Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

2
BÖLÜM 1 ŞASİ ve KAROSER YAPISI 1.1 Şasi ve Karoser Yapısı Bütün taşıtlar kendilerini ve üzerlerindeki yükü taşıyan bir gövdeye sahiptir. Kullanım amaçlarına göre taşıtların gövdeleri genel olarak iki ana kısımdan oluşur. Şasi ve karoser. Şasi insan vücudundaki gibi ana taşıyıcılık görevini yerine getiren taşıtın çeşitli sistemlerini üzerinde bulunduran ve karoseri taşıyan temel yapıdır. Bir şasinin dayanıklı, hafif, rijit ve az parçalı, mekanik kısımları kolayca takılıp sökülen yapıda olması, bunlara karşın maliyetinin de en az olması gerekir. Karoser ise taşıta şekil veren, fonksiyonlarını yerine getirmesi için ana hacim sağlayan kısmıdır. Ağır kamyonlar ve yük taşıyan taşıtlar şasilidir ve üzerinde sürücü kabini ile yük konan kasası vardır. Binek otoları eskiden şasili olarak yapılırlardı. Modern otomobillerin çoğunda, eskinin sert ve kalın şasi çerçevelerinin yerini, tek kabuk ya da blok halindeki kafes biçimli hafif yapılar almıştır. Katı şasilere sahip taşıtlarla karşılaşılan bir çarpmada, açığa çıkan enerji (darbenin şoku) yutulmuyor, neredeyse olduğu gibi yolculara aktarılıyordu. Bu ise, aracın fazla hasar görmesini önlüyor fakat sürücü ve yolcuların savrulmalarına, aracın çeşitli kısımlarına çarparak ezilmelerine sebep oluyordu. Modern otomobillerde gövdenin bir bölümü yolcu koruyucu kafes biçiminde, geri kalan bölümleri ise, kaza anında ezilebilecek yapıdadır. Bu bölümler kaza anında ortaya çıkabilecek enerjinin büyük bir bölümünü yutar ve kalan enerjiyi de yolculara zarar vermeyecek biçimde doğrultulara yönlendirir. Koruyucu kafes biçim baskılanmış çelik saçlardan üretilmesi ve nokta kaynağı ile birleştirilmesi nedeniyle, imalat kolaylığı ve malzeme tasarrufu, ayrıca hafiflik nedeniyle yakıt ekonomisi, aracın altının yere daha yakın yapılabilmesi ile aerodinamik kalite iyileşmesi ve kararlılık sağlamaktadır. Karoser şasiye cıvata ile tespit edilebilir veya kendisi taşıyıcı kafes yapı biçiminde tamamen şasi yerine geçebilir. Bu son halde karoser “kabuk karoser” adını alır. Karoser her iki halde de azami rijitliğe sahip olmalıdır. Kendi kendini taşıyan karoser, tabanı kuvvetlendirilmiş bir yapıdadır. Sac gövde gerekli takviyelerle ve şekil mukavemeti yardımı ile dayanıklı hale getirilmektedir. Havanın arabanın altından düzgün akışını sağlamak için, döşeme olabildiğince düzgün olmalıdır. Otobüsler ise şasili ve şasisiz olmak üzere iki tipte imal edilmektedir. Şasi olmadığı zaman gövde, ya platform takviyeli ya da kafes sistemi ile taban takviye edilerek yapılmaktadır.
 yutulmuyor, neredeyse olduğu gibi yolculara aktarılıyordu. Bu ise, aracın fazla hasar görmesini önlüyor fakat sürücü ve yolcuların savrulmalarına, aracın çeşitli kısımlarına çarparak ezilmelerine sebep oluyordu. Modern otomobillerde gövdenin bir bölümü yolcu koruyucu kafes biçiminde, geri kalan bölümleri ise, kaza anında ezilebilecek yapıdadır. Bu bölümler kaza anında ortaya çıkabilecek enerjinin büyük bir bölümünü yutar ve kalan enerjiyi de yolculara zarar vermeyecek biçimde doğrultulara yönlendirir. Koruyucu kafes biçim baskılanmış çelik saçlardan üretilmesi ve nokta kaynağı ile birleştirilmesi nedeniyle, imalat kolaylığı ve malzeme tasarrufu, ayrıca hafiflik nedeniyle yakıt ekonomisi, aracın altının yere daha yakın yapılabilmesi ile aerodinamik kalite iyileşmesi ve kararlılık sağlamaktadır. Karoser şasiye cıvata ile tespit edilebilir veya kendisi taşıyıcı kafes yapı biçiminde tamamen şasi yerine geçebilir. Bu son halde karoser kabuk karoser adını alır. Karoser her iki halde de azami rijitliğe sahip olmalıdır. Kendi kendini taşıyan karoser, tabanı kuvvetlendirilmiş bir yapıdadır. Sac gövde gerekli takviyelerle ve şekil mukavemeti yardımı ile dayanıklı hale getirilmektedir. Havanın arabanın altından düzgün akışını sağlamak için, döşeme olabildiğince düzgün olmalıdır. Otobüsler ise şasili ve şasisiz olmak üzere iki tipte imal edilmektedir. Şasi olmadığı zaman gövde, ya platform takviyeli ya da kafes sistemi ile taban takviye edilerek yapılmaktadır.")
3
1.2 Şasi ve Karoser Tipleri
Günümüz taşıtlarında Ayrı ve birleşik olmak üzere iki tip şasi çatkısı bulunmaktadır. Ayrı Tip Çoğu otomobillerin şasileri ayrı birer çatkı halindedir. Aracın gövdesi veya karoseri bu çerçeveye çeşitli yerlerinden cıvata ile bağlanır. Rahatsız edici yol darbelerinin ve titreşimlerinin karosere ve diğer yanlara geçmesini engelleyebilmek veya hiç değilse etkisini azaltabilmek için bağlantı yerlerinde, çerçeve ile gövde arasına, kauçuk sönümleyiciler yerleştirilir. Konvansiyonel şasi çerçevesi olarak ta anılan ayrı şasi çerçeveleri oldukça sağlam ve katı bir yapıya sahip olmalıdırlar. Çünkü motor, askı donanımları ve karoseri ancak sağlam bir çatkı üzerinde bulundukları konumlarını koruyabilirler ve aynı eksenlerde kalabilirler. Şasi çerçevesi çelik elemanlardan ve kollardan oluşur. Kollar ve çerçeveyi oluşturan elemanlar soğuk perçinleme yolu ile birbirine bağlanabildiği gibi kaynakla da tutturulabilirler. Soğuk perçinleme yönteminin kullanılmasının nedeni, soğuma sırasında perçinlerdeki büzülmenin ortadan kaldırılmasını sağlamak ve böylece kendiliğinden doğacak gevşemeleri ve oynamaları önlemektir. Çerçeve yan ana kolları ile ara bağlantı kolları genellikle U biçimindeki kanallara sahip veya içi boş kare veya dikdörtgen kesitli özel çelik gereçlerden meydana getirilir. Birleşik Tip Bu tür bir şasi çatkısında parça ve kısımlar kaynakla tutturulmuştur. Bazı yerlerde aks donanımının bağlantısını sağlamlaştırmak, daha doğrusu bağlantının yapılmasına imkân hazırlamak bakımından kuvvetlendirmeler yapılmıştır. O yüzden birleşik karoseri şasi çatkılarında çeşitli bölümlerde birbirini kuvvetlendiren, tüm gövdeyi birlikte destekleyen bir yapı özelliği vardır. Diğer bazı yapımlarda ise, yarım şasi kullanmak sureti ile önde ve arkada motorun ve askı donanımın bağlanmasına ortam hazırlanmıştır. Gerek kamyon gerek otobüs ve gerekse binek otolarında kullanılan şasi tiplerini sırayla inceleyelim.

4
1.2.1.3 Dikdörtgen Şasi ( merdiven şasi)
Yaygın bir şekilde kullanılan şasi tipidir. Kamyon ve otobüslerde kullanılır. Otomobillerde uygulaması hemen hemen yoktur. İki boylamasına kiriş ve ikiden fazla enlemesine kirişten oluşur. Kiriş görünüşleri genellikle açık kesitlidir. Perçin ve cıvata bağlı olarak birleştirilir. Nadiren kaynaklı birleştirme yapılır. İmalatı basit ve ucuzdur. Şekil–1a Dikdörtgen şasi toplu görünüm. Şekil-1b Dikdörtgen şasi patlamış görünüm.

5
Trapez Şasi Yapı itibarı ile dikdörtgen şasi ile aynı özelliklere sahiptir. Fakat geometrik şekli trapez formunda olduğu için adına trapez şasi denilmiştir. Uygulama alanı olarak hemen hemen dikdörtgen şasi ile aynıdır. Şekil–2 Trapez şasi. X Şasi Şekilde X tipi şasi görülmektedir. Şekil yakından incelenirse, orta kısımda bulunan boru biçimindeki birleştirme elemanının içinden, kardan milinin (şaft) geçtiği görülür. Askı donanımın üst ve alt kollarını taşımak için ön kısımda kuvvetli bir ara kol ve köprü vardır. Çatkıya yandan bakıldığı zaman arka kısımda tekerlerin yerleştirildiği yerde yukarıya doğru bir kalkıklık veya kavis görülür. Bu şekilde arka kısım orta bölümün üzerine çıkarılarak arka aks düzeninin bağlanması ve arka yayların esnemesi için bir ortam yaratılmış olur. Diğer taraftan böyle bir yapı orta kısmı yere yakın tutarak ağırlık merkezinin yere yaklaşmasına imkân verir. Aracın ağırlık merkezi ne derece yere yakın olursa devrilme tehlikesi de o derece azalır. Oldukça hafif bir yapısı vardır. Daha çok pikap, otomobil gibi küçük taşıtlarda uygulanır.
 geçtiği görülür. Askı donanımın üst ve alt kollarını taşımak için ön kısımda kuvvetli bir ara kol ve köprü vardır. Çatkıya yandan bakıldığı zaman arka kısımda tekerlerin yerleştirildiği yerde yukarıya doğru bir kalkıklık veya kavis görülür. Bu şekilde arka kısım orta bölümün üzerine çıkarılarak arka aks düzeninin bağlanması ve arka yayların esnemesi için bir ortam yaratılmış olur. Diğer taraftan böyle bir yapı orta kısmı yere yakın tutarak ağırlık merkezinin yere yaklaşmasına imkân verir. Aracın ağırlık merkezi ne derece yere yakın olursa devrilme tehlikesi de o derece azalır. Oldukça hafif bir yapısı vardır. Daha çok pikap, otomobil gibi küçük taşıtlarda uygulanır.")
6
Şekil-4b X Şasi patlamış görünüm.
Şekil–3 X şasi Şekil–4a X şasi toplu görünüm. Şekil-4b X Şasi patlamış görünüm.

7
1.2.1.6 Çatal Şasi (Tek Kirişli)
Daha ziyade kapalı görünüş kesitli olarak yapılır. Daire ve kutu kesit en yaygın bilinen tipidir. Ortada boydan boya uzanan bir adet boyuna kiriş üzerine monte edilmiş kirişlerden oluşur. Boyuna kirişin ön ve arka uçlarına birer çatal yerleştirilir. Bu çatal taşıt motoru montajı için kolaylık sağlar. Hafif bir şasi tipidir, binek otoları için uygundur. Şekil–5 Çatal şasi. Platform Şasi Platform şaside boyuna ve enine kirişler zemin sacı ile birleştirilip kaynaklanmıştır. Ortadaki boyuna kiriş kardan mili (şaft) tüneli olarak da kullanılır. Karoserinin cıvata veya kaynakla bu şasiye bağlanması ile iyi bir şekil mukavemeti elde edilir. Hafif bir şasi tipidir, binek otoları için uygundur. Şekil–6 Platform şasi.
 tüneli olarak da kullanılır. Karoserinin cıvata veya kaynakla bu şasiye bağlanması ile iyi bir şekil mukavemeti elde edilir. Hafif bir şasi tipidir, binek otoları için uygundur. Şekil–6 Platform şasi.")
8
Şekil–7 Karoser ve şasi patlamış görünüm.
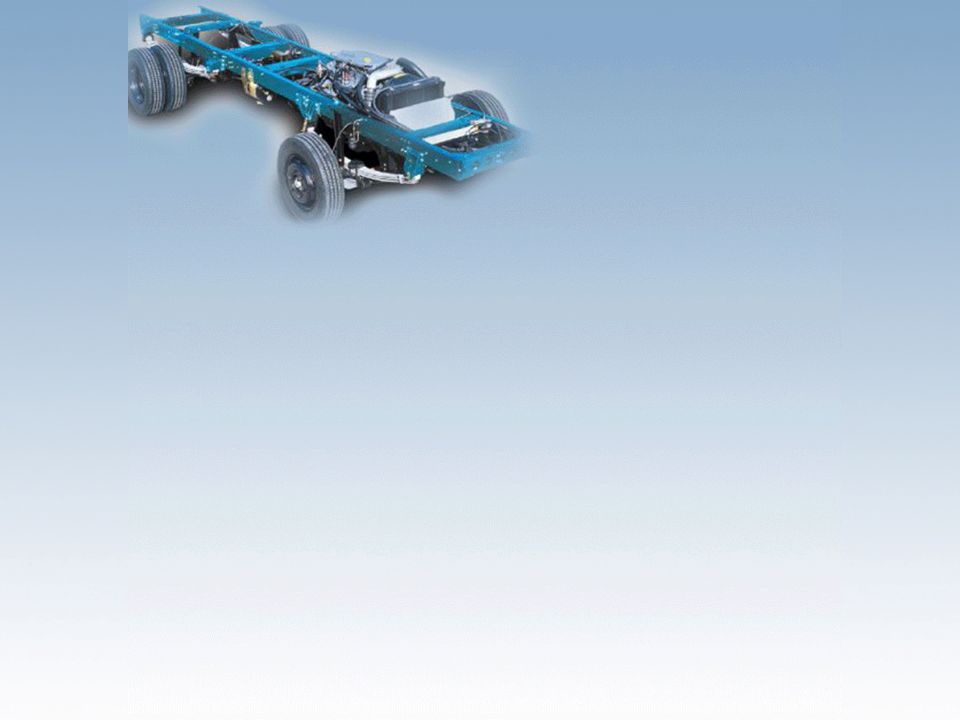
Şekil–8 Şasi, yürüyen aksam ve yardımcı aksamlar montaj görüntü.

9
1.2.2 Karoser Katı Tip Katı karoser tipinde, karoser gövdesi kapalı görünüş kesitli çubuklarla çatılır ve bir kafes sistem oluşturulur. Daha sonra dış yüzeyi sacla kaplanır. Oldukça eski bir sistemdir. Kamyon sürücü kabinlerinde son zamanlara kullanılmıştır. Şasisizdir ve tüm gövde taşıyıcıdır. Karma Tip Bu tip, şasi ve karoserin bir çeşit birleşiminden meydana gelmiştir. Taşıt bir platform şasi veya çatal şasi ile gövde sacının kaynakla veya cıvata ile birleştirilmesinden oluşur. Otomobil ve otobüslerde uygulaması vardır. Hücre Tip Taşıt gövdesi ayrı hücrelerden oluşur. Yolcu bölümü taşıtın ön ve arkasına göre korunmaya alınmıştır. Çarpışma anında ön ve arka hücreler daha elastik yapıldıkları için yolculara gelecek darbe asgariye indirilmiştir. 1.3 Şasi ve Karoser Profilleri Kamyon şasilerinde kiriş görünüşleri olarak açık görünüşlü kesitler kullanılır. Bunlar U görünüş veya şapka görünüştür. Bu görünüşlerin kullanılmasındaki amaçlardan biri baskıda şekil verildikleri için ucuza imal edilmeleri, diğeri ise bilhassa perçinle bağlantı yapıldığı zaman parçaların birbirlerine tasarım ve montaj açısından kolay bağlanabilmeleridir. Böylece hem boyuna kirişlerle traversler kolay birleştirilmekte, hem de şasi üzerine başka elemanların monte edilmesi problem olmamaktadır. Arazi taşıtı pikap gibi küçük taşıtlarda kapalı kesitli profiller kullanılır. Bu profiller açık kesitli profillere göre daha pahalıdır ve perçin bağlantısına gelmezler. Bunlar kaynakla birleştirilir. Kapalı kesitli profilden imal edilmiş şasilerin açık kesitli profilden imal edilmişlere göre burulma katılığı daha yüksektir. Tablo–1 de açık ve kapalı kesitlerin karşılaştırılması verilmiştir. Tablodan da anlaşıldığı gibi, yaklaşık aynı ağırlıktaki her üç kesitten kapalı profiller burulma katılığı bakımından açık profile nazaran daha büyük değerlere ulaşmaktadır.

10
Tablo–1 1.3.1 Açık U Profil Özellikle boyuna taşıyıcı olarak kullanılır. Büyük eğilme mukavemeti ve büyük olmayan burulma mukavemet momentine sahiptir.

11
1.3.2 Kapalı Kutu Profil Boyuna taşıyıcılarda kullanılır. Kütlesi fazladır. Eğilme ve burulma mukavemet momentlerini yükseltir. 1.3.3 Boşaltılmış Kutu Profil Boyuna ve enine taşıyıcılar için kullanılır. İçi boşaltılmış kaynatılmış saç levhalar burulma mukavemet momentini artırır. Boşaltılan kısım kütlenin azaltılması için yapılır. Zikzak formundaki kaynatılmış saçlar eğilme ve burulma mukavemet momentlerini yükseltir. Kütleyi azaltır. 1.3.4 Kapalı Boru Profil Boyuna ve enine taşıyıcılarda kullanılır. Burulma mukavemet momentini yükseltir. Taşıcının kıvrımları kolay ve ucuz imal edilebilir.

12
Kapalı Elips Profil Enine ve boyuna taşıyıcılarda kullanılır. Burulma mukavemet momentini yükseltir. 1.4 Şasi ve Karoser Bağlantı Yöntemleri Günümüzde önemini iyice artıran otomobiller birçok parçanın bir araya gelmesiyle oluşur. Birbirinden bağımsız olan bu parçalar birbirlerine çeşitli bağlama teknikleri ile bağlanırlar. Bu bağlama yöntemleri arasında cıvata, perçin, kaynak ve yapıştırma yer alır. Biz bu çalışmada taşıt şasi bağlantılarında yaygın olarak kullanılan kaynak ve perçin bağlantılarını; kendi içinde üstünlüklerini ve zayıf yanlarını, birbirleri ile kıyaslamalarını ve taşıtlarda kullanımını inceleyeceğiz 1.4.1 Kaynak Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir. Kaynak tekniği, gerçekte bir grup birleştirme yönteminin genel adıdır. Kaynak bağlantı tipi olarak otomotiv sanayinde kolay uygulanabilir olması, amaca uygunluk ve ekonomiklik açısından en çok MIG kaynak yöntemi tercih edilir. Kaynaklı tasarımların şekillendirilmesinde göz önünde bulundurulması gereken hususları şöyle sıralayabiliriz.

13
fazla zorlanır ve taşıma kapasitesi düşer.
1- Kuvvet çizgileri kaynak dikişi içinde yön değiştirmemelidir. Örneğin alın kaynağı yerine bindirme kaynağı kullanılırsa, kesme gerilmesi oluşacağından dikiş kesiti fazla zorlanır ve taşıma kapasitesi düşer. Bindirme kaynağı olumsuz etki yapar. Kaynak dikişi, kuvvetin yön değiştirme bölgesinde olmamalıdır.

14
Kaynak dikişlerinin yük taşıma kapasiteleri.
2- Kaynak dikişlerinde kuvvet akis çizgilerinin düzgün olmasına dikkat edilmelidir. Buna göre alın kaynağı (c) bindirme kaynağına (a ve b), köse kaynağında oyuk köse dikişi (f) düz köse dikişine (e) ve bu da bombeli köse dikişine (d) tercih edilmelidir. a b c Kaynak dikişi içindeki kuvvet akis çizgileri d e f Kuvvet akis çizgilerinin kaynak dikişindeki dağılımı
 bindirme kaynağına (a ve b), köse kaynağında oyuk köse dikişi (f) düz köse dikişine (e) ve bu da bombeli köse dikişine (d) tercih edilmelidir. a b c. Kaynak dikişi içindeki kuvvet akis çizgileri. d e f. Kuvvet akis çizgilerinin kaynak dikişindeki dağılımı.")
15
3- Birbirinden farklı kalınlıktaki iki parçanın alın kaynağında, kalın olan parça kaynak dikişine doğru küçük bir eğimle inceltilerek, kaynak bölgesinde kalınlık değişiminin kademe seklinde keskin olmaması sağlanmalıdır, (b). Veya ince olan parçanın her iki tarafı kaynak edilmelidir, (c). Kaynak bölgesinde ani kalınlık değişimi, mukavemet bakımından sakıncalı olup çentik etkisini arttırır. Özellikle dinamik yük etkisinde bu durum daha büyük öneme sahiptir. Farklı kalınlıktaki sacların alın kaynağında; kalın sac, ince sac kalınlığına kadar işlenerek, bağlantının dinamik yük taşıma yeteneği arttırılır. İnceltilmiş kısmın uzunluğu, ince sac parça kalınlığının üç katından az olmamalıdır. Farklı kalınlıktaki malzemelerin kaynağı. 4- Kaynak dikişinin kök kısmında oldukça büyük çekme gerilmesi yığılmaları meydana gelmektedir (a ve b). Bu nedenle eğilme etkisindeki parçalarda kaynak dikişi kökü çekme gerilmesi etkisinde kalmamalıdır. Çünkü kaynak kökü kaynağın kalitesi yönünden en zayıf bölgedir ve bu yüzden çekmeye karşı çok hassastır. Bu bölgeler genellikle basma etkisinde kalacak şekilde zorlanmalıdır. Kaynak dikiş kökü çekme etkisinde kalmamalıdır.
. Bu nedenle eğilme etkisindeki parçalarda kaynak dikişi kökü çekme gerilmesi etkisinde kalmamalıdır. Çünkü kaynak kökü kaynağın kalitesi yönünden en zayıf bölgedir ve bu yüzden çekmeye karşı çok hassastır. Bu bölgeler genellikle basma etkisinde kalacak şekilde zorlanmalıdır. Kaynak dikiş kökü çekme etkisinde kalmamalıdır.")
16
Kaynak dikişinin yeri uygun seçilmelidir
Aşağıdaki şekildeki a, b ve c uygun değil; d, e, f ve g uygun kaynak dikişleridir. 5- Kaynak işlemi sırasında parçaların maruz kaldığı farklı sıcaklıklar nedeni ile dikiş bölgesinde ısıl gerilmeler oluşur. Bu gerilmeler ise kaynak edilen parçalarda şekil değiştirme ve çarpılmalara sebep olur. Bunu önlemek için: a) Kaynak dikişleri az ve basit olmalıdır. Bu amaçla kaynak edilecek parçalar sekil bakımından basit (levha, silindir, profil vb.) ve yeteri kadar büyük olmalıdır. b) Kalın ve kısa kaynak dikişleri yerine, ince ve uzun dikişler tercih edilmelidir. c) Nispeten büyük parçalar kaynak işleminden sonra gerilme giderme tavlamasına tabi tutulmalıdır. 6- İşletme anında gelecek kuvvetlerin oluşturacağı gerilmeleri doğru değerlendirip, tasarımda kaynak dikişinin yeri, gerilmelerin sıfır veya çok az olduğu bölgeler olacak şekilde seçilmelidir, (a). Kaynak dikişi hatalı bir şekilde gerilmelerin en çok olduğu bölgeye yapılacak olursa, kaynağın sebep olabileceği çentik ve iç gerilmeler nedeni ile gerçekte karşılaşılacak gerilmeler hesaplanandan çok daha büyük olacak ve emniyet gerilmesi aşılabilecektir. (b veya c) tercih edilmelidir. Kaynak dikişinin yeri uygun seçilmelidir
 Kaynak dikişleri az ve basit olmalıdır. Bu amaçla kaynak edilecek parçalar sekil bakımından basit (levha, silindir, profil vb.) ve yeteri kadar büyük olmalıdır. b) Kalın ve kısa kaynak dikişleri yerine, ince ve uzun dikişler tercih edilmelidir. c) Nispeten büyük parçalar kaynak işleminden sonra gerilme giderme tavlamasına tabi tutulmalıdır. 6- İşletme anında gelecek kuvvetlerin oluşturacağı gerilmeleri doğru değerlendirip, tasarımda kaynak dikişinin yeri, gerilmelerin sıfır veya çok az olduğu bölgeler olacak şekilde seçilmelidir, (a). Kaynak dikişi hatalı bir şekilde gerilmelerin en çok olduğu bölgeye yapılacak olursa, kaynağın sebep olabileceği çentik ve iç gerilmeler nedeni ile gerçekte karşılaşılacak gerilmeler hesaplanandan çok daha büyük olacak ve emniyet gerilmesi aşılabilecektir. (b veya c) tercih edilmelidir. Kaynak dikişinin yeri uygun seçilmelidir.")
17
8- Mukavemetin düşürülmemesi için düğüm noktalarından kaçınılmalıdır.
7- Çentik etkisi bakımından yan köse kaynağı (a), alın köse kaynağından (b) daha uygundur. Yan köşe kaynağı alın köşe kaynağına tercih edilmelidir. 8- Mukavemetin düşürülmemesi için düğüm noktalarından kaçınılmalıdır. Kaynakta düğüm noktasından kaçınılmalıdır.
, alın köse kaynağından (b) daha uygundur. Yan köşe kaynağı alın köşe kaynağına tercih edilmelidir. 8- Mukavemetin düşürülmemesi için düğüm noktalarından kaçınılmalıdır. Kaynakta düğüm noktasından kaçınılmalıdır.")
18
İşlenecek yüzeylerde kaynak dikişi olmamalıdır.
9- Kapalı ve içi bos kesitler elde etmek için Şekildeki örneklerden yararlanılabilir. İç kısmından kaynak yapılamayan küçük içi bos kesitler için (a) örneğindeki gibi yalnız dış köse dikişleri kullanılabilir. Daha büyük kesitler için (b) deki gibi kaynak yapma veya (c) deki gibi önceden yardımcı parça kaynak edilmesi daha uygundur. Ayrıca içi bos kesitler için (d) deki gibi profil parçalardan yararlanılabilir. İnce cidarlı içi bos kesitler için ise (e) deki yöntem seçilmelidir. 10- Kaynak dikişi işlenecek yüzeylere konmamalıdır. Aksi halde hem isçilik artar hem de kaynaklı kısmın islenmesinde güçlük çekilir. İşlenecek yüzeylerde kaynak dikişi olmamalıdır.
 örneğindeki gibi yalnız dış köse dikişleri kullanılabilir. Daha büyük kesitler için (b) deki gibi kaynak yapma veya (c) deki gibi önceden yardımcı parça kaynak edilmesi daha uygundur. Ayrıca içi bos kesitler için (d) deki gibi profil parçalardan yararlanılabilir. İnce cidarlı içi bos kesitler için ise (e) deki yöntem seçilmelidir. 10- Kaynak dikişi işlenecek yüzeylere konmamalıdır. Aksi halde hem isçilik artar hem de kaynaklı kısmın islenmesinde güçlük çekilir. İşlenecek yüzeylerde kaynak dikişi olmamalıdır.")
19
11- Kaynak sırasında meydana gelen farklı soğuma hızlarından dolayı büzülme gerilmeleri ve sekil değiştirmeler için önlemler alınmalıdır. a) İç köse dikişleri olanaklar çerçevesinde çift dikiş olarak yapılmalıdır. b) İnce levhalar kaynak sonrası oluşan gerilmelerden dolayı deformasyona uğrarlar. Bu nedenle ince levhalar yerine kalın levhalar kullanılmalıdır. c) İşlenmiş parçaların üst üste kaynak edilmesinde yüzeyler arasında gaz sıkışmasını önlemek için delik açılmalıdır. İnce levha yerine kalın levha tercih edilmelidir. İç köse dikişler çift yapılır Delik açılarak gaz sıkışması önlenmelidir. 12- Kaynaktan dolayı parçalarda çekme olacağı dikkate alınarak, birleştirilecek parçaların birbirlerine göre konumlarına başlangıçta bir tür ön deformasyon verilebilir. Örneğin iki parça arasındaki açının alın kaynağında 180° den, köşe kaynağında ise 90° den biraz fazla alınması öngörülmektedir (a). Bu ön deformasyon yeterince deneyim sahibi olmayı gerektirir ve üretim açısından her zaman mümkün olmayabilir. Alın ve köse kaynağında her bir pasoda çeşitli kaynak sıraları uygulanarak çekmenin en aza indirgenmesi sağlanabilir. Çift yönlü köse dikişlerinde bir sağ, bir sol tarafa kaynak yapılarak 90° lik açının değişmesi önlenir. (b).
 İç köse dikişleri olanaklar çerçevesinde çift dikiş olarak yapılmalıdır. b) İnce levhalar kaynak sonrası oluşan gerilmelerden dolayı deformasyona uğrarlar. Bu nedenle ince levhalar yerine kalın levhalar kullanılmalıdır. c) İşlenmiş parçaların üst üste kaynak edilmesinde yüzeyler arasında gaz sıkışmasını önlemek için delik açılmalıdır. İnce levha yerine kalın levha tercih edilmelidir. İç köse dikişler çift yapılır. Delik açılarak gaz sıkışması önlenmelidir. 12- Kaynaktan dolayı parçalarda çekme olacağı dikkate alınarak, birleştirilecek parçaların birbirlerine göre konumlarına başlangıçta bir tür ön deformasyon verilebilir. Örneğin iki parça arasındaki açının alın kaynağında 180° den, köşe kaynağında ise 90° den biraz fazla alınması öngörülmektedir (a). Bu ön deformasyon yeterince deneyim sahibi olmayı gerektirir ve üretim açısından her zaman mümkün olmayabilir. Alın ve köse kaynağında her bir pasoda çeşitli kaynak sıraları uygulanarak çekmenin en aza indirgenmesi sağlanabilir. Çift yönlü köse dikişlerinde bir sağ, bir sol tarafa kaynak yapılarak 90° lik açının değişmesi önlenir. (b).")
20
olacağından en az 0,3 s kadar bir bindirme yapılmalıdır.
a) Ön deformasyonla kaynak sonrası çekmenin önlenmesi. b) Kaynakta paso sırası 13- Saç parçaların köse kaynağında bindirme olmaksızın kaynak yapmak çok zor olacağından en az 0,3 s kadar bir bindirme yapılmalıdır. Köse kaynağında bindirme yapmak zorunludur.
 Ön deformasyonla kaynak sonrası çekmenin önlenmesi. b) Kaynakta paso sırası. 13- Saç parçaların köse kaynağında bindirme olmaksızın kaynak yapmak çok zor. olacağından en az 0,3 s kadar bir bindirme yapılmalıdır. Köse kaynağında bindirme yapmak zorunludur.")
21
Dinamik zorlanmalar iç köse dikişler için tehlikelidir.
14- Dinamik gerilmelere maruz iç köse dikişleri çentik etkisini önlemek için içbükey yapılmalıdır. Aksi halde dinamik zorlanmalar sonucu kaynak dikişi kısa sürede çatlayabilir. Dinamik zorlanmalar iç köse dikişler için tehlikelidir. 1.4.2 Perçin Bağlantıları Perçin bağlantıları, sistemin kuvvet ve momentinin dengeli dağılmasına imkân veren, esnekliğinden dolayı titreşimlere karşı dayanıklı, diğer bağlama şekillerinin uygulanamadığı basit konstrüksiyonlarda emniyetli birleştirme yapan, metal ile metal olmayan deri, plastik, tekstil vb iki parçayı veya farklı malzemeden iki elemanı birbirine bağlayan, az sayıda malzemeler için ucuz ve fazla avadanlık gerektirmeyen çözülemeyen bir bağlantı şeklidir. Perçin bağlantılarında, kaynak bağlantılarında olduğu gibi ergime sonucu moleküler yapıda değişme; ısıl etkilerden dolayı kontrol edilemeyen iç gerilmeler etkisiyle konstrüksiyonda çekme ve çarpılmalar meydana gelmez. Hafif metallerin birleştirilmesinde genellikle perçin bağlantısı kullanılmaktadır. Gelişen kaynak tekniğinin sağladığı daha kısa zamanda daha ucuz ve hafif bağlantılar, perçinin uygulama alanlarını çok daraltarak kaynak bağlantılarının kullanılamadığı özel hallerde sınırlamıştır. Çelik yapılarda, ayrı inşaat gruplarının birleştirilmesinde perçin bağlantıları kaynak bağlantıları ile kullanılmaktadır. İnşaat yeri de kaynak edilmesi çok zor veya imkânsız olan çelik yapıların ucuza mal edilmesi için, rahat ve verimli çalışma ortamı olan atölyelerde kaynak konstrüksiyonları hazırlanıp monte edilmek üzere şantiyelere nakliye edilmektedir. Burada montaj perçin bağlantısı ile yapılmaktadır. Depo, hazne, basınçlı kap ve kazanların yapımında da, çok ince saçlar hariç kaynak bağlantısı

22
tercih edilmektedir. Ancak bunların tamirinde perçin bağlantısı kullanılmaktadır. Özel hallerde, örneğin çelik bir depo ile dökme demir bir flanşın birleştirilmesinde vb malzeme farkından ötürü perçin bağlantısı kullanma zorunluluğu vardır. Perçin bağlantıları farklı malzemeleri birbirine göre hareket edecek şekilde de bağlamaktadır. Perçin bağlantılarında kalite kontrolü, bağlantıya çekiçle vurularak çok basit şekillerde yapılabilir. Anormal ses çıkaran veya iyi yapılamamış bir bağlantıda bozuk perçinler, bağlanan elemanlara zarar vermeden kesilerek, yeniden bağlanması mümkündür. 1.4.3 Kaynak ve Perçin Bağlantılarının Fayda ve Sakıncaları 1- Perçin bağlantılarına göre kaynak konstrüksiyonların birleşme noktalarında ek levhalar, bindirme konstrüksiyonları ve azda olsa perçin başları olmadığı için ağırlıktan, perçin deliklerinin işçiliği dolayısıyla da maliyetten önemli bir tasarruf sağlanır. 2- Kaynak bağlantılarında perçin deliklerindeki gibi çentik etkisi olmadığı için malzemeden daha iyi bir şekilde yararlanılır. 3- Kaynak bağlantılarında, malzemede kaynak sonucu oluşan ve tespiti çok zor olan iç gerilmeler, çekmeler ve çarpılmalar oluşabilir. 4- Kaynak edilen bölgedeki malzeme ergiyip katılaştığından yapısı döküm yapısı niteliğinde olur. Kaynak dikişinden malzemeye geçiş bölgesindeki kristal yapı farkı mukavemete etki eder. 5- Kaynak dikişlerindeki iç gerilmelere, zorlanma sonucu oluşan dış gerilmelerin eklenmesiyle çok eksenli gerilme hali oluşur, bunun neticesinde de aniden görülen gevrek kırılma meydana gelebilir.

23
1.4.4 Kaynak ve Perçin Bağlantılarının Özellikleri
Kuvvet Taşıması: P.B. basınç ve sürtünme kuvveti, K.B. malzeme birleşmesi. Malzemenin Etkilenmesi: P.B. enkesit azalması, K.B. metalürjik olarak etkilenir. Farklı Malzemelerin Birleştirilmesi: P.B. sınırsız olarak mümkün, K.B. alaşımlı malzemelerde mümkün. Sızdırmazlık: P.B. birleşme noktasının mesafesine ve etki yüzeyine bağlıdır, K.B. normal olarak sağlanır. Sıcaklık Etkisi Altında Sızdırmazlık: P.B. kapatma basıncı sürekli sağlanmalıdır. Malzemenin akmasından kaçınılmalıdır, K.B. malzemenin sürünme davranışına dikkat edilmelidir. Normalde etkisi yoktur. Galvanik Yüzey Davranışı: P.B. önce, K.B. Sonra. Boyanabilirlik: P.B. imalattan önce ya da sonra, K.B. kesinlikle sonra. Atölyede Çalışabilme: P.B. imalat akışında çevrenin etkilenmemesi mümkün fakat gürültü oluşur, K.B. çoğunlukla özel atölye gerektirir. Atölye şartlarına dikkat edilmelidir. Sıçramalar olabilir. Şantiyede Çalışabilme: P.B. Mümkündür, K.B. mümkündür ancak hava akımlarına karşı koruma yapılmalıdır. Emisyon: P.B. gürültü, K.B. zararlı madde (duman gaz toz) ve sonraki işlemlerde ise gürültü oluşur. Korozyon Direnci: P.B. genellikle korozyon direnci yoktur, K.B. malzemeye bağlıdır. Şasi profillerinin bağlantıları ise sırasıyla; perçin, cıvata ve kaynak yöntemiyle olur. Bilhassa açık profil kesitli kirişlerin bağlantısının perçinle yapılması tavsiye edilir. Perçin bağlantısının avantajı şasinin elastikliğini artırmasıdır. Bu sayede şasiye gelen kuvvetler dengelenmiş olur ve kritik bölgelerde yüksek gerilmelerin doğması önlenir. Bu özellik kaynağa göre önemlidir. Açık görünüş kesitli kirişlerde perçin bağlantısının bir diğer önemli avantajı da
 ve sonraki işlemlerde ise gürültü oluşur. Korozyon Direnci: P.B. genellikle korozyon direnci yoktur, K.B. malzemeye bağlıdır. Şasi profillerinin bağlantıları ise sırasıyla; perçin, cıvata ve kaynak yöntemiyle olur. Bilhassa açık profil kesitli kirişlerin bağlantısının perçinle yapılması tavsiye edilir. Perçin bağlantısının avantajı şasinin elastikliğini artırmasıdır. Bu sayede şasiye gelen kuvvetler dengelenmiş olur ve kritik bölgelerde yüksek gerilmelerin doğması önlenir. Bu özellik kaynağa göre önemlidir. Açık görünüş kesitli kirişlerde perçin bağlantısının bir diğer önemli avantajı da.")
24
Şekil–9 Perçin bağlantısı.
şasi burulması olayında kesit çarpılmasına çok müsait olan açık profillerdeki çarpılmayı engellememesi veya kaynağa göre daha az engellemesidir. Yuvarlak ve kutu kesitli kapalı profillerde ise, perçin uygulaması zor olacağından kaynak bağlantısı tercih edilir. Zaten kapalı kesitlerde çarpılma problemi ihmal edilecek düzeydedir. Burulma katılığının fazla olması istenen şasilerde travers ve boyuna kiriş bağlantılarında perçin yerine kaynak bağlantısı tercih edilir. Kaynaklı şasilerde elbette kaynağa uygun malzeme kullanılmasına dikkat edilmelidir. Bu malzeme kaynak miktarı %0,2 ye kadar olan St42 veya St52 olabilir. Perçinle birleştirilen şasiler için daha çok karbon bakımından zengin St50, St60, St70 çelikleri kullanılmalıdır. Kaynaklı şasilerdeki en büyük sakınca, gerilme yığılmalarının mevcudiyetidir. Buda tabii olarak yorulma mukavemetine tesir eden önemli bir faktördür. Bu gibi gerilme yığılmalarına maruz kalabilecek kritik köşe ve bölgelerde anma gerilmesini perçinli şasiye göre %20 düşük tutmakta yarar vardır. Tabiî ki perçin bağlantısı yerine cıvatalı bağlantı kullanmakta mümkündür. Ancak bu yöntem pahalı olduğu için özel yöntemler hariç kullanılmaz. Karoser için kullanılan görünüş ve bağlantılara gelince; karoser imalatında kullanılan profiller ince saca kalıpta şekil verilerek elde edilir. Karoserin değişik yerlerine bağlı olarak, konstrüksiyona bağlı olarak değişik profiller dizayn edilir. İnce sac malzeme preste bükülür ve diğer bükülmüş ve şekil verilmiş saçlarla punta kaynağı yardımıyla birleştirilir. Böylece ince sac şekil mukavemeti yardımı ile taşıt gövdesinde kullanılabilir hale getirilir. Şekil–9 Perçin bağlantısı.

25
Şekil–10 Kaynak bağlantısı
1.5 Şasi ve Karoser Malzemeleri Şasi malzemesi olarak St42.2 yaygın olarak kullanılan bir malzemedir. Karbon miktarı 0.13–0.16 olan bir malzemenin akma sınırı 260 N/mm2 dir. Kaynağa çok iyi gelir. Pres altında rahatlıkla şekil verilebilir. Bundan başka St50, St52, St60 ve St70 çelikleri de kullanılır. Son üç malzeme daha çok kaynak kullanılmayan perçin bağlantılı şasiler için uygundur. Karbon oranları yüksek olduğu için kaynak kabiliyeti çok azdır. Karoser malzemesi olarak ise ince sac dediğimiz 3mm’nin altındaki sac malzeme kullanılır. Karoser sacı olarak kullanılan çelik St10 dur. Ayrıca hafif metal kullanımı da mevcuttur. Hafif metalin avantajı büyük sönüm kabiliyeti ve şekil verme kolaylığıdır. Korozyona karşı tercih edilen bir malzemedir. Karoser içinde ve kısmen veya tamamen dışında kullanılan metal olmayan suni malzemelerde vardır. Plastik türü veya elyaflı polyester gibi plastik türü malzemelerden daha çok taşıtın iç döşemesinde yararlanılır. Bazı yarış arabalarında ise taşıtın gövdesi kısmen veya tamamen elyaflı polyester gibi metal olmayan malzemelerle imal edilirler. Çeliğin özgül ağırlığı 7860 kg/m3 iken hafif metallerde bu değer 2800 kg/m3 cam yünü polyester gibi malzemelerde ise

26
1300 kg/m3 değerine kadar düşebilmektedir
1300 kg/m3 değerine kadar düşebilmektedir. Buna karşın aynı mukavemeti sağlayacak et kalınlığı çelikte 1mm iken hafif metallerde 1,4mm cam elyaflı polyesterlerde ise 1,6mm ye kadar yükselebilmektedir. Ağırlık açısından, aynı mukavemeti sağlayan 1mm et kalınlığındaki 1m2 yüzeyli sacın ağırlığı çelikte 7,8 kg iken hafif metallerde 2,8 kg cam yünü polyester malzemede ise 1,3 kg olmaktadır. 1.6 Taşıt Gövdesi Yüzey Koruma İşlemleri Taşıt yapısından beklenen mukavemetle ilgili niteliklerin işletme şartlarında işlevlerini öngörülen ömür süresi boyunca yerine getirebilmesi bir ölçüde yüzey koruma kavaramı ile doğrudan ilgilidir. Taşıt dış yüzeyinin korozyon aşınma ve çatlamalara karşı koruma altına alınması amacıyla yüzey koruma işlemleri uygulanır. 1.6.1 Korozyon Taşıt dış yüzeyindeki boyaların ve koruyucu tabakaların dökülmesi ile dış hava ile doğrudan temas başlar. Bu oksitlenmelere yol açar. Oksitlenme tek başına korozyon değildir. Ancak meydana gelen görüntüler korozyon görünümündedir. Korozyonu yalnız asitler oluşturur. Boyasız kalan şasi çeşitli kimyasal reaksiyonlarla karşı karşıya kalır. Havadaki nem, yol şartlarının meydana getirebileceği pislikler asit taşıyabilir. Özellikle hidroklorik asit, karoseri gereci ile girişeceği reaksiyonlarda aşındırıcı etkiye sahiptir. Korozyon ve diğer aşındırıcı etkenleri önlemenin tek yolu şasiyi boyalı tutmaktır. 1.6.2 Aşınma Taşıt şasi ve karoser bağlantılarındaki gevşeklikler aşınmalara yol açar. Gevşeyen parçalar hareket esnasında sürtünmek zorunda kalırlar. Sürtünme halinde bulunan yüzeylerden, malzeme istenilmediği halde kopup ayrılır. Bu şekilde, yüzeyler ilk şekillerini kaybederler; parçalar arsındaki boşluklar büyür. Gürültü ve titreşimler oluşabilir.

27
1.6.3 Çatlama Bu olay karoser zayıf noktalarında meydana gelir. İklim şartları, yol şartlarının oluşturduğu pislikler ile yapım hataları çatlamalara sebep olabilir. 1.6.4 Taşıtların Korozyondan Korunması Korozyon elektrokimyasal bir reaksiyondur. Anot ortamından katoda iyonların hareket etmesine yol açar. Metal iyonları çevredeki nemli havada bulunan hidroksil iyonları ile reaksiyona girer ve bunun sonucu olarak yavaş yavaş gelişen bir erozyon başlar. Bu kendiliğinden başlayan ve metalin kendi kendine aşınması olayına korozyon denir. Çevre sıcaklığının artması ve nemin içindeki klorürler korozyonu daha da hızlandırır. Şu halde dünyada hangi yörelerin araçlarda daha fazla korozyona yol açabileceği kendiliğinden anlaşılabilir. Yüksek sıcaklıkların bulunduğu havadaki nem fazlalığının ve fazla yağmurun yağdığı bölgeler araç çürümelerine zemin hazırlayan yerlerdir. Deniz suyunun araçlara sıçraması, kışın yollardaki buzun çözülmesini sağlamak amacı ile kullanılan tuz, endüstriyel bölgelerdeki havada bulunan kimyasal artıklar, özellikle kükürt bileşikleri taşıt karoserinin çürümesini hızlandıran sebepler arasındadır. Son on yıl içinde korozyon ile savaşmada galvanizli çelikler, çinko ile zenginleştirilmiş primer boyalar ve karoser ile şaside daha fazla plastik gereç kullanma gibi girişimlerle büyük aşamalar kaydedilmiştir. Diğer taraftan da tasarımda da bazı gelişmeler sağlanmıştır. Nemin toplanıp kalabileceği yerler, ya da çukurluklar asgariye indirilmiştir. Aracın alt kısımları yolun sıçratabileceği su ve diğer zararlı etkilerden korumak üzere koruyucu tabakalarla örtülmüştür. Ancak korozyonu önlemede fabrika sonrası bakımın büyük yararı vardır. Bu nedenle satış sonrasında aracın alt kısmının asfalt esaslı bir gereçle sıvanması pratiği geliştirilmiştir. 2. dünya savaşından sonra başlayan bu olay aracın alt kısmı ve çamurlukları 3-6mm kalınlığında asfaltla kaplanması işlemi idi. Fakat bu kaplama çok kalın olduğundan zamanla sertleşerek çatlıyordu. Çatladıktan sonrada nem tutucu bir etki yaparak korozyonu artırıyordu.

28
Pas önleyici bileşikler Son yıllarda alt kısımların, kapı ve çamurluk içlerinin kaplanmasında püskürtme metodu uygulanmaya başlandı. Böylece korozyonu önleyecek koruyucu tabakanın her tarafa daha etkili bir şekilde işlemesi mümkün olur. Diğer taraftan daha değişik kaplama gereçleri kullanılmaktadır. Özellikle değişik sıcaklıklarda elastikiyetin kaybetmeyen, metale daha iyi yapışabilen ve çatlama tehlikesinden uzak bileşikler taşıtın korunmasında daha etkili olabilmektedir. Modern pas önleyicilerden bazıları reçine esaslı, petrol solventler, pas önleyiciler ve dolgu gereçleri gibi gereçlerdir. Pas önleyiciler metal sabunlarını, yağlı asitleri ve fosfonat gibi gereçleri ihtiva edebilir. Dolgu gereci ise genellikle asbest esaslıdır. Pas önleyicilerden biri tiksotropik solventtir. Bu pas önleyiciyi Toyota kullanmaktadır. Yeni bir çalışma ürünü ise fosfat reçinesi ile meydana getirilen metalo organik bir bileşiktir. Bu bileşik metal yüzeylerine iyice yapışarak uzun bir süre korozyon önleyici etki gösterir. Koruyucu kaplama işleminin başarılı olabilmesi için temizlik önemlidir. Bu etkili temizlik ise buharlı yıkayıcılarla yapılandır. Temizlik işleminden sonra püskürtme metodu ile koruyucu kaplamanın yapılması en uygun olandır. İyi bir kaplamanın her tarafta işlemesini sağlamak üzere, kapı arkaları ve iç sütun içleri gibi yerlere13mm çapında bir delik açmakta önerilmektedir. Püskürtme işleminden sonra delikler tapalarla kapatılır. Püskürtme işlemi püskürtme yolu ile araçların korozyon ve pastan korunması için kaplanmasında seçilecek alet ve ekipmanda önemlidir. İşleyici bir püskürtme ve kaplama sağlayabilmek için 3–6 kg/cm2 basınçta bir hava püskürtmesi gerekir. Bu tür bir ekipmanda büyük bir sıvı tankının üzerine yerleştirilmiş bulunan piston tipi bir pompa vardır. Gelen havanın basıncını yaklaşık 12 kat arttırarak devreye yollar. Bu yüksek basınçlı hava özel olarak düzenlenmiş bulunan bir püskürtme memesine sevk edilir. Ancak pompa hava ile çalıştırılmasına rağmen sadece kaplama gerecini püskürtür. Onun için bu yönteme havasız püskürtme adı verilir. Çeşitli kaplama kalınlıklarını sağlayabilmek amacı ile farklı basınçlarla birlikte değişik ölçülerdeki püskürtme memeleri kullanılır. Genel olarak taşıt dış yüzeyinin boyanması ile korozyona karşı bir koruma sağlanır. 1.6.5 Yüzey Boyama İşleminden Beklenen Özellikler Optik Özellik Renk açısından; * Estetik * Trafikte fark edilebilirlik

29
Dış görünüm açısından;
* Düzgünlük * Parlaklık * Göz alıcılık Kullanım İle İlgili Özellik * Korozyona karşı dayanıklılık * Dış etkilere karşı mekanik dayanım * Elastisite Yüzey boyama işlemi muhtelif aşamalardan geçilerek gerçekleşir. Bunlar sırasıyla aşağıdaki gibidir. a) Ön İşlem Montajı bitmiş çıplak karoserin boyama işlemi bu aşamadan başlar ve kendi içinde şu kademelerden oluşur. * Karoser yüzeyinin muhtelif çözücülerle yağ ve tuzdan temizlenmesi * Yüzeyin çinko fosfatla kaplanması (8 mikron) * Yıkama * Hava üfleyerek kurutma b) Elektrolitik Banyo ( Katoferez) Bu işlemde yüzey belirli bir kalınlıkta tabaka ile kaplanır. ( 18–20 mikron). Elektrolitik banyo işleminde gövde banyoya daldırıldığında katot olarak bağlanmışsa işleme Katoferez, anot olarak bağlanmışsa Anoferez denir. Bu işlemi takiben karoser kademeli olarak temizlenir ve 180° C de belirli bir süre tutulur.
 Ön İşlem. Montajı bitmiş çıplak karoserin boyama işlemi bu aşamadan başlar ve kendi içinde şu kademelerden oluşur. * Karoser yüzeyinin muhtelif çözücülerle yağ ve tuzdan temizlenmesi. * Yüzeyin çinko fosfatla kaplanması (8 mikron) * Yıkama. * Hava üfleyerek kurutma. b) Elektrolitik Banyo ( Katoferez) Bu işlemde yüzey belirli bir kalınlıkta tabaka ile kaplanır. ( 18–20 mikron). Elektrolitik banyo işleminde gövde banyoya daldırıldığında katot olarak bağlanmışsa işleme Katoferez, anot olarak bağlanmışsa Anoferez denir. Bu işlemi takiben karoser kademeli olarak temizlenir ve 180° C de belirli bir süre tutulur.")
30
c) Ek Yerlerinin PVC ile Kaplanması
Ortalama bir taşıtın gövdesinde ek yerlerin uzunluğu 100–115 m civarındadır. Bu ek yerleri veya birleştirme yerleri çizgi halinde PVC ile kaplanır. Böylece hem sızdırmazlık hemde korozyona karşı dayanım elde edilmiş olur. d) Alt Yüzeyin PVC ile Kaplanması Yoldan gelecek dış etkilere karşı mekanik dayanım sağlamak amacıyla karoser alt yüzeyi PVC tabakası ile kaplanır. Kaplama kalınlığı 0,3–0,8 mm arasındadır. Ortalama bir taşıta yaklaşık 10–12 kg PVC malzeme kullanılır. Kaplama işlemini takiben temizlik ve 170° C belirli bir süre PVC kurutma işlemi uygulanır. Eğer hata varsa düzeltilir. e) Ara Tabaka Kaplama İşlemi Astar boyadan önce yaklaşık 18 mikronluk bir ara tabaka kaplaması yapılır. Bu tabakanın görevi boya tabakasına bir elastiklik vererek bilhassa yoldan gelecek taşlara karşı dayanıklılık sağlamaktır. f) Astar Boya Kaplama İşlemi Elle veya otomatik olarak son kat boyadan önce astar boyası atılır. Bu tabakanın kalınlığı yaklaşık 40 mikrondur. Bu işlemi takiben gövde yaklaşık 160° C de bir müddet kurutulur. Kurutma işlemini takiben hava varsa düzeltilir. g) Son Kat Boya Kaplama İşlemi Gerek elle gerekse otomatik olarak gövdeye son kat boya atılır. Daha sonra 130° C de bir süre kurutulur. Son kat boya tabakası kalınlığı 40 mikrondur.
 Alt Yüzeyin PVC ile Kaplanması. Yoldan gelecek dış etkilere karşı mekanik dayanım sağlamak amacıyla karoser alt yüzeyi PVC tabakası ile kaplanır. Kaplama kalınlığı 0,3–0,8 mm arasındadır. Ortalama bir taşıta yaklaşık 10–12 kg PVC malzeme kullanılır. Kaplama işlemini takiben temizlik ve 170° C belirli bir süre PVC kurutma işlemi uygulanır. Eğer hata varsa düzeltilir. e) Ara Tabaka Kaplama İşlemi. Astar boyadan önce yaklaşık 18 mikronluk bir ara tabaka kaplaması yapılır. Bu tabakanın görevi boya tabakasına bir elastiklik vererek bilhassa yoldan gelecek taşlara karşı dayanıklılık sağlamaktır. f) Astar Boya Kaplama İşlemi. Elle veya otomatik olarak son kat boyadan önce astar boyası atılır. Bu tabakanın kalınlığı yaklaşık 40 mikrondur. Bu işlemi takiben gövde yaklaşık 160° C de bir müddet kurutulur. Kurutma işlemini takiben hava varsa düzeltilir. g) Son Kat Boya Kaplama İşlemi. Gerek elle gerekse otomatik olarak gövdeye son kat boya atılır. Daha sonra 130° C de bir süre kurutulur. Son kat boya tabakası kalınlığı 40 mikrondur.")
31
h) Kalite Kontrol Boya işlemi bittiğinde kalite kontrol uzmanları tarafından son kontroller yapılır. i) Konserve Etmek Karoser içindeki bazı boşlukların özel bir vaksla doldurularak erişilemeyen boşluklarda rutubetin oluşmasını önlemek ve böylece korozyona karşı alınan önlemleri kuvvetlendirmek bu suretle mümkün olur. Bu işlemden hemen sonra sürülen vaks 100° C de kurutulur.
 Konserve Etmek. Karoser içindeki bazı boşlukların özel bir vaksla doldurularak erişilemeyen boşluklarda rutubetin oluşmasını önlemek ve böylece korozyona karşı alınan önlemleri kuvvetlendirmek bu suretle mümkün olur. Bu işlemden hemen sonra sürülen vaks 100° C de kurutulur.")
Benzer bir sunumlar