Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
MEM509-İLERİ TOZ METALURJİSİ PROF.DR.ERTAN EVİN HAZIRLAYAN; UMUTCAN TÜRK 162130102

2
8.SİNTERLEME KAVRAMLARI Sinterleme, parçacıkların birbirine bağlanmasını sağlayarak önemli ölçüde mukavemet artışına ve özelliklerin iyleşmesine sebep olan ısıtma işlemidir. A.Sinterleme esasları B.Polimer Yakma C.Katı Hal Sinterleme Teorisi C.1.Mekanizmalar ve Aşamalar C.2.İlk Aşama C.3.Ara Aşama C.4.Son Aşama C.5.Veri Analizi D.Gözenek Yapı Değişimi E.Yoğunlaşma Bağlanma Olayları F.Ham Yoğunluğun Sinterlemeye Etkisi G.Karışım Toz Sinterlemesi H.Destekli Sinterleme

3
Sinterleme, birbirine temas eden parçacıkların yüksek sıcaklıklarda birbirine bağlanmasını sağlar. Bu bağlanma,ergime sıcaklığının altında katı halde atom hareketleriyle oluşabilir. Fakat pek çok durumda,sıvı faz oluşumu ile birlikte gerçekleşir. Mikroyapı ölçeğinde, bağlanma temas eden parçacıklar arasında boyunlaşma ile kendini gösterir. 8.A.Sinterleme Esasları

4
Şekil 8.1

5
Sinterleme, yüksek sıcaklıkta atomların yayınımı ve küçük parçacıkların yüzey enerjisinin azalmasıyla gerçekleşir. Hatırlayacağımız gibi,toz üretimi malzemeye enerji vererek yüzey alanı ve yüzey enerjisi yaratma işlemidir.(malzeme tane boyutunu küçültme işlemleri). Birim hacimdeki yüzey enerjisi parçacık boyutu ile ters orantlıdır. Daha yüksek özgül yüzey alanına sahip olan küçük boyuttaki parçacıklar daha yüksek enerjiye sahiptir ve daha hızlı sinterlenir. Fakat yüzey enerjisinin tamamı sinterlenmeye harcanmaz. Kristal yapılı katılarda, hemen hemen bütün parçacık temas noktaları sınırlarını enerjisine sahip olan tane sınırını oluşturur.
. Birim hacimdeki yüzey enerjisi parçacık boyutu ile ters orantlıdır. Daha yüksek özgül yüzey alanına sahip olan küçük boyuttaki parçacıklar daha yüksek enerjiye sahiptir ve daha hızlı sinterlenir. Fakat yüzey enerjisinin tamamı sinterlenmeye harcanmaz. Kristal yapılı katılarda, hemen hemen bütün parçacık temas noktaları sınırlarını enerjisine sahip olan tane sınırını oluşturur..")
6
Böylece boyun büyümesi yüzey enerjisini azaltırken, tane sınırı enerjisini arttırır. Doğal olarak,bu sadece yüzey enerjisinde ki azalmanın tane sınırı enerjisindeki artıştan yüksek olması durumunda meydana gelir. ŞEKİL 8.2

7
Şekil 8.2 de ; sinterleme sırasında meydana gelen parçacıklar arası bağlanma, gözenek giderilmesi ve tane irileşmesini gösteren bir dizi optik görüntü verilmiştir.Sinterlemedeki geometrik değişimler atomların hareketini sağlayan ısıtmadan kaynaklanır.Atomların hareket edebilmesi için gerekli en düşük enerjiye AKTİVASYON ENERJİSİ denir. Yüksek sıcaklıkta hareket edebilmek için yeterli enerjiye sahip olan atomların sayısı ARRHENİUS sıcaklık eşitliğinde verilen istatistiksel kavramlar ile tanımlanır. Buradan N/N 0 hareket eden atomların sayısının toplam atom sayısına oranı, Q aktivasyon enerjisi, R gaz sabiti, T ise mutlak sıcaklıktır. Aktivasyon enerjisi malzemeye ve atomlar arası bağ kuvvetine bağlıdır. N/N 0 =Exp(-Q/RT)
.")
8
Sinterleme sırasında atom hareketi görülmez, ancak hacim değişimleri meydana geldiğinden, işlem genelde bu değişimler ile izlenir. Boyun büyümesi bunlardan bir tanesidir. Sinterlemenin temel ölçütlerinden biri, şekil 8.3 ‘ te tanımlandığı gibi BOYUN BÜYÜKLÜK oranıdır. X/D, boyun çapının/parçacık çapına oranıdır.

9
Ayrıca sinterleme sırasında yüzey alanı hızla azalır ve ΔS/S O (yüzey alanındaki değişmenin başlangıç yüzey alanına oranı) boyutsuz parametresi ile izlenir. Yüzey alanı mikroskop analizi,gaz adsorpsiyonu ve gaz geçirgenliği teknikleriyle ölçülür. Sinterleme çekmesi yoğunluk artışı ve gözenek azalmasına bağlıdır.(ancak sinterleme yöntemlerinin tamamının yoğunlaşmaya yol açmadığını, hatta bazılarında şişme olduğunu unutmamak gerekir). Çekme ΔL/L O ρ G : Kısmi ham yoğunluk ρ S : Sinterlenmiş kısmi yoğunluk ρ S = ρ G /(1- ΔL/L O )
. Çekme ΔL/L O ρ G : Kısmi ham yoğunluk ρ S : Sinterlenmiş kısmi yoğunluk ρ S = ρ G /(1- ΔL/L O ).")
10
şekil 8.4şekil 8.5

11
Sinterleme öncesi, bağlayıcı veya yağlayıcı olarak kullanılan polimerler uzaklaştırılmalıdır. Polimer yakma işlemi, ham parçanın polimerin kararlılığını kaybedip buharlaşarak bileşenlerine ayrıştığı sıcaklıklara ısıtılması sırasında gerçekleşir. Toz metalürjisinde kullanılan polimerlerin çoğu C-C, C-H, C-O bağı gibi aynı tür temel bağları içerir, bu nedenle polimerlerin çoğu aynı sıcaklık aralığında yanar. (CO2,CH4…) Polimer yanması fırın atmosferine oksijen gibi aktif elementlerin girmesiyle hızlanır. 8.B. Polimer Yakma
 Polimer yanması fırın atmosferine oksijen gibi aktif elementlerin girmesiyle hızlanır. 8.B. Polimer Yakma.")
12
POLİMERSICAKLIK(°C) Parafin mumu295 Polietilen414 Poli(etilen oksit)345 Polipropilen387 Polistiren364 Poli(metil metakrilat)237 poli(vinil asetat)269 Poli(vinil alkol)274 ÇİZELGE 8.1. polimerlerin bozulma sıcaklıkları (azot ortamında polimerin % 50 sinin buharlaştığı sıcaklıklar)
.")
13
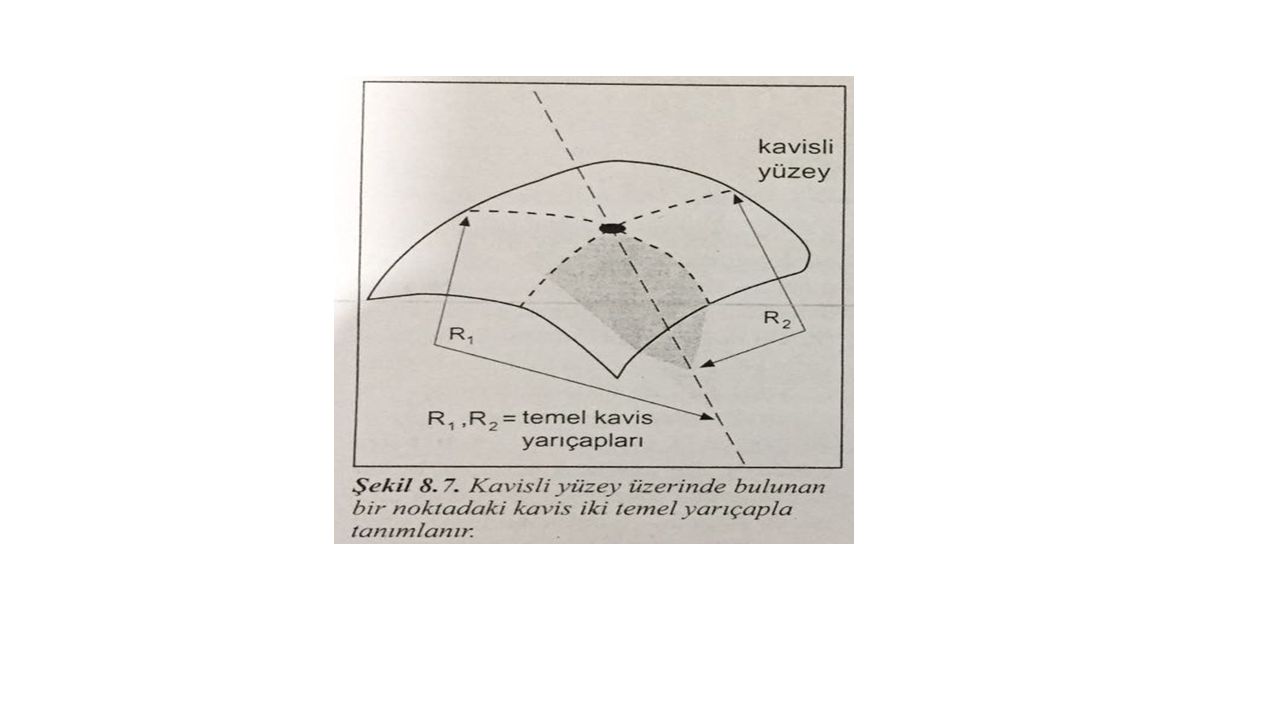
8.C.1. Mekanizmalar ve aşamaları Sinterlemenin itici gücü yüzey enerjisinin azaltılmasıdır. Rastgele atom hareketleri sırasında,atomlar mikroyapıdaki boşlukları doldurur. Kavisli yüzeylerin atom yerleşmeleri üzerine etkisini göstermenin bir yolu gerilmeye bakmaktır. Laplace eşitliği kavisli yüzey ile ilgili gerilmeyi, σ verir; γ: Yüzey enerjisi R1,R2: yüzeyin temel eğrilik yarıçapları 8.C. Katı Hal Sinterleme Teorisi σ = γ/[(1/R1)+(1/R2)] (8.4)
+(1/R2)] (8.4).")
15
Laplace eşitliğinin kullanılmasına örnek olarak sinterlemenin başlangıç aşamasını ele alalım. Boyun bölgesi atom düzeyinde şekil 8.8‘de gösterilmiştir. Dikkat edilirse, yüzeyin bozulmuş atom atom bağı ile tanımlandığı ve tane sınırınında kusurlu olduğu görülür. Dolayısıyla, boyun bölgesi önemli ölçüde bozulmuş haldedir. Parçacık yüzeyi boyunca boyun bölgesinden uzaktaki bir mesafede kavis sabittir. R1 ve R2 nin her ikiside küre yarıçapındadır ve D/2 eşittir. Olur. σ = 4γ/D (8.5)
.")
16
Ancak, boyun bölgesindeki eyer şekli içbükey ve dışbükey kavislerinin karışımından oluşan bir yüzey oluşturur. Boyun şeklini yaklaşık olarak göstermek için yarıçapı X 2 /D‘ye eşit olan bir daire kullanılır. Buna göre, boyun bölgesindeki kavis, gerilmeyi aşağıdaki eşitlikle verilebilir. (SİNTERLEME GERİLMESİ) Küçük parçacıklarda boyun bölgesinin doldurulması için daha az sayıda atom gerekir. Atomların hareket mesafesi daha kısadır ve gerilme daha büyüktür. Bunun doğal sonucu olarak küçük boyutlu parçacıklar daha hızlı sinterlenir. σ = γ[(2/X)-(4D/X 2 )] (8.6)
 Küçük parçacıklarda boyun bölgesinin doldurulması için daha az sayıda atom gerekir. Atomların hareket mesafesi daha kısadır ve gerilme daha büyüktür. Bunun doğal sonucu olarak küçük boyutlu parçacıklar daha hızlı sinterlenir. σ = γ[(2/X)-(4D/X 2 )] (8.6).")
17
Şekil 8.10 Şekil 8.9 Şekil 8.11

18
8.C.2. ilk aşama İlk aşama sinterlemesine eğrilik denkleminin (denklem 8.4) uygulanması, sinterleme mikroyapısında buhar basıncı, boşluk oranı ve gerilme farklılığının tahminini sağlar. Kavisli bir yüzey altındaki boşluk yoğunluğu C, eğriliğe bağlıdır. C 0 : Denge durumundaki boşluk yoğunluğu γ :Yüzey enerjisi K: boltzman sabiti T: mutlak sıcaklık Ω: atom hacmi C = C 0 [1-(γ Ω/kT)](1/R1+1/R2) (8.7)
 uygulanması, sinterleme mikroyapısında buhar basıncı, boşluk oranı ve gerilme farklılığının tahminini sağlar. Kavisli bir yüzey altındaki boşluk yoğunluğu C, eğriliğe bağlıdır. C 0 : Denge durumundaki boşluk yoğunluğu γ :Yüzey enerjisi K: boltzman sabiti T: mutlak sıcaklık Ω: atom hacmi C = C 0 [1-(γ Ω/kT)](1/R1+1/R2) (8.7).")
19
Sinterlemenin ilk aşamasında sabit sıcaklık boyun büyümesi modelleri boyun-büyüklük oranını X/D aşağıdaki gibi verilir; X: Boyun çapı D:parçacık çapı t: sabit sıcaklık sinterleme süresi Sinterleme sıcaklığı üssel bir eşitlik içinde yer alır. B 0 :Malzeme sıcaklık ve geometrik sabitlerin toplamı R: Gaz sabiti T:mutlak sıcaklık Q: aktivasyon enerjisi (X/D) n = (Bt/D m ) (8.8) B= B 0 exp(-Q/RT) (8.9)
 n = (Bt/D m ) (8.8) B= B 0 exp(-Q/RT) (8.9).")
20
Çizelge 8.2

21
8.C.3. Ara aşama Özellik gelişiminin önemli bölümü sinterlemenin ara aşamasında gerçekleşir.Bu aşama gözenek yuvarlaklaşması,tane büyümesi ve genellikle yoğunluk artışı ile tanımlanır. Şekil 8.16’da idealize bir şekilde gösterildiği gibi sinterleme geometrisinin,tane kenarlarında tüp şeklinde gözeneklerden oluştuğu kabul edilmektedir. 14 kenarlı tetrakaidekahedron olduğu varsayılmaktadır

22
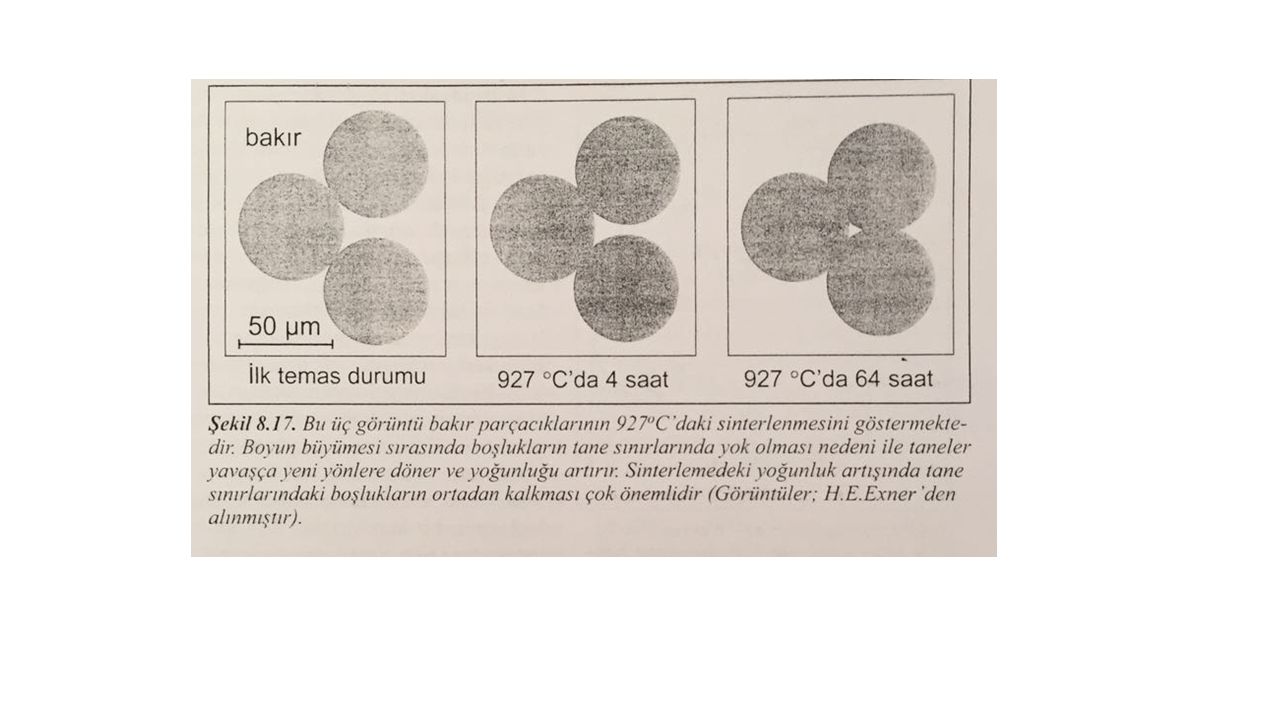
Sinterlemenin ara aşamasında,yoğunlaşma hızı boşlukların gözeneklerden uzaklara yayınımına ve tane sınırlarındaki boşlukların üzerinde yok olmasına bağlıdır. Boşlukların yok olması tane sınırının hacim değişimini telafi etmesini gerektirir. Bu ise tane büyümesi, tane bükülmesi ve tane dönmesi ile gerçekleşir. Tane dönmesinin yoğunlaşmaya katkısının bir kanıtı şekil 8.17’de bakır kürelerinin sinterleme esnasındaki görüntülerinde verilmiştir. Parçacıklar yoğunlaşma için zamanla dönmektedir. Sinterlemenin ara aşamasındaki yoğunluk artış hızı, dρ/dt,boşlukların ve atomların (gözenek büyüklüğü ve sıcaklığa bağlı ) akısı,yayınım mesafesi (tanecik boyutuna bağlı ) ve birim hacimdeki gözenek sayısı ile belirlenir. Yoğunluk aşağıda verilen denklem ile ifade edilir; ρ s : kısmi sinterlenmiş yoğunluk ρ 1 : ara aşamanın başlangıcındaki oransal yoğunluk B 1 : malzeme sabitleri toplamı t1 : ara aşama başlangıç zamanı, t:sabit sıcaklık sinterleme süresi ρ s = ρ 1 + B 1 ln(t/t 1 ) (8.12)
 akısı,yayınım mesafesi (tanecik boyutuna bağlı ) ve birim hacimdeki gözenek sayısı ile belirlenir. Yoğunluk aşağıda verilen denklem ile ifade edilir; ρ s : kısmi sinterlenmiş yoğunluk ρ 1 : ara aşamanın başlangıcındaki oransal yoğunluk B 1 : malzeme sabitleri toplamı t1 : ara aşama başlangıç zamanı, t:sabit sıcaklık sinterleme süresi ρ s = ρ 1 + B 1 ln(t/t 1 ) (8.12).")
24
8.C.4. Son aşama Sinterlemenin son aşaması kapalı gözenekler ile olur. Şekil 8.18’deki bakırın sinterleme verileri,açık ve kapalı (izole) gözenek miktarlarının toplam gözenek miktarlarına göre göstermektedir.
 gözenek miktarlarının toplam gözenek miktarlarına göre göstermektedir..")
25
Son aşama sinterlemesinde gözenek boyutu artar. Eğer kapalı gözenekler haraketli ise tane büyümesi sırasında tane sınırları ile birlikte hareket ederek yoğunlaşmanın sürmesini sağlar. Ancak başlangıçtaki yüzey enerjisinin azalması ile birlikte son aşama sinterlemesi yavaştır. Böylece yakıt bittikçe sönen ateş gibi, kalıntı yüzey enerjisi azaldıkça sinterlemede yavaşlar. Son aşama sinterlemesi sırasında gözenekler kapalıdır, izoledir ve küresel veya mercek şeklinde olma eğilimdedir. Şekil 8.19’da gösterildiği gibi gözenekler tane sınırları ile bağlantılı ise, hacim taşınım işlemleri ile çekme gösterirler. Tane sınırlarındaki bir gözenek için,tane sınırı enerjisi ile katı-buhar yüzey enerjisi arasındaki denge ikidüzlemli açı kanalı oluşturarak mercek şekilli gözenek oluşumuna yol açar.

26
Gözenek tane sınırından küresel olur. Bazı hallerde tane büyümesi gibi gözenek büyümeside olur. Bu durumda gözenek sayısı azalırken ortalama gözenek boyutu artar. Gözenek eğriliğindeki ve boşluk yoğunluğundaki farklılıklar, az kararlı olan büyük gözeneklerin irileşmesine yol açar. Bu işlem OSTWALD OLGUNLAŞMA olarak adlandırılır.

27
İyi sinterleme için, hızlı tane büyümesi aşamasında dahi, gözeneklerin tane sınırı ile bağlantılı olmasının sağlanması önemlidir.Sinterleme sırasında gözenek yapısındaki değişiklerin kavramsal gösterimi şekil 8.24’te verilmiştir. 8.D. Gözenek-Yapı Değişimi

29
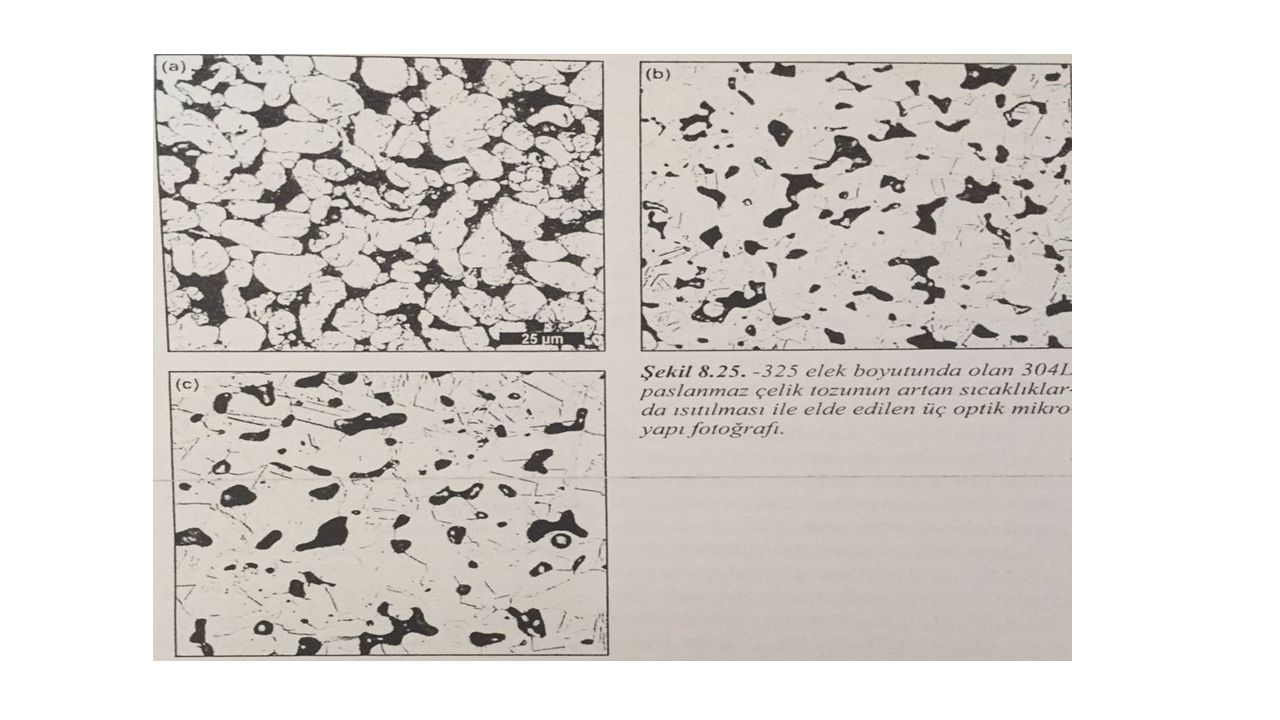
Şekil 8.25’te paslanmaz çelik tozu için mikroyapı gelişimi açıkça görülmektedir. Mikroyapı fotoğrafları sinterlemenin başlangıcında ve giderek artan sıcaklıklarda kaydedilmiştir. Görüldüğü gibi toplam gözenek miktarı azaldıkça gözenekler yuvarlaklaşmakta ve başlangıçtaki parçacık sınırları kaybolmaktadır. sinterleme ilerledikçe, gözenek tane sınırı etkileşimi üç şekilde olabilir: 1- Gözenekler tane sınırlarında kalarak tane büyümesini engeller, 2- Gözenekler hareket eden tane sınırları tarafından sürüklenerek tane büyümesini yavaşlatır. 3- Tane sınırları gözeneklerden koparak ayrılır. Son durumda, tane içinde izole edilmiş gözenekler oluşur ve yoğunlaşma ilerlemez. Tipik sinterleme sıcaklıklarında, malzemelerin çoğu orta ve aşırı düzeyde tane büyüme hızları gösterir.

31
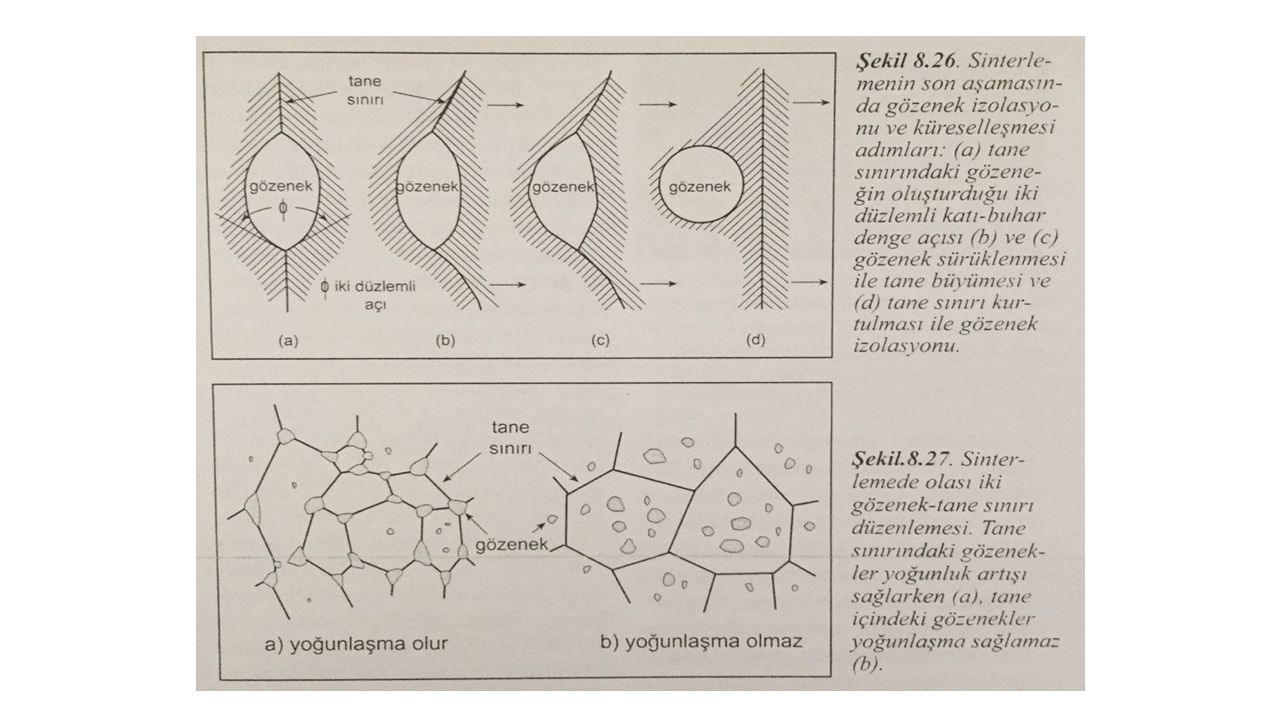
Yüksek sıcaklıklarda şekil 8.26’da gösterildiği gibi tane sınırı hareketi gözenekten ayrılmaya yol açar. Düşük sıcaklıklarda, tane büyümesi yavaş olduğundan tane sınırına bağlı kalır. Gözenek hareketi yüzey yayınımı ve buharlaşma-yoğunlaşma ile mümkündür. Sonuç olarak, sinterlemede mikroyapı gelişiminin ana belirleyicisi Sıcaklıktır. Şekil 8.27’de verilen iki olası gözenek-tane sınırı düzenlenmesini inceleyelim. Gözeneklerin tane kenarlarında veya tane içinde yer alabilir. Gözeneklerin tane kenarlarında bulunduğu durumdaki sistem enerjisi düşüktür. Çünkü gözenekler toplam tane sınırı alanını ve enerjisini azaltır.

32
Yoğunlaşma ve çekme toz metalürjisinde iki uç olay olarak görülür. Hassas parça üretimi yapan pek çok imalatçı sinterleme sırasında boyut değişimi olmamasını ister. Eğer çekme önlenirse preslenmiş ham parça boyutları hassas şekilde korunmuş olur. Ham parça içindeki yoğunluk gradyantı sinterleme süresince farklı oranda çekmeye ve parça şeklinin bozulmasına yol açar. Yüksek sıcaklıklarda yoğunlaşma daha hızlı olduğundan, bir seçenek göreceli olarak düşük sıcaklıkta yapılan kısa süreli sinterlemedir. Yüksek son yoğunluğu garanti etmek için sıkıştırma işlemi yüksek basınçlarda yapılır. 8.E. Yoğunlaşma – Bağlanma Olayları

33
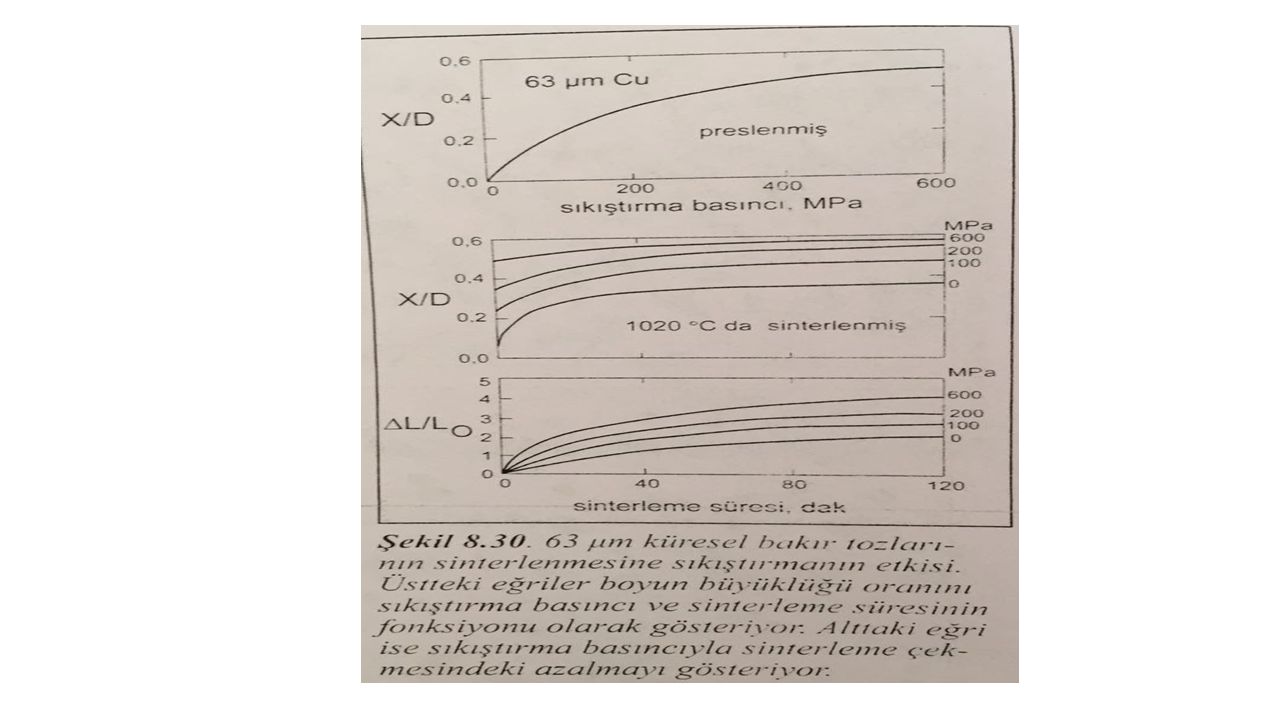
Pek çok toz sinterleme öncesinde sıkıştırılır. Bu sıkıştırma işlemi yoğunluğu arttırmakla birlikte sinterleme sırasında çarpılmaya yol açan yoğunluk gradyanları oluşur. Sıkıştırma işlemi ham yoğunluğu arttırdığından, daha yüksek sinterleme yoğunluğuna ve daha az boyut değişimine yol açar. Şekil 8.30’da, sıkıştırmanın sinterlemeye olan etkisi 1020°C’de 2 saat kadar sinterlenen 63 µm boyutundaki bakır tozları için verilmiştir. 8.F. Ham Yoğunluğun Sinterlemeye Etkileri

35
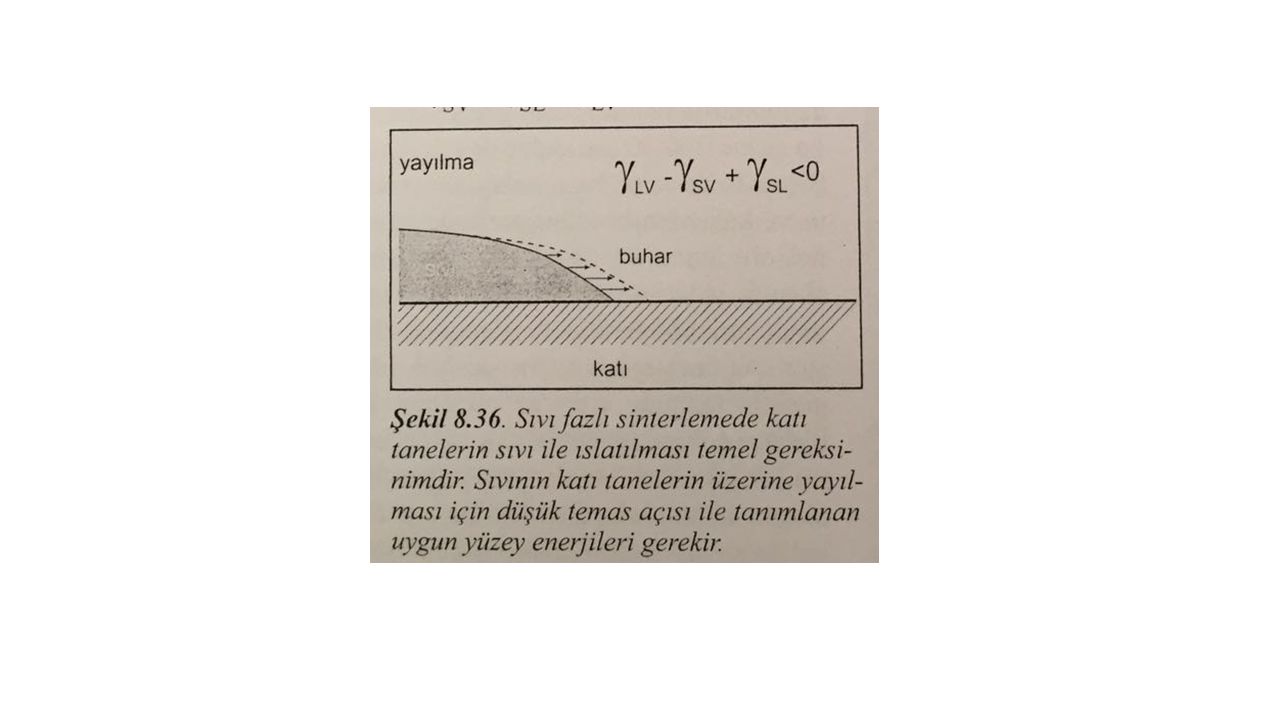
8.1 SIVI FAZLI SİNTERLEME Sinterleme sırasında sıvı faz oluşumu sinterleme hızını büyük ölçüde arttırır. Esas olarak sıvı faz, taneleri birbirine bağlayan ve içinde hızlı yayınımın olduğu lehimi oluşturur. Sıvı faz sinterleme için temel gereksinim ıslatmadır. Şekil 8.36’da gösterildiği gibi sıvı faz katı tanelerin üzerine yayılmalıdır. Islatan bir sıvı, küçük temas açısına, θ sahiptir. Temas açısı yüzey enerjilerinin dengesi ile tanımlanır.(Bu sisteme uygun olarak TiC- Ni, WC- Co sermetler ve Cu-Sn) γ SV ; Katı-buhar yüzey enerjisi γ SL ; Katı-sıvı yüzey enerjisi γ LV ; Sıvı-buhar yüzey enerjisi γ SV = γ SL + γ LV cos(θ) (8.17)
 γ SV ; Katı-buhar yüzey enerjisi γ SL ; Katı-sıvı yüzey enerjisi γ LV ; Sıvı-buhar yüzey enerjisi γ SV = γ SL + γ LV cos(θ) (8.17).")
37
Sıvı fazlı sinterlemedeki yoğunlaşma aşamaları şekil 8.37’de şematik olarak gösterilmiştir. Başlangıçta, ısıtma sırasında taneler katı hal sinterlemesi ile birbirine bağlanır. İlk sıvı oluştuğunda, tanelerin yeniden düzenlenmesi ile hızlı bir yoğunluk artışı olur. Oluşan sıvı katıyı ıslatarak oluşmuş olan katı bağlarını çözer ve yeniden düzenlenmeyi sağlar. Bundan sonra, çözelti tekrar çökelme olarak bilinen işlemde, sıvı katı atomların taşıyıcısı olur. Bu aşamada daha küçük tane kütleleri sıvı içinde çözünür. Sıvı içinden yayınır ve daha sonra büyük tanelerin üzerine çökelir. Katı tane çözünürlüğü tane boyutu ile ters orantılıdır. Dolayısıyla, öncelikle küçük taneler sıvı faz içinde çözünür. Zamanla tane sayısı azalır ve tane boyutu artar. Çözelti – tekrar çökelme işlemi ve tane şekli yerleşimi şekil 8.38’de gösterilmiştir. 8.1.1. Mekanizmalar

38
Çözelti- tekrar çökelme işlemi sırasındaki boyutsal çekme tane boyutu, sıvıdaki katı çözünürlüğüne ve diğer etmenlere aşağıdaki gibi bağlıdır.

39
Sıvı fazlı sinterlemede çözünürlüğün yoğunlaşmaya etkisi.Demir sıvı bakır içerisinde çözünürken, tungsten çözünmez bu iki sistemde büyük yoğunluk farkı oluşur. Bu yüksek orandaki sıvı faz özellikle sermetlerde tokluk sağladığı için yararlanılır. Sonuç olarak, sıvı fazlı sinterlenmiş ürünler daha üstün özelliklere sahiptir.

40
KAYNAK RANDALL M. GERMAN;toz Metalurjisi Ve Parçacıklı Malzeme İşlemleri

Benzer bir sunumlar