Sunuyu indir
2
Influencing factors Thermal data of the materials Origin of the residual stresses and deformation Magnitude of longitudinal and transverse shrinkage stresses Relationship between heat input, shrinkage stresses and distortion Methods of residual stress measurement Welding sequence techniques Effects of residual stresses on the behaviour of the structure in service Methods of reducing residual stresses or distortion Correction and removal of welding deformation (pressing, rolling, local heating, etc.) Examples of control of distortion
 Examples of control of distortion")
4
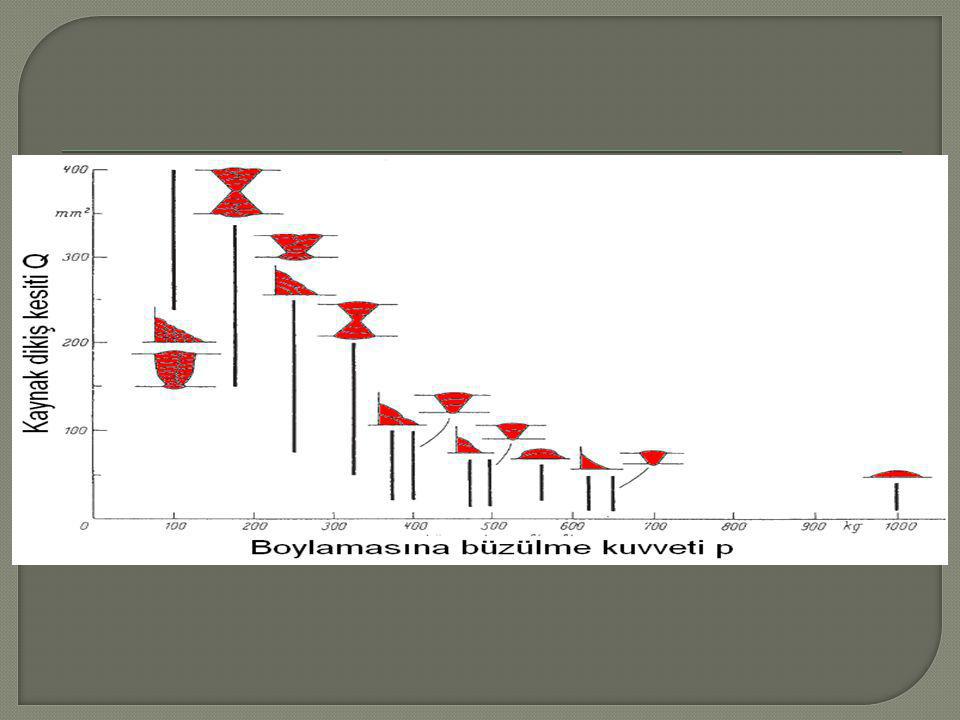
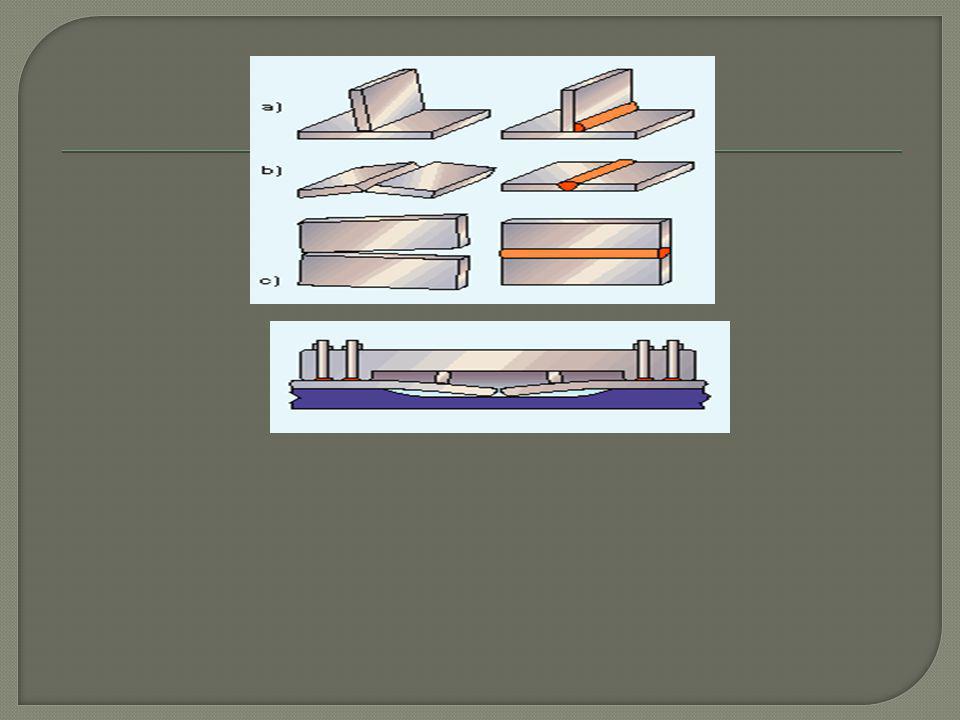
Farklı kaynak yöntemlerinde kendini çekme kuvvetleri

5
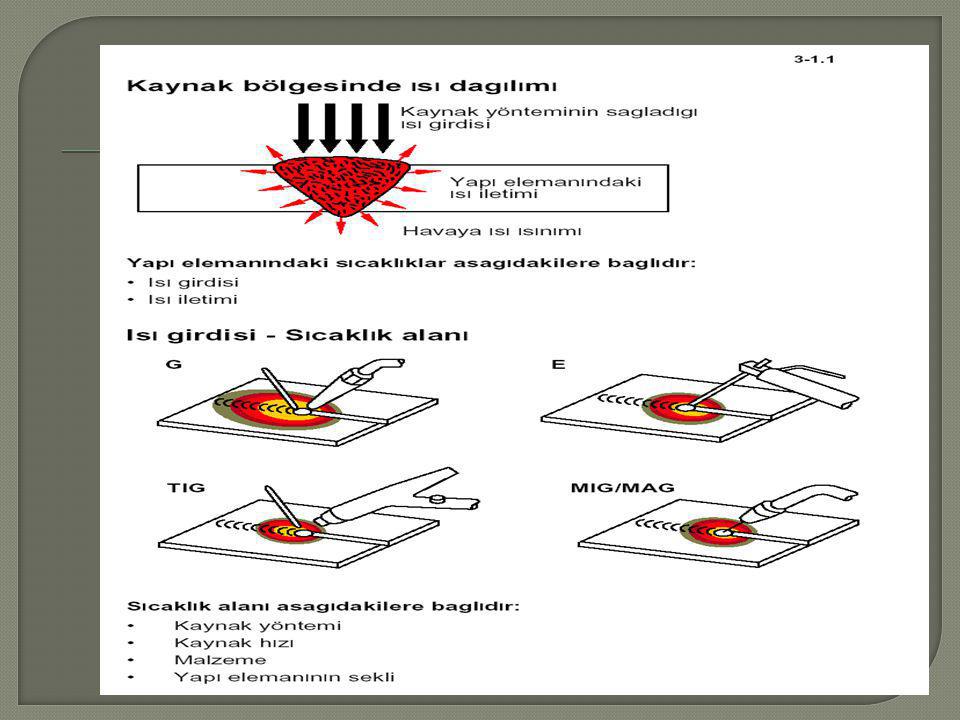
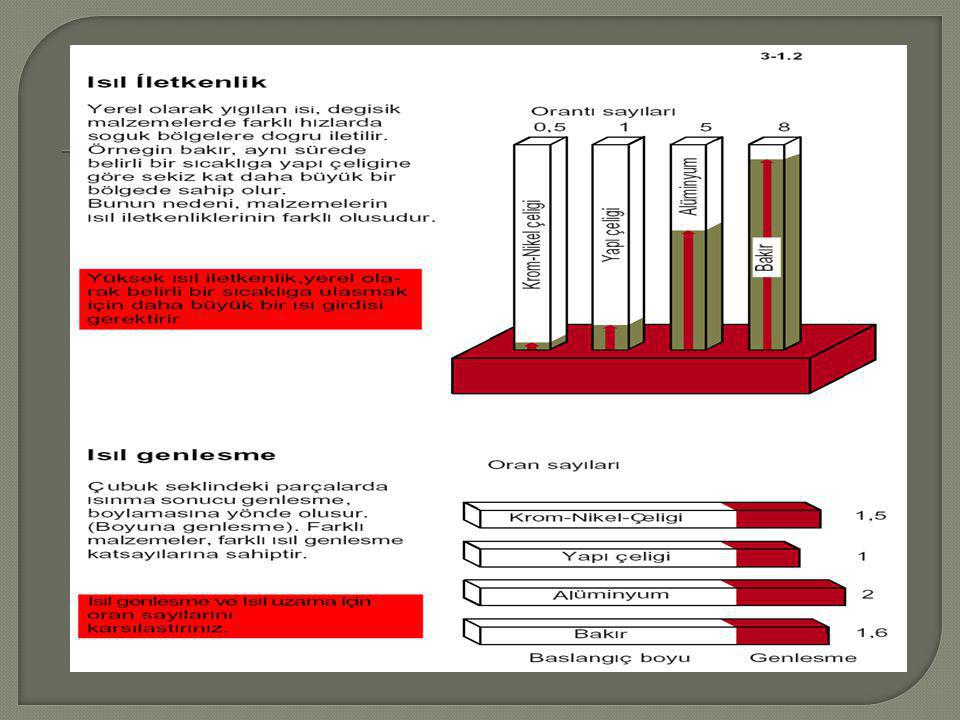
Fiziksel özelliklerin sıcaklıkla değişimi

16
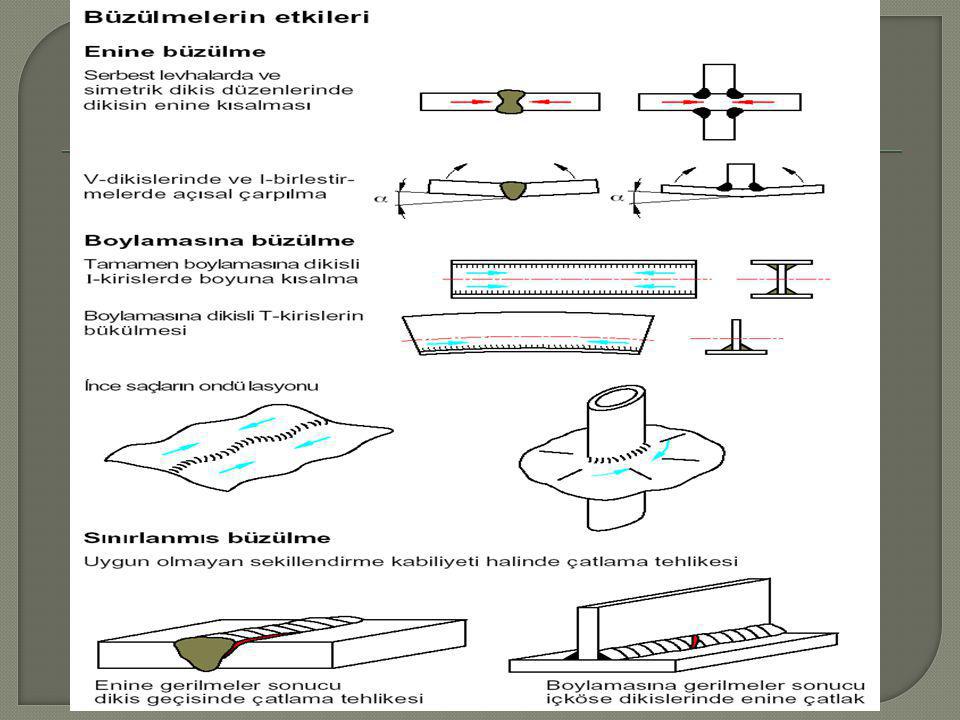
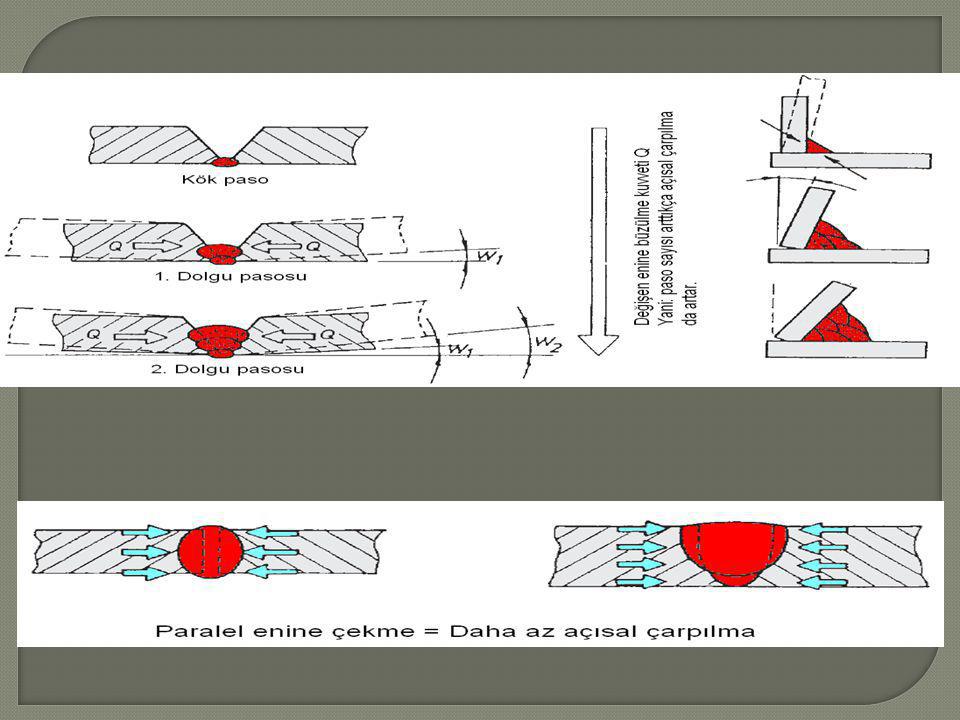
Kaynaklı imalat esnasında oluşan distorsiyonların yarattığı problemlerin çözümünün ilk adımı ilgili kaynak prosesinin doğuracağı distorsiyon tip ve miktarlarının tespit edilebilmesidir. Bunun yapılabilmesi içinde farklı distorsiyon tiplerinin oluşumuna etki eden parametrelerin tespiti gereklidir. Öte yandan bu parametrelerin belli başlı imalat durumları için anlamlı olduğu, reel uygulamalara adapte edilmesi gerekliliği unutulmamalıdır.

17
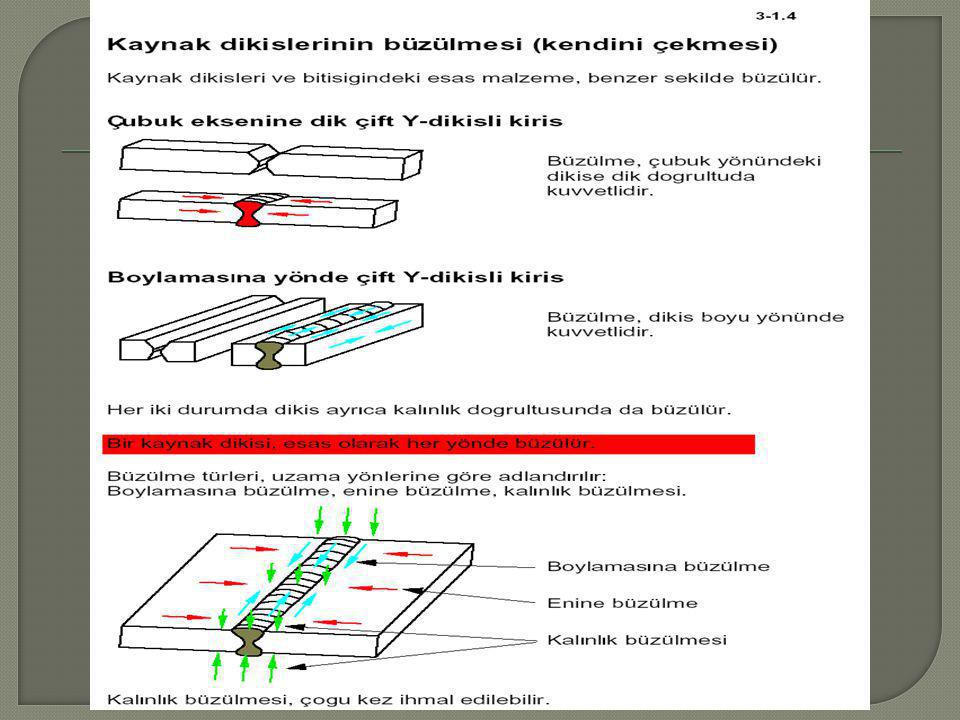
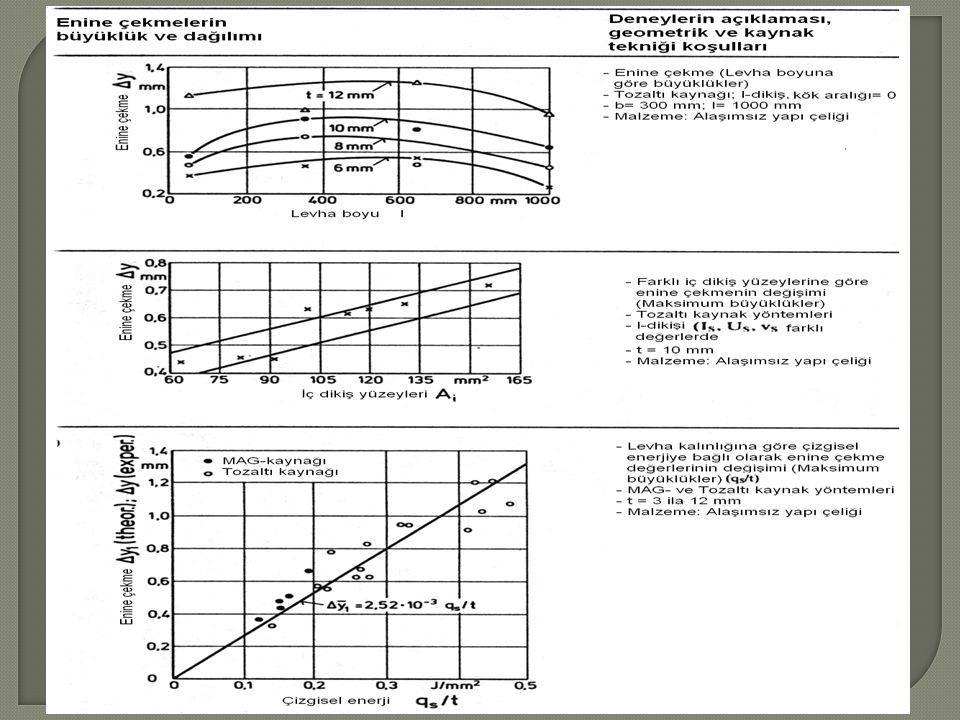
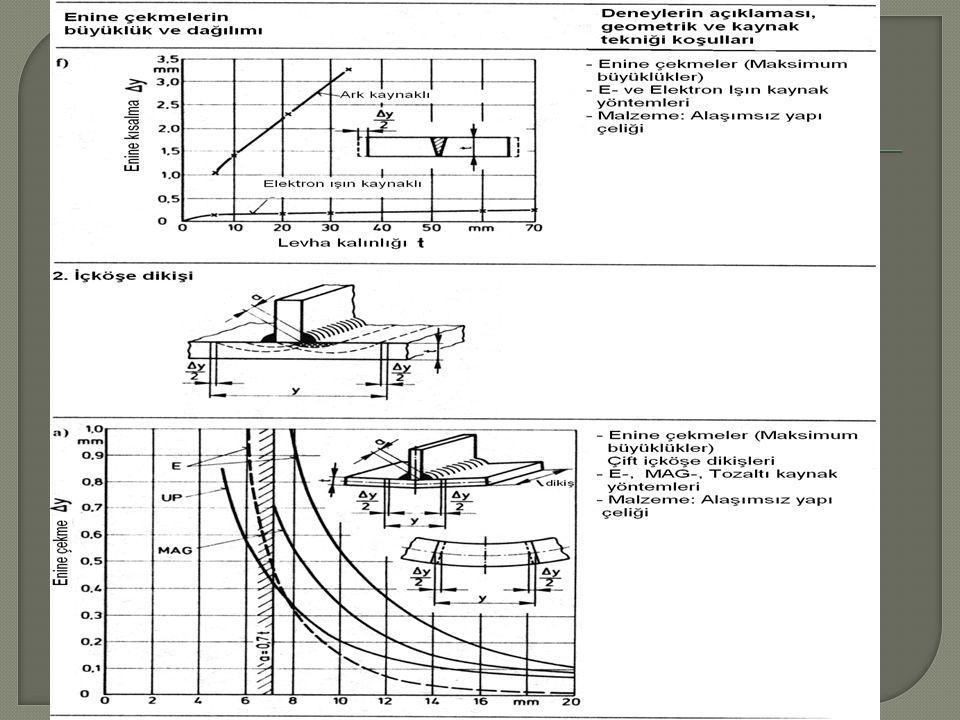
Ş ekilde görülen enine büzülme için eksenel daralmayı veren en basit formül ifadesidir. Burada ; Str = Kaynak eksenine dik yöndeki çekme miktarını (mm) Aw= Kaynaklı birle ş imin alanı (mm2) t = Kullanılan plakaların kalınlı ğ ını (mm) d= Kök açıklı ğ ını (mm) ifade etmektedir. kaynaklı birle ş imin alanı arttıkça artan büzülme miktarı kesit kalınlı ğ ı arttıkça azalmaktadır. Kök açıklı ğ ının artması da büzülme miktarının artmasına neden olmaktadır.
 Aw= Kaynaklı birle ş imin alanı (mm2) t = Kullanılan plakaların kalınlı ğ ını (mm) d= Kök açıklı ğ ını (mm) ifade etmektedir. kaynaklı birle ş imin alanı arttıkça artan büzülme miktarı kesit kalınlı ğ ı arttıkça azalmaktadır. Kök açıklı ğ ının artması da büzülme miktarının artmasına neden olmaktadır..")
18
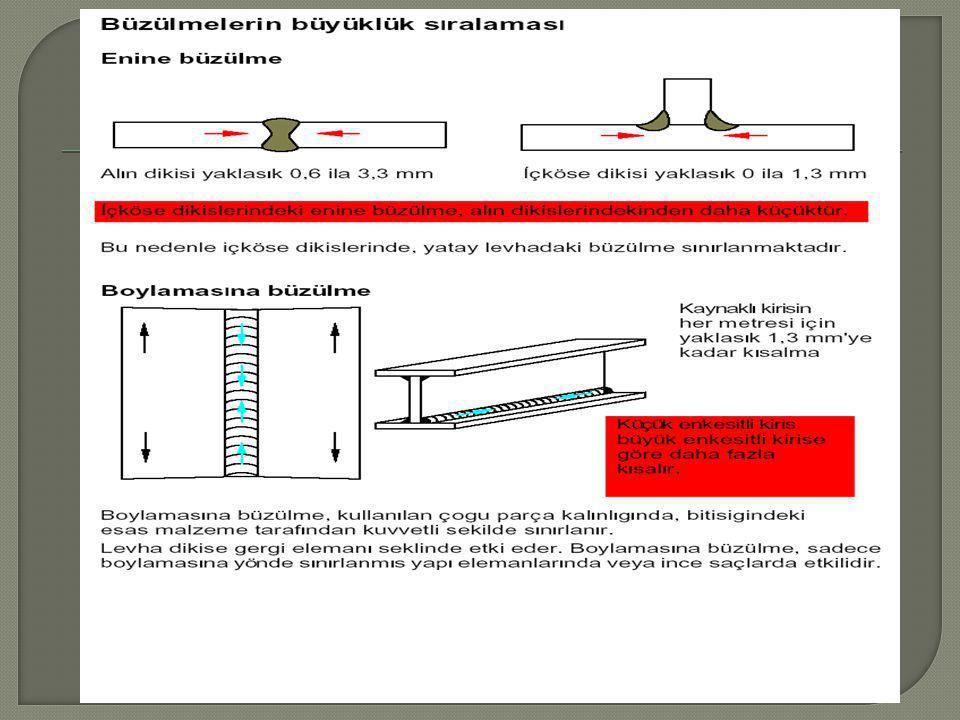
Aynı büzülme miktarı için farklı bir eşitlik ise dir. Burada ; Δl = Enine büzülme miktarını (mm) s= Kaynak metalinin katman kalınlığı (mm) u= Kaynak Hızı ( cm / dk ) W= I ( Akım ) x V ( Voltaj) => Kaynak Enerjisi’dir. Bu formül sayesinde farklı ısı girdileri oluşturan farklı prosedürlerin oluşturacağı enine büzülme miktarları karşılaştırılabilir. Sonuç olarak minimum ısı girdisi ile minimum büzülmenin oluşacağı açıktır.
 s= Kaynak metalinin katman kalınlığı (mm) u= Kaynak Hızı ( cm / dk ) W= I ( Akım ) x V ( Voltaj) => Kaynak Enerjisi’dir. Bu formül sayesinde farklı ısı girdileri oluşturan farklı prosedürlerin oluşturacağı enine büzülme miktarları karşılaştırılabilir. Sonuç olarak minimum ısı girdisi ile minimum büzülmenin oluşacağı açıktır..")
19
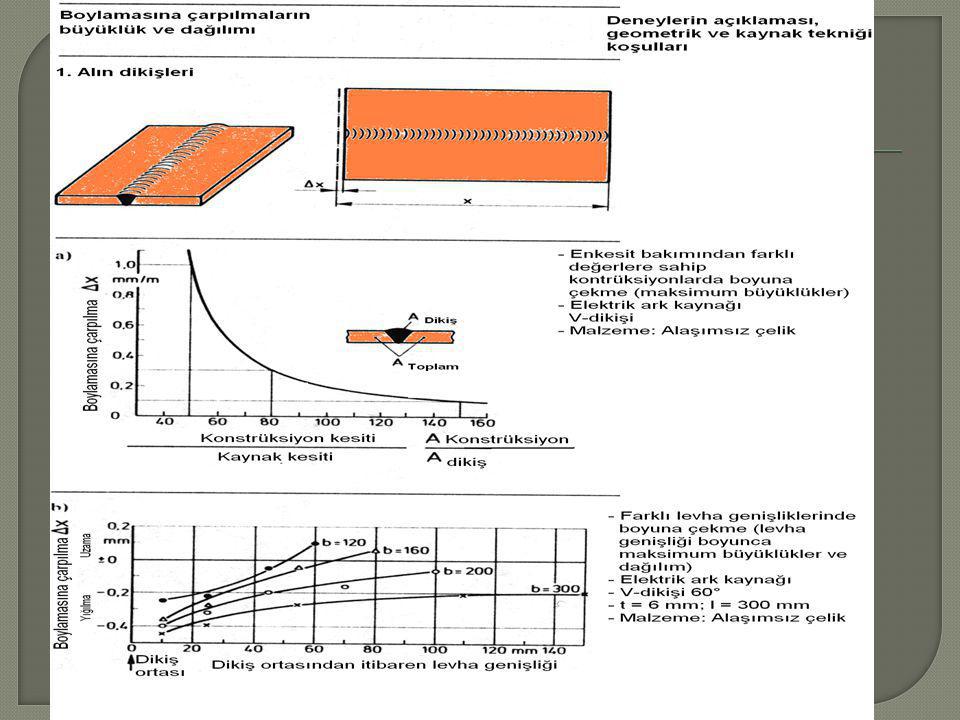
Kaynak ekseni do ğ rultusunda olu ş an eksenel çekmenin, kaynak eksenine dik yönde olu ş an eksenel çekmeye oranı 1/1000 mertebelerindedir. Kaynak ekseni do ğ rultusunda olu ş an eksenel büzülmenin miktarını veren ifade dir. Bu ifadede: Δ l = Kaynak do ğ rultusundaki büzülme miktarını I = Kaynak esnasında kullanılan akımı (A) L = Kaynak diki ş inin uzunlu ğ unu (in) t=Plaka kalınlı ğ ını ifade etmektedir. Bu ifadeden de anla ş ılaca ğ ı gibi kaynak ekseni do ğ rultusunda olu ş an büzülmenin miktarını azaltmak için kaynak boyunu azaltmak gereklidir.
 L = Kaynak diki ş inin uzunlu ğ unu (in) t=Plaka kalınlı ğ ını ifade etmektedir. Bu ifadeden de anla ş ılaca ğ ı gibi kaynak ekseni do ğ rultusunda olu ş an büzülmenin miktarını azaltmak için kaynak boyunu azaltmak gereklidir..")
20
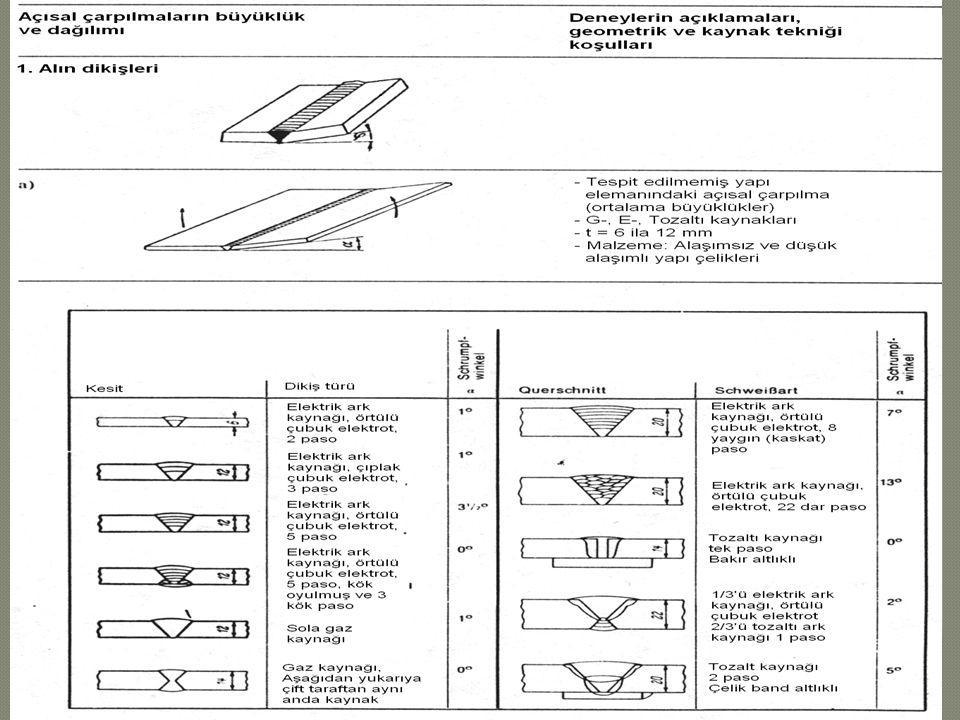
Alın kaynaklarında ya ş anan açısal çarpılma bir çok parametreye ba ğ lıdır. Bu parametreler birle ş imin ş ekli, boyutu gibi tüm geometrik özelliklerinin yanı sıra, levha kalınlı ğ ı ve uygulanan kaynak prosedürüdür. Açısal çarpılmaya neden olan kuvvetler F : Kaynakta olu ş an büzülmelerin bile ş ke etkisi A : Kaynakta olu ş an büzülmelerin yarattı ğ ı kuvvetlerin bile ş kesinin geçti ğ i varsayılan, kaynak metalinin a ğ ırlık merkezi B: Birle ş imin son haldeki merkezi D: Moment kolu M : Bu eksantriklik nedeni ile olu ş an moment t : Levha kalınlı ğ ı ‘dır. Bu durumda çarpılmaya neden olan M momentinin azalmasına neden olacak her de ğ i ş im açısal çarpılma miktarını azaltır.

22
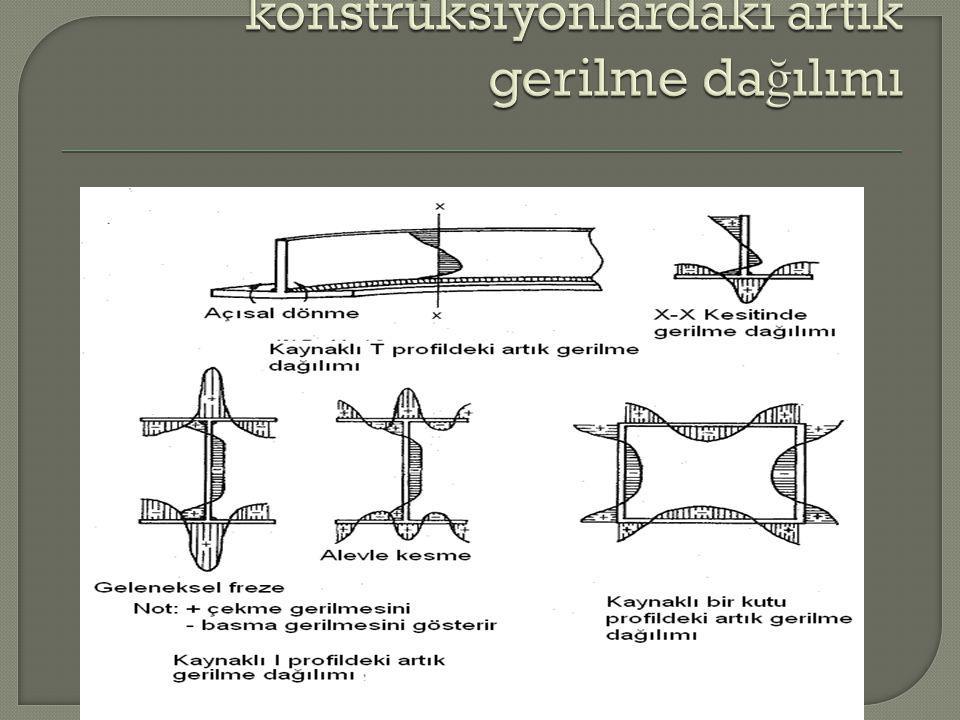
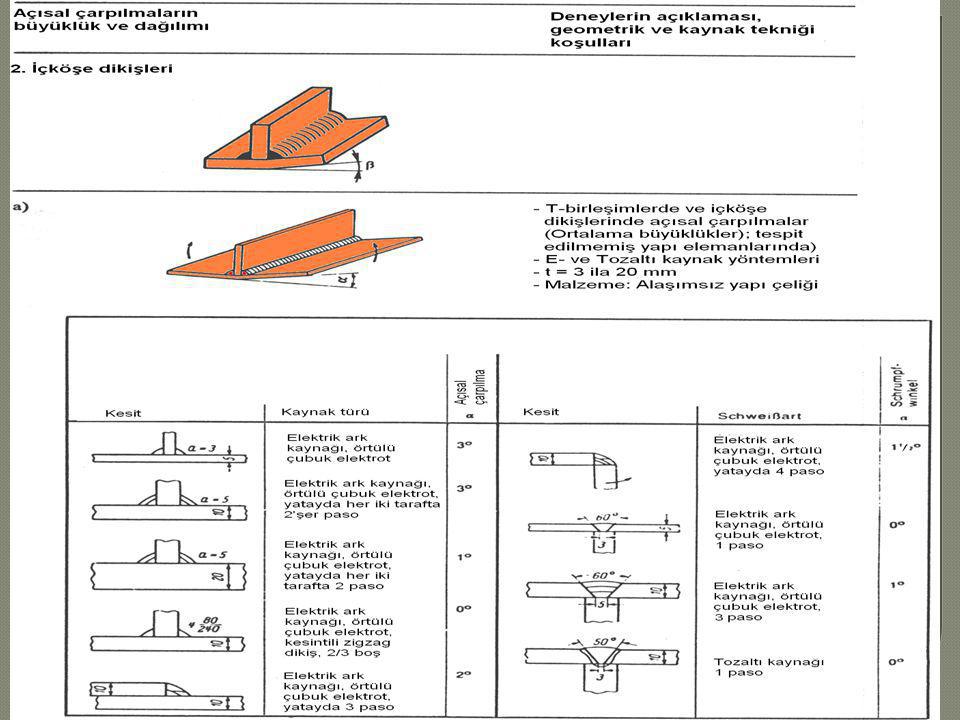
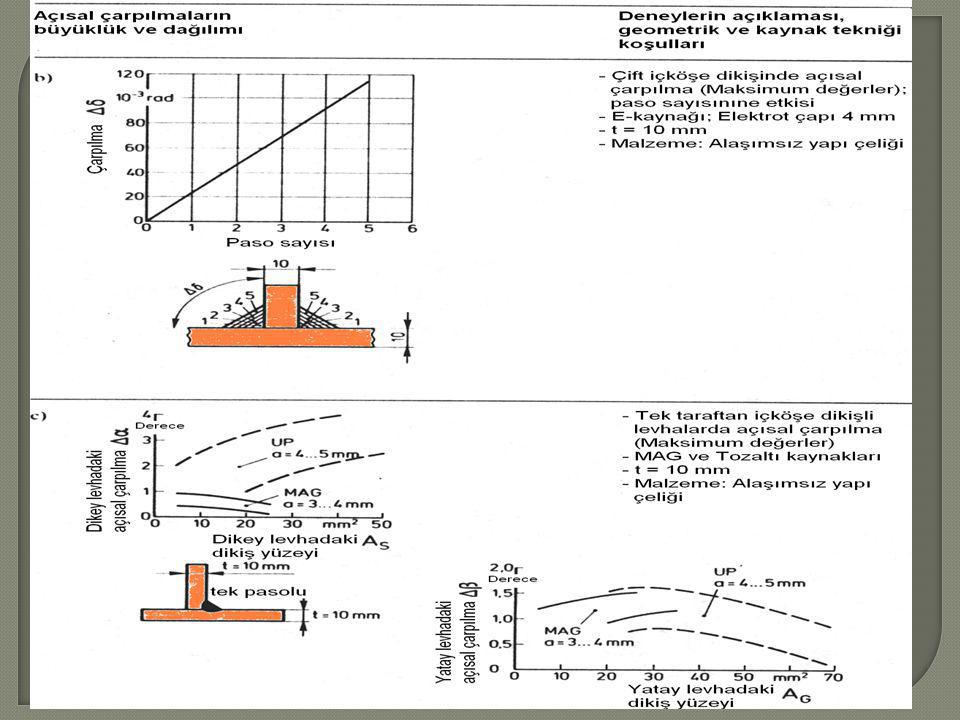
Köşe kaynaklarında oluşan açısal distorsiyon, ağırlıkla köşe kaynağı dikişinin kalınlığına bağlıdır. Öte yandan malzeme kalınlığı, kullanılan kaynak prosedürü gibi değişkenlerde açısal distorsiyon miktarını etkiler. Şekil 2.2. T Birleşiminde Artık Gerilme Dağılımı Şekil 2.3. T Birleşiminde Açısal Distorsiyon Şekil 2.2’de açısal distorsiyona etki eden parametreler, Şekil 2.3’te ise ise açısal distorsiyona etki eden kuvvet ve momentler görülmektedir.

23
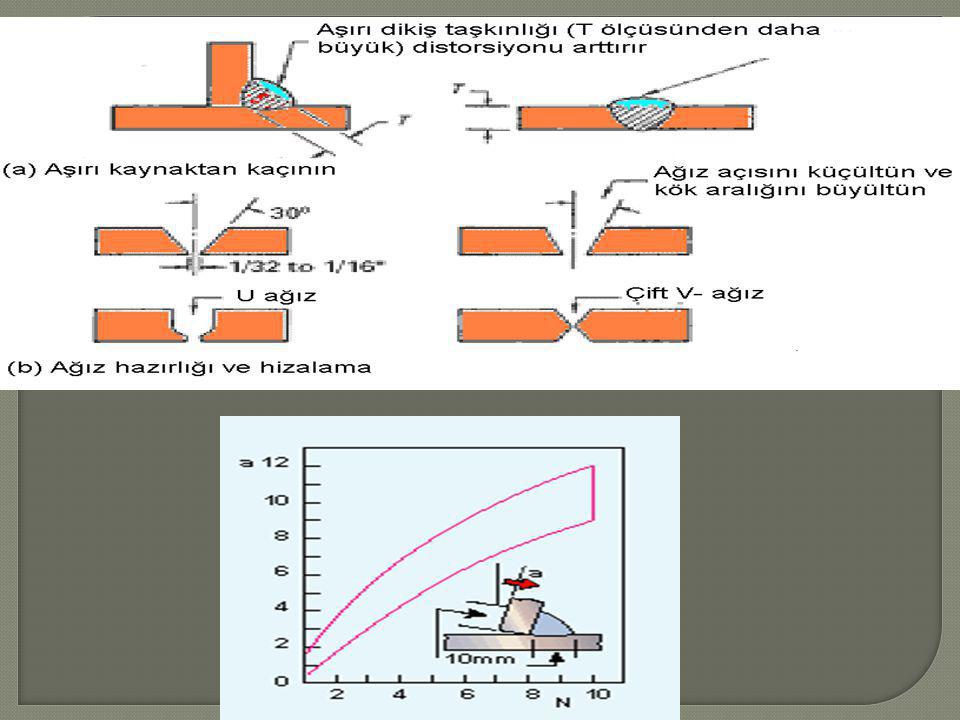
Köşe kaynaklarındaki açısal distorsiyon miktarını veren basit eşitlikler, distorsiyon oluşumana çok fazla fiziksel parametre etki ettiğinden, bulunmamasına rağmen grafik gösterimler mevcuttur

24
Kö ş e kaynaklarında olu ş an distorsiyonlar ile ilgili farklı bir ifadede tek pasolu kö ş e kaynaklarında farklı kaynak parametrelerinin yarataca ğ ı distorsiyonları kıyaslama imkanını verir. Burada ; δ = Radyan cinsinden açısal de ğ i ş imi C 1 ve C 2 = Kullanılan elektrot çapına ve kaynak ko ş ullarına ba ğ lı parametreler I = Kaynak akımını (A) v = Kaynak hızını ( cm/s) h = Levha kalınlı ğ ını ( cm ) ifade etmektedir. Bu e ş itlikten de anla ş ılaca ğ ı üzere verilen bir diki ş kalınlı ğ ı için distorsiyon miktarı I / v oranına ba ğ lıdır. Bu e ş itlik ELEKTR İ K ARK KAYNA Ğ I için geçerlidir. I / v oranı arttıkça ilerleme hızı dü ş se de birim uzunlukta yı ğ ılan malzeme miktarı (diki ş kalınlı ğ ı ve ısı girdisi artar. Bu da distorsiyon miktarının artmasına neden olur.
 v = Kaynak hızını ( cm/s) h = Levha kalınlı ğ ını ( cm ) ifade etmektedir. Bu e ş itlikten de anla ş ılaca ğ ı üzere verilen bir diki ş kalınlı ğ ı için distorsiyon miktarı I / v oranına ba ğ lıdır. Bu e ş itlik ELEKTR İ K ARK KAYNA Ğ I için geçerlidir. I / v oranı arttıkça ilerleme hızı dü ş se de birim uzunlukta yı ğ ılan malzeme miktarı (diki ş kalınlı ğ ı ve ısı girdisi artar. Bu da distorsiyon miktarının artmasına neden olur..")
25
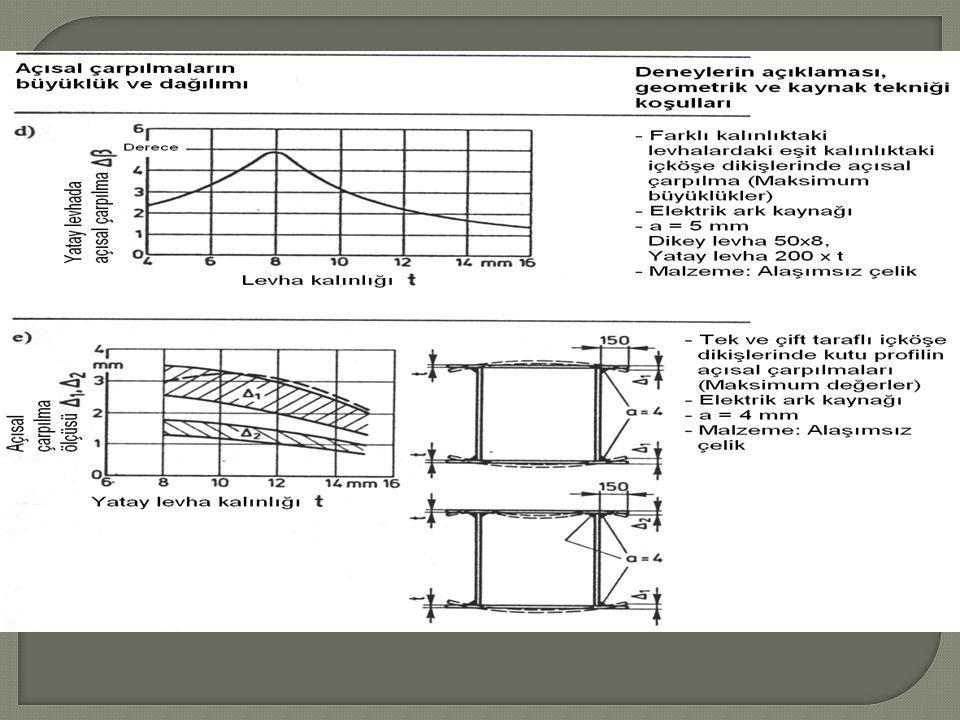
Daha çok uzun kaynak diki ş leri kullanılarak imal edilen yapısal profillerde gözüken bu distorsiyon tipinin nedeni, kaynak ekseni üzerinde olu ş an çekme gerilmeleridir. Kaynak ekseni üzerinde olu ş an çekme kuvvetini direk olarak diki ş kalınlı ğ ı ile ili ş kilendirirsek: e ş itli ğ i ile açısal deformasyon miktarı diki ş ortası çarpılma miktarı üzerinden tespit edilebilir. Burada ; Δ l = Diki ş ortası deformasyon Aw = Diki ş alanı D = Diki ş ekseni ile profil a ğ ırlık merkezi arasındaki uzaklık ( Çekme gerilmelerinin moment kolu ) L = Profilin uzunlu ğ u I = Birle ş imin atalet momenti’dir.
 L = Profilin uzunlu ğ u I = Birle ş imin atalet momenti’dir..")
45
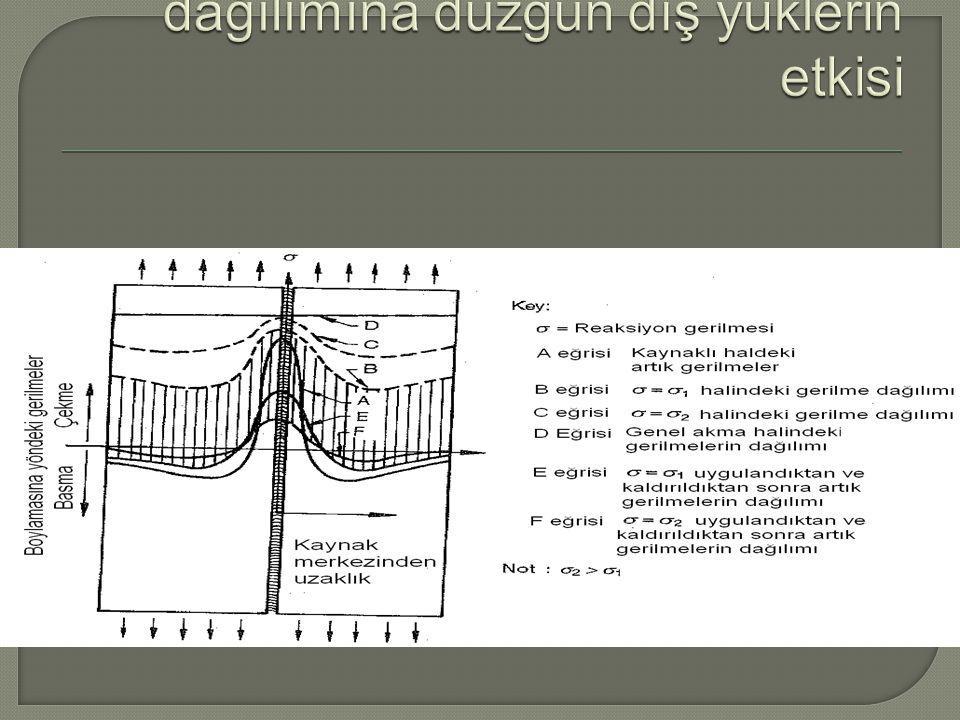
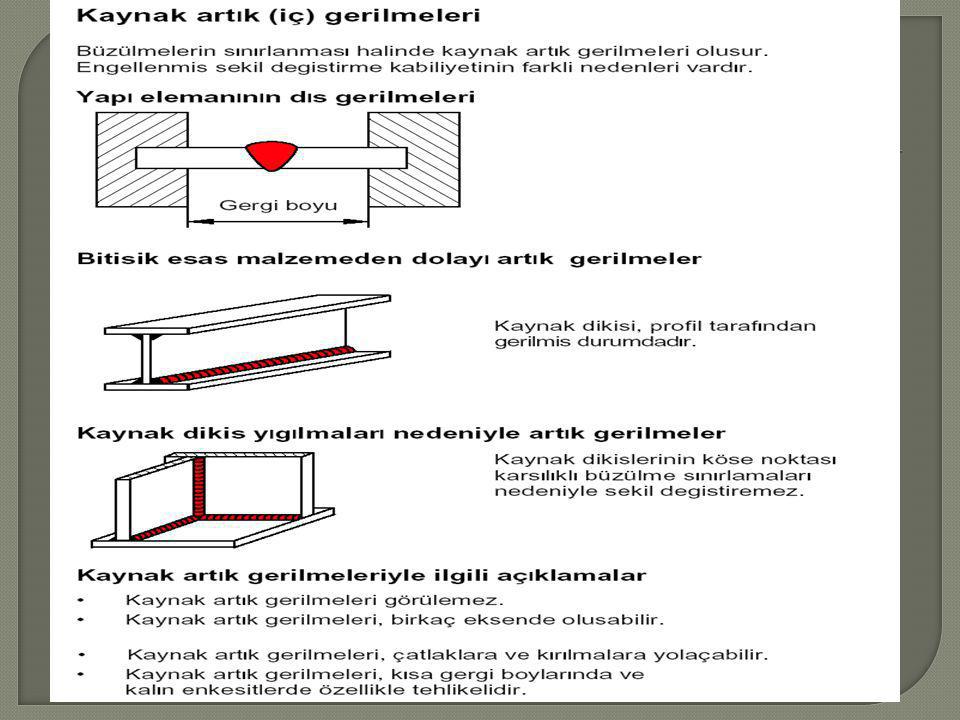
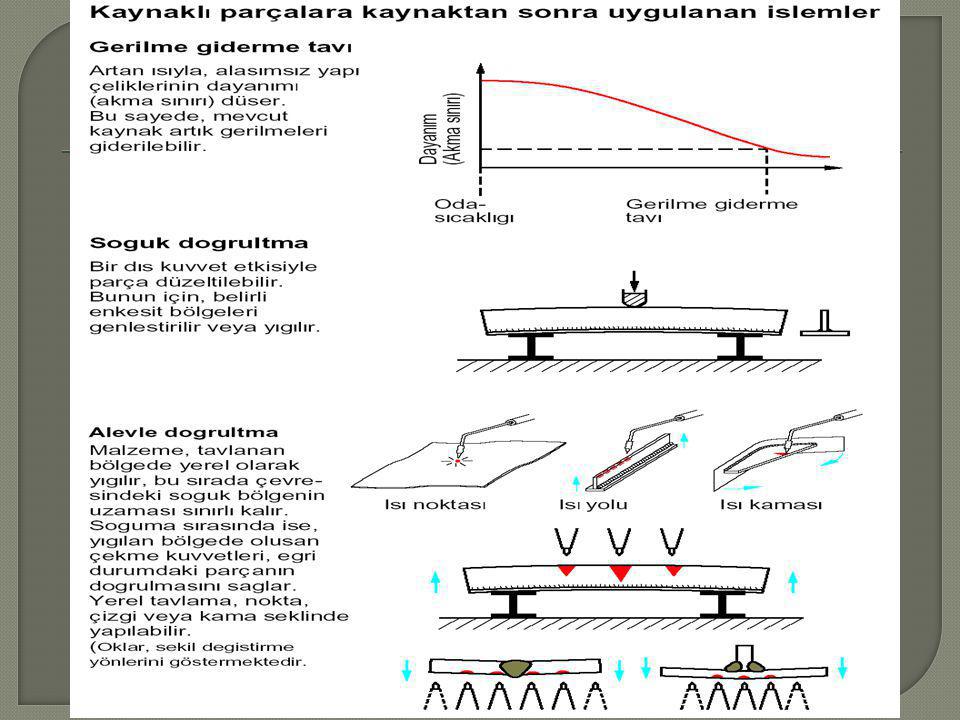
Artık gerilmenin terim anlamı kaynak işlemi sonrasında tüm dış yükler yok edildiğinde kaynak bölgesinde kalan gerilmedir.

49
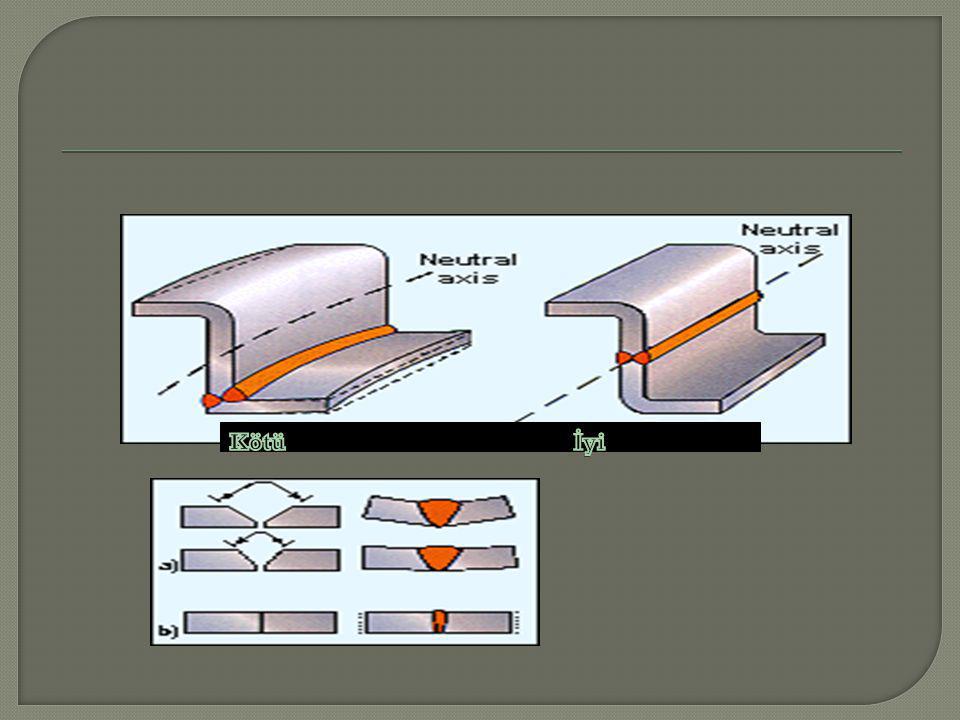
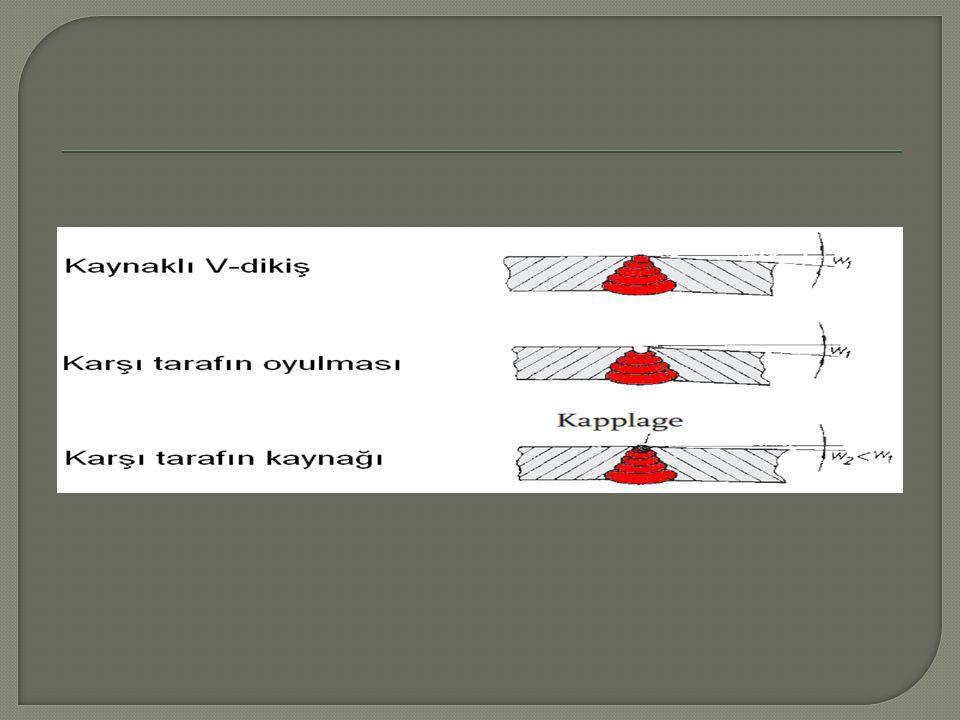
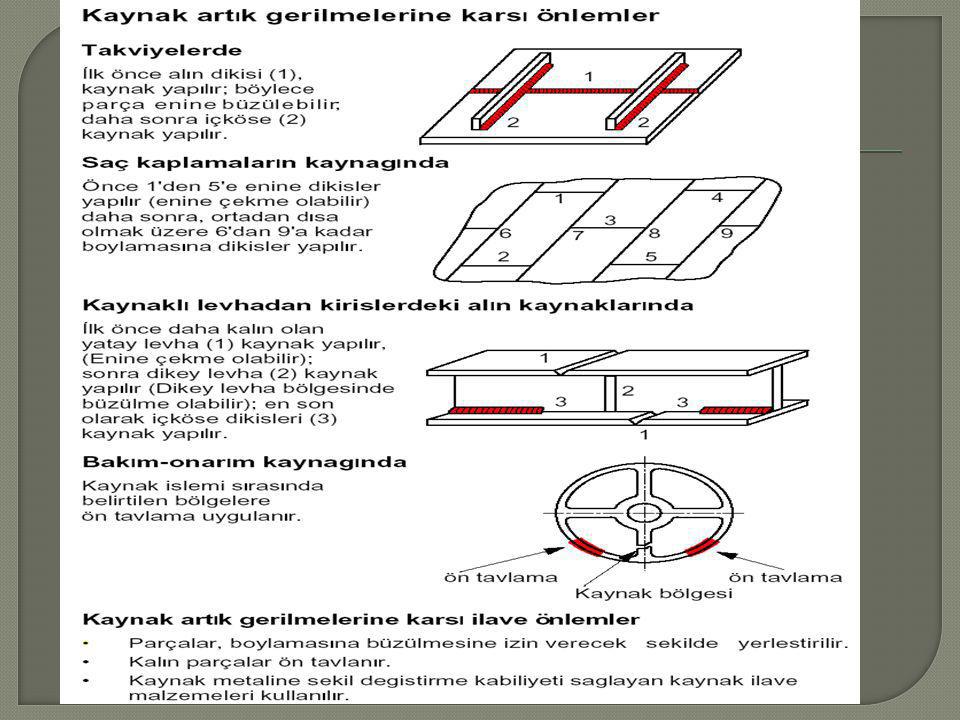
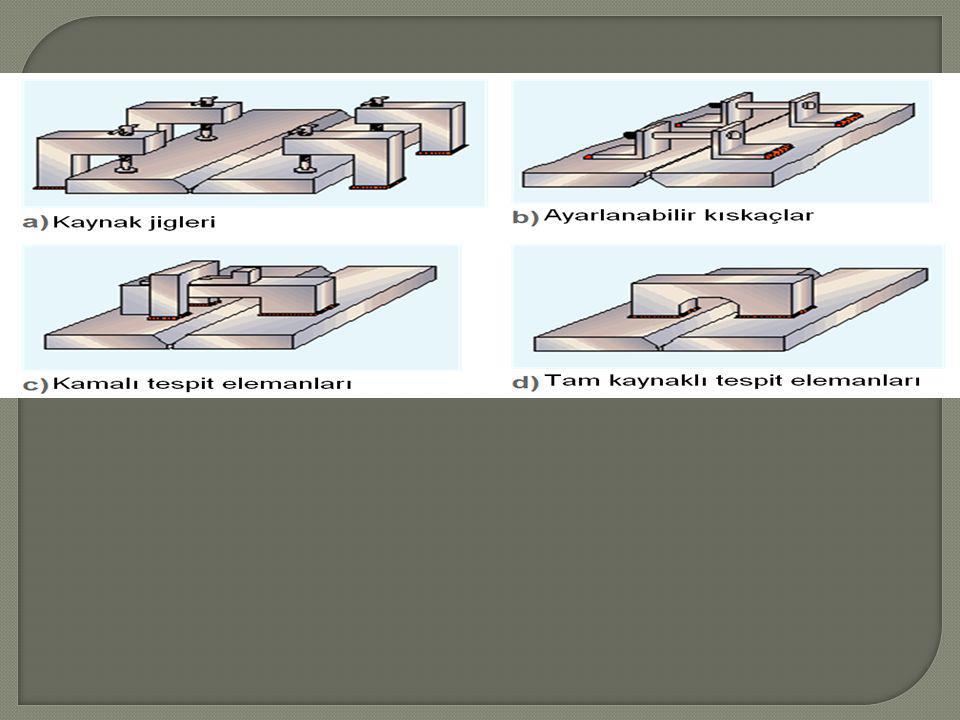
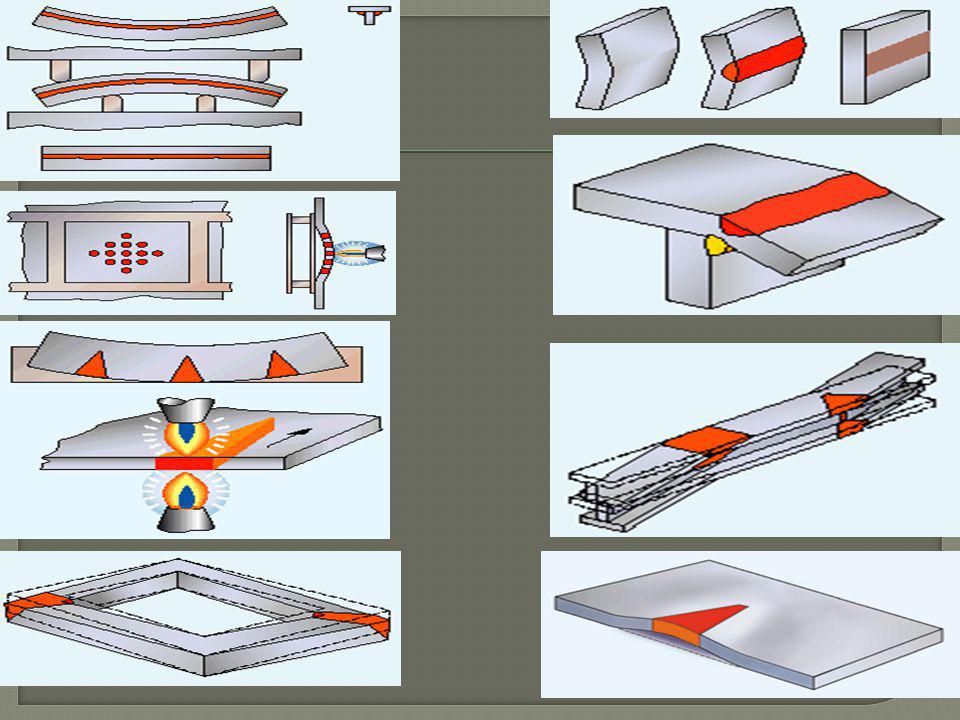
Kaynaklı imalat nedeni ile olu ş an distorsiyonun engellenmesi için, hem tasarım hemde imalat esnasında bir takım önlemlerin uygulanması gerekmektedir. Büzülmeler nedeni ile olu ş an distorsiyonların engellenmesi için ; Gereksiz kaynak diki ş kalınlı ğ ından kaçınılmalıdır. Kaynaktaki diki ş miktarı arttıkça olu ş acak büzülme miktarıda artar. Kaynaklı imalatda gereken diki ş miktarının do ğ ru tespiti ve gereksiz malzeme yı ğ ılmasından kaçınılması distorsiyonu azalttı ğ ı gibi zamandan ve paradan da tasarruf sa ğ lar. Bunun sa ğ lanabilmesi için kö ş e kaynaklarının diki ş profilinin düz yada konveks bir biçimde olu ş turulması, alın kaynaklarında ise diki ş hazırlı ğ ının uygun yapılması gerekmektedir. Yine alın kaynaklarında, kalın plakalar kaynatılıyor ise çift v – x diki ş hazırlı ğ ı, e ğ er pozisyon sınırlaması yok ise, distorsiyon miktarını oldukça azaltır. E ğ er ula ş ım zorlu ğ u söz konusu ise v yerine u a ğ ız hazırlı ğ ı tercih edilmelidir. Kaynak diki ş inden beklenen mekanik dayanım için yeterli olan minimum diki ş uzunlu ğ unu uygulamak gereklidir. Aralıklar ile kaynak, uzun ve sürekli diki ş ler ile kar ş ıla ş tırıldı ğ ında çok daha az büzülme ve artık gerilmeye neden olur. İ nce elektrodlar ile atılmı ş fazla sayıda paso yerine, daha kalın elektrodlar ile atılmı ş daha az sayıda paso ile imal edilmi ş bir kaynaklı ba ğ lantıda, her bir pasonun olu ş turaca ğ ı distorsiyon kümülatif olarak birikece ğ inden, daha az miktarda distrsiyona neden olacaktır. Konstruksiyonun tasarlanmasında kaynaklı ba ğ lantıların nötral eksene yakın tasarlanması gerekmektedir. Bu sayede büzülmeleri yaratan çekme kuvvetlerinin moment kolları azaltılmı ş olur. Kaynak a ğ ızlarının nötral eksene göre simetrik olarak tasarlanması sayesinde bir diki ş in yarataca ğ ı etki di ğ er bir diki ş in etkisi ile nötralize edilebilir. Kaynak esnasında geri adım tekni ğ i kullanlılırsa distorsiyon miktarı azalır. Ş ekil 2.21 Geri Adım Tekni ğ i Örnekleri’nde uygulama metodu farklı kalınlıklarda ve paso sayılarındaki örnek diki ş ler için gösterilmektedir.

50
Karmaşık geometrilere sahip ürünlerin imalatı esnasında, uygun kaynak sırası belirlenerek distorsiyon miktarları azaltılabilir. Geri Adım Tekniği Örnekleri









 MOMENTİ>")





 Kompozitler>")


 ve BURKULMA (Buckling) M.Feridun Dengizek>")








