalı (mantolu elektrod) elektodlar sıva tabakasının kalınlığı, elektrod çapının %20-%75’i kadardır. Çelik yapılar için en elverişli elektrodlardır. DIN 1913 e göre elektrik arkı elektrodlarının sıva maddeleri aşağıdaki gibidir: Titandioksit tipi (Rutil) Ti Asit tipi (Erzsaurer) Es Oksit tipi Ox Baz tipi (Kalkbasischer) Kb Selüloz tipi (Zellulose) Ze Özel tipler (Sondertyp) So Bu kaynak türü için kullanılan sıvalı elektrod türleri ülkemizde Rutil, Bazik ve Selülozik elektrodlar adı altında üretilmektedir.
 elektodlar sıva tabakasının kalınlığı, elektrod çapının %20-%75’i kadardır. Çelik yapılar için en elverişli elektrodlardır. DIN 1913 e göre elektrik arkı elektrodlarının sıva maddeleri aşağıdaki gibidir: Titandioksit tipi (Rutil) Ti. Asit tipi (Erzsaurer) Es. Oksit tipi Ox. Baz tipi (Kalkbasischer) Kb. Selüloz tipi (Zellulose) Ze. Özel tipler (Sondertyp) So. Bu kaynak türü için kullanılan sıvalı elektrod türleri ülkemizde Rutil, Bazik ve Selülozik elektrodlar adı altında üretilmektedir.")
50
Bu elektrodların kalsifikasyonunda kullanılan format çeşitli standartlara göre şöyledir:
DIN 1913 FORMATI:

51
AWS (AMERICAN WELDING SOCIETY) STANDARDI FOTMATI:
 STANDARDI FOTMATI:")
53
Özlü Tellerle Elektrik Arkı Kaynağı Özlü teller sıvalı elektrodların tersyüz edilmiş halidir. Yani sıva tabakası kaynak telinin çekirdeğinde bulunur. Bu kaynak türü çok katlı yapıların birleşiminde kullanılırlar ve yüksek kaynak nüfuziyeti sağlarlar. İki türü vardır: 1-)Ek koruyucu gaz gerektirmeyen işlemler: Bunlarda kullanılan sıva malzemesi , soğurken kaynağın okside olmasına mani olur. Şantiye koşullarında uygulanabilir.
Ek koruyucu gaz gerektirmeyen işlemler: Bunlarda kullanılan sıva malzemesi , soğurken kaynağın okside olmasına mani olur. Şantiye koşullarında uygulanabilir.")
55
3.3.1.1.3. Gazaltı Elektrik Arkı Kaynağı
Bu kaynaklama yönteminde elektrod, dolu kesitli bir kaynak telidir. Bu kaynak işlemi sonucunda gayet düzgün ve yüksek nüfuziyetli kaynak dikişleri elde etmek mümkündür. Fakat şantiye koşullarında uygun değildir.

56
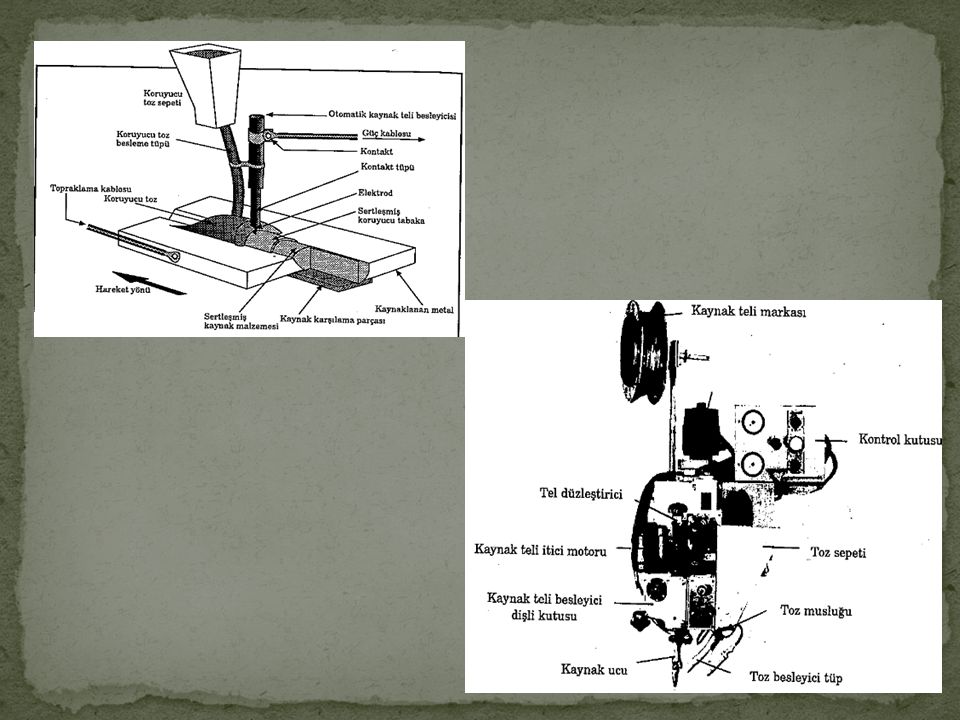
3.3.1.1.4. Tozaltı Elektrik Arkı Kaynağı

58
3.3.1.2. Gaz Kaynağı (Otojen Kaynağı)
Bu yöntemde yüksek ısı gaz aleviyle sağlanır. Kullanılan gaz ekseriya asetilen gazıdır. Bu metodla çekilen kaynak dikişlerinin mukavemeti düşük olacağından, normal çelik yapılarda, kuvvet aktaran dikişler için bu metod kullanılmaz. Ancak önemsiz tesbit dikişleri için kullanılır. Ayrıca gaz alevi levha ve profillerin kesilmesi işinde kullanılır. Buna otojen kesme denir.

59
Ergitme kaynağı metotlarıyla çekilen kaynak dikişleri
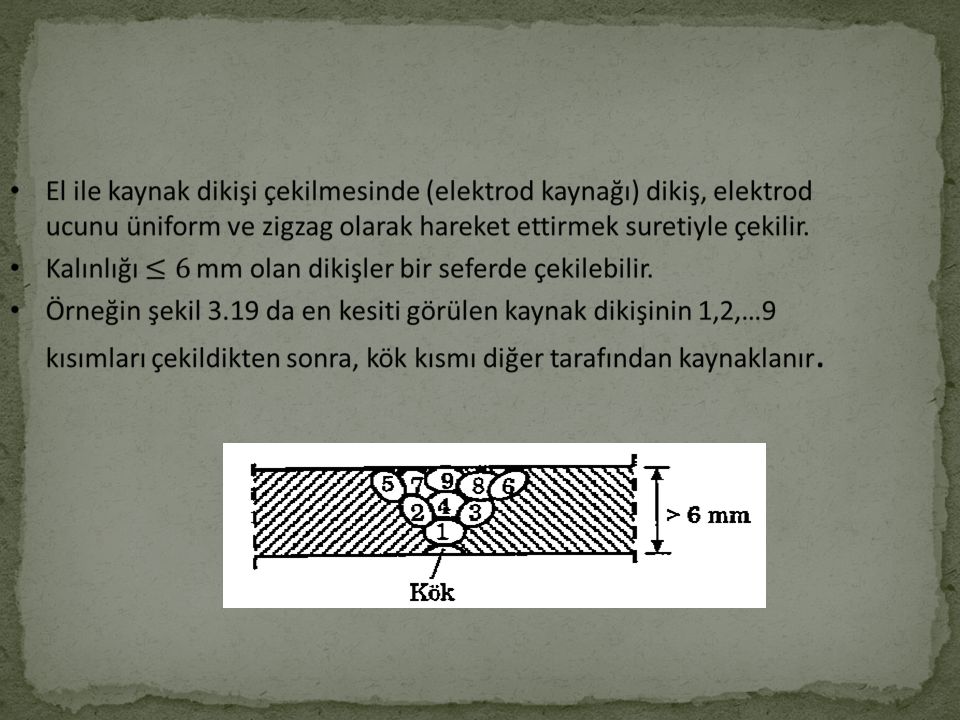
a) Küt kaynak Dikişleri b) Köşe kaynağı Dikişleri olmak üzere başlıca iki çeşittir. Küt Kaynak Dikişleri Aynı düzlemde bulunan iki levhanın yan yana getirilen kenarları boyunca çekilen kaynak dikişleridir. Levha kenarlarının işlenmiş şekillerine göre küt kaynak dikişleri özel isimler alırlar. I, V, Y, U bir taraftan çekilebilir. Diğer tarafta kalan kaynak kökünün kazınması ve yeniden kaynaklanması gerekir. Kaynak dikişinin kök kısmının sonradan kaynaklanma olanağı yoksa, dikişin çekilmesi sırasında, kök kısmının altına örneğin oluklu bir bakır ray yerleştirmek suretiyle bu kısmın muntazam olması sağlanır.
 Küt kaynak Dikişleri. b) Köşe kaynağı Dikişleri olmak üzere başlıca iki çeşittir. Küt Kaynak Dikişleri. Aynı düzlemde bulunan iki levhanın yan yana getirilen kenarları boyunca çekilen kaynak dikişleridir. Levha kenarlarının işlenmiş şekillerine göre küt kaynak dikişleri özel isimler alırlar. I, V, Y, U bir taraftan çekilebilir. Diğer tarafta kalan kaynak kökünün kazınması ve yeniden kaynaklanması gerekir. Kaynak dikişinin kök kısmının sonradan kaynaklanma olanağı yoksa, dikişin çekilmesi sırasında, kök kısmının altına örneğin oluklu bir bakır ray yerleştirmek suretiyle bu kısmın muntazam olması sağlanır.")
60
Tabloda görülen dikiş şekillerinden başka küt kaynak dikişleri de bahis konusu olabilir. Örneğin, bir sonraki slayttaki şekilde K dikişi ve yarım V dikişi görülmektedir. Bu dikişlerin özelliği, sadece sadece bir parçanın kenarının işlenmesinin yeterli olması ve birbirine dik iki levhanın birleşimine de olanak vermesidir.

61
Küt kaynak dikişinin kalınlığı a=t olarak tarif edilir
Küt kaynak dikişinin kalınlığı a=t olarak tarif edilir. Burada t levha kalınlığıdır. Birleştirilen parçaların farklı kalınlıkta olması halinde, a dikiş kalınlığı olarak en küçük kalınlıklı alınır. (aşağıdaki şekil)
")
62
Köşe Kaynağı Dikişleri
Köşe Dikişlerinin yüksekliği İki çelik elemanın birbirine dik veya en az 60° teşkil eden yüzeyleri arasındaki köşelere çekilen dikişlere köşe kaynağı dikişleri denir. Yüzeyler arasındaki açının 60° den az olması halinde kaynak dikişinin kuvvet aktardığı kabul edilmez. Köşe kaynağı dikişlerinin a kalınlığı, enkesitlerinin içine çizildiği düşünülen ikiz kenar üçgenin yüksekliği olarak kabul edilir. min a=3 mm (yüksek yapılarda) min a=3,5 mm (köprüler) alınır. Her iki yapı çeşidinde de max a=0,7.tmin olur.
 min a=3,5 mm (köprüler) alınır. Her iki yapı çeşidinde de max a=0,7.tmin olur.")
63
tmin kaynaklanan iki parçadan daha ince olanının kalınlığıdır
tmin kaynaklanan iki parçadan daha ince olanının kalınlığıdır. Aşağıdaki şekilde (a) da birbirine dik iki levhayı, (b) şeklinde bir U profilini, (c) şeklinde de bir korniyeri bir levhaya bağlayan köşe kaynak dikişleri ile max kalınlıkları gösterilmiştir.
 da birbirine dik iki levhayı, (b) şeklinde bir U profilini, (c) şeklinde de bir korniyeri bir levhaya bağlayan köşe kaynak dikişleri ile max kalınlıkları gösterilmiştir.")
64
KAYNAK DİKİŞLERİNİN HESABI
Kaynak dikişlerinin alanı kaynak hesap boyu ile kaynak kalınlığının çarpımına eşittir. Birleşimde birden çok sıra kaynak dikişi varsa hepsinin alanı toplanmalıdır: Kaynak dikişlerinde oluşan gerilme tipleri Şekil 16’ da verilmiştir. Kaynak dikişlerinde birleşimde mevcut kesit zorlarına bağlı olarak farklı durumlarda, farklı gerilmeler meydana gelir. Ayrı ayrı etkin olabileceği gibi aynı anda σ ve τ gerilmelerinin de mevcut olduğu zorlanmalar söz konusu olabilir. Şekil 16’ da görülen σ // gerilmeleri her zaman ihmal edilir.

65
1. Basit Zorlama durumu Kaynak dikişlerinde tek eksenli zorlama varsa, kuvvetin etki ettiği doğrultu ve kaynak dikişlerinin konumuna bağlı olarak üç türlü gerilme oluşabilir ( Aşağıdaki şekil)
")
66
2. Eğilme Etkisi Eğilme momenti etkisinde kalan kaynak dikişlerinde oluşan σ gerilmesi ise şu şekilde hesaplanır: Bu denklemde Jk kaynak enkesiti atalet momentini, y ise gerilmesi hesaplanan noktanın kaynak kesiti ağırlık merkezinden olan uzaklığını ifade eder. Eğilme etkisindeki birleşimlerde eğilmenin yanı sıra genellikle kesme kuvveti de mevcuttur (Şekilde). Dolayısıyla kaynak dikişlerinde aynı anda hem τ // ve/veya τ , hem de σ gerilmeleri oluşabilmektedir.
. Dolayısıyla kaynak dikişlerinde aynı anda hem τ // ve/veya τ , hem de σ gerilmeleri oluşabilmektedir.")
67
Şekil (a) da düzgün kayma gerilmesi dağılımı varken; 18(b)’ de kesme kuvvetinin yalnızca gövde dikişlerinde düzgün kayma gerilmesi oluşturduğu kabul edilir. Bu durumda (a) için: iken; (b) için olacaktır. Bu denklemdeki Ak,g gövde kaynak dikişlerinin toplam alanıdır. Aynı anda hem normal, hem de kayma gerilmeleri oluştuğu zaman, mukayese gerilmesi (σ v ) hesaplanmalı ve mukayese emniyet gerilmesi ile kıyaslanmalıdır. Bu hesap aşağıdaki şekilde yapılır:
 için. olacaktır. Bu denklemdeki Ak,g gövde kaynak dikişlerinin toplam alanıdır. Aynı anda hem normal, hem de kayma gerilmeleri oluştuğu zaman, mukayese gerilmesi (σ v ) hesaplanmalı ve mukayese emniyet gerilmesi ile kıyaslanmalıdır. Bu hesap aşağıdaki şekilde yapılır:")
69
Sayısal Örnek(syf 139): Bir çekme çubuğunun küt ve köşe kaynak dikişleriyle bir düğüm levhasına birleşimi (şekildedir) Malzeme: St 37 veya Fe 37 (H) veya (EY) yüklemesi ½ Kup I 300 ile teşkil edilen bir çekme çubuğunun, 12mm kalınlığındaki düğüm levhasına birleşimi küt ve köşe kaynak dikişleriyle yapılmıştır. Profilin simetri düzlemi levhanın orta düzlemiyle çakıştığından, profilin gövdesi levha kenarı hizasında kesilmiş ve levhaya küt dikişle bağlanmıştır. Profilin başlığı 160mm daha uzun kesilerek ortasında 12mm genişliğinde, düğüm levhasının geçeceği bir yarık açılmış ve başlık 4 adet köşe kaynağı ile düğüm levhasına bağlanmıştır.
 veya (EY) yüklemesi. ½ Kup I 300 ile teşkil edilen bir çekme çubuğunun, 12mm kalınlığındaki düğüm levhasına birleşimi küt ve köşe kaynak dikişleriyle yapılmıştır. Profilin simetri düzlemi levhanın orta düzlemiyle çakıştığından, profilin gövdesi levha kenarı hizasında kesilmiş ve levhaya küt dikişle bağlanmıştır. Profilin başlığı 160mm daha uzun kesilerek ortasında 12mm genişliğinde, düğüm levhasının geçeceği bir yarık açılmış ve başlık 4 adet köşe kaynağı ile düğüm levhasına bağlanmıştır.")
71
Toplam dikiş alanı : ∑(axl)=(12,0/2x1,08)x1,08+1/2x4x(16,0-2x0,6)x0,6=28,39 Gerilme tahkiki : Toplam dikiş alanı: ∑(axl)=(12,0-2x1,08)x1,08+4x(16-2x0,6)x0,6=46,15 cm2 Gerilme tahkiki:
=(12,0-2x1,08)x1,08+4x(16-2x0,6)x0,6=46,15 cm2. Gerilme tahkiki:")
72
Profillerin boyun yerlerinde, haddeden çekilme sırasında, kükürt ve
fosforun yoğun olduğu yığılma bölgeleri oluşur. Bu bölgelerde kaynak dikişinin gevrek kopma eğilimi fazla olduğundan çatlama ihtimali olabilir. Şekilde görüldüğü gibi profilin boyun kısmının birleşim yerinin dairesel olarak oyulması uygun olur. Bu suretle boyun kısmına dikiş çekilmemiş ve küt dikişin alt ucunda çentik etkisi azalmış olur.

73
BASINÇ KAYNAKLARI Bu kaynak yöntemlerinde, parçaların bir birine kaynaklanacak kısımları kızıl dereceye (plastik kıvama) kadar ısıtılıp, basınç veya darbe uygulanmak suretiyle birleşim sağlanır. Hafif çelik yapılarda kullanılan ‘elektrik direnç kaynağı’, çelik yapılarda kullanılan yegane basınç kaynağı metodudur. Hafif çelik yapılar için DIN 4115 normu geçerlidir. Elektrik direnç kaynağı nokta kaynağı ve kordon kaynağı şeklinde olur.
 kadar ısıtılıp, basınç veya darbe uygulanmak suretiyle birleşim sağlanır. Hafif çelik yapılarda kullanılan ‘elektrik direnç kaynağı’, çelik yapılarda kullanılan yegane basınç kaynağı metodudur. Hafif çelik yapılar için DIN 4115 normu geçerlidir. Elektrik direnç kaynağı nokta kaynağı ve kordon kaynağı şeklinde olur.")
74
Nokta kaynağı yapmak için, ince levha kısımlar özel kaynak makinesinin silindirik ve uçları kesik koni şeklinde olan bakır elektrotları arasına getirilir. Elektrotlardan geçirilen elektrik akımının karşılaştığı direnç sonucu, elektrot uçları arasında kalan levha kısımları kızıl dereceye kadar ısıtıldıktan sonra, elektrotlar aracılığıyla basınç kuvveti uygulanır. Böylece levhalar küçük bir dairesel bölgede birbirlerine kaynaklanmış olur. Bu şekilde, muntazam aralıklarla yapılan nokta kaynakları parçaların birleşimini sağlar.

75
DIN 4115, 4.41’ e göre nokta kaynağıyla birleştirilen parça sayısı üçten fazla olamaz.
Kaynak yapılmadan önce parçaların birleşim yüzeyleri pas ve kirden temizlenmiş olmalı.

76
DIN 4115, 4.42’ ye göre nokta kaynaklarının hesabı, perçin hesabı gibi yapılır. Nokta kaynaklarının ‘d’ çapı deneylerle saptanır. Hesabı katılacak çap d ≤ 5.t1/2 şartıyla sınırlandırılmıştır.

77
Burada t mm cinsinden en ince levha kalınlığını gösterir
Burada t mm cinsinden en ince levha kalınlığını gösterir. Birleşim derzlerinde kayma kuvveti olmak üzere, bir nokta kaynağına gelen kuvvet n olduğuna göre yapılacak gerilme tahkikleri: Tek etkilide: τs= N/(πd2/4) ≤ 0.65.σem σl=N/(d.t) ≤ 1.8 .σem Çift etkilide: τs= N/2(πd2/4) ≤ 0.65.σem σl=N/(d.t) ≤ 2.5 .σem olmak üzere yapılır.
 ≤ 0.65.σem. σl=N/(d.t) ≤ 1.8 .σem. Çift etkilide: τs= N/2(πd2/4) ≤ 0.65.σem. σl=N/(d.t) ≤ 2.5 .σem. olmak üzere yapılır.")
78
Burada σem birleştirilen parçaların emniyet gerilmesidir
Burada σem birleştirilen parçaların emniyet gerilmesidir. Kuvvet doğrultusunda bir sırada en az 2, en fazla 5 nokta kaynağı bulunmalıdır. Nokta kaynakların aralıkları e, kuvvet doğrultusunda kenar uzaklığı e1 ve kuvvete dik doğrultudaki uzaklığı e2 için e=3d-6d e1=2.5d-4.5d e2=2d-4d şartları geçerlidir.

79
Kordon kaynağında, bakır çubuk elektrotların yerine tekerlek şeklinde elektrotlar kullanılır. Kaynaklanacak ince levhalar üst üste konduktan sonra, iki elektrod arasında sabit hızla geçilir. Böylece levhalar çizgi şeklinde bir kaynak kordonuyla birbirine bağlanmış olur.

80
Direnç kaynağının diğer bir şekli de ‘küt kaynak’ tır
Direnç kaynağının diğer bir şekli de ‘küt kaynak’ tır. Betonarme demirleri ile küçük profillerin eklenmesinde kullanılan bu metodda, parçaların uçları temas ettirildikten sonra, elektrik akımı verilerek uçların kızıl dereceye kadar ısınması sağlanır. Bundan sonra iki parça bir birine kaynaklanmış olur. Bu iş için kaynak makinası kullanılır. Bu metod çelik yapılarda kullanılmaz.

81
ÇELİK YAPI ELEMANLARI VE TASARIM KURALLARI
Tipik çelik yapı elemanları ve bunların taşıyıcı sistem içindeki zorlanış biçimleri, boyutlandırılmasını kontrol eden tipik mekanizmalar tabloda verilmiştir.

82
Çelik yapı taşıyıcı sistemlerinde esas olarak 4 tip taşıyıcı eleman vardır. Bunlar ;
Çekme çubukları Basınç çubukları Kirişler Kafes kirişler olarak tanımlanabilir.

Benzer bir sunumlar


















 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler,>")
 çeliği: su=3650kg/cm2 (kopma dayanımı)>")

