Sunuyu indir
1
MASTARLAR

2
Makine parçalarının ölçme ve kontrol işlemlerinde, ölçü ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları da dolaylı olarak ölçme ve kontrol işlemlerinde kullanılır.

3
Mastarlar, boyutları sabit kontrol aletlerindendir
Mastarlar, boyutları sabit kontrol aletlerindendir. Bu yüzden özellikle seri imalatlarda yaygın olarak kullanılırlar. Mastarların başlıca uygulama alanları; Seri imalatta parçaların boyut kontrolleri için Değişik şekillerde üretilmiş ve diğer kontrol aletleri ile kontrolleri çok zor veya imkansız olan profillerin ve şekillerin kontrolü için Mastarlar ile ölçüm yapabilmek için, kontrol edilecek parçanın geometrik şekli, ölçüsü, toleransı, malzemesi bilinmelidir.

4
Uygulamada, İmalat sırasında parçayı imal eden personelin kullandığı İmalat Mastarları, kalite kontrol bölümünde seri imalatta üretilen parçalardan alınan örneklerin son kontrollerinin yapıldığı Kalite Kontrol Mastarları ve üretilen parçaların istenilen ölçülerde üretilip üretilmediğinin müşteri tarafından kontrol edildiği Teslimat Mastarları vardır

5
Şekillerine Göre Mastar Çeşitleri:
Prizmatik Mastarlar: Bu mastarlar çelik yada dökme çelikten yapılmıştır. Ölçme, kontrol ve markalama işlemlerinde kullanılır. Biçimleri prizmatik olup, bütün yüzeyleri hassas olarak işlenmiş ve taşlanmıştır. Mikrometre, kumpas, kompratör gibi ölçü aletleri ile birlikte kullanılır. Silindirik Mastarlar: Bu mastarlar ile silindirik iç deliklerin ölçme ve kontrol işlerinde faydalanılır. Bu mastarlar da çelik ve dökme çeliklerden yapılmış, sertleştirilmiş ve hassas ölçüye taşlanmıştır. Çeşitli çap ve boylarda yapılır.

6
Torna Kalem Mastarları: Bu mastarlar torna kalemlerinin bilenme sonrası açılarının uygunluğunda kullanılırlar.

7
Profil Mastarları: Makine parçalarının fatura birleşme yerlerinde yapılması istenen iç bükey ya da dış bükey kavislerin (profillerin) kontrolünde kullanılır.
 kontrolünde kullanılır.")
8
Konik Mastarlar: Konik ölçülerin kontrollerinde kullanılırlar
Konik Mastarlar: Konik ölçülerin kontrollerinde kullanılırlar. Mastar, üzerindeki ölçülerden yararlanılarak istenilen ölçüye göre kontrol yapılır. Sınır Mastarları: Parçaların istenilen sınır ölçüleri içerisinde yapılıp yapılmadıklarını kontrol etmek üzere yapılan mastarlara denir. Tipleri; Çatal Mastarları 2. Tampon Mastarlar 3. Dış Vida Mastarları 4. İç Vida Mastarları

9
Çatal Mastarlar: Silindirik parçaların dış çaplarının ölçü toleranslarının kontrolünde kullanılır. Bir çatal mastar, iki tarafı ay biçiminde dökme çelikten yapılmış, her iki tarafındaki çene ağızları çok hassas ve ölçü tamlığında işlenmiştir. Çeneler sertleştirilmiştir. Çatal mastarların orta kısmına esas ölçüsü yazılır. Büyük tarafı (+) geçer, küçük tarafı (-) geçmez taraftır.
 geçer, küçük tarafı (-) geçmez taraftır..")
10
Tampon Mastarlar: Delik çaplarının ölçü toleranslarının kontrolünde kullanılır. Bu mastarların iki tarafında bulunan silindirik kısımların bir tarafı ölçülen deliğe geçer (küçük taraf), bir tarafı da geçmez (büyük taraf) şekildedir. Tampon mastarla ölçülen deliğe, mastarın bir tarafı geçiyor, diğer tarafı geçmiyorsa delik mastar ölçüsüne uygundur. Tampon mastarların ölçüleri de mastarın orta kısmına yazılmıştır.
, bir tarafı da geçmez (büyük taraf) şekildedir. Tampon mastarla ölçülen deliğe, mastarın bir tarafı geçiyor, diğer tarafı geçmiyorsa delik mastar ölçüsüne uygundur. Tampon mastarların ölçüleri de mastarın orta kısmına yazılmıştır..")
11
Dış Vida Mastarları: Dış vidaların uygunluğunun kontrolünde kullanılırlar. Mastarlar sertleştirilip taşlanmıştır. Mastarın üzerinde vida değeri, adımı ve toleransı belirtilir. Mastar açılan vidaya uyarsa parça uygundur. Geçmezse hatalı olmuştur. İç Vida Mastarları: İç vidaların uygunluğunun kontrolünde kullanılırlar. Tampon mastarlar gibi iki uçludur. Bir ucu delik çapını, diğer ucu da açılan vidayı kontrol etmek için kullanılır.

12
Johansson Mastarları: Çeşitli ölçülerde ve çeşitli tamlık derecelerinde yapılmış dikdörtgen prizma biçiminde sertleştirilmiş ve yüzeyleri hassas işlenmiş çelik parçalardan meydana gelmiş takımlara JOHANSSON MASTARLARI ya da BLOK MASTARLAR denir. Mastarların karşılıklı iki yüzleri yüksek tamlıkta işlenmiş, İnce işleme ile leblenmiş, yüzeyler birbirine tam paralellikte ve düzgünlüktedir. Mastarların bir yüzünde mastar ölçüsü mm. cinsinden ve mastar çeşidini gösteren harfler bulunur.

13
Dikdortgen kesitli blok mastarları, kare kesitli blok mastarlara oranla daha yaygın olarak kullanılmaktadır. Cunku, bu tip blok mastarlarının maliyeti daha dusuktur. Kare kesitli blok mastarlarının maliyeti ise daha yuksektir. Ancak, daha genis yuzeyli olması nedeniyle birbirine iyi yapısma ozelliği vardır. Bu ozelliğinden dolayı boyutlardaki olcu tamlığı, dikdortgen kesitli blok mastarlara oranla daha fazladır. Ayrıca, ortadan delik ortadan delik olması nedeniyle bir araya getirilen blok mastarlarının montajı daha kolaydır ve birbirinden ayrılması soz konusu değildir.

15
Johansson (Blok) mastarlarının karşılıklı iki yüzeyi çok düzgün olması nedeniyle istenilen toplam bir ölçüyü meydana getirmek için birbirine birleştirildiklerinde yüzeyler arasına hava girmediğinden mastarlar birbirine yapışabilmektedir. Blok mastarları, hassasiyetlerine göre (en hassas olandan sıra ile) A, AA, B ve C gruplandırılırlar. A grubu mastarlar ölçme laboratuvarlarında, AA grubu mastarlar ölçme aletlerinin kontrolünde,B grubu mastarlar ölçü aleti yapımında, C grubu mastarlar ise atelyelerde kontrol işlemlerinde kullanılırlar. Kullanılan blok mastarların zaman içinde hassasiyetlerinde azalma olur. Bu nedenle hassasiyeti azalan mastarlar bir alt gruba alınmalıdır. Örneğin; AA grubu mastarlar A grubuna, A grubu mastarlar B grubuna, B grubu mastarlar da C grubuna indirilerek kullanılırlar.
 A, AA, B ve C gruplandırılırlar. A grubu mastarlar ölçme laboratuvarlarında, AA grubu mastarlar ölçme aletlerinin kontrolünde,B grubu mastarlar ölçü aleti yapımında, C grubu mastarlar ise atelyelerde kontrol işlemlerinde kullanılırlar. Kullanılan blok mastarların zaman içinde hassasiyetlerinde azalma olur. Bu nedenle hassasiyeti azalan mastarlar bir alt gruba alınmalıdır. Örneğin; AA grubu mastarlar A grubuna, A grubu mastarlar B grubuna, B grubu mastarlar da C grubuna indirilerek kullanılırlar.")
16
Komparatör-Passametre-Passimetre-Endikatör-Mihengir

17
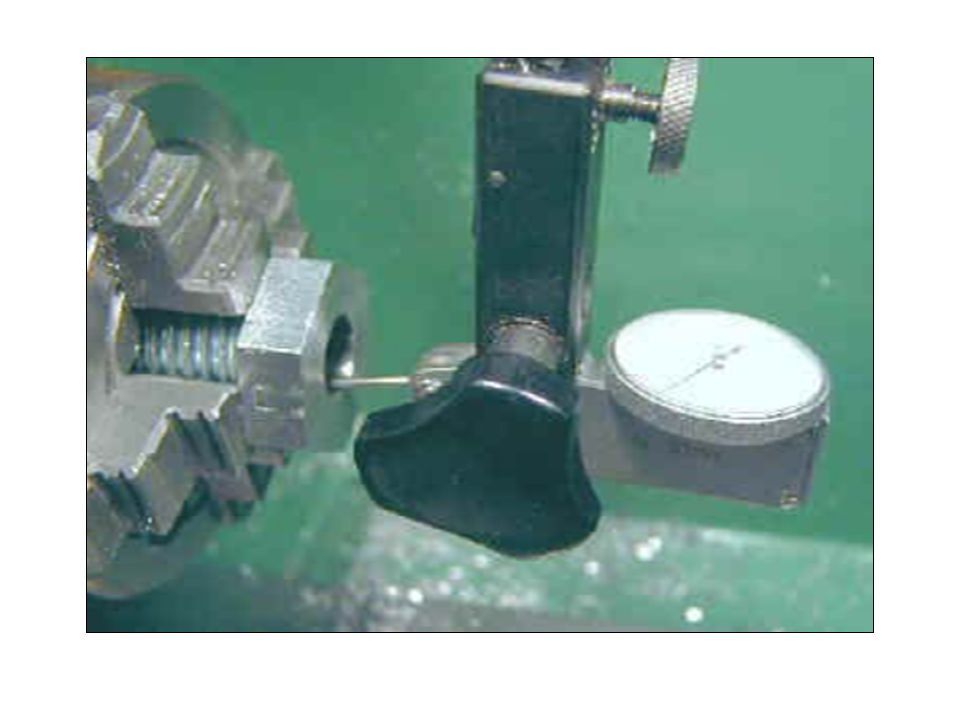
Atölyelerde en çok kullanılan bir ibreli ölçü aletidir
Atölyelerde en çok kullanılan bir ibreli ölçü aletidir. Mukayese amacı ile kullanıldıkları için bu ölçü aletlerine “komparatör” adı da verilir. Kompratör iki kısımdan meydana gelir. 1. Kompratör saati 2. Kompratör sehpa ve bağlama parçaları

18
Komparatörlerin 0. 01mm ile 0
Komparatörlerin 0.01mm ile mm arasında değişen hassasiyetleri ile, boyutların; −Mukayeseli ölçümlerinde − Küçük ölçü farklarının okunmasında − Geometrik biçim değişimlerinin kontrolünde kullanılan ölçü aletleridir. Komparatörler ile; Dış çap kontrolü Aynı anda çok boyutlu kontrol İç çap kontrol Doğrusal hareketin kontrolü Yükseklik kontrolü Yüzeye diklik kontrolü Karşılıklı konum kontrolu Derinlik kontrolü Salgı kontrolü Üretim kontrolü yapılabilir.

19
Ölçü saatleri (komparatörler) ile ölçme ,
Kompratör saatinin bir kadranı ve bu kadran merkezinde dönen bir ibresi bulunur. Kadran çevresi 100 eşit parçaya bölünmüştür. İbre bir tam devir yaptığında kompratör ucu 1 mm. aşağı veya yukarı hareket eder. İbrenin sağa dönmesi ile uç yukarıya, sola dönmesi ile de uç aşağıya iner. Böylece ölçme ve kontrol işlemi yapılır. Ölçü saatlerinin (komparatörler) Ölcü aralıkları: mm mm 0-1 mm 0-5 mm 0-10 mm 0-30 mm arasında değişir.
 Ölcü aralıkları: mm mm 0-1 mm 0-5 mm 0-10 mm 0-30 mm. arasında değişir.")
24
PASSAMETRE-PASSİMETRE
Passametreler: İbreli ölçü ve kontrol aletlerindendir. Dış çapları kontrol etmeye yarar. Passametrelerde ölçme hassasiyeti 0,002 mm. dir. Ölçme alanları 0 – 25 mm, 25 – 50 mm. v.b. olarak yapılır. Seri üretimde parçaların birbirine özdeş ve istenilen toleranslar içerisinde olup olmadıklarının kontrolünde kullanılır.

25
Passimetreler: İbreli ölçü ve kontrol aletlerindendir
Passimetreler: İbreli ölçü ve kontrol aletlerindendir. Delik çaplarının kontrolünde kullanılır. Delik içinde üç noktadan temas ile ölçme yaparlar. Ölçme hassasiyeti 0,002 mm. dir. Bazılarında ise 0,001 mm. dir. Ölçme alanları ise 11 – 18 mm, 18 – 30 mm ve 30 – 50 mm. dir.

26
ENDİKATÖR Endikatörler, delik çaplarının ölçülmesinde ve kontrolünde kullanılan aletlerdir. Kompratör saati ucuna çeşitli çapların ölçülmesinde kullanılan ortası kanallı esnek uçlar kullanılır. Bu ölçü aleti ile çeşitli çaplar 0,001 mm. ölçme hassaslığında ölçülebilir.

27
MİHENGİR Markalama ve kontrol aleti olarak kullanılan mihengirler yapısal durumları bakımından çok çeşitlidirler. Markalamada en fazla kullanılanları bölüntülü ve hassas ayarlı olanlarıdır. Kumpaslar gibi 1/10, 1/20, 1/50 hassasiyet değerlerine sahiptir. Mihengirler genellikle silindirik, yükseklik ve diğer markalama ve kontrol aletleri ile mümkün olmayan kısımların markalanmasında ve kontrolünde kullanılır. Mihengir düzgün bir pleyt üzerine yerleştirilerek ve ölçüsü ayarlanarak, çiziçi ucu vasıtası ile işlem yapabilir.

29
Kaynaklar: Ölçme Tekniği Ders Notları, Prof. Dr. Ayhan ÇELİK 2. Ölçme ve Kontrol Ders Notları, Öğr. Gör. Bülent TURAN 3.Endüstriyel Ölçme ve Kontrol Ders Notları, Yrd. Doç. Dr. Garip GENÇ


















 4-5 cm’ye kadar.>")







