Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
6. MUKAVEMETLENDİRME MEKANİZMALARI

2
6.2. TANE SINIRLARI DEFORMASYON
Birçok kristalli kitlede taneler arasındaki sınırlar, sadece birkaç atomik yarıçap mesafede olan dağınık kafes bölgesidir. Genel durumda kristalografik yönlenim, aniden bir taneden en yakın karşı tane sınırına geçerek değişir. Basit yüksek açılı tane sınırı, bitişik kristaller arasında keyfi uygunsuzluk bölgesini gösterir. Sınırın her bir kenarında tanelerarası yönlenimdeki farklar azaldığı için tanedeki düzen durumu artar. Yönlenim farklılığının çarprazındaki düşük açılı taneli sınırlar, için sınır 1o’ den daha küçük olabilir (bak bölüm 6.4) sınır dislokasyonların düzenli dizilişiyle oluşur.
 sınır dislokasyonların düzenli dizilişiyle oluşur.")
3
Şekil 6.1.

4
Şekil 6.1a’ da büyük açılı tane sınırındaki yapı şematik olarak gösterilir. Her iki taneye ait olan birkaç atomla çoğu hiçbirine ait olmayan organize edilmemiş yapıya dikkat edilmelidir. Her iki taneye ait olan o atomlara çakışma alanları denir. Bu tane sınırı yapısı tane sınırı dislokasyonlarını içerir (Şekil 6.1b). Bunlar büyük dislokasyonlar üreten hareketli dislokasyonlar değildir.
. Bunlar büyük dislokasyonlar üreten hareketli dislokasyonlar değildir..")
5
Bu dislokasyonların ana rolü bir adım veya tane sınırı çıkıntıları oluşturmak üzere sınırda birlikte grup oluşturmasıdır. Tane sınırlarının yanlış yönlendirilmiş açısı arttığı için çıkıntı yoğunluğu artar. Tane sınırı çıkıntıları etkin dislokasyon kaynaklarıdır.

6
Büyük-açılı tane sınırları bir miktar yüksek yüzey enerji sınırlarıdır
Büyük-açılı tane sınırları bir miktar yüksek yüzey enerji sınırlarıdır. Örneğin bakırdaki bir tane sınırı yaklaşık 600 mJ m-2 arayüzey enerjisine sahip iken ikiz sınır enerjisi sadece 25 mJ m-2 dir. Yüksek enerjileri yüzünden tane sınırları difüzyon faz dönüşümleri ve çökelme reaksiyonları gibi katı durum reaksiyonları için tercihli alanlar olarak çalışır.

7
Tane sınırının yüksek enerjisi, genellikle tane içindekinden daha çok sınırda daha yüksek konsantrasyona sahip çözünen atomlara sebep olur. Bu, impurite segregasyonu yüzünden oluşan etkiden dolayı, özellikler üzerinde tane sınırlarının sadece mekanik etkisini ayırmayı zorlaştırır.

8
Saf bir kristal gerilmeyle deforme edildiği zaman, o; deformasyonun büyük bölümü için tek kayma düzlemi üzerinde deforme olmak için ve genişlemelerin yeraldığı kafes dönüşümü ile yönlenimi değiştirmek için genellikle serbesttir. Ancak çok kristalli bir numunede bireysel taneler tek eksenli gerilme sistemine, numune gerilmeyle deforme edildiği zaman maruz kalmazlar. Çoklu bir kristalde süreklilik sağlanmalıdır. Öyle ki deforme olan kristaller arasındaki sınırlar sağlam kalmaya devam eder.

9
Her ne kadar her tane bir bütün olarak numunenin deformasyonu ile uyum içinde homojen bir şekilde deforme olmaya çalışsa da sürekliliğin empoze ettiği zorlamalar komşu taneler arasında ve her tane içinde deformasyonda büyük farklara sebep olur. Kaba-taneli alüminyumdaki deformasyon çalışmaları tane sınırı yakınındaki şekil değiştirmenin, genellikle tane merkezindeki şekil değiştirmeden belirgin şekilde farklı olduğunu göstermiştir.

10
Her ne kadar şekil değiştirme sınırlarda sürse de bu bölgede dik bir şekil değiştirme gradyenti varolabilir. Tane boyutu azaldığı ve şekildeğiştirme arttığı için deformasyon daha homojen bir hale gelir. Tane sınırlarının yüklediği zorlamalar yüzünden kayma birçok sistem üzerinde hatta düşük şekil değiştirmelerde meydana gelir. Ayrıca bu, tane sınırına yakın bölgelerde sıkı olmayan paket düzlemlerinde kaymaya sebep olur.

11
Çok kristalli alüminyumdaki kayma {1 0 0}, {1 1 0} ve {1 1 3} düzlemlerinde gözlenmiştir. Farklı kayma sistemlerinin aynı tanenin bitişik bölgelerinde çalışabildiği gerçeği deformasyon bandlarının oluşumuna sebep olan kompleks kafes dönüşlerine sebep olur. Daha fazla kayma sistemi genellikle tane sınırına yakın yerde tane merkezinden daha yüksek olacaktır. Tane çapı azaltıldığı için tane sınırlarının etkilerinin çoğu tane merkezinde hissedilecektir. Bu yüzden ince tane boyutlu metalin şekil değiştirme sertleşmesi kaba taneli polikristal yığılmasından daha büyük olacaktır.

12
Von Mises kayma ile genel şekil değişimine uğrayacak bir kristal için beş bağımsız kayma sisteminin gerektiğini göstermiştir. Bu keyfi deformasyonun 6 bileşenli bir şekli değiştirme tensörü ile belirtildiği gerçeğinden ortaya çıkar. Fakat sabit hacim gerçeği yüzünden sadece 5 bağımsız şekil değiştirme bileşeni vardır.

13
5 bağımsız kayma sistemini elinde bulundurmayan kristaller, her ne kadar ikizlenme veya uygun tercihli yönlenimlerin olduğu şartlarda küçük plastik uzamalar elde edilebilse de, çoklu kristal şeklinde asla sünek değillerdir. Kübik metaller genel yüksek süneklikleri hesaba katılırsa bu gereksinimi kolaylıkla karşılarlar.

14
Hegzagonal sıkı paket ve diğer düşük simetri metaller bu gereksinimi karşılamazlar ve çok kristalize şekilde oda sıcaklığında düşük sünekliğe sahiptirler. Çok kristalli Zn ve Mg seçili bir sıcaklıkta faal hale gelebilen temel olmayan kaymada sünek hale dönüşebilir ve kayma sistemleri sayısını en az 5’ e yükseltir.

15
Tek kristallerdekinden ziyade çoklu kristallerde daha kompleks deformasyon şekillerine sebep olan süreklilik için meseleler, Ashby’ nin çoklu kristal deformasyonu için dislokasyon modeli öncülük etmiştir (Şekil 6.2). Tek kristallerde olduğu gibi, karşılaşan ve birbirini sıkıştıran statik olarak depolanan dislokasyonlar ve bir kristalde üniform olmayan gerilimin sonucu olarak oluşturulan geometrik olarak zorunlu dislokasyonlar arasında ayrım yapılmıştır.

16
Ashby’ nin modelinde, çoklu kristal onu parça tanelere ayırarak ve Schmid Kanununa göre her kaymaya müsaade ederek (Şekil 6.2b) deforme edilir. Bu proses statik olarak depolanmış dislokasyonları oluşturur. Ancak bu üst üste binmeleri oluşturur ve tanelerarasını boşaltır. Şimdi bu dönüşte alınır ve taneler yeniden tam bir araya gelene kadar uygun geometrik olarak zorunlu dislokasyonların girişi ile düzeltilir. Yeniden bir araya gelmiş çoklu kristal şekil 6.2d’ de gösterilir.

17
Şekil 6.2.

18
Kaynama noktasının yaklaşık yarısının üzerindeki sıcaklıklarda deformasyon; tane sınırları boyunca kayma ile meydana gelebilir. Tane sınırı kayması; sıcaklığın artması ve sünmede olduğu gibi azalan şekil değiştirme hızıyla daha belirginleşir. Tane sınır bölgesinde deformasyonun kısıtlanması başlıca yüksek sıcaklık bozulma kaynaklarından biridir. İmpuriteler tane sınırlarında segrege olmaya meylettikleri için, tanelerarası kırılma kompozisyondan güçlü bir şekilde etkilenir.

19
Tane sınırı kayması belirgin hale geldiği zaman ayırt etmenin kaba bir yolu eşit kohezif sıcaklık iledir. Bu sıcaklığın üzerinde tane sınırı bölgesi tane içinden daha zayıftır ve mukavemet tane boyutunu artması ile artar. Eşit kohezif sıcaklığın altında tane sınırı bölgesi tane içinden daha kuvvetlidir ve mukavemet tane boyutunun azalması (artan tane sınırı alanı) ile artar.
 ile artar..")
20
Bu bölümde tartışılan mukavemetlenme mekanizmaları dislokasyonların korunumlu hareketlerini engeller. Genel olarak konuşulan onların 0.5 Tm sıcaklığın altındaki sıcaklıklarda faal olduklarıdır. Burada Tm, Kelvin cinsinden kaynama sıcaklığıdır.

21
6.3. TANE SINIRI MUKAVEMETLENMESİ
Tane sınırının mekanik mukavemetlenmesi için direk delil, sistematik bir şekilde değiştirilen boyuna tane sınır arasında yönlenim farklılığı olan iki kristal üzerindeki deneylerden elde edilmiştir. İkili kristallerin akma gerilmeleri tane sınırında yanlış yönlenimin artmasıyla lineer bir şekilde azalmıştır ve yanlış yönlenim açısının sıfıra ekstrapolasyonu tek kristallinin akma gerilmesine yakın bir değer verir.

22
Bu sonuçlar basit tane sınırının küçük doğal bir mukavemete sahip olduğunu ve tanelerdeki kaymaya karşı karşılıklı engellemelerden ortaya çıkan tane sınırları yüzünden mukavemetlenmeyi doğrular.

23
Tek kristallerin gerilme şekil değiştirme eğrisinden birçok kristallinin gerilme-şekil değiştirme eğrisini hesaplamak için bazı girişimlerde bulunulmuştur. Bölüm 4’ te tek kristallinin kararlı kayma gerilmesini şöyle bulmuştuk: 6.1

24
6.5. AKMA NOKTASI İŞLEMİ Pekçok metal özellikle düşük karbonlu çelikler elastik bölgeden gerilme-şekil değiştirme eğrisinde bir akma noktası üreten plastik bölgeye kadar deformasyonda lokalize, heterojen bir geçiş tipi gösterir. Elastik davranıştan plastik davranışa kademeli geçişli akma eğrisine sahip olmadan ziyade, şekil 6.8’ dekine benzer yük-uzama eğrisine sahiptir

25
Şekil 6.8

26
Yük, elastik şekil değiştirmeyle muntazaman akar, ani bir şekilde düşer, yaklaşık sabit bir yük değerinde dalgalanır ve sonra ilerleyen şekil değiştirmeyle artar. Ani düşüşün meydana geldiği yüke üst akma noktası denir. Sabit yüke alt akma noktası denir ve sabit yüklemeden sonra meydana gelen uzamaya akma noktası uzaması denir. Akma noktası uzaması boyunca meydana gelen deformasyon heterojendir.

27
Akma noktasının üstünde deforme olan metalin farklı kayma bandları çoğunlukla gözle rahatça görülebilir. Bir gerilme konsantrasyonunda toka gibi görünür ve bandların formasyonu ile uyuşan yük, alt akma noktasının altına düşer. Sonra bandlar, akma noktası uzamasına sebep olarak numunenin boyunca yayılır.

28
Genel durumda bazı bandlar bazı gerilme konsantrasyon noktalarında oluşacaktır. Bu bandlar genellikle çekme eksenine 45o’ dedir. Genellikle Luders bantları Hartman çizgileri veya germe şekil değiştirmeleri denir ve deformasyonun bu tipi bazen Picberk etkisi olarak tanımlanır.

29
Lüders bandları oluşturulduğu zaman akma noktası uzaması esnasında akma eğrisi yeni Lüders bandlarının oluşumuna uyan her girinti ile düzensiz olacaktır. Lüder bandları numunenin test bölümünün giriş uzunluklarını örtecek kadar genişledikten sonra, akma genel şekildeki şekil değiştirme ile artacaktır. Bu akma noktası uzamasının sonunu işaret eder.

30
Akma noktası olayı ilk olarak düşük karbonlu çeliklerde bulunmuştur
Akma noktası olayı ilk olarak düşük karbonlu çeliklerde bulunmuştur. % 10’ un üzerindeki kesin alt ve üst akma noktası ve akma noktası uzaması uygun şartlar altında bu metalden elde edilmiştir. Yakın geçmişte akma noktası genel bir fenomen olarak kabul edilmekteydi, çünkü çok sayıda metal ve alaşımda gözlenmiştir.

31
Ayrıca demir ve çelikte akma noktaları; polikristalize molibden, titanyum ve alüminyum alaşımlarında ve tek demir kristallerinde, kadmiyum çinko, alfa ve beta pirinç ve alüminyumda gözlenmiştir. Genellikle akma noktası küçük dokulararası veya ikame impuritelerle birleştirilebilir.

32
Örneğin gösterilmiştir ki düşük karbon çeliğinden ıslak-hidrojen işlemi ile karbon ve azotun tamamen giderilmesi, akma noktasını ortadan kaldıracaktır. Ancak her iki elementin yaklaşık %0.001 kadarına akma noktasını yeniden görmek için ihtiyaç duyulur.

33
Deneysel faktörlerin sayısı keskin üst akma noktasına erişimi etkiler
Deneysel faktörlerin sayısı keskin üst akma noktasına erişimi etkiler. Keskin üst akma noktası elastik olarak rijid deney cihazının kullanımı, numunenin çok dikkatle eksenel hizalanması, gerilme konsantrasyonlarından bağımsız numunelerin kullanımı, yüksek yükleme hızı ve sıklık alt ortam sıcaklıklarında deney yapma ile teşvik edilir.

34
Eğer gerilme konsantrasyonlarından dikkatlice kaçınma esnasında; ilk Lüders bandı test numunesinin ortasında oluşacak şekilde yapılırsa, üst akma noktası alt akma noktasının kabaca iki katı olabilir. Ancak alt akma noktasından % daha büyük üst akma noktasını elde etmek daha geneldir.

35
Genel akmanın başlangıcı ortalama dislokasyon kaynaklarının malzemenin tam hacmi boyunca kayma bandları oluşturabildiği yerdeki gerilmelerde meydana gelebilir. Böylece genel akma gerilmeleri şöyle ifade edilir. 6.18

36
Buradaki dislokasyon kaynaklarını çalıştıracak gerilme ve kaynaklardan oluşan dislokasyon hareketlerine karşı bütün engellerin toplam etkisini gösteren sürtünme gerilmeleridir. Eğer gerilmeler kaynakları çalıştıracak kadar yüksekse o zaman başlangıç akma gerilmesi yüksektir. Dislokasyon davranışı açısından akma noktası fenomeninin açıklaması başlangıç olarak dislokasyon kaynaklarının, çözünen atom etkileşimleri tarafından bloke edildiği veya bağlandığı fikrinden ortaya çıkar

37
Bu hareketin açıklaması dislokasyon teorisinin ilk zaferlerinden biridir. Demirdeki karbon ve azot atomları bir pozitif kenar dislokasyonunda ekstra atom düzleminin hemen aşağısında minimum enerji pozisyonuna kolayca difüze olur. Elastik etkileşim o kadar güçlüdür ki impurite atmosferi kolayca tamamen doymuş hale gelir ve dislokasyon çekirdeğinde atom dizilişine yoğunlaşır.

38
6.6. ŞEKİL DEĞİŞTİRME YAŞLANMASI
Şekil değiştirme yaşlanması genellikle akma noktası fenomeni ile ilgili bir davranış tipidir ve bu işlemde malzemenin mukavemeti artırılır ve sünekliği soğuk işlemden sonra nispeten düşük bir sıcaklıkta ısıtmada azaltılır. Bu düşünce en iyi düşük karbonlu çeliğin akma eğrisi üzerinde şekil değiştirme yaşlanmasının etkisini tanımlayan Şekil 6.9 düşünülerek gösterilebilir.

39
Şekil 6.9

40
Şekil 6.9’ daki A Bölgesi X noktasına göre bir şekil değişimine göre akma noktası uzaması boyunca plastik olarak şekil değiştiren düşük karbonlu çeliğin gerilme-şekil değiştirme eğrisini gösterir. Daha sonra yük kaldırılır ve hissedilir bir gecikme veya herhangi bir ısıl işlem olmaksızın yeniden test edilir (B Bölgesi).
..")
41
Yeniden yükleme üzerinde akma noktasının meydana gelmediğine dikkat et
Yeniden yükleme üzerinde akma noktasının meydana gelmediğine dikkat et. Çünkü dislokasyonlar karbon ve azot atmosferinden ayrılmışlardır. Şimdi numunenin Y noktasına kadar şekil değiştirdiğini ve yükünün boşaltıldığını düşün. Eğer 400oK gibi yaşlanma sıcaklığında birkaç saat veya oda sıcaklığında birkaç gün yaşlanmadan sonra yeniden yüklenirse akma noktası yeniden görünecektir.

42
Üstelik akma noktası Y’ den Z’ ye yaşlanma işlemi ile artırılacaktır
Üstelik akma noktası Y’ den Z’ ye yaşlanma işlemi ile artırılacaktır. Akma noktasının yeniden görünmesi dislokasyonlar sıkıca tutunurken dokulararası yeni atmosferi oluşturacak yaşlanma peryodu esnasında dislokasyonlardaki karbon ve azot atomlarının difüzyonu yüzündendir.

43
Bu mekanizma için destek yaşlanmada akma noktasının nüksetmesi için aktivasyon enerjisinin α demirdeki C’ un difüzyonu için gereken aktivasyon enerjisi ile tam uyum içinde olması gerçeğinde bulunabilir.

44
Azot, demirin şekil değiştirme yaşlanmasında karbondan daha önemli rol oynar çünkü daha yüksek eriyebilirliğe sahiptir ve yavaş soğuma esnasında daha az tam çökelmeye sebep olur. Pratik bakış açısından derin çekme çeliğindeki şekil değiştirme yaşlanmasını bertaraf etmek önemlidir çünkü akma noktasının yeniden görünmesi yüzey işaretleri veya yerel heterojen deformasyon yüzünden oluşan germe şekil değiştirmeleri ile ikili zorluklara yol açabilir

45
Şekil değiştirme sertleşmesini kontrol etmek için stabil karbür ve nitrürleri oluşturarak çözeltinin dışında dokulararası bölümü alacak ilave elementler ile çözeltideki daha büyük karbon ve azot miktarı genellikle daha caziptir. Alüminyum, titanyum, vanadyum, kolombiyum ve bor bu amaçla ilave edilirler.

46
Şekil değiştirme yaşlanması üzerinde kontrol belirli bir miktar başarılırken tamamen şekil değiştirme yaşlanmasına uğramayan klasik düşük karbon çeliği yoktur. Bu problemdeki genel endüstriyel çözüm metali X noktasında hadde tesviyesi veya yüzey germe (skin-pass) haddelemesi ile deforme etmek veya yaşlanmadan önce derhal kullanmaktır. Haddelemeyle oluşan lokal plastik deformasyon uygun yeni dislokasyonlar oluşturur, öyle ki sonraki plastik akış akma noktası olmadan meydana gelir.
 haddelemesi ile deforme etmek veya yaşlanmadan önce derhal kullanmaktır. Haddelemeyle oluşan lokal plastik deformasyon uygun yeni dislokasyonlar oluşturur, öyle ki sonraki plastik akış akma noktası olmadan meydana gelir..")
47
Şekil değiştirme sertleşmesinin vukuu, metallerde oldukça genel bir fenomendir. Akma noktasının dönüşüne ve yaşlanmadan sonra akma gerilmelerindeki artışa ilaveten, şekil değiştirme sertleşmesi süneklikte azalmaya ve düşük şekil değiştirme hızı hassasiyet değerine sebep olur. Şekil değiştirme yaşlanması gerilme şekil değiştirme eğrisinde tırtıklanma olayı ile ilgilidir. (sürekli ve tekrarlanan akmalar).
..")
48
Bu dinamik şekil değiştirme-yaşlanma davranışına (6-10) Portevin-Lecatelier etkisi denir. Çözünen atomlar onları yakalayacak ve tutacak şekilde dislokasyonların hızından daha yüksek hızda numune içinde difüze olabilirler. Bu yüzden yükleme artmalıdır ve dislokasyonlar çözünen atomlardan ayrılabildikleri zaman bir yük düşüşü vardır. Bu proses gerilme şekil değiştirme eğrisinde tırtıklanmalara sebep olarak çok defa meydana gelir.

49
Dinamik şekil değiştirme yaşlanmasıyalnızca tırtıklı gerilme-şekil değiştirme eğrisine sebep olabilen bir fenomen değildir. Deformasyon veya martenzitik dönüşüm destekli gerilme esnasında meydana gelen mekanik ikizlenme aynı etkiyi üretecektir.

50
Sade karbonlu çelik için sürekli akma oK bölgesinde meydana gelir. Bu sıcaklık bölgesi aynı zamanda çeliklerin minimum şekil değiştirme hızı gösterdikleri bölgedir. Bütün bu gerçekler mavi gevrekliğin ayrı bir fenomen olmadığına fakat şekil değiştirme yaşlanmasının hemen hızlandırıldığı gerçeğine işaret eder.

51
Şekil değiştirme yaşlanması fenomeni düşük karbonlu çeliklerde meydana gelen su verme yaşlanması olarak bilinen prosesden ayrılmalıdır. Su verme yaşlanması ferritte maksimum karbon ve azot çözünebilirliği sıcaklığından su vermede meydana gelen tam çökelme sertleşmesinin bir tipidir. Oda sıcaklığı veya birazcık üzerindeki müteakip yaşlanma alüminyum alaşımlarında olduğu gibi sertlikte ve akma gerilmelerinde bir artışa neden olur.

52
6.7. KATI ERİYİK MUKAVEMETLENMESİ
Çözücü atom kafesinde katı çözelti içine atomların girişi istisnasız saf metalden daha güçlü bir alaşım üretir. Katı çözeltilerin iki tipi vardır. Eğer çözünen ve çözücü atomlar yaklaşık olarak aynı boyuttalarsa çözünen atomlar çözücü atomların kristal kafesinde kafes noktalarını işgal edecektir. Buna yeralan katı eriyik denir.

53
Eğer çözünen atomlar çözen atomlardan çok küçük ise çözücü kafeste dokulararası pozisyonları işgal edecektir. Karbon azot oksijen, hidrojen ve bor çoğunlukla (tanelerarası) arayer katı çözeltileri oluşturan elementlerdir.
 arayer katı çözeltileri oluşturan elementlerdir..")
54
Yeralan katı çözeltilere eğilimi kontrol eden faktörler en çok Hume-Rothery çalışmasında meydana çıkarılmıştır. Eğer iki atomun boyutu, yaklaşık olarak kafes parametresi tarafından gösterildiği için % 15’ ten daha az farklıysa boyut faktörü katı eriyik oluşumu için uygundur. Boyut faktörü % 15’ ten daha büyük olduğu zaman katı çözünebilirliğin kapsamı genellikle % 1’ den daha aza sınırlanır.

55
Elektromotor serilerinden ayrı düşen metaller intermetalik bileşik oluşturmaya yönelirken bir diğerine güçlü kimyasal afiniteye sahip olmayan metaller, katı çözelti oluşturmaya yönelirler. Çözen ve çözünenin nisbi valansları önemlidir. Daha düşük valanslı bir çözücüde daha yüksek valanslı bir metalin çözünebilirliği tersine durumdan daha büyüktür.

56
Bu relatif valans etkisi, elektron-atom oranı açısından bilinen bir büyüklükte makul kılınabilir. Belirli çözücü metaller için, çözünebilirlik sınırı yaklaşık olarak farklı valanslı çözünen atomların elektron-atom oranı ile aynı değerde meydana gelir. Sonuç olarak, çözeltinin bütün alanında tam katı çözünebilirlik için çözünen ve çözücü atomlar aynı kristal yapıya sahip olmalıdır.

57
Katı çözelti sertleşmesinin sebepleri hakkında temel bilginin kazanımı yavaş bir işlem olmaktadır. Katı çözelti ilavelerinin sebep olduğu sertlik artışı hakkındaki ilk çalışmalar göstermiştir ki sertlik artışı çözünen ve çözücü atomların boyutundaki fark ile veya çözünen ilavesinin sebep olduğu kafes parametresinin değişimi ile direk olarak değişir.

58
Ancak açıktır ki, boyut faktörü tek başına katı çözelti sertleşmesini açıklayamaz. Data ilişkisindeki bir gelişme çözünen ve çözücünün relatif valansları kafes parametre distorsiyonuna ilavesi düşünüldüğü zaman sonuçlanır. Valansın önemi Şekil 6.11’ de gösterilir.

59
Burada sabit kafes parametreli bakır alaşımlarının akma gerilmeleri elektron-atom oranına göre çizilmiştir. İleri sonuçlar göstermiştir ki; eşit tane boyutlu, kafes parametreli ve elektron atom oranlı alaşımlar aynı başlangıç akma gerilmelerine sahiptir. Fakat akma eğrisi daha büyük şekil değiştirmelerde farklıdır.

60
Şekil 6.11

61
Çözünen ilavelerin olağan sonucu akma gerilmesinin bir bütün olarak gerilme şekil değiştirme eğrisinin seviyesinin yükselmesidir. (Şekil 6.12). Bölüm 6.5’ te gösterildiği gibi çözünen atomlar çoğunlukla akma noktası etkisi yaratırlar. Katı çözelti alaşım ilaveleri başlangıç gerilme-şekil değiştirme eğrisini etkilediği için çözüne atomları σi dislokasyon hareketine karşı sürtünme direnci üzerinde sabit dislokasyondakinden daha fazla etkiye sahip olduğu çıkarımına varırız.
. Bölüm 6.5’ te gösterildiği gibi çözünen atomlar çoğunlukla akma noktası etkisi yaratırlar. Katı çözelti alaşım ilaveleri başlangıç gerilme-şekil değiştirme eğrisini etkilediği için çözüne atomları σi dislokasyon hareketine karşı sürtünme direnci üzerinde sabit dislokasyondakinden daha fazla etkiye sahip olduğu çıkarımına varırız..")
62
Çözünen atomlar relatif mukavemetlenme etkisine göre ikiye ayrılırlar
Çözünen atomlar relatif mukavemetlenme etkisine göre ikiye ayrılırlar. Yeralan atomlar gibi küresel distorsiyon üreten çözünen atomlar yaklaşık relatif mukavemetlenmeye sahip iken; küresel olmayan distorsiyonlar üreten atomlar en çok arayer atomları gibi her birim için kendi kayma modüllerinin yaklaşık üç katı nisbi mukavemetlenme etksine sahiptir.

63
İstifleme hatası etkileşimi Elektriksel etkileşim
Çözünen atomlar dislokasyonlarla aşağıdaki mekanizmalar ile etkileşime girebilir: Elastik etkileşim Modül etkileşimi İstifleme hatası etkileşimi Elektriksel etkileşim Kısa-mesafeli etkileşim Uzun-mesafeli etkileşim

64
Şekil 6.12

65
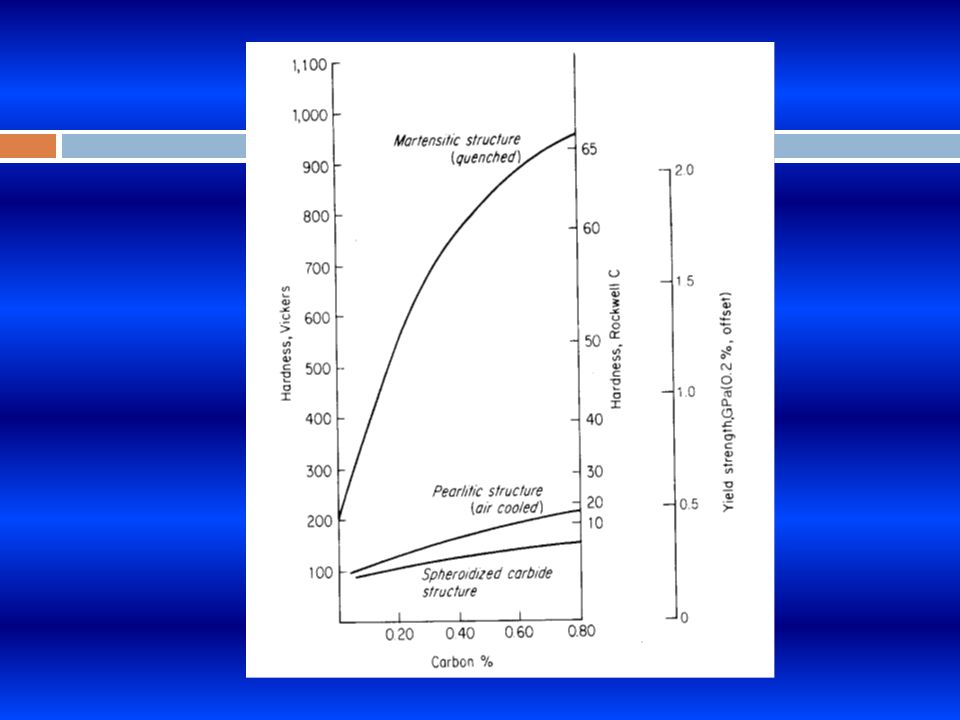
6.12. MARTENZİT MUKAVEMETLENMESİ
Çeliğe su vermede, difüzyonsuz kayma tipi dönüşümü ile östenitten martenzite dönüşüm mühendislik malzemelerinde kullanılan en yaygın mukavemetlenme proseslerinden biridir. Her ne kadar martenzitik dönüşümler çok sayıda metalurjik sistemde meydana gelse de sadece demir ve karbon temelli alaşımlar bu kadar bariz mukavemetlenme etkisini gösterir.

66
Şekil 6.26 martenzit sertliğinin karbon içeriği ile nasıl değiştiğini gösterir ve demir ve sementitin birleşim dağılımının başarılması ile mukavemetlenmenin derecesini kıyaslar.

67
Yüksek mukavemetli martenzit, bu yapıdaki dislokasyon hareketine karşı çok sayıda güçlü bariyerler içerir. Sistemin karmaşıklığı büyük uyuşmazlık ve sertleşme mekanizmasının çok sayıda olmasına imkan verir. Fakat görünen o ki martenzitin yüksek mukavemete iki ana yardımı vardır. Kellt ve Nuttig TEM yardımıyla su verilmiş Fe-C alaşımlarında iki yapıyı tanımlamışlardır.

68
Klasik martenzit, bir yapı düzlemi ve levhalar içinde her biri 0
Klasik martenzit, bir yapı düzlemi ve levhalar içinde her biri 0.1 m kalınlıktaki paralel ikizleri olan bir iç yapıya sahiptir. Martenzit yapının diğer tipi yüksek deforme olmuş metalinkine kıyasla mm-2 yüksek dislokasyon yoğunluğu içeren blok martenzittir. Bu yüzden martenzitin yüksek mukavemetli bölümü; ince ikiz yapı veya yüksek dislokasyon yoğunluğu tarafından üretilen kaymaya karşı etkin olan bariyerlerden kaynaklanır.

70
Martenzit mukavemetine ikinci önemli katkı karbon atomlarından gelir
Martenzit mukavemetine ikinci önemli katkı karbon atomlarından gelir. Şekil 6.26 martenzitin sertliğinin % 0.4’ ün altındaki karbon içeriğine karşı çok hassa olduğunu gösterir. Su vermede östenitten ferrite hızlı dönüşümde, demirdeki karbonun eriyebilirliği ile büyük oranda azaltılır. Karbon atomları ferrit kafesinin şeklini değiştirir ve bu şekil değişimi oda sıcaklığında difüzyon ile karbon atomlarının yeniden dağılımı ile hafifletilebilir.

71
Bir sonuç dislokasyonlar ve karbon atomları arasında kurulan güçlü bağdır. Biz zaten bunun dislokasyon hareketini sınırladığını görmüştük. Diğer bir sonuç {1 0 0} düzlemlerinde karbon atomu kümelerinin oluşumudur. Bu önceki bölümde tartışılan alüminyumun yaşlanma ile sertleşmesiyle ilgili GP bölgelerine çok benzerdir.

72
Martenzitteki bariyerlerin mukavemetlenmeye katkısı temel olarak karbon içeriğinden bağımsızken, karbon atom kümelenmesi ve dislokasyon etkileşimleri yoluyla mukavemetlenme karbon içeriği ile neredeyse lineer şekilde artar.

73
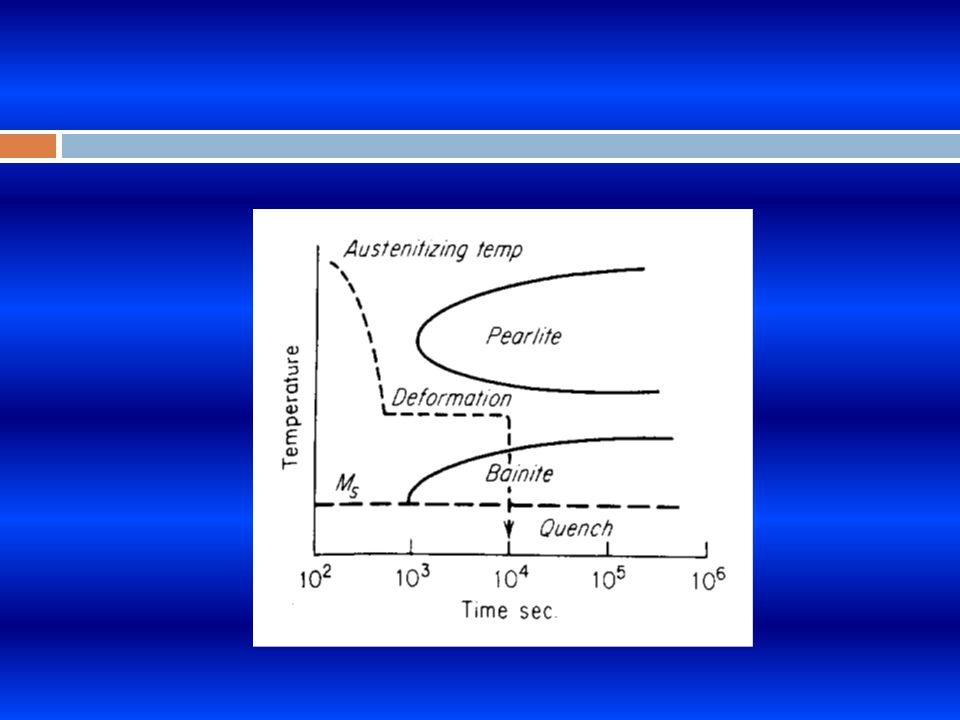
Büyük ilgi alanı termal mekanik proseslerin gelişimi olmaktadır
Büyük ilgi alanı termal mekanik proseslerin gelişimi olmaktadır. Bu proseslerde martenzit öncelikle plastik deformasyonla mukavemetlendirilmiş östenitik matristen oluşturulur. Bu işleme ausforming-ösoluşumu denir. Östenitin plastik deformasyonu perlit veya baynite dönüşmeksizin başarılmalıdır. Bu yüzden zaman-sıcaklık dönüşüm (TTT) eğrisinde stabil östenit bölgeye sahip alaşım çeliği ile çalışmak gereklidir. (Şekil 6.27).
 eğrisinde stabil östenit bölgeye sahip alaşım çeliği ile çalışmak gereklidir. (Şekil 6.27).")
74
Çelik % 50’ den fazla miktarda haddelenerek deforme edilir ve sonra martenzit oluşturmak üzere Ms’ nin altına su verilir. Verilen ir alaşım için deformasyon sıcaklığı ve deformasyon miktarı temel değişkenlerdir. En yüksek mukavemetler dönüşümün meydana gelmediği en düşük sıcaklık ve en büyük olası deformasyon ile başarılır. Ausformed martenzitin dislokasyon yoğunluğu çok yüksektir (1011 mm-2) ve dislokasyonlar genellikle üniform şekilde dağılırlar.
 ve dislokasyonlar genellikle üniform şekilde dağılırlar..")
75
Çökelme; dislokasyon çarpımı ve iğneleme için alanlar sağlayan çökeltilerle basit su verilmiş martenzitten daha önemlidir. Bu mukavemetlenme mekanizmalarının sonucu olarak ausformed çelikler % 40’ tan 20’ ye değişen alan azalmalarında 2-3- GPa olan çok yüksek akma mukavemetlerine sahip olabilir.

Benzer bir sunumlar

 ile karakterize edilir. Verilen bir elementin tüm atomlarında.>")









 ostenit içinde karbon difüzyonu ve düşük sıcaklıklarda (≈ 750 oC) ferrit içinde mangan difüzyonu sonucu.>")



 Elementler :>")




