Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
G IRDAP AKıMLARı ILE T AHRIBATSıZ T ESTLER Doç.Dr.Faruk Demir

2
GİRDAP AKIMLARI İLE MUAYENE Malzeme bilimindeki gelişmeler üretim teknolojisinde, özellikle kalite kontrol konusunda gözle görünür bir değişikliğe neden olmuştur. Geniş bir uygulama alanı bulan tahribatsız muayeneler artık üretimin bir parçası konumuna gelmiştir. Tahribatsız muayenelerin bir çeşidi olan “girdap akımlarıyla muayene” yöntemi de kalite kontrolün vazgeçilmez bir türü olmuştur.

3
Girdap akımlarıyla muayene yöntemi, özellikle elektromanyetik alanın bulunması ve elektromanyetik endüksiyonun 1831 yılında Faraday tarafından keşfedilmesi ile ortaya çıkmıştır. 1879 yılında Hughes, yöntemin temel esaslarını ortaya koymuştur. Bir süre bu konu hakkında çalışma yapılmamış, 1940 – 1950 yılları arasında Förster yöntemi endüstriyel bir muayene durumuna dönüştürmüştür.

4
Y ÖNTEMIN TEMEL PRENSIBI Üzerinden alternatif akım geçen bir bobin iletken, bir malzemeye yaklaştırılırsa bu malzeme içinde girdap akımları oluşur. Oluşan ilave manyetik alanın ya onu uyaran bobin, ya da ayrı bir bobin tarafından ölçülmesi bu yöntemin temel prensibi olarak düşünülebilir. Malzeme içindeki var olan kusurlar, geometrik ve metalürjik değişmeler elektriksel iletkenlik ve geçirgenlikte, dolayısıyla endüklenen girdap akımlarında yerel değişmelere neden olur.

5
Girdap akımlarındaki bu değişmeler detektör yardımıyla uygun bir okuma cihazına (osilograf veya voltmetre) gönderilir. Böylece malzemenin elektriksel, manyetik ve geometrik süreksizlikleri endirekt olarak ölçülmüş olmaktadır.

7
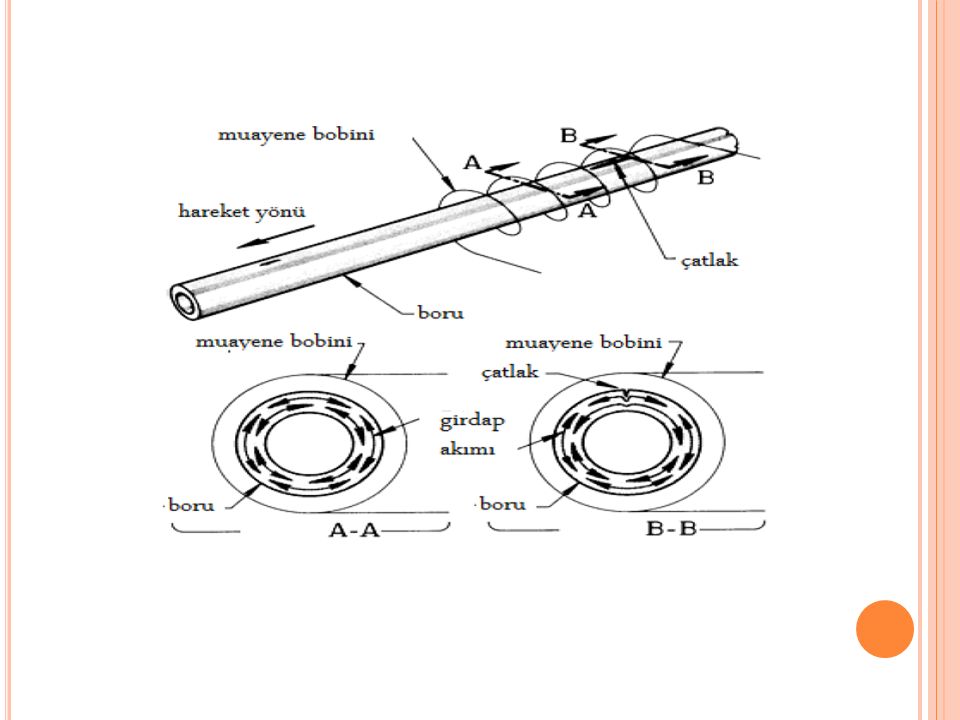
Girdap akımlarıyla muayene ilk zamanlar borulara uygulanmıştır. Boru yüzeylerindeki, iç kısımlardaki veya kaynak çatlaklarının belirlenmesi sağlanmıştır. Fakat gelişmeler sayesinde parçalara uygulanabilmektedir.

8
Girdap akımlarının muayene parçasındaki herhangi bir hata karşısındaki durumu ise şöyle belirtilebilir. Örneğin parçada bir çatlak var olsun. Çatlağın etrafında dolaşan akım, süreksizlik nedeniyle kat edeceği yol artacak ve dolayısıyla girdap akımlarının karşılaşacağı direnç de artacaktır. Sağlam kesitteki akım değerini bildiğimize göre malzeme süreksiz olduğu kesitte ( çatlakta) iletkenliğin değiştiği görülür.
 iletkenliğin değiştiği görülür..")
10
Girdap akımlarıyla muayene çok kapsamlı bir yöntemdir. Bu yöntemdeki ölçümlerle malzeme hakkında bir karara varabilme durumu özellikle malzemenin özelliklerine bağlıdır. Yani malzemenin elektrik iletkenliği ve manyetikleme özelliklerine etki eden faktörler deney veya muayene sonuçlarını da etkiler

11
Bu nedenle bir malzemenin elektrik iletkenliği ve manyetiklenme özelliklerine etki eden faktörlerin bilinmesi uygun olur. Kimyasal yapı Alaşım yapısı Kalıntılar Kristal yapısı Sertlik Metalürjik dislokasyon ve distorsiyon Kafes hataları

12
GİRDAP AKIMLARI İLE MUAYENE YÖNTEMİNDE İŞLEM DEĞİŞKENLERİ 1.Malzemenin İletkenliği Yöntem için oldukça önemli bir faktördür. Çünkü bu yöntem iletken malzemelere uygulanmaktadır. Malzemenin iletkenliği bilindiği gibi birçok faktörden etkilenir. Şekilde sertliğe bağlı olarak bir malzemedeki (alüminyum) elektrik iletkenliğinin değişimi görülmektedir.
 elektrik iletkenliğinin değişimi görülmektedir..")
13
Alüminyum alaşımının sertlik değerine göre iletkenliğinin değişmesi

14
2. Malzemenin Manyetik Geçirgenliği Bu özellik manyetik akım çizgilerini üzerinde toplayabilme özelliğidir. Endükleyicilerde ve bobinlerde, bobinin iç kısmı boş bırakılmaz. Bunun amacı; manyetik alan şiddetini arttırarak endüksiyonu arttırmaktır. Ferromanyetik malzemelerde elektrik iletkenliğine dayanan ölçümler yapılmak istenirse ilave bir doğru akım bobini ile deney parçası doyum derecesine kadar manyetikleştirilir. Şekilde, tavlanmış, ticari arı demir ve nikel malzemelerin manyetiklenme grafikleri verilmiştir.

15
Tavlanmış, ticari arı demir ve nikel malzemenin manyetiklenme değişimi

16
3.Frekans Değeri Her malzeme türüne ve parça şekline göre farklılık gösteren frekans değeri genel olarak 100 Khz ile 6 Mhz arasında bir değerdir. Frekans değeri yükseldikçe nüfuziyet derinliği de azalmaktadır. Bununla birlikte deneyin hassasiyeti artar. Kural olarak ince malzemelerde ve yüzeylerde yüksek frekans, kalın malzemelerde ve büyük derinliklerde düşük frekans kullanılır. Ayrıca manyetik malzemelerde düşük frekans, manyetik olmayan malzemelerde ise yüksek frekans kullanılır.

17
Çeşitli malzemelerde nüfuziyet derinliğinin frekansa göre değişimi

18
Nüfuziyet derinliğine bağlı olarak girdap akım yüzde değişimi

19
Muayene edilecek malzemede frekansın seçimi derinliğe göre standart olarak tanımlanmıştır. Bu derinlik, yüzeydeki akım şiddetinin %37 değerine düştüğündeki derinlik değeri olarak tespit edilir. S: standart derinlik (inch) ρ: elektriksel direnç Ω(cm) μ: manyetik geçirgenlik f: frekans (Hz)
 ρ: elektriksel direnç Ω(cm) μ: manyetik geçirgenlik f: frekans (Hz).")
20
4.Aralık Faktörü Girdap akımlarıyla muayenede prob ile deney parçası arasındaki aralık son derece önemlidir. Girdap akımlarının uyarılması bu aralık değerine bağlıdır. Çok küçük aralık değişmesi, çok farklı akımlara neden olur. Aralık etkisi önemli güçlüklere de neden olur. Karışık geometrik şekle sahip büyük yüzeylerin muayenesi çok güçtür ve özel problara gereksinim gösterir

21
Girdap akımlarının bu aralık faktörüne sahip olması, bize manyetik malzemelerin yüzeylerindeki manyetik olmayan kaplamaların kalınlıklarının ölçülmesine olanak sağlar ( örneğin boya ve anodik kaplamaların ölçülmesi). Ayrıca aralık faktörü korozyona uğramış yüzeylerdeki pürüzlülük nedeniyle korozyon ki özellikle korozyonun ölçülmesine olanak sağlar

22
5.Doldurma Faktörü Girdap akımları ile muayenede deney parçası ya girdap akım bobininin içinde olur ya da bobinin dışında olur. Eğer parça içte ise bobinin doldurulması söz konusudur. Burada önemli olan doldurmanın derecesidir. Çünkü doldurma derecesi arttıkça üretilen girdap akımım değeri de artar. Bu da bize silindirik parçaların çap kontrolünün hassas olarak yapılmasını sağlar.

23
G IRDAP AKıMLARıNıN KULLANıM ALANLARı Bunlar genel olarak şu şekilde sıralanabilir: a)Fiziksel boyutlar, sertlik, ısıl işlem şartları, tane boyutu, manyetik geçirgenlik, elektriksel iletkenlik gibi şartların ve özelliklerinin belirlenmesi ve ölçülmesi b)Kaynak dikişlerindeki çatlakların, boşlukların belirlenmesi; döküm parçalarında cüruf ve kalıntıların belirlenmesi c)Farklı malzemelerin mikro yapı ve kimyasal bileşenleri yönünde incelenmesi d)Manyetik malzemeler üzerindeki manyetik olmayan kaplamaların kalınlık ölçülmesi
Fiziksel boyutlar, sertlik, ısıl işlem şartları, tane boyutu, manyetik geçirgenlik, elektriksel iletkenlik gibi şartların ve özelliklerinin belirlenmesi ve ölçülmesi b)Kaynak dikişlerindeki çatlakların, boşlukların belirlenmesi; döküm parçalarında cüruf ve kalıntıların belirlenmesi c)Farklı malzemelerin mikro yapı ve kimyasal bileşenleri yönünde incelenmesi d)Manyetik malzemeler üzerindeki manyetik olmayan kaplamaların kalınlık ölçülmesi")
24
G IRDAP AKıM Y ÖNTEMININ AVANTAJLARı Metod esas itibariyle metalürjik yapı farklılıkları ve malzeme hataları nedeniyle iletkenlik ve geçirgenlik değerinin değişmesini ölçer. Özet olarak bunlar; a)Yüzeysel veya yüzeye yakın iç hataların (çatlak, boşluk vs.) deteksiyonu. Çatlak derinliğinin tayini b) İnce levha malzemelerin veya ince cidarların kalınlıklarının ölçülmesi, c) Kaplama, film ve boya kalınlıklarının ölçülmesi d) Malzeme cinsinin tayini (alaşım tayini, homojenlik tayini vs.)
Yüzeysel veya yüzeye yakın iç hataların (çatlak, boşluk vs.) deteksiyonu. Çatlak derinliğinin tayini b) İnce levha malzemelerin veya ince cidarların kalınlıklarının ölçülmesi, c) Kaplama, film ve boya kalınlıklarının ölçülmesi d) Malzeme cinsinin tayini (alaşım tayini, homojenlik tayini vs.).")
25
e) Sertlik derecesinin ve derinliğinin ölçülmesi. Isıl işlemlerinin, dekarbürizasyonun ve plastik şekil verme işlemlerinin takibi. f) İletkenlik, manyetik geçirgenlik, curie noktası gibi fiziksel özelliklerin tayini g) Hafif alaşımlarda (uçak parçalarında) yangın veya ısıl hasarların tayini h) Manyetik alan doğrultusu ve şiddetinin ölçülmesi. Malzemeler üzerindeki artıkmanyetikliğin tayini.
 İletkenlik, manyetik geçirgenlik, curie noktası gibi fiziksel özelliklerin tayini g) Hafif alaşımlarda (uçak parçalarında) yangın veya ısıl hasarların tayini h) Manyetik alan doğrultusu ve şiddetinin ölçülmesi. Malzemeler üzerindeki artıkmanyetikliğin tayini..")
26
Metod iletkenlik ve geçirgenlikteki değişmeler hassas olduğundan, yüzeydeki veya çatlaklardaki metal olmayan pisliklere hassas değildir. Muayene sistemi, elektromanyetik endüksiyonla çalışır. Bunun için deney parçası ile temas ve bağlantıya gerek yoktur. Fevkalade yüksek sıcaklıklarda (1000 °C ye kadar) muayene yapılabilir. Sistemin uyarma frekansı yükseltilerek muayene süresi 0,001 sn’ye kadar kısaltılabilir.
 muayene yapılabilir. Sistemin uyarma frekansı yükseltilerek muayene süresi 0,001 sn’ye kadar kısaltılabilir..")
27
Muayene edilen parça kuru kalmalıdır. Dolayısıyla parça üzerindeki çeşitli muayeneler (hata, karışım ayırma, boyut, uzunluk, cidar kalınlığı gibi) birlikte yapılabilir. Yöntem otomatikleştirmeye odlukça müsaittir. Çok değişik çaplardaki malzemelere kolayca uygulanır. Örneğin; 25 mm ile 1 m çapa kadar borularda bu yöntem kullanılabilir. Küçük problar sayesinde 3 mm çapında borular içten muayene edilir. Zaten küçük çaplı borularda girdap akımları ile muayene yöntemi rakipsizdir.
 birlikte yapılabilir. Yöntem otomatikleştirmeye odlukça müsaittir. Çok değişik çaplardaki malzemelere kolayca uygulanır. Örneğin; 25 mm ile 1 m çapa kadar borularda bu yöntem kullanılabilir. Küçük problar sayesinde 3 mm çapında borular içten muayene edilir. Zaten küçük çaplı borularda girdap akımları ile muayene yöntemi rakipsizdir..")
28
GİRDAP AKIM YÖNTEMİNİN DEZAVANTAJLARI İletken olmayan malzemelere uygulanmaz. Ancak bunun bir istisnası vardır; iletken bir malzeme üzerindeki iletken olmayan bir kaplama kalınlığının ölçülebilmesidir. Metalsel kaplama kalınlıkları, temel metal ile kaplamanın iletkenlikleri arasında yeterli bir fark olduğu takdirde ölçülebilir. İletkenlik ve geçirgenlik değerlerindeki lokal değişimler yöntemin hassasiyetini bozar.

29
Yüzey altı hataları derinleştikçe ölçüm zorlaşır. Bu değer 10 mm’yi geçtiğinde ancak özel problar kullanmak suretiyle inceleme yapılabilir. Silindirik çubuklarda eksene dikey ince düzlemsel süreksizliklerin incelenmesi güçtür. Yöntem üzerinde parçaların geometrik durumları etkili bir rol oynar.

30
DİNLEDİĞİNİZ İÇİN TEŞEKKÜRLER..

Benzer bir sunumlar
















 Kompozitler>")



 GÜÇ KATSAYISI DÜZELTME (GKD, PFC) GÜÇ ELEKTRONİĞİ ENDÜKSİYONLA ISITMA (EI, IH) GÜÇ KATSAYISI DÜZELTME (GKD,>")