Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
BÖLÜM 3 SAC BİÇİMLENDİRME YÖNTEMLERİ KESME-BÜKME-DERİN ÇEKME
İMAL USULLERİ PLASTİK ŞEKİL VERME BÖLÜM 3 SAC BİÇİMLENDİRME YÖNTEMLERİ KESME-BÜKME-DERİN ÇEKME

2
KESME Sac ürün ham şekli?

3
Kesmenin tanımı ve önemi
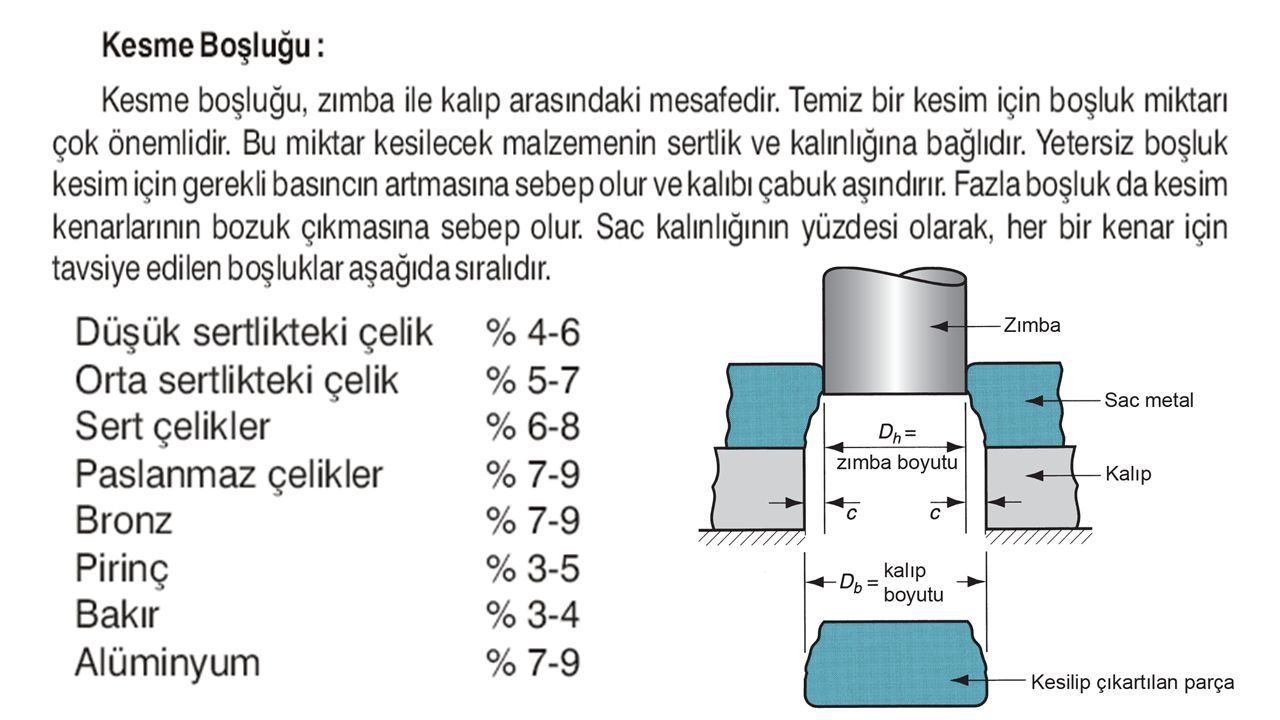
Sacların, preslerde kalıpla kesilerek istenen çevre şeklinde parçalar elde edilme işlemidir. Sac kesme kalıpları en basit şekilleriyle bir kesme matrisi ve bir ıstampadan ibarettir. Bir sacın kalıpla, kesilmesi sırasında, ıstampa ve matris tarafından metale birbirine eşit fakat aksi yönde ve aralarında kesme boşluğu kadar uzaklık bulunan kesme (makaslama) gerilmeleri uygulanır. Böylece matris deliğinin ve ıstampanın çevresi şeklinde bir sac parça kâğıdın makasla kesilmesine benzer şekilde kesilir.
 gerilmeleri uygulanır. Böylece matris deliğinin ve ıstampanın çevresi şeklinde bir sac parça kâğıdın makasla kesilmesine benzer şekilde kesilir.")
4
Kesme çeşitleri? 1.Boyuna ve enine dilme
2. Giyotin makasla ve Kollu giyotin makas kesme

5
3. Uç kesme 4. Ayırma

6
5. Çevre kesme 7. Keserek biçimlendirme 6. Çentik açma

7
Kesme aşamaları 1 Elastik bölge 2 Plastik deformasyon
3 Pekleşmenin azalışı 4 Kesme kenarları arası çatlak başlaması ve ilerlemesi 5 Parça çıkışı

8
Kesme yüzeyi ve kalite değerlendirmesi

9
Traşlama

10
Kesme = Ayırma = Blanking Delme = Zımbalama = Punching
(a) Delme (b) Kesme
 Delme (b) Kesme.")
11
Adımlı delme ve kesme kalıbı

13
W = C.e. 3 mm den ince yumuşak çelik sac C = 0,005 – 0,035 arası
Alınır. Kalite C değeri ile ters orantılıdır. 3 mm den kalın yumuşak çelik sac 3 mm den ince yumuşak çelik sac

15
F = τ . A = 0,7 . σ . A örnek çalışma? Kesme kuvveti
Kesilen yüzey A, kesilen sacın kayma dayanımı τ ile gösterilirse kesme kuvveti; F = τ . A = 0,7 . σ . A örnek çalışma?

16
Istampa ve matris yüzeylerine eğim verilmesi
Özellikle kalın sacların ve kesilmesinde kesme ağızları eğik yapılarak kesme işleminin bütün çevre boyunca aynı anda başlamaması sağlanır. Böylece kesme tedricen ilerlediği için kesme kuvveti ve gürültü azalır.

17
Parça şeklinin bant üzerine yerleştirilmesi
a sac kalınlığı

18
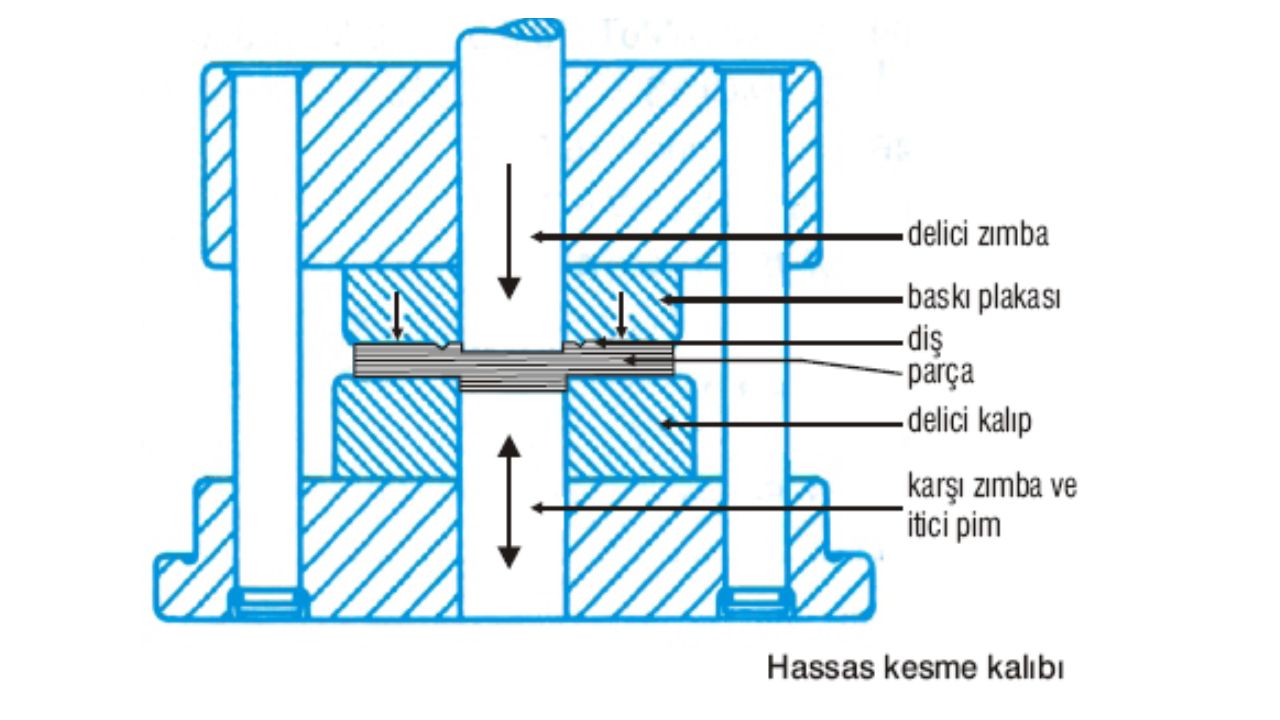
Hassas kesme Bu yöntemin, kesme yüzeylerinin çok temiz ve düzgün olması, yuvarlanma ve pürüzlü kopma yüzeyinin bulunmaması, delik çapı ve konumlarında hassas toleranslar (0, ,05 mm arasında) elde edilebilmesi gibi üstünlükleri vardır.
 elde edilebilmesi gibi üstünlükleri vardır.")
20
Tanımı BÜKME Bir sac parçasının bir kısmının bulunduğu düzlemle verilmiş bir açı yapan başka bir düzleme gelmesini sağlamak için yapılan işleme "bükme" denir. Tanımı Bükme bölgesi Bükme yöntemleri En küçük bükme yarıçapı Hadde yönünün etkisi Açınım hesabı Geri yaylanma Eğme kuvveti Bükme bölgesi Parçanın bükme alanında üç boyutta da gerilmeler meydana gelir. Tarafsız düzlemde gerilimler sıfırdır. Tarafsız düzlemin içinde basılma dışında çekilme oluşur. Bu nedenle (W) parça genişliği içte artarken dışta azalır, tarafsız düzlemde ise sabit kalır. Bükme işleminde kalıcı plastik şekil değişimini sağlayabilmek için parça üzerindeki basma ve çekilme gerilimleri giderilmelidir.
 parça genişliği içte artarken dışta azalır, tarafsız düzlemde ise sabit kalır. Bükme işleminde kalıcı plastik şekil değişimini sağlayabilmek için parça üzerindeki basma ve çekilme gerilimleri giderilmelidir.")
21
Bükme bölgesi

22
Kenarlama (flanş) Bükme yöntemleri Katlama
 Bükme yöntemleri Katlama")
23
Dikme Yuvarlama (Kıvırma)
")
24
Dirsek (Ofset) Bükme Kırıştırma (Oluklu) Silindir makinasında bükme
 Bükme Kırıştırma (Oluklu) Silindir makinasında bükme")
25
En küçük bükme yarıçapı
Bükme yarıçapı / sac kalınlığı oranı küçüldükçe malzeme yüzeyindeki deformasyon artar. Deformasyon kritik değeri geçince hasar oluşur. Bu nedenle, bu değerin bir minimumu vardır. Çekme deneyinde % kopma büzülmesi r ile gösterilirse en küçük R/e oranı ampirik olarak; denklemiyle de ifade edilebilir.

26
Hadde yönünün etkisi Aynı zamanda deformasyon kritik değeri geçince hasar oluşur. Geri yaylanma Bükme işlemi sonunda parça üzerindeki bükme basıncı kalktıktan sonra elastik gerilmelerin kalkması ile eğrilik yarıçapı genişleyerek geri yaylanma olayı meydana gelmektedir.

27
Bükmede geri yaylanmayı azaltma veya yok etme yöntemleri
Geri esneme miktarının giderilmesi için bir kaç değişik metot uygulanır. - Bükme açısı artırılır: İstenilen açıdaki bükmenin yapılabilmesi için bükme açısı, geri esneme miktarı kadar artırılır. Bu tip bükme işleminde kam etkili ve tek taraflı kalıp boşluğu sac malzeme kalınlığından az kalıplar kullanılır.

28
Taban (ezme) bükme: Bükme bölgesi, şekil değiştirmeyecek biçimde zımba ve dişi kalıp arasında ezilir. Ancak bu tip bükme işleminde büyük tonajlı pres tezgâhı gerekmektedir. Ayrıca pres hareketli (vurucu) başlığının kurs boyu iyi ayarlanmalıdır. Bu şekilde yapılan bükme işlemine taban bükme denir. - Akma sınırını düşürerek bükme: Bükme işlem sıcaklığını yükseltme

29
Lt = L1 + Lb + L2 Toplam ham boy
Açınım hesabı Bir parçanın bükülecek kısmının bükmeden önceki uzunluğu (açınımı): Lb = 0,0175 α [ R + (e T/2 ) ] formülü ile bulunur. R/e 5,0 3,0 2,0 1,2 0,8 0,5 T 1,0 0,9 0,7 0,6 veya
: Lb = 0,0175 α [ R + (e T/2 ) ] formülü ile bulunur. R/e. 5,0. 3,0. 2,0. 1,2. 0,8. 0,5. T. 1,0. 0,9. 0,7. 0,6. veya.")
30
Eğme kuvveti Bükme işleminin gerçekleşebilmesi için gereken kuvvet; zımba ve kalıbın geometrisi, sacın mukavemeti, sacın kalınlığı ve boyunu bağlıdır. Yukarıdaki eşitlik kullanılarak hesaplanır. Eşitlikte, F bükme kuvvetini [ N ], TS sacın çekme Dayanımını [ MPa ], w genişliği [ mm ], t sac kalınlığını [ mm ] ve D ise kalıp açıklığı [ mm ] Kbf sabit, V kalıp için 1,33 ve L kenar bükme için 0,33 alınır.

31
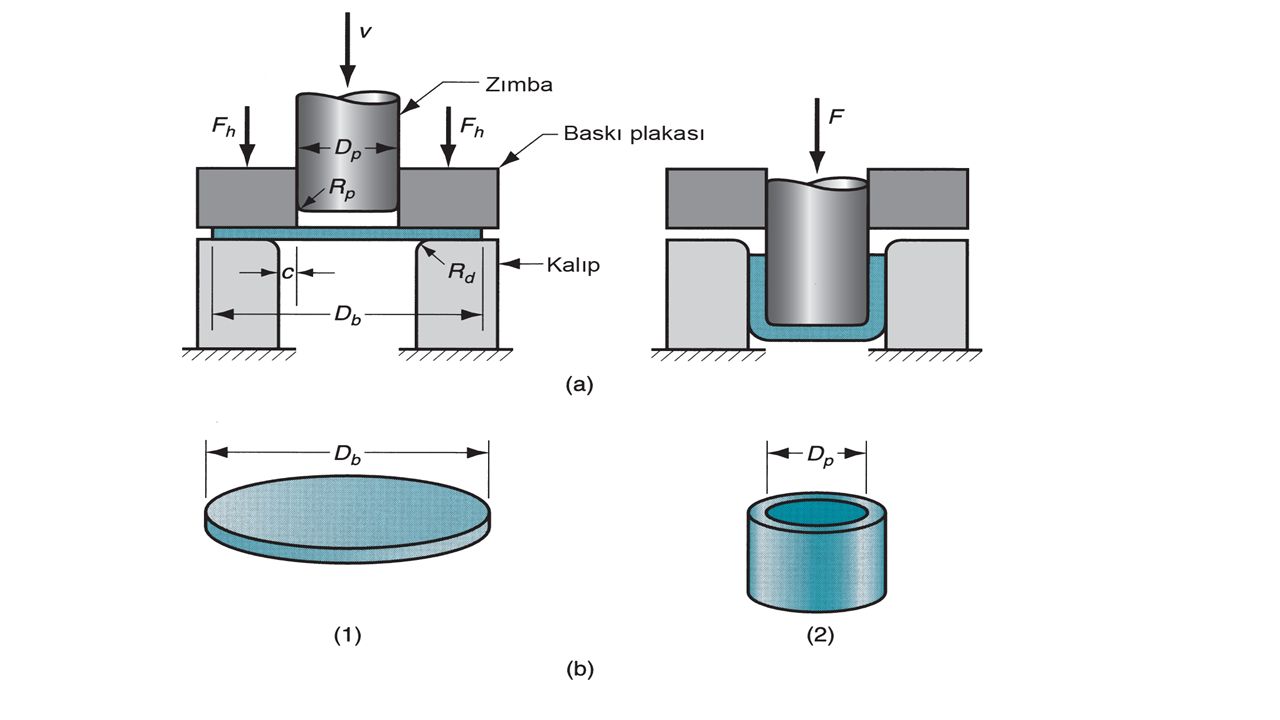
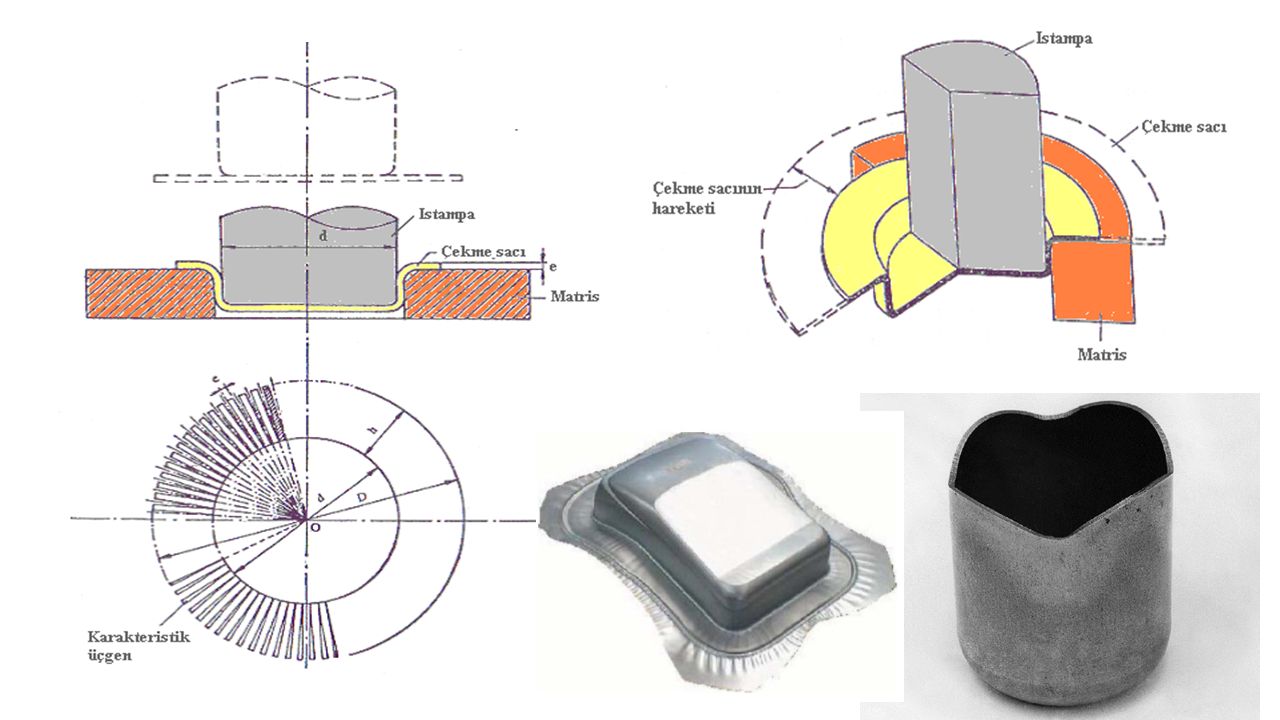
DERİN ÇEKME Derin çekme, silindirik ve kare kap şekillerini veya daha karmaşık konkav parçaların sac metallerden üretilmesinde kullanılır. İşlem, sacın kalıp boşluğu üzerine yerleştirilerek zımba ile sacın boşluğa itilmesi veya akmasının sağlanması şeklindedir. Sac genellikle aşağıya doğru kalıp tutucu (baskı plakası) tarafında basılır.
 tarafında basılır.")
35
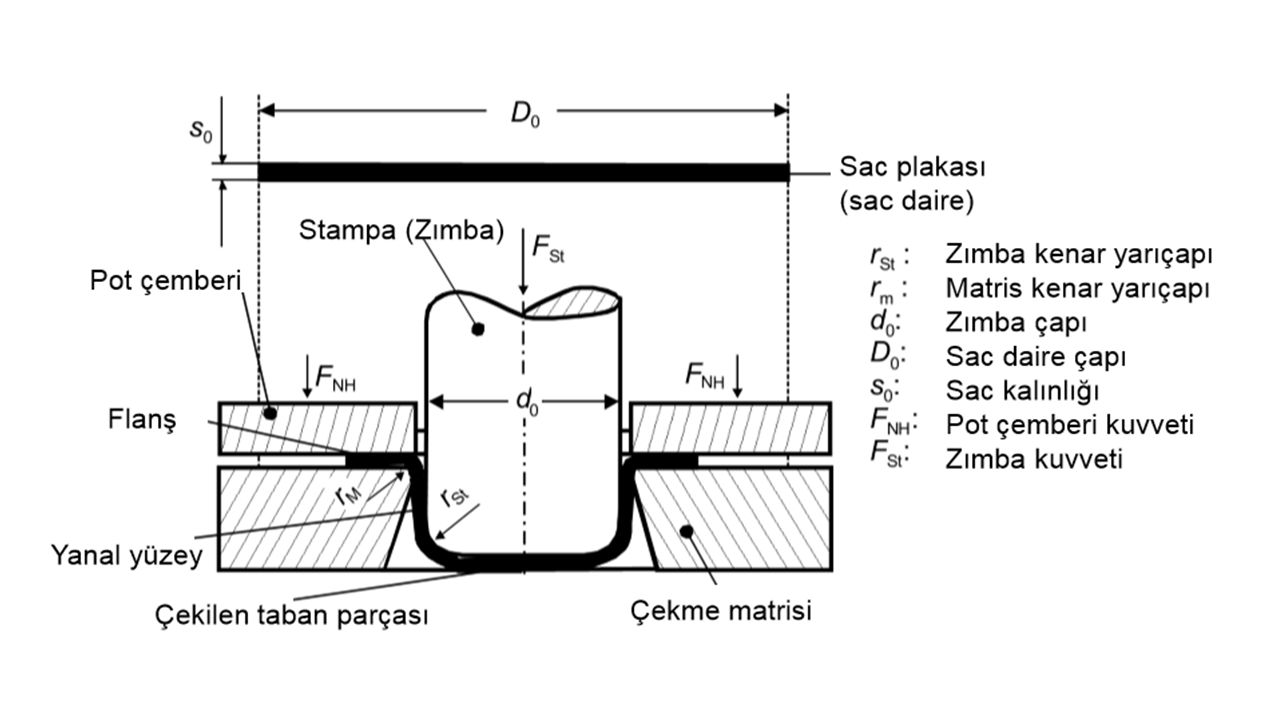
Derin çekme işlemindeki aşamalarda oluşan gerilmeler
Derin çekme işlemi süresince malzemenin farklı bölgelerinde farklı gerilme halleri söz konusudur. Bu durum derin çekme işleminde hasarı ve aynı zamanda derin çekme kuvvetini etkiler. Bundan dolayı parçanın derin çekmesinde oluşacak gerilmeleri önceden bilmek kalıp tasarımı dolayısıyla da işlemin istenilen kalitede gerçekleştirilmesi için önemlidir.

36
Sac kalınlık değişimi

37
Burayı kitaptan tamamla
Derin çekmede oluşabilen hatalar Burayı kitaptan tamamla

38
Derin Çekmeyi Etkileyen Değişkenler
Kalıp ve zımbaların köşe radyüsleri Küçük çekme radyuslerinin oluşturduğu büyük yerel şekil değişimlerden dolayı imalatta büyük zorluklar çıkarmaktadır. Radyus üzerindeki bölgesel şekil değişimleri deformasyonun diğer bölgelere yayılmasını önleyerek hasar olasılığını arttırır. Baskı plakası (pot) basıncı Şekillendirme sırasında germe ve derin çekme miktarlarım etkilemektedir. Baskı plakası başmandaki artış derin çekmeye nazaran germe şekil değişimlerini arttıracaktır. Baskı plakası basıncı çok büyükse belirli bölgelerde baskı plakası ile dişi arasındaki sac kalınlık miktarını azaltacağından yırtılma, çok küçükse sacdaki kırışma isteğini engelleyemeyeceğinden kırışma meydana gelecektir. Sac üzerinde gerilme istendiğinde pot basıncını gereğinden fazla arttırmak yerine bu bölgelere süzdürme uygulanmalıdır. Yağlama Çekme'de yağlama malzeme ile takım arasındaki sürtünmeyi azaltmayı amaçlar. Böylece malzemenin şekillendirmeye karşı göstereceği direnç azaltılmış olur. İyi bir yağlama takım ve iş parçası yüzeylerinin zamansız bozulmalarım önlediği gibi kalıp ömrünün artmasına sebep olur. Yağlama iş parçasının takımdan kolayca ayrılmasını sağlamak amacıyla da kullanılır.
 basıncı. Şekillendirme sırasında germe ve derin çekme miktarlarım etkilemektedir. Baskı plakası başmandaki artış derin çekmeye nazaran germe şekil değişimlerini arttıracaktır. Baskı plakası basıncı çok büyükse belirli bölgelerde baskı plakası ile dişi arasındaki sac kalınlık miktarını azaltacağından yırtılma, çok küçükse sacdaki kırışma isteğini engelleyemeyeceğinden kırışma meydana gelecektir. Sac üzerinde gerilme istendiğinde pot basıncını gereğinden fazla arttırmak yerine bu bölgelere süzdürme uygulanmalıdır. Yağlama. Çekme de yağlama malzeme ile takım arasındaki sürtünmeyi azaltmayı amaçlar. Böylece malzemenin şekillendirmeye karşı göstereceği direnç azaltılmış olur. İyi bir yağlama takım ve iş parçası yüzeylerinin zamansız bozulmalarım önlediği gibi kalıp ömrünün artmasına sebep olur. Yağlama iş parçasının takımdan kolayca ayrılmasını sağlamak amacıyla da kullanılır.")
39
Çekme hızı Çekme hızı artışı şekil verme için gereken kuvveti değerini artırır ve hasarsız şekil değişimi değerlerini azaltır. Uygun değerden daha büyük çekme hızlarında hasar oluşur. Çekme boşluğu Kalıp boşluğunun öngörülen bir sınır değerinin altında olması halinde çekme işlemi, amacından saparak bir cidar inceltme çekmesi haline gelir; iş parçası kalıpla zımba arasında ezilir. Bu durumda ortaya çıkacak incelmenin sonucunda parça, etkiyen zımba kuvvetine karşı gelemez ve hasara uğrar. Kalıp boşluğunun aşırı derecede yüksek seçilmesi durumunda ise, özellikle ince malzemelerde kırışıklıklar ve ölçü sapmaları ortaya çıkabilmektedir. Bu da üretim kalitesini olumsuz etkileyen bir durumdur. DERİN ÇEKME İŞLEMİNE AİT HESAPLAMALAR 1.Taslak Çapının Hesabı 2.Çekme Kademelerinin Hesabı 3.Çekme Kap Yüksekliği Hesabı 4.Istampa-Matris Arası Boşluk Hesabı 5.Matris Radyüsü Hesabı 6.Istampa Radyüsü Hesabı 7.Pot Çemberi Kuvvetinin Hesabı 8.Derin Çekme Kuvvetinin Hesabı

40
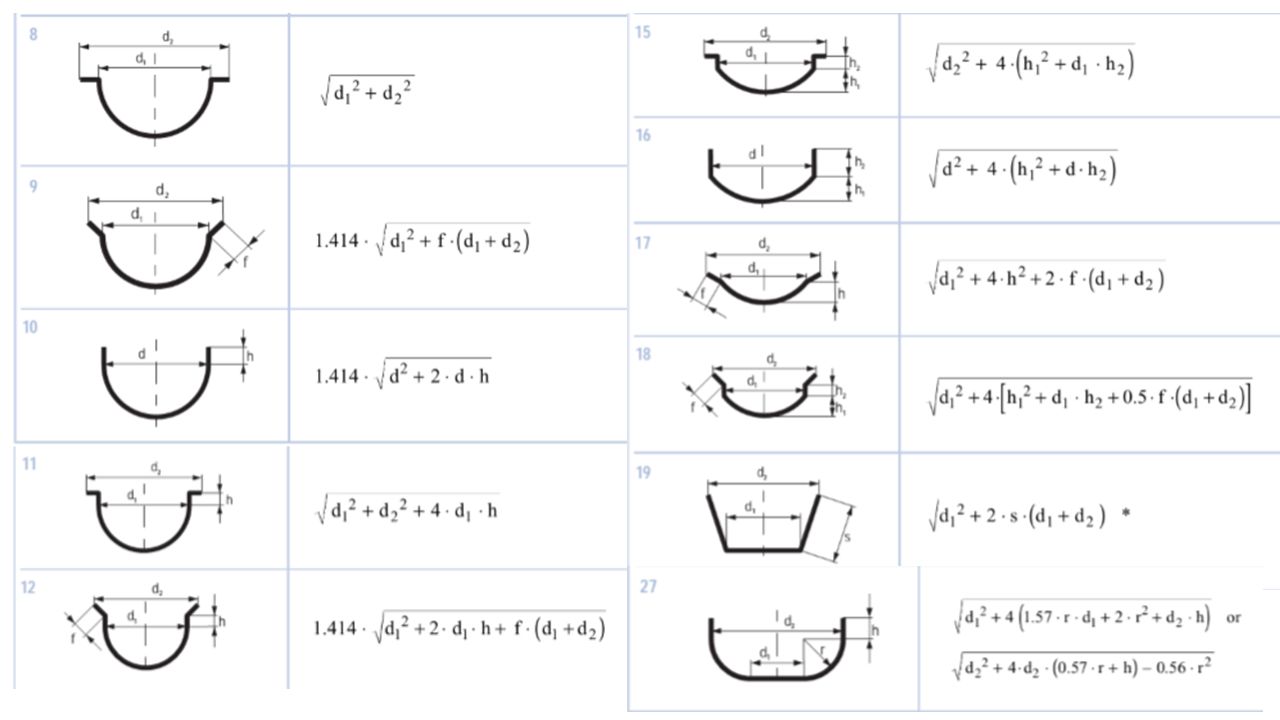
1.Taslak Çapının Hesabı Çekilmiş kovan ve ilkel pulu

42
2.Çekme Kademelerinin Hesabı
Çeşitli malzemeler için kademelendirme sayıları m1, m2 vb. Bastırıcı ile çekme Bastırıcısız Çekme Çelik saç (kalınlık 2 mm den az) 0,56 0,80 0,90-0,93 Çelik saç (kalınlık 2 mm den fazla) 0,83 Pirinç, bakır, gümüş (kalınlık 2 mm den az) 0,50 0,75 Pirinç, bakır, gümüş (kalınlık 2 mm den fazla) 0,52 Çinko 0,91 Alüminyum (kalınlık 2 mm den az) 0,55 Alüminyum (kalınlık 2 mm den fazla) Paslanmaz çelik 0,60
 0,56. 0,80. 0,90-0,93. Çelik saç (kalınlık 2 mm den fazla) 0,83. Pirinç, bakır, gümüş (kalınlık 2 mm den az) 0,50. 0,75. Pirinç, bakır, gümüş (kalınlık 2 mm den fazla) 0,52. Çinko. 0,91. Alüminyum (kalınlık 2 mm den az) 0,55. Alüminyum (kalınlık 2 mm den fazla) Paslanmaz çelik. 0,60.")
43
3.Çekme Kap Yüksekliği Hesabı
4.Istampa-Matris Arası Boşluk Hesabı

44
Çeşitli malzemeler için gerekli pot çemberi basınçları
7.Pot Çemberi Kuvvetinin Hesabı Çeşitli malzemeler için gerekli pot çemberi basınçları Mazleme P(Kgf/mm2) Alüminyum 0,10-0,12 Çinko 0,12-0,15 Düralümin 0,15-0,16 Paslanmaz çelik 0,20 Pirinç Çelik 0,25 Kalaylı saç 0,30 8.Derin Çekme Kuvvetinin Hesabı Çekme kuvvetinin hesabında, d/D oranına bağlı olarak m değerleri
 Alüminyum. 0,10-0,12. Çinko. 0,12-0,15. Düralümin. 0,15-0,16. Paslanmaz çelik. 0,20. Pirinç. Çelik. 0,25. Kalaylı saç. 0,30. 8.Derin Çekme Kuvvetinin Hesabı. Çekme kuvvetinin hesabında, d/D oranına bağlı olarak m değerleri.")
Benzer bir sunumlar














 Karabük Üniversitesi Teknik Eğitim Fakültesi Tasarım ve Konstrüksiyon Öğretmenliği Olgu.>")

 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler,>")

 Kompozitler>")

