Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
ULTRASONİK MUAYENE YÖNTEMLERİ
Doç.Dr.Faruk Demir

2
ULTRASONİK MUAYENE Ultrasonik muayene, malzeme içerisinde bulunan hataların tespitinde kullanılan yöntemdir. Bu yöntem incelenmek istenilen malzemedeki süreksizlikleri tespit edebilmek için probtarafından üretilen yüksek frekanstaki ( MHZ) ses dalgalarının test malzemesi içerisinde yayılması ve bir süreksizliğe çarptıktan sonra tekrar proba yansıyarak prob tarafından algılanması esasına dayanmaktadır.
 ses dalgalarının test malzemesi içerisinde yayılması ve bir süreksizliğe çarptıktan sonra tekrar proba yansıyarak prob tarafından algılanması esasına dayanmaktadır.")
3
Prob tarafından algılanan dalgalar (piezoelektrik olay ile) elektrik sinyallerine dönüstürülür ve katod ısınları tübü ekranında malzeme içyapısının habercisi olan yankılar (ekolar) seklinde görülür. Ekran üzerinde 4 gözlenen ekoların konumları ve genlikleri süreksizliğin bulunduğu yer ve boyutları hakkında bilgi verir.

4
Metalik veya metalik olmayan malzemelerde beklenen hacimsel hatalar ile çatlak türü yüzey hatalarının tespiti için kullanılabilir. Yüksek frekanslı ses dalgaları piezoelektrik özelliği gösteren kuartz kristallerinin değişen bir akım uygulanırsa, kuartz kristallerinde mekanik titreşimler meydana gelir. Piezoelektrik özelliği olan malzemeye mekanik titreşim verilirse malzemeden elektrik akımı doğar. Piezoelektrik özellik, malzemelere verilen elektrik akımı karşısında bu malzemelerde meydana gelen boyut değişmesi olayıdır

5
Muayene parçasında ses hızı ve ses zayıflatması özelliklerinin bölgesel olarak güçlü değişimler göstermesi durumunda doğru değerlendirme yapmak güçleşir İri tane yapısı veya soğurma nedeniyle ses zayıflamasının çok fazla olduğu malzemelerde muayene bazen imkansız olabilir. Muayene için ulaşılabilir durumda yeterince geniş bir yüzey hazırlanmalıdır. Yüzey durumu muayene parametrelerini doğrudan etkiler. İnce parçaların muayenesi nispeten güçtür. Ses demeti eksenine paralel konumlanmış düzlemsel süreksizliklerin tespiti mümkün olmaz. Genellikle referans standard bloklara ihtiyaç vardır.

6
Ultrasonik ses dalgaları havadan geçemezler
Ultrasonik ses dalgaları havadan geçemezler. Bu nedenle ultrasonik ses dalgalarını üreten prob ile malzeme arasında ses dalgalarının malzemeye geçebilmesi için arada hava tabakası olmayacak. Bu nedenle; arada bir ultrasonik bağ yağ ile ve su ile oluşturulmalıdır. Temas muayenelerinde bu ultrasonik bağ genellikle gres ya da vazelin gibi bir yağ ile temin edilir. Buna karşın seri halde parça kontrollerinde ise muayene su içerisinde gerçekleştirilir. Buna daldırma muayenesi adı verilir.

7
Test sırasında kullanılacak prob (düz, açılı, daldırma tipi vs
Test sırasında kullanılacak prob (düz, açılı, daldırma tipi vs.) test parçasının malzemesi, geometrik sekli, boyutları ve isletme sartları göz önünde bulundurularak seçilmelidir. Bu yöntemde her muayeneden önce; uygun standart kalibrasyon blokları kullanılarak ekipman kalibre edilmelidir.
 test parçasının malzemesi, geometrik sekli, boyutları ve isletme sartları göz önünde bulundurularak seçilmelidir. Bu yöntemde her muayeneden önce; uygun standart kalibrasyon blokları kullanılarak ekipman kalibre edilmelidir.")
8
Ultrasonik muayene yöntemi şematik gösterimi

9
Ultrasonik dalgaların üretimi
Ses üretimi titreşim enerjisi üretmek demektir. Bir teli, bir zarı veya hava moleküllerini titreştirmek günlük hayattan bildiğimiz ses üretimi yöntemleridir. Ultrasonik dalgaların üretiminde ve algılanmasında «prob veya transduser» adı verilen düzenekler kullanılır. Probların yapımında çoğuz zaman « piezoelektrik» özelliğe sahip kristaller kullanılır. Piezoelektrisite yüksek frekanslarda enerji üretimine uygun tek temel olaydır.Bu yüzden ultrasonik muayenede genellikle piezoelektrik kristaller kullanılır. Piezoelektrik etki gösteren bazı malzemeler şunlardır: Kuvartz (SiO2), Lityum sülfat (LiSO4) baryum titanat (BaTiO3). Ultrasonik muayenede en çok baryum titanat seramiği kullanılmaktadır.
, Lityum sülfat (LiSO4) baryum titanat (BaTiO3). Ultrasonik muayenede en çok baryum titanat seramiği kullanılmaktadır.")
10
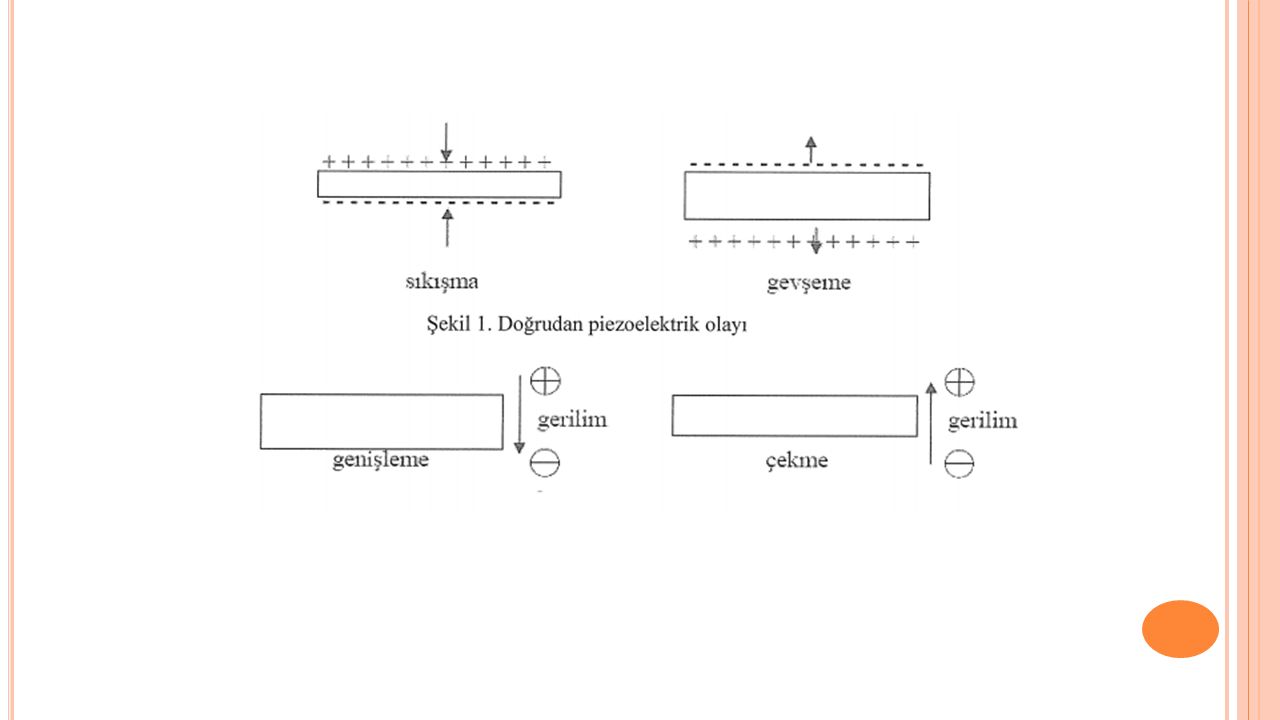
Bu tür krisatller belirli yönlerde basma yada çekme kuvvetine maruz kaldıklarında elastik deformasyonla birlikte yüzeylerinde eksi yada artı elektriksel yüklenme oluşur. Bu olaya piezoelektrik olay denir. Diğer taraftan bu kristallere belirli frekanslarda elektrik gerilimi uygulandığında o frekansta boyut değişimi(titreşim) yaparlar. (ters piezoelektrik olay)
 yaparlar. (ters piezoelektrik olay).")
12
Piezoelektrik etki ile üretilen titreşimlerin malzeme içerisine gönderilebilmesi için prob doğrudan veya dolaylı olarak muayene yüzeyi ile temas etmelidir. Prob bir enerjiyi başka bir enerji şekline dönüştüren bir düzenektir. Ultrasonik transdüserler, elektrik enerjisini ultrasonik enerjiye(yani mekanik enerjiye) ve ultrasonik enerjiyi de elektrik enerjisine dönüştürürler. Bu olaydan titreşimlerin algılanmasında (alıcı prob yapımında) yararlanılır. Yani doğrudan piezoelektrik olayı ultrasonik dalgaları algılamada, ters piezoelektrik olay ise ultrasonik dalgaları üretmede kullanılır.
 ve ultrasonik enerjiyi de elektrik enerjisine dönüştürürler. Bu olaydan titreşimlerin algılanmasında (alıcı prob yapımında) yararlanılır. Yani doğrudan piezoelektrik olayı ultrasonik dalgaları algılamada, ters piezoelektrik olay ise ultrasonik dalgaları üretmede kullanılır.")
13
Verici probdaki piezoelektrik kristalde elektrik titreşimlerinin mekanik titreşimlere dönüştürülmesi üretilen ultrasonik dalgalar malzeme içinde yayınırken farklı akustik özellikteki bölgelerin ara yüzeylerinden kısmen geçer veya yansır. Böylece alıcı proba gelen dalgalar probun piezoelektrik kristali tarafından tekrar elektrik titreşimlere dönüştürülür. Daha sonra ultrason cihazının ekranında elde edilen görüntüler ile parçada bulunan hatalar belirlenir.

14
Ultrasonik Muayenede Kullanılan Dalga Çeşitleri ve Özellikleri
Ultrasonik muayene için en yaygın kullanılan dalga türleri boyuna (basınç) ve enine (kesme) dalgalardır. Normal başlık (prob) denilen, sıfır derece giriş açısına sahip başlıklarla çalışılırken malzeme içinde ilerleyen dalgalar, boyuna dalgalardır. Açılı başlıklar ise malzeme içine genellikle 45°, 60° ve 70° giriş açısı ile (bu değerler çelik malzeme içindir) enine dalgalar gönderir.
 ve enine (kesme) dalgalardır. Normal başlık (prob) denilen, sıfır derece giriş açısına sahip başlıklarla çalışılırken malzeme içinde ilerleyen dalgalar, boyuna dalgalardır. Açılı başlıklar ise malzeme içine genellikle 45°, 60° ve 70° giriş açısı ile (bu değerler çelik malzeme içindir) enine dalgalar gönderir.")
15
Boyuna dalgalar: Basınç dalgaları da denir
Boyuna dalgalar: Basınç dalgaları da denir. Bu dalga türü yayıldığı ortamın parçacıklarını sıkışmaya ve gevşemeye zorlayarak hareket eder ve yayılma yönü titreşim yönü ile aynı paraleldir.

16
Enine dalgalar: Titreşim yönü yayılma yönüne dik olduğundan dolayı, enine dalgalara kesme dalgaları da denir. Enine dalgalar, yayıldıkları ortam parçacıklarını çapraz yönde çekmeye zorlarlar ve bu yüzden sadece katılarda yayılabilirler.

17
Yüzey dalgaları: Bu dalga türü, sadece malzeme yüzeyinde yayılabilmektedir. Yüzey dalgalarının hızı, aynı malzemede enine dalgaların hızının yaklaşık %90’ıdır ve malzeme yüzeyinden en fazla bir dalga boyu derinlikte yayınabilirler.

18
Ultrasonik Muayene Yöntemi ve Prensipleri 1) İletme Yansıma Yöntemi
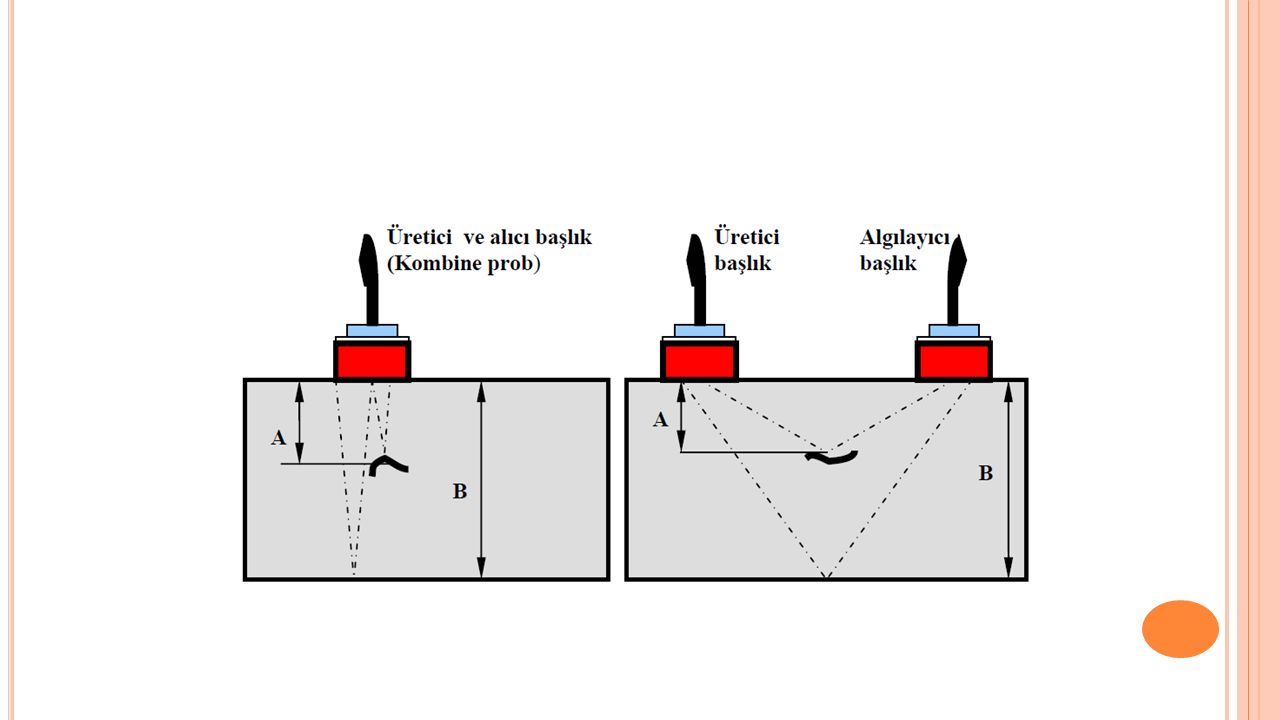
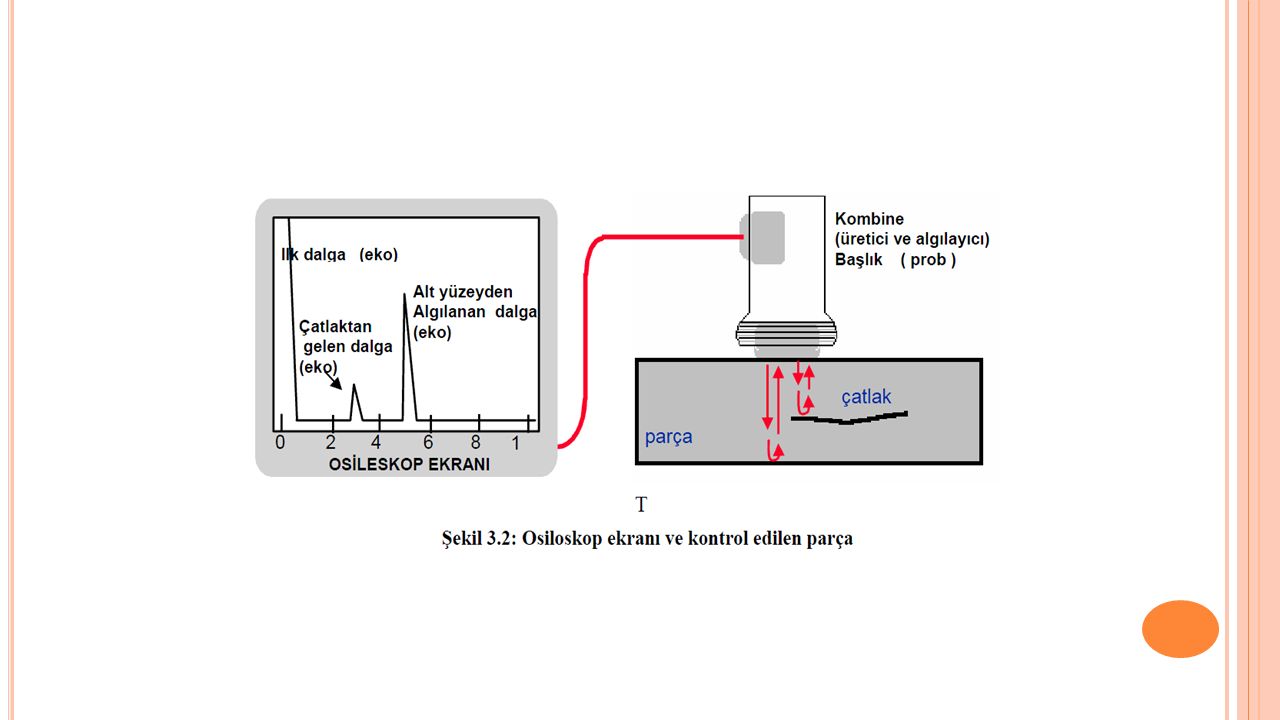
İletme ve yansıma metodu ile muayenesi yapılacak parçaya bir noktadan yüksek frekanslı ses dalgaları gönderilir. Bu dalgalar üretici başlık (prob) tarafından algılanarak osiloskop ekranında ekolar halinde görülür veya üretici başlığın verdiği ses dalgaları alıcı başlık tarafından yakalanarak yine osiloskop ekranında ekolar halinde görülür. Ekolara bakılarak parçada hata bulunup bulunmadığı tespit edilir.
 tarafından algılanarak osiloskop ekranında ekolar halinde görülür veya üretici başlığın verdiği ses dalgaları alıcı başlık tarafından yakalanarak yine osiloskop ekranında ekolar halinde görülür. Ekolara bakılarak parçada hata bulunup bulunmadığı tespit edilir.")
19
2)Rezonans Metodu Rezonans yöntemi ile muayenede parça üzerine gönderilen frekans ses dalgaları sabit değildir. Malzemenin doğal frekansı ile vericiden gelen ses dalgalarının frekansı aynı olunca genişlik artar. Genişliğin artışı osiloskop ekranındaki ekoya bakarak dalga boyları arasındaki mesafeden anlaşılır. Bu yöntem paralel yüzeyli malzemelerin kalınlıklarının ölçülmesinde de kullanılır.

20
Direnç kaynaklı parçanın hata tespiti

21
Osiloskop ekranını tanıma
Sinüs, kare, testere dişi gibi sinyalleri üretebilen araç yardımıyla işaretleri, dalga şekli olarak görmemizi sağlayan cihaza osiloskop denir. Osiloskop ekranı şekil de görülmektedir. Osiloskop dikey eksen genliği (V), yatay eksende (T) periyodu ifade eder.
, yatay eksende (T) periyodu ifade eder.")
22
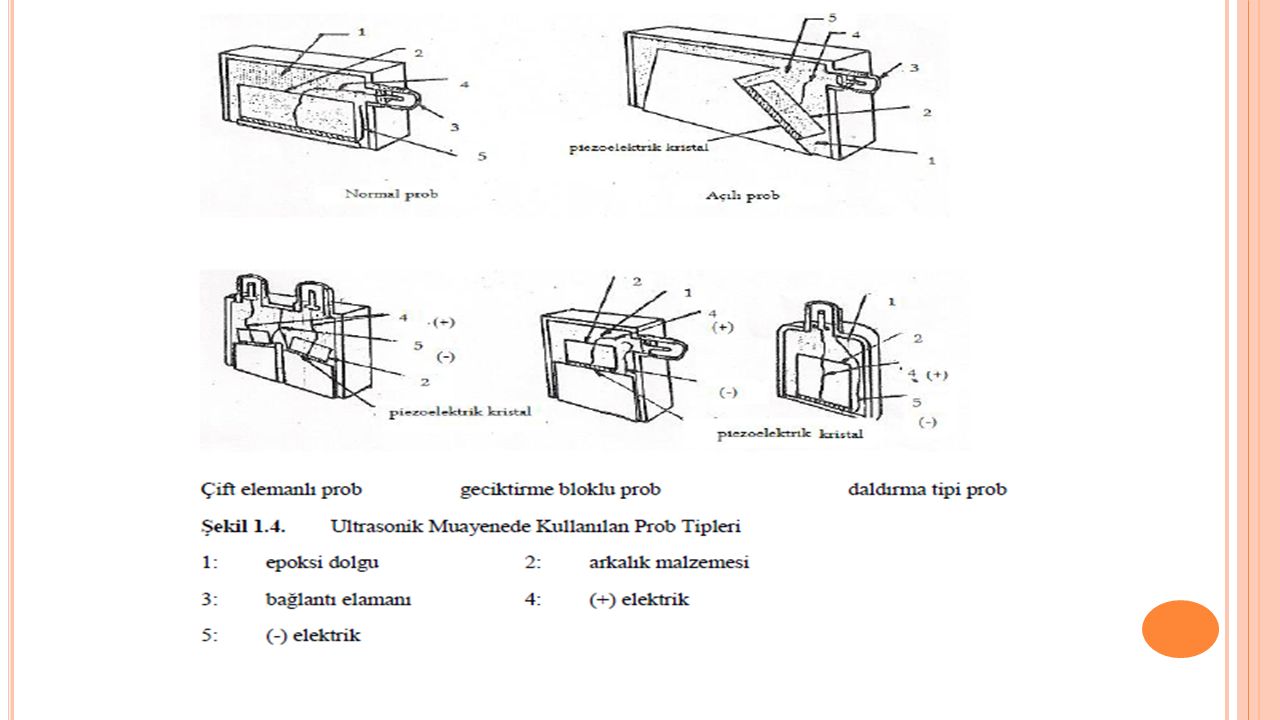
Probların seçimi 5 çeşit prob vardır. 1. Normal prob 2. Açısal prob 3. Daldırma prob 4. Çift elemanlı temas halinde kullanılan prob (1.si sinyal verir, 2.si sinyal alır) 5. Geciktirme bloklu prob Bunlardan birini kullanım yerine göre seçeriz
 5. Geciktirme bloklu prob Bunlardan birini kullanım yerine göre seçeriz")
23
Normal Prob: Dövme parçalar, kalıntılar, kofluk diye tanımlanan hatalar, segregasyonlar için ayrıca hadde ürünlerinde, katmerlerin bulunmasında, yırtılmalarda kullanılır. Ayrıca yorulma çatlakları, korozyon, erozyon ve gerilimli çatlaklar için kullanılır. Açısal Prob: Eğer bu hatalar parça ekseni ile belli bir açı yapabiliyorsa bu tip açısal probla bulunur. Bunlar daha çok kaynak hatalarının bulunmasında kullanılır. Bu hatalarda eksik kaynama, nüfuziyet azlığı, çatlaklar, cüruf kalıntıları, gözeneklilik gibi. Borularda ise çevresel ve boyuna çatlakların bulunmasında kullanılır.

24
Daldırmalı Prob: Seri kontrolde su ile yapılan muayeneler için kullanılan problardır. Çift Elemanlı Prob: Saç ve levhalarda kalınlık ölçmeleri ve katmer hatalarında, borularda cidar kalınlığı ölçmelerinde kullanılabilir ve kullanma yerlerinde cidar incelemelerinin tespitinde kullanılır. Geciktirme Bloklu Prob: Bu da çift elemanlı prob gibi daha çok kalınlık ölçmelerinde kullanılabilir ve yüzeye paralel olmayan hata yerlerinin tespitinde kullanılır.

27
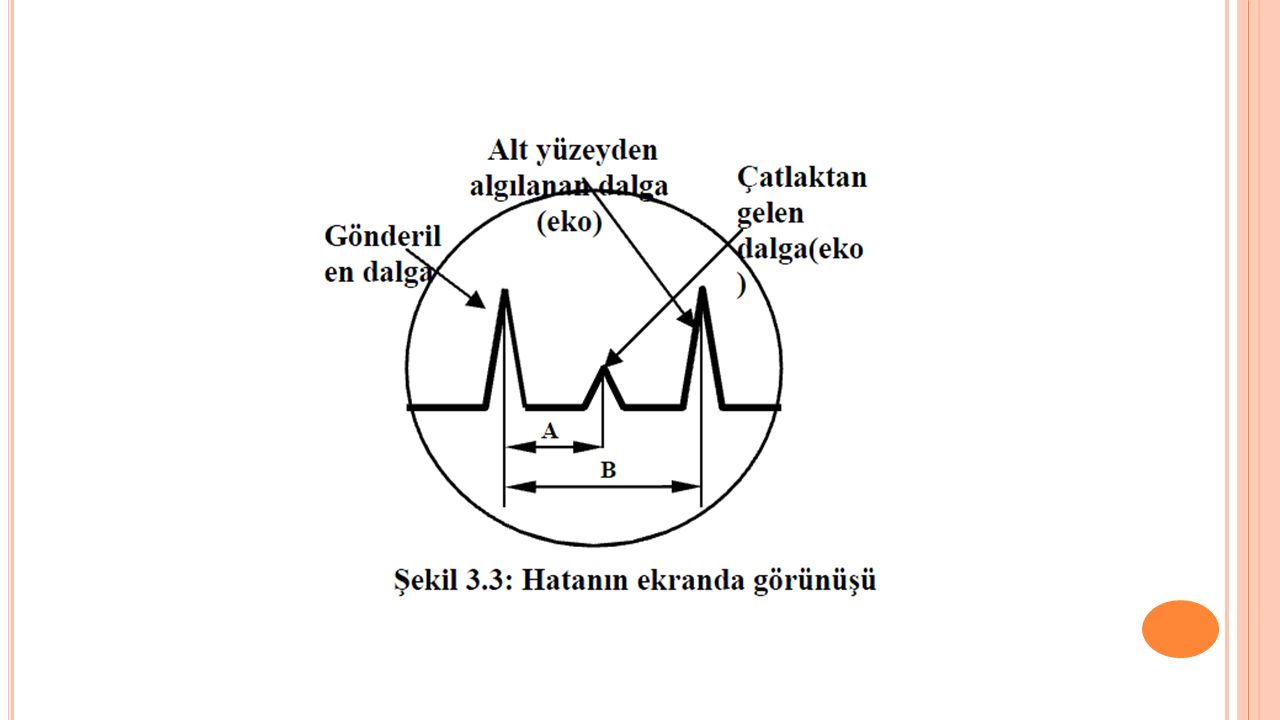
Osiloskop Ekranındaki Eko Boyuna Bakarak Hatanın Boyunu, Ekolar Arasındaki Mesafeye Bakarak Hatanın Yerini Doğru Tespit Edebilme Osiloskop ekranındaki eko boyuna bakarak hatanın boyu ekrandaki ölçü değerlerine göre hesaplanabilir. Ekolar arasındaki mesafeye bakarak hatanın ekranda görülen grafikteki ölçü değerlerine göre yeri tam olarak tespit edilebilir.

29
İletme Yansıtma Metodunda Paralel Yüzeyli Malzemelerde Malzeme Kalınlığını Tespit Edebilmek Varsa Hatanın Yerini de Doğru Tahmin Edebilme Paralel yüzeyli malzemelerin yüzey kalınlığı osiloskop ekranına yansıyan ekoların arasında ki mesafe, malzeme kalınlığının ölçüsüdür. Malzemede hata varsa osiloskop ekranında ilk eko ile son eko arsında kısa bir eko algılanır. Ekoların arsındaki mesafe göstergesinden dalganın yeri tespit edilir. Ekolar arasındaki mesafe şekil de gösterilmiştir

31
Ultrasonik Muayene Yöntemi ile Yapılabilecek Ölçümler
Boyut ölçülmesi (kalınlık gibi) •Boy ve kalınlık •Ultrasonik termometre (bir çubuğun sıcaklıkta boyut değiştirmesi tespit edilebilir.) • Yüzey sertliğinin ölçülmesi Özelliklerin tespiti a- Elastik modülü b- Tane büyüklüğü, ayrışan fazlar, kalıntılar, soğuk ve sıcak işlem dereceleri c- İç gerilmelerin tespiti Hataların (süreksizlerin ) tespiti
 •Boy ve kalınlık. •Ultrasonik termometre (bir çubuğun sıcaklıkta boyut değiştirmesi tespit edilebilir.) • Yüzey sertliğinin ölçülmesi. Özelliklerin tespiti. a- Elastik modülü. b- Tane büyüklüğü, ayrışan fazlar, kalıntılar, soğuk ve sıcak işlem dereceleri. c- İç gerilmelerin tespiti. Hataların (süreksizlerin ) tespiti.")
32
Ultrasonik Muayene Tekniğinin avantajları
Uygulama kolaylığı mevcuttur. Malzeme içerisindeki hataların tespitinde hassastır. Taşınabilir çok küçük cihazlarla kontrol yapılabilir. Muayene işlemi ile es zamanlı olarak sonuca varılmaktadır. Test sırasında malzemenin yalnızca bir tarafından uygun bir temas yeterlidir.

33
Özellikle kalın parçalarda, düzlemsel hataların daha duyarlı bir sekilde belirlenmesini sağlar.
Malzemedeki hataları üç boyutlu olarak tespit etmek mümkündür. Sarf malzemesi daha azdır.

34
Ultrasonik Muayene Tekniğinin dezavantajları
Probun yeterli teması sağlayamayacağı pürüzlü yüzeyler sorun yaratabilir. Her test öncesinde kalibrasyon blokları ve referans standartlar gerekir. Sinyallerin yorumlanması uzmanlık gerektirir. Yüksek derecede operatör deneyimi ve güvenilirliği gerektirir.

35
DİNLEDİĞİNİZ İÇİN TEŞEKKÜRLER..

Benzer bir sunumlar














 4-5 cm’ye kadar.>")


 Teftiş Sisteminde de bazı değişimleri beraberinde getirecektir (?) İlköğretim.>")

 Deneyi>")