Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

8
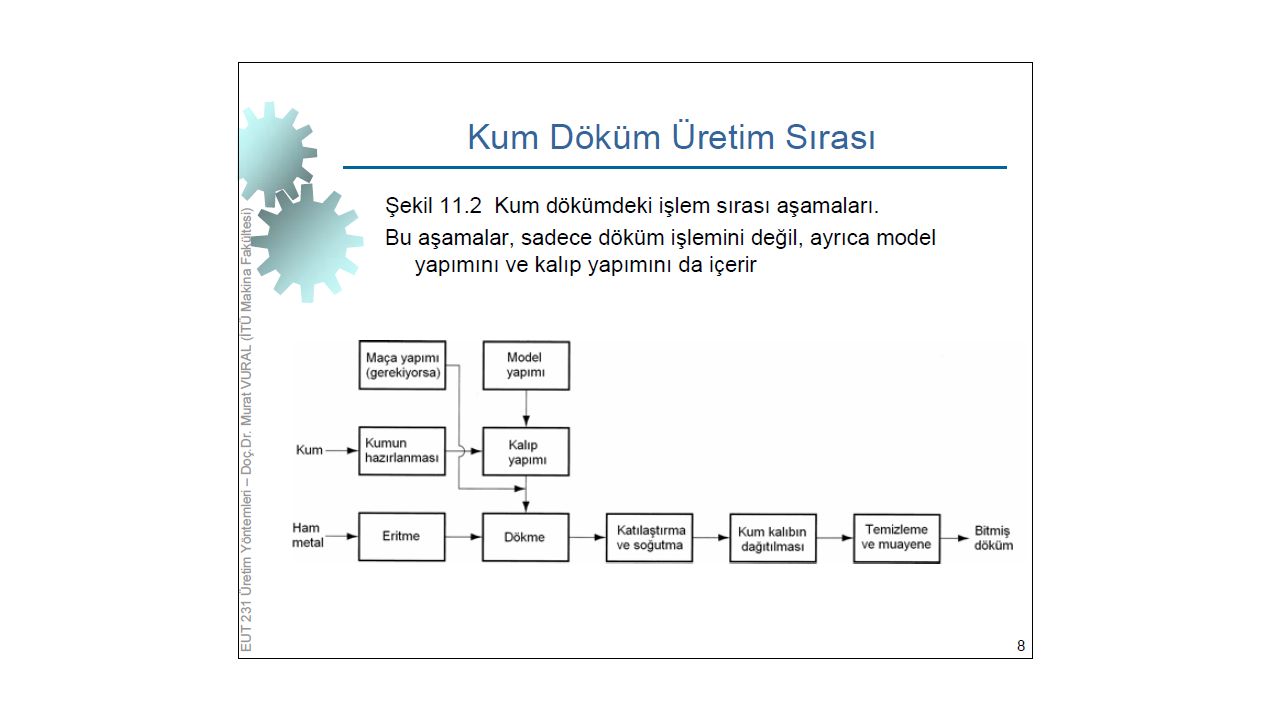
model ve kalıp yapımını da içermektedir.
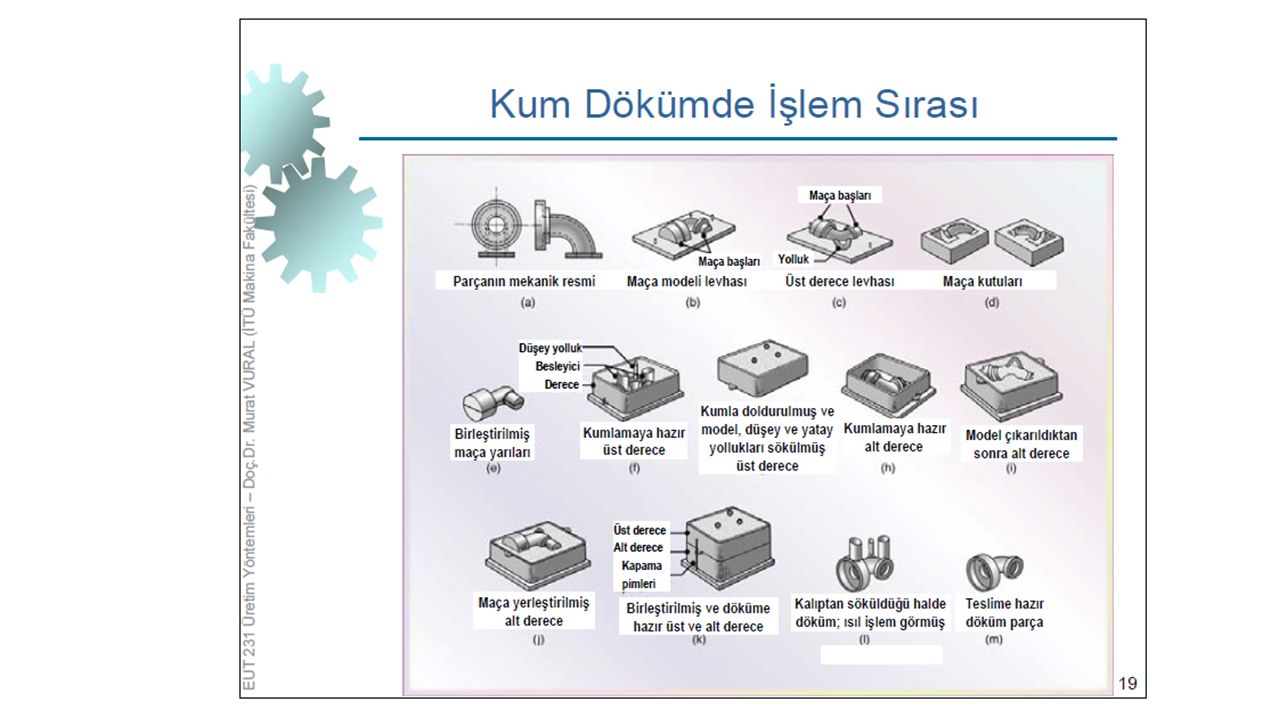
Şekil 10.2 Kum kalıba döküm işleminin üretim aşamaları. Üretim aşamaları sadece döküm işlemini değil aynı zamanda model ve kalıp yapımını da içermektedir.

11
a c b Model Türleri: d Serbest model Serbest model: iki parça
levhalı model: İki taraflı Levhalı model: İki parçalı

13
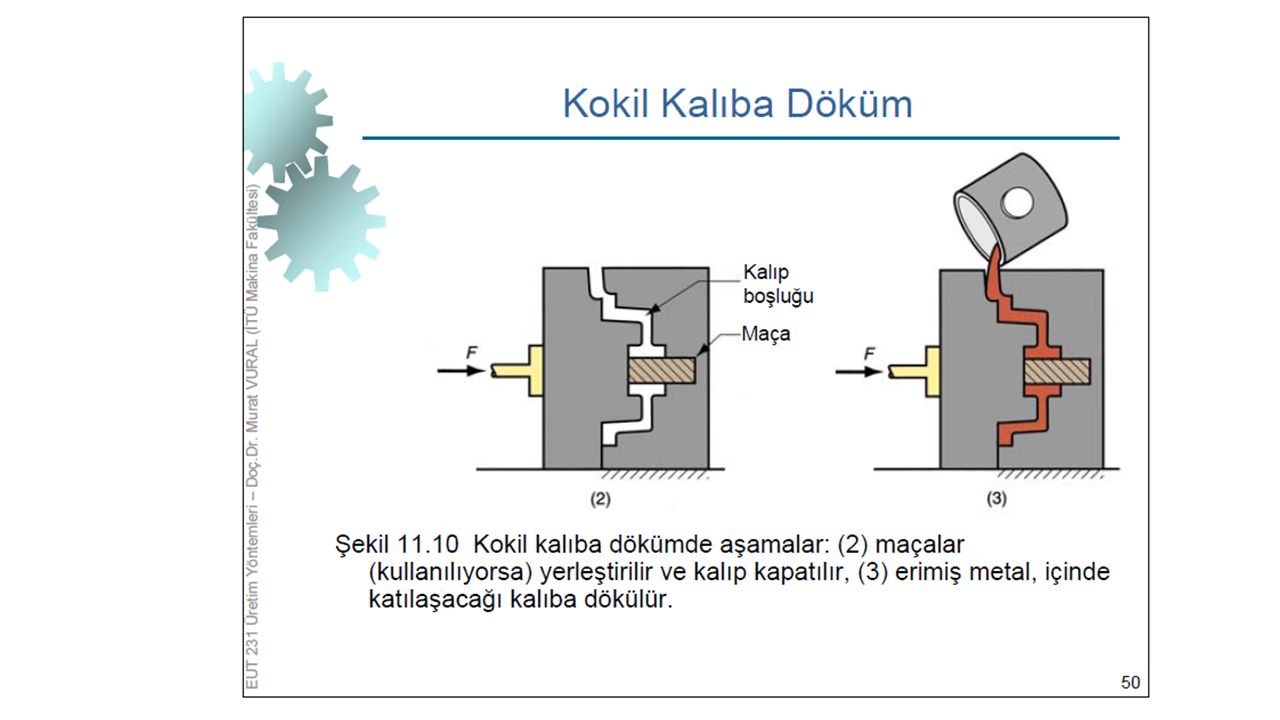
Maça (a) Maça destekleri yardımı ile maçanın kalıp boşluğunda sabitlenmesi, (b) bir maça desteği örneği ve (c) içi boşluğa sahip bir döküm parçası.
 Maça destekleri yardımı ile maçanın kalıp boşluğunda sabitlenmesi, (b) bir maça desteği örneği ve (c) içi boşluğa sahip bir döküm parçası.")
55
Boşaltma Döküm Boşaltma döküm, kalıp yüzeyinde sıvı metalin katılaşmasını takiben merkezdeki sıvı metalin boşaltılması suretiyle içi boş parçaların üretildiği bir kalıcı kalıba döküm yöntemidir.

56
Düşük Basınçlı Döküm Kokil kalıba döküm ve boşaltma döküm yöntemlerinde sıvı metalin kalıp boşluğuna dökülmesi yerçekiminden yararlanılarak yapılır..

57
ŞEKİL 10.11 Düşük basınçlı dökümün şematik gösterimi. Diyagramda hava basıncının pota içindeki sıvı metali kalıp boşluğuna alttan nasıl zorladığı gösterilmektedir. Basınç uygulamasına döküm parçası katılaşıncaya kadar devam edilir.

58
Vakumlu Kalıcı Kalıba Döküm
Vakum kalıplama ile karıştırılmaması gereken bu yöntem, sıvı metali kalıp boşluğuna çekmek için vakum kullanılan bir düşük basınçlı döküm şeklidir.

59
Vakumla Kalıcı Kalıba Döküm
Eriyik metalin kalıbı doldurması vakum sayesinde gerçekleştirilir Hava boşluğu gibi döküm kusurlarının daha az olması sonucu daha mukavemeti daha yüksek olan döküm parçaların imalatını mümkün kılar..

70
Sıkıştırma Döküm Yarı Katı Metal Dökümü

83
(a) kaldırmalı, (b) sabit (c) devrilen potalı ocak.
Potalı Ocak Tipleri (a) kaldırmalı, (b) sabit (c) devrilen potalı ocak.
 kaldırmalı, (b) sabit (c) devrilen potalı ocak.")
103
Dökümde Tasarım: Çekme Boşluğunun Önlenmesi
(a) Kesişme noktasındaki kalın kesitli bölgede çekme boşluğu meydana gelebilir (b) Kalınlığın azaltılması için tasarımın değiştirilmesi (c) Maça kullanımı
 Kesişme noktasındaki kalın kesitli bölgede çekme boşluğu meydana gelebilir (b) Kalınlığın azaltılması için tasarımın değiştirilmesi (c) Maça kullanımı.")
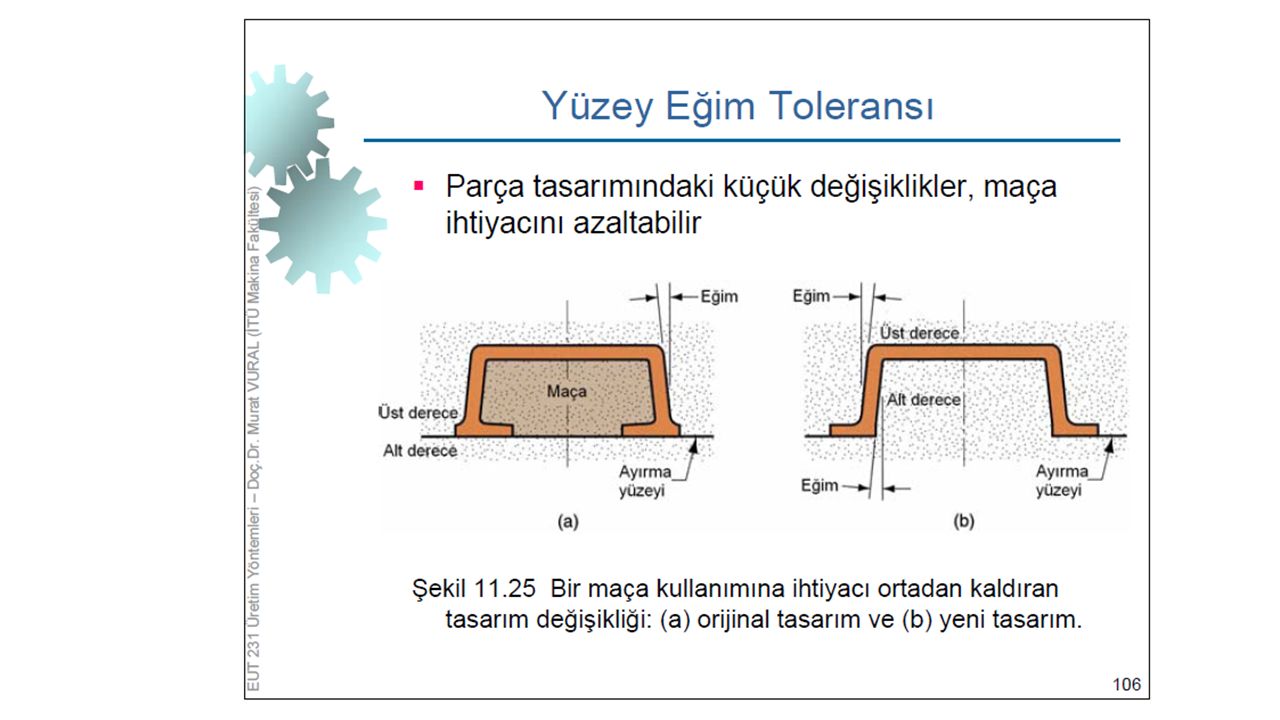
Benzer bir sunumlar