Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
YALIN ÜRETİM

2
Yalın Üretim AUDİ BU KEZ ÜRETİM SİSTEMİ İLE ÖDÜL ALDI Pazartesi, 27 Eylül 2010 Kaynak: http://www.yalinenstitu.org.tr/ Audi, Alman Ticaret Gazetesi 'Automobil Produktion' tarafından her yıl düzenlenen yarışmada otomotiv alanında Yalın Üretim Ödülü'nü aldı. Audi, üretici kategorisinde tüm üretim tesisiyle bu ödüle layık görülen ilk firma oldu. Audi, çalışanlarının 'sıfır hata tekniği' önlemlerini geliştiren fikirleri bağımsız bir şekilde ve anında uygulamalarına imkân veren sistemiyle takdir topladı.

3
Bizlere Öğretilmiş Doğrular (!!!) Makinalar boş durmasın, hep üretsin. Gerekiyorsa stok üretimi yapsın… Stokları şişirdik, sermayeyi stoğa bağladık. Proseste sorun çıkarsa sakın makinayı durdurma, hataları sonra düzeltiriz… Hataları düzeltmeye çalıştık, düzeltilmeyenleri çöpe attık. Kalite kontrolle sağlanır, kontrol için hat sonuna kontrol elemanı koy… Tüm kontrol noktalarına rağmen müşterimize hatalı ürün gönderdik. Finansal göstergelerimiz iyi, toplamda karlıyız… Hangi müşteriden ne kadar kar ettiğimizi ve verdiğimiz değerin karşılığını ölçemedik.

4
Küresel Rekabetin Sancıları Siparişler zamanında yetişmiyor Kar marjı düşüyor Hatalı ürünler,müşteri iadeleri Müşteri siparişini sürekli değiştiriyor Stokları koyacak yer yok

5
stok düzeyi Kitle Üretimi arıza tedarik / malzeme akış iş gücü planlama set-up hata / tamir kapasite Beklet, biriktir alışkanlığı,

6
ÇARE???? YALIN DÖNÜŞÜM

7
“YALIN” Ne Demek? Yalın “Gösterişsiz, süssüz, sade” Yalın Düşünce “Sisteme yük getiren tüm israflardan arınma yaklaşımı”

8
Yalın Düşünce’nin Temeli Müşteri için Yaratılan “ DEĞER ”

9
Değer Nedir? Değeri üretici yaratır Değer ancak nihai müşteri tarafından tanımlanabilir Müşterinin : Parasını ödemeye hazır olduğu, İhtiyaçlarını belli bir zaman diliminde, Belli bir fiyattan karşılayan, Belli özelliklere sahip belli bir ürün ve/veya hizmet.

10
YALIN DÜŞÜNCE’NİN KÖKLERİ 1950’lerden itibaren Toyota-Japonya’da geliştirilen üretim yöntemi 1900’lerin başında ilk kez Ford-ABD’de kullanılan akış fikri Küçük ve dağınık pazarın gerektirdiği esneklik Savaş sonrası kıt kaynaklar Ustalık döneminin müşteri ve ürün odaklılığı 1980’lerde dünyaca tanındı (Dünyayı Değiştiren Makine) 1990’larda otomotiv sektöründe yayılım Toyota’nın sürekli başarısı Tüm imalat endüstrilerine yayılım 2000’lerde servis ve kamu alanlarında uygulamalar Türkiye’de Yalın uygulamalar için milat: Ekonomik Kriz 2001 YALIN DÜŞÜNCE’NİN KÖKLERİ
 1990’larda otomotiv sektöründe yayılım Toyota’nın sürekli başarısı Tüm imalat endüstrilerine yayılım 2000’lerde servis ve kamu alanlarında uygulamalar Türkiye’de Yalın uygulamalar için milat: Ekonomik Kriz 2001 YALIN DÜŞÜNCE’NİN KÖKLERİ")
11
11 The Machine That Changed The World (Dünyayı Değiştiren Makina) 1990’da yayınlandı 11 dilde 400.000 adet satıldı - James P. Womack - Daniel T. Jones - Daniel Roos The Machine That Changed The World (Dünyayı Değiştiren Makina) 1990’da yayınlandı 11 dilde 400.000 adet satıldı - James P. Womack - Daniel T. Jones - Daniel Roos
 1990’da yayınlandı 11 dilde adet satıldı - James P. Womack - Daniel T. Jones - Daniel Roos.")
12
SÜRDÜRÜLEBİLİR KÂRLILIK YALIN SİSTEM, ilk ham maddeden başlayıp nihai ürünün müşteriye ulaştırılmasına kadar olan üretim sürecinde, gereksiz ve / veya katma değer yaratmayan adım ve işlemleri tespit edip yok ederek veya yeniden tasarlayarak, katma değer yaratırken kaynak ve zaman kullanımını en aza indirmektir.

13
YALIN DÜŞÜNCE Doğadaki ilk ham madde Son kullanıcı 1. katman n. katman Ana sanayi Dağıtım stok gecikme Yalın Düşünce’nin temel amacı; müşteri için değer taşıyan mal ve hizmetin en düşük maliyet ve en kısa zamanda müşterinin hizmetine sunulmasıdır. Bunun için değerin, değer yaratma süreçleri boyunca hiç kesintisiz akıtılmasının sağlanması esastır.

14
YALIN DÜŞÜNCE Müşteriye mükemmel değer sunmak – Fiyat, kalite, teslimat, değişen ihtiyaçlara uyum İsraflardan arındırılmış yalın prosesler Değer yaratma prosesleri –Tasarım (kavramdan ürüne) –İmalat (siparişten teslimata) –Satış sonrası (ürün ömrü boyunca) YALIN DÜŞÜNCE
 –İmalat (siparişten teslimata) –Satış sonrası (ürün ömrü boyunca) YALIN DÜŞÜNCE")
15
Akış Süresi tasarımüretimdağıtım Değer yaratan faaliyet İsraf (Muda) Kaynaklarınızın tahminen büyük bir kısmını israf ediyorsunuz! YALIN DÜŞÜNCE

16
MÜKEMMEL PROSES Mükemmel bir proseste – müşteri yönünden değer doğru tanımlanmıştır ve her adım – müşteri için bir değer yaratır, – işi her seferinde doğru yapabilir, – her an kullanıma hazırdır, – küçük partilerle üretebilecek kadar esnektir, – kapasite boş kalmayacak ve darboğaz oluşturmayacak şekilde talep ile uyumludur. MÜKEMMEL PROSES

17
YALIN DÜŞÜNCE YAKLAŞIMI 1. DEĞER: Müşteri yönünden değer tanımlanır. 2. DEĞER AKIMI: Ürün bazında değer akım yolları ve israflar belirlenir. 3. AKIŞ: Değerin hiç kesintiye uğramadan, hızla, müşteriye doğru akması sağlanır. 4. ÇEKME: Müşterinin değeri çekmesi sağlanır, yani üretim akış hızı talebin hızına bağlanır. 5. MÜKEMMELLİK: Sürekli daha mükemmele ulaşılmaya çalışılır. Tek başına tekniklere odaklanmak yerine, daima ana ilkeleri hatırlayın! YALIN DÜŞÜNCE YAKLAŞIMI

18
Üretim akış süresi%90 Üretkenlik %100 Hata sayısı%80 Stok%90 Alan kullanımı%50 İş kazaları%50 Ürün geliştirme süresi%75 KAZANIMLAR

19
TÜRKİYE’DEN GERÇEK BİR ÖRNEK 6 AY1 YIL Akış süresinde kısalma% 59% 65 Proses içi stoklarda azalma% 40% 50 Verimlilik artışı% 38% 40-70 İlk seferde doğruluk artışı% 35% 15-280 Alan tasarrufu2.000 m 2 8.000 m 2

20
TÜRKİYE’DEN GERÇEK BİR ÖRNEK

21
Yalın Üretim Toyota sistemi israfın toptan kaldırılmasını amaçlar. 7 çeşit israf vardır. – Müşterinin istediğinden fazla üretmekten kaynaklanan israf – Beklemeden kaynaklanan israf – Taşımadan kaynaklanan israf – Sürecin kendisinden kaynaklanan israf – Gereksiz stoktan kaynaklanan israf – Gereksiz hareketten kaynaklanan israf – Kusurlu mal üretmeden kaynaklanan israf

22
Fazla üretimden kaynaklanan israf Fazla beklemeden kaynaklanan israf Gereksiz taşımadan kaynaklanan israf

23
Sürecin kendisinden kaynaklanan israf Stoktan kaynaklanan israf

24
Gereksiz hareketten kaynaklanan israf Kusurlu üretimden kaynaklanan israf İşçiden iyi yararlanamamaktan kaynaklanan israf

25
Müşterinin istediğinden fazla üretmeden kaynaklanan israf Ürün veya hizmete müşterinin istediği miktardan çok üretmek veya ödemeye razı olduğundan çok değer eklemek – Kaynakları bağlarız – İlave malzeme kullanırız – Süreci gerekli olmayan işle meşgul ederiz – Teslim süresini artırırız. Soru: Yaptığınız iş müşteri istekleri ile ne derece uyuşuyor? 25

26
Beklemeden kaynaklanan israf Bir faaliyetin bitişi ile diğerinin başlaması arasındaki erteleme: ◦ Bekleme teslim süresini uzatırken çıktı miktarını düşürür. Arızalar Malzeme, bilgi veya diğer kaynak eksikliği Kurma ve kurmaya hazırlık Red ve hatalar Soru: Sürecinizi yukarıdakileri tespit için gerçekten dökumante ettiniz mi? 26

27
Gereksiz taşımdan kaynaklanan israf Malzemenin gereksiz hareketi – Her hareket: Zaman alır Kuyruk yaratır Çalışanların aşırı bir şekilde yürüdüğünü görürsünüz Soru: Taşımayı süreç haritalarında gösterdiniz mi? 27

28
Gereksiz hareketten kaynaklanan israf İnsanların gereksiz hareketi: – İşyeri düzeni – İşyeri ergonomisi Soru – işyeri düzeni ergonomisi son olarak ne zaman incelendi? 28

29
Gereksiz stoktan kaynaklanan israf Gerekenden fazla tutulan stok: – İşletme sermayesini bağlarız – Teslim süresini veya çevrim süresini artırır – Kusurları gizler Soru: İşletmede gereksiz stokları saptamak için ne tür prosedürler var? 29

30
Sıfır stok Sıfır stok pratik bir yaklaşım değil ama bir hedef olarak koyulmalı Bundan amaç stoku mümkün olduğunca azaltmaktır Sıfır stok içim aşağıdaki adımlar izlenmeli – Stok miktarını yarısına indir – Kalanı yarısına indir – Kalanı tekrar yarısına indir – Son kalanı tekrar yarısına indir Gerçekten stok bulundurma ihtiyacın olup olmadığını Kendi kendine sor Gerektiği kadar stok bulundur

31
Hatalı mal üretmekten kaynaklanan israf Hatalı mal aşağıdakilerde israfa yol açar – Malzeme – İşgücü – Makine kapasitesi Soru– Hataları da düzeltmeyi içeren bir değer akış haritası çıkardınız mı? 31

32
İSRAFIN TÜRÜ: KARMAŞIKLIK İŞÇİLİK AŞIRI ÜRETİM ALAN ENERJİ HATALAR MALZEME ZAMAN TAŞIMA 32 Genellikle temin süresinin %95 i Değer Yaratmayan Aktivitelerden oluşmaktadır. Değer Yaratan 5% Değeri Olmayan DEĞER TANIMI Değeri Olmayan ama gerekli!

33
KAYIPLAR 8 Bir prosesin %90-95’den fazlası kaybolan “Zaman” veya “İş” den oluşur. Fazla Stoklar Ekonomik Olmayan Hareketler (Bir sonraki istasyona gitmek vbg.) Hatalı Ürünler (Tanımlamak, Temin etmek,Ortadan Kaldırmak) Gereksiz Çalışma Saatleri Bekleme Zamanları (Dengesiz İş Yüklemelerinden dolayı) Fazla Üretim Transport ( Parçalar bir yerde üretilir Montaj veya bir sonraki işlem için bir kat yukarı çıkartılır ) Zaman Kaybı ve Gereksiz İşler İşlemin Çekirdek Zamanı Temin Süresi “ Katma Değersiz İşler” “Katma Değerli İşler”
 Hatalı Ürünler (Tanımlamak, Temin etmek,Ortadan Kaldırmak) Gereksiz Çalışma Saatleri Bekleme Zamanları (Dengesiz İş Yüklemelerinden dolayı) Fazla Üretim Transport ( Parçalar bir yerde üretilir Montaj veya bir sonraki işlem için bir kat yukarı çıkartılır ) Zaman Kaybı ve Gereksiz İşler İşlemin Çekirdek Zamanı Temin Süresi Katma Değersiz İşler Katma Değerli İşler .")
34
KAYIPLARI OLUŞTURAN NEDENLER Yerleşim Planları ( Ara Uzaklıklar ) Alt ve Orta Yön. Görev Anlayışı Proses Odaklı Çalışma Tarzı Uzun Takım Değiştirme Zamanları İyi Çalışmayan Prosesler Yetersiz Bakım Onarım Yetersiz ve Yanlış Çalış. Yöntemleri Yetersiz Eğitim Verileri Dikkate Almamak Verimsiz Üretim Planlama Yetersiz İş Organizasyonu İlgisiz Performans Ölçütleri Tedarikçi Kalite ve Güvenilirliği Faydalanmadığımız Çalışanlarımız

35
Çekme üretim sistemi Kaynağında kalite Küçük parti miktarları Dengelenmiş üretim Standart süreçler ve parçalar Yakın tedarikçi ilişkileri Esnek kaynaklar Sabit iş akışı otomasyon 5 S Önleyici bakım Yalın üretim sistemlerinin özellikleri

36
İTME VE ÇEKME SİSTEMLERİ Çok aşamalı üretim prosesi için üretim kontrol sistemleri iki esas tipe ayrılmaktadır. Bunlar, “itme” ve “çekme” sistemleridir.

37
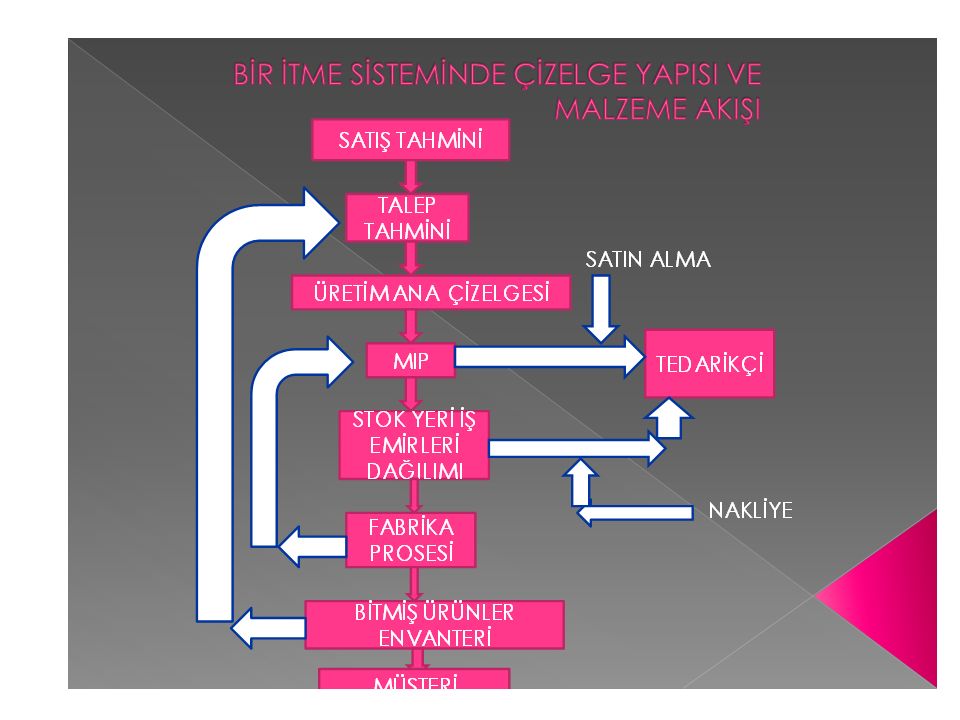
İTME SİSTEMLERİ İmalatçılar, genel olarak, üretim çizelgelerini talep tahminlerine göre hazırlamaktadırlar. Bu tür bir sistemde iş emirleri, üretim çizelgelerine göre atölyeye verilir. İşler, atölyede öncelik sırasına göre işlenir. İşlenilen parçalar bir sonraki atölyeye ya da stoğa gönderilir. Böylece malzemeler üretim çizelgelerine göre üretim boyunca ilerlerler. Bu sistemde üretim kontrol kısmı, çizelge üzerinde üretimi sürekli takip eder, planlanan ve gerçekleşen değerleri karşılaştırır ve sapmaları saptayarak minimize etmeye çalışır. Bu tür sistemler “itme sistemleri”dir.

38
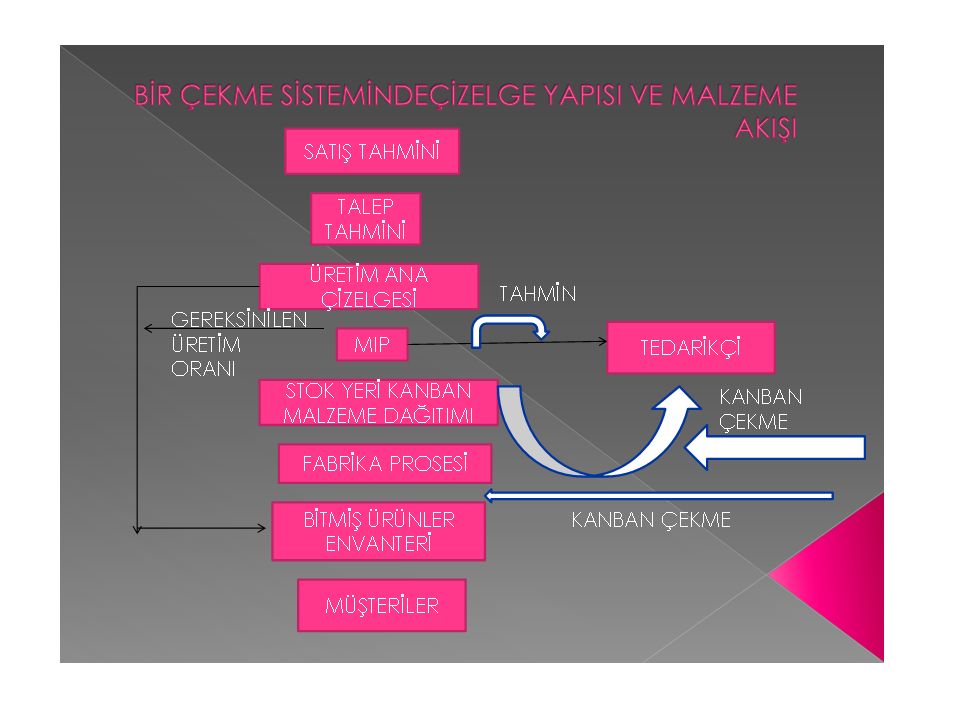
ÇEKME SİSTEMLERİ Çekme sistemlerinde sonraki proses önceki prosesin deposundan sadece kullandığı hız, miktar ve zamanda parçaları talep eder ve çeker. Bu sistemde sadece sınırlı miktarda stok tutulur. Malzeme hareketleri, gerçek kullanım oranına göre ayarlanır. Bu sistemde envanter dinamik yapıdadır.

39
MIP(MALZEME İHTİYAÇ PLANLAMASI) İtme sisteminin en belirgin uygulamaları Malzeme İhtiyaç Planlaması(MIP) ve İmalat Kaynak Planlaması’dır. Talep tahminleri, maliyetin azaltılması amacıyla toplu üretim planlaması yardımı ile toplu üretim ve satın alma kararlarına dönüştürülür. Bu toplu kararlar daha sonra, son ürünlere ait ana çizelgenin oluşturulmasında esas alınır. MİP, bu son ürünlerde kullanılan hammadde ve bileşen parçaları ayrıntılı olarak zaman bazına dağıtır.

40
TZÜ(TAM ZAMANINDA ÜRETİM) Çekme sisteminin en etkili uygulamalarından biri Tam Zamanında Üretim’dir. Tam Zamanında Üretim; israfı sürekli olarak ortadan kaldırmaya dayalı, mükemmelliğe ulaşmaya yönelik bir yaklaşımdır Tam Zamanında Üretim:Gerekli zamanda,gerekli yerde,yalnızca gerekli malzemeyi bulundurmayı amaçlayan malzeme hareketi ve iletimidir.

43
İTME VE ÇEKME SİSTEMLERİ ARASINDAKİ FARKLAR İ TME SİSTEMİ Üretim, gelecekteki talep tahminine göre yönlendirilir. Talepteki değişmeler, aşırı ve ölü stoğa neden olmaktadır. Oluşabilecek hatalara yönelik emniyet stokları oluşturulur. Prosesler arası bilgi akışı hızlıdır ÇEKME SİSTEMİ Üretim, mevcut talebe göre yönlendirilir. Talepteki değişmeler,sonraki prosesten öncekine aktarılabilir. Hatalar oluşmadan önlendiği için emniyet stoğuna gerek yoktur. Prosesler arası bilgi akışı yavaştır.

44
Çekme üretim sistemi Kaynağında kalite Küçük parti miktarları Dengelenmiş üretim Standart süreçler ve parçalar Yakın tedarikçi ilişkileri Esnek kaynaklar Sabit iş akışı otomasyon 5 S Önleyici bakım Yalın üretim sistemlerinin özellikleri

45
Kaynağında kalite Kaynağında kalite tüm işletmedeki tüm birimlere uygulanan ve kusurlu bir ürünün bir sonraki aşamaya geçmesini önleyen bir sistemdir. Kaynağında kalite için her bir makine operatörü kendi denetleyicisi gibi çalışmalıdır bunu için de kalite teknikleri konusunda eğitim almalıdır. Kaynağında kaliteyi uygulamanın diğer bir yolu jidoka va andon’u uygulamak bunlar makine ve makine operatörlerine bir anormallik durumunda uyarı işlevi görürüler.

46
Çekme üretim sistemi Kaynağında kalite Küçük parti miktarları Dengelenmiş üretim Standart süreçler ve parçalar Yakın tedarikçi ilişkileri Esnek kaynaklar Sabit iş akışı otomasyon 5 S Önleyici bakım Yalın üretim sistemlerinin özellikleri

47
Küçük parti miktarları parti: beraber satın alınan veya üretilen ürünler Kalıp değiştirme/kurma: bir üründen diğerinin üretimine geçmek için makinelerde yapılması gereken ayar ve kalıp değiştirme Tek haneli kurma: kurma işlemini 10 dk’nın altında yapılması

48
Küçük parti miktarları Ortlama stok miktarını düşürdüğü için Daha az alan ve sermaye yatırımı gerektirirler Süreçlerin birbirlerine daha da yakınlaşması sağlanır Kalite problemlerinin daha kolay tespiti sağlanır İş sıralamasını kolaylaştırır Daha sık kalıp değiştirmeyi gerekli kılar Copyright 2006 John Wiley & Sons, Inc.15-48

49
Çekme üretim sistemi Kaynağında kalite Küçük parti miktarları Dengelenmiş üretim Standart süreçler ve parçalar Yakın tedarikçi ilişkileri Esnek kaynaklar Sabit iş akışı otomasyon 5 S Önleyici bakım Yalın üretim sistemlerinin özellikleri

50
Dengelenmiş üretim İş istasyonlarındaki günlük iş yükü eşitse o zaman yalın üretim çok iyi işler Hizmet işletmeleri rezervasyon sistemi ve farklı fiyat politikaları kullanarak talebi yönetebilirler. Üretim işletmeleri için dengeli üretim her bir istasyonda günlük üretim miktarı ve çesidinin aynı olması ile sağlanabilir. karma model montaj hattı farklı modellerin aynı hat üzerinde küçük partiler halinde üretilmesidir.

51
Çizelgelemeden sapmaların azaltılması, müşteriye tam zamanında teslim. Tedarikçilerin de yapılan üretim çizelgelerinden haberdar edilmesi. Düzgünleştirilmiş iş yükleri: (Tekrarlı ve günlük) Üretimin değişken talebe göre ayarlanmasına, düzgün iş yükleri ya da üretimin düzgünleştirilmesi adı verilmektedir. Düzgün iş yükleriyle çalışabilmek için küçük partilerle sık üretim yapılması gerekmektedir. Klasik üretim anlayışında belirli bir periyotta parçalar büyük miktarlarda üretilir. Ancak JIT felsefesinde aynı miktardaki üretim aynı periyot içerisinde bir kaç defa üretilmektedir. Dengelenmiş üretim
 Üretimin değişken talebe göre ayarlanmasına, düzgün iş yükleri ya da üretimin düzgünleştirilmesi adı verilmektedir. Düzgün iş yükleriyle çalışabilmek için küçük partilerle sık üretim yapılması gerekmektedir. Klasik üretim anlayışında belirli bir periyotta parçalar büyük miktarlarda üretilir. Ancak JIT felsefesinde aynı miktardaki üretim aynı periyot içerisinde bir kaç defa üretilmektedir. Dengelenmiş üretim.")
52
Copyright 2006 John Wiley & Sons, Inc.15-52 Dengelenmiş üretim

53
Çekme üretim sistemi Kaynağında kalite Küçük parti miktarları Dengelenmiş üretim Standart süreçler ve parçalar Yakın tedarikçi ilişkileri Esnek kaynaklar Sabit iş akışı otomasyon 5 S Önleyici bakım Yalın üretim sistemlerinin özellikleri

54
Standart iş yöntemi ve parçalar Herhangi bir işte standart geliştirmek önemlidir. Tutarlı kalite Standard süreçleri geliştirmek daha kolaydır Bazen standartlar oluşturulur ama pratikte kullanılmaz İş geliştirme için ilk adım standartlaştırmadır Düşük stok miktarları Yüksek verimlilik Etkili bir yan sanayi ağı oluşlturulabilir Önleyici bakım programlarının uygulanması kolaydır

55
Çekme üretim sistemi Kaynağında kalite Küçük parti miktarları Dengelenmiş üretim Standart süreçler ve parçalar Yakın tedarikçi ilişkileri Esnek kaynaklar Sabit iş akışı otomasyon 5 S Önleyici bakım Yalın üretim sistemlerinin özellikleri

56
Tam zamanında satın almanın önemli unsurları Alıcı satıcı arasında işbirliğine dayalı uzun vadeli ilişkiler Tedarikçi seçiminin yalnızca fiyata değil kalite, zamanında teslim ve esneklik kriterlerine göre de yapılması Coğrafi olarak yakın tedarikçilerle çalışma Parçaları küçük miktarlarda standart konteynırlarda en az kırtasiye ile teslimi

57
Çekme üretim sistemi Kaynağında kalite Küçük parti miktarları Dengelenmiş üretim Standart süreçler ve parçalar Yakın tedarikçi ilişkileri Esnek işgücü Sabit iş akışı otomasyon 5 S Önleyici bakım Yalın üretim sistemlerinin özellikleri

58
Esnek kaynaklar Çok fonksiyonlu çalışanlar – Birden fazla işi yapabilirler – Sıkılmalarını önleyebilirsiniz – Eğitim gerekli Çok fonksiyonlu makineler – Genel amaçlı bu makinelerde farklı ürünler farklı miktarlarda üretilebilirler Copyright 2006 John Wiley & Sons, Inc.15-58

59
Çekme üretim sistemi Kaynağında kalite Küçük parti miktarları Dengelenmiş üretim Standart süreçler ve parçalar Yakın tedarikçi ilişkileri Esnek kaynaklar Sabit iş akışı otomasyon 5 S Önleyici bakım Yalın üretim sistemlerinin özellikleri

60
Sabit akış sistemi ve otomasyon Sabit akış sistemi: işyeri ürüne göre düzenlendiğinde katma değer yaratmayan kurma sürelerinin önüne geçilmiş olur Otomasyonun yüksek kalitede hızlı üretim yapmaya imkan verir

61
Çekme üretim sistemi Kaynağında kalite Küçük parti miktarları Dengelenmiş üretim Standart süreçler ve parçalar Yakın tedarikçi ilişkileri Esnek işgücü Sabit iş akışı otomasyon 5 S Önleyici bakım Yalın üretim sistemlerinin özellikleri

62
5 S – işyeri düzenlemesi Amaç, verimliliği ve iş güvenliğini artırmak için işyerinin temiz, düzenli ve kullanıma uygun tutulmasıdır. Sorunlar erken teşhis edilir, rahat ve güvenli çalışma ortamı yaratılır, etkin zaman yönetimine katkı sağlar.

63
5S kuralı Sınıflandırma (Seiri) Düzenleme (Seiton) Temizlik (Seiso) Standartlaştırma (Seiketsu) Disiplin (Shitsuke)
 Düzenleme (Seiton) Temizlik (Seiso) Standartlaştırma (Seiketsu) Disiplin (Shitsuke)")
64
Adım 1: Seiri – Ayır – Ayır ve Uzaklaştır Adım 2: Seiton – Düzenle – Düzenle ve Tanımla Adım 3: Seiso – Temizle – Günlük Temizle ve Kontrol et Adım 4: Seiketsu – Standartlaştır – Sık sık kontrol et Adım 5: Shitsuke – Standartı tuttur – Sürekliliği Sağlamak için Motive et “ 5 S” PROGRAMI “ 5 S” PROGRAMI

65
ADIM 1 : AYIR VE UZAKLAŞTIR ADIM 1 : AYIR VE UZAKLAŞTIR İhtiyaç duyulanı ihtiyaç duyulmayandan ayır ihtiyaç duyulmayanı yok et

66
ADIM 2 : SİSTEMATİZE EDİN,DÜZENLEYİN,TANIMLAYIN ADIM 2 : SİSTEMATİZE EDİN,DÜZENLEYİN,TANIMLAYIN «Herkesin doğru düzen ve düzensizliği farketmesi gerekir», herşeyin yeri olmalı herşey yerinde olmalı «rahatça ulaşabilmek için,düzenleyin ve tanımlayın »

67
Koruyucu Malzeme ve İlk Yardım Mahalli Yeşil «Kanban» Malzeme Alanı Mor Hurda Muhafaza Alanı Siyah/Beyaz Malzeme Çıkış Bölgesi Beyaz Malzeme Giriş / Tesellüm Bölgesi Kahve Yanmayan Dayanıklı Malzeme Ambar Alanı Yanıcı Malzeme Dolapları Sağlığa Zaralı Malzemeler Geçiş Yolları Sarı Sarı/Siyah “Yanıcı” ve “Tutuşucu Malzeme”nin bulunduğu Ambar alanı Kırmızı AnlamıRenk ADIM 2 : YER İŞARETLEMELERİ-RENK KODLARI ADIM 2 : YER İŞARETLEMELERİ-RENK KODLARI

68
« !» « Temiz bir işyeri kaliteyi, iş güvenliğini ve kendine güveni sağlar !» ADIM 3 : TEMİZLEYİN - HERGÜN TEMİZLEYİN VE KONTROL EDİN ADIM 3 : TEMİZLEYİN - HERGÜN TEMİZLEYİN VE KONTROL EDİN

69
«Kirlenmeyen nesnenin temizlenmesine de gerek yoktur» ADIM 4 : STANDARTLAŞTIRMA, SIK SIK KONTROL EDİN ADIM 4 : STANDARTLAŞTIRMA, SIK SIK KONTROL EDİN « 1 - 3 Adımlarını sık sık kontrol edin »

70
Üst Yönetim İlgi Duymalıdır Rolü Büyüktür !!!! Üst Yönetim İlgi Duymalıdır Rolü Büyüktür !!!! Tüm Üst Yönetim Seviyeleri ilgi duyarak katılmalı ve birlikte çalışmalıdırlar, Birim Yöneticileri her işgününün sonunda, çalışma alanlarının 5 S Prensipleri doğrultusunda düzenlendiğinden emin olmalıdır, Standart Çalışma sayesinde prensiplerin uygulandığı kontrol edilmelidir, Çalışma Alanı Kontrolu ve Neticeleri sayısallaştırılmalıdır, Birimdeki sayısal veriler / neticeler görülecek bir şekilde asılmalıdır. Yönetim İyi Örneklemeler ve Uygulamalarda bulunmalıdır: « Yanlız Talimat ve İfade değil,Uygulama/Gerçekleştirme !!!» ADIM 5 : STANDARTLARA UYUN,MOTİVASYON VE DEVAM...... ADIM 5 : STANDARTLARA UYUN,MOTİVASYON VE DEVAM......

71
Copyright 2006 John Wiley & Sons, Inc.15-71 İhtiyaç duyulmayan ekipman, araç, mobilya, duvarlarda, ilan tahtasında ve raflarda ihtiyaç duyulmayan şeyler. Eştyalar doğru yerlerde değiller, doğru yerler açık seçik tanımlanmamış, raflari, iş istasyonları ve ekipman yerleri iyi belirtilmemiş işi biten ekipman yerine koyulmamış Zemin, duvarlar, merdivenler, ekipma temiz değil, temizlik malzemeleri kıolaylıkla erişilecek uzaklıkta değil, işaretler kırık veya temiz değil Gerekli bilgi görünürde değil, standartlar bilinmiyor, kontrol formu kayıp, miktar ve sınırlar kolayca anlaşılmıyor, eşyalar 30 sn içerisinde bulunamıyor 5 S eğitimi almayan işçi sayısı; günlük yapılmayan 5S eğitimi; Sadece ihtiyaç duyulanları elde tut gerisini at Herşey için bir yer var ve herşey yerinde Temizleme ve temizlik ve organize olma için yollar araştırma İlk üçün yapıldığından emin ol Kurallara sıkı sıkıya uy Seiri (sort) Seiton (set in order) Seisou (shine) Seiketsu (standardize) Shisuke (sustain) 5ShedefElimine et veya düzelt
 Seiton (set in order) Seisou (shine) Seiketsu (standardize) Shisuke (sustain) 5ShedefElimine et veya düzelt.")
72
Çekme üretim sistemi Kaynağında kalite Küçük parti miktarları Dengelenmiş üretim Standart süreçler ve parçalar Yakın tedarikçi ilişkileri Esnek işgücü Sabit iş akışı otomasyon 5 S Önleyici bakım Yalın üretim sistemlerinin özellikleri

73
Toplam verimli bakım (TPM) Bozulma durumunda bakım Önleyici bakım – Peryodik olarak makinelerin en güzel şekilde çalışmaları için muayenesi Toplam verimli bakım önleyici bakım ve kalite yönetimi kavramlarını birleştirir Copyright 2006 John Wiley & Sons, Inc.15-73
 Bozulma durumunda bakım Önleyici bakım – Peryodik olarak makinelerin en güzel şekilde çalışmaları için muayenesi Toplam verimli bakım önleyici bakım ve kalite yönetimi kavramlarını birleştirir Copyright 2006 John Wiley & Sons, Inc.15-73")
74
Toplam verimli bakım için gerekenler Ürünleri mevcut makinede kolayca üretilecek şekilde tasarla Makineleri kolayca işlem kalıp değiştirme ve bakım için tasarlar İşçileri makineleri çalıştırmaları için eğitime tabi tut Üretim potansiyelini maksimize edecek makineler satın al Makinenin ömrü boyunca geçerli olacak önleyici bakım programı tasarla Copyright 2006 John Wiley & Sons, Inc.15-74

Benzer bir sunumlar





 adıyla bir okul.>")













