Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
ISIL İŞLEMLER

2
Isıl işlemin Tanımı ve Gerekliliği
Fe-Fe3C faz diyagramı Isıl işlemler, * ısıl işlem ortamları * ısıl işlemlerin sınıflandırılması * türleri Yüzey sertleştirme işlemleri

4
Isıl İşlem Metallerin özellikleri, çoğu kere üretildikleri veya şekillendirildikleri halde kullanım için uygun/yeterli değildir. Bu özellikleri istenilen düzeylere çıkarmak için, metallere çeşitli sıcaklıklarda ısıl işlemler uygulanır. Metal veya alaşımların büyük çoğunluğu ancak ısıl işlem uygulandıktan sonra kullanılabilirler.

5
Genel anlamda ısıl işlem:
Isıl İşlem nedir Genel anlamda ısıl işlem: Metal veya alaşımlara istenilen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Isıl işlemin Türk Standartlarındaki (TS 1112) tanımı ise; Katı haldeki metal veya alaşımlara belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine zamanlanarak uygulanan ısıtma ve soğutma işlemleri olarak verilmektedir.
 tanımı ise; Katı haldeki metal veya alaşımlara belirli özellikler kazandırmak amacıyla. bir veya daha çok sayıda, yerine göre birbiri peşine zamanlanarak uygulanan ısıtma ve soğutma işlemleri olarak verilmektedir.")
6
Çeliklere uygulanan bütün temel ısıl işlemler, iç yapının dönüşümü ile ilgilidir.
Dönüşüm ürünlerinin türü, bileşimi ve metalografik yapısı çeliğin fiziksel ve mekanik özelliklerini büyük ölçüde etkiler. Yani; bir çeliğin fiziksel ve mekanik özellikleri içerdiği dönüşüm ürünlerinin cinsine, miktarına ve metalografik yapısına bağlıdır.

7
Çeliklerin özellikleri çeşitli metotlar kullanılarak geliştirilebilir:
Alaşımın dizaynı ve hazırlanması sırasında: İstenilen özellikleri kazandırmak için, çelik bileşimine farklı miktarlarda değişik elementler katılır. En basit çelikler de bile, demir ve karbon dışında manganez ve silisyum elementleri bulunur. Manganezin %1’e ve silisyumun %O,6’ya kadar olan miktarları alaşım katkısı sayılmaz; ancak daha fazla miktarları alaşım elementi sayılır. Çeliklerin bileşiminde alaşım elementi olarak bulunan elementler çokluk sırasına göre şöyledir: Cr, Ni, Mo, W, Co, Nb, V, Ti, B, N. Daha az oranlarda ve çoğunlukla spesifik bir maksat için kullanılan elementler ise bakır (Cu), kursun (Pb), arsenik (As), Antimon (Sb) , kalay (Sn). Kükürt ve fosfor ise genellikle istenmezler; fakat bazı uygulamalarda S, P, Selenyum (Se), Tellür (Te) gibi elementleri (ametal) de içeren çelikler kullanılırlar.
, kursun (Pb), arsenik (As), Antimon (Sb) , kalay (Sn). Kükürt ve fosfor ise genellikle istenmezler; fakat bazı uygulamalarda S, P, Selenyum (Se), Tellür (Te) gibi elementleri (ametal) de içeren çelikler kullanılırlar.")
8
Çelik üretilirken ve/veya üretildikten sonra özellikleri mekanik ve/veya ısıl işlemlerle:
Mesela; dövme, haddeleme veya ekstrüzyon gibi mekanik işlemler ile su verme, temperleme, normalizasyon veya tavlama gibi ısıl işlemler çeliklerin mekanik ve hatta, kimyasal özelliklerini önemli ölçüde değiştirebilirler.

9
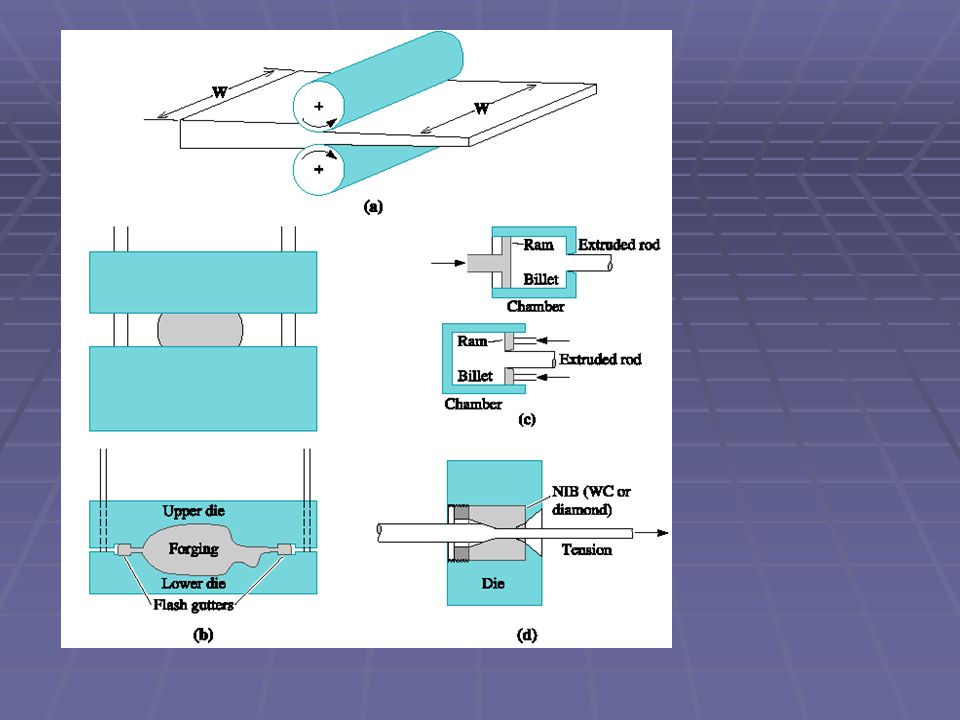
lsıl İşlemin Gereği Metal veya alaşımlarına çeşitli yöntemlerle şekil verilir. Bu yöntemlerin başlıcaları; *döküm *plastik şekillendirme (plastisite) *kaynak *talaşlı imalat *toz metalurjisi’dir. Metal veya alaşımın özellikleri şekillendirme yöntemlerine bağlı olduğu kadar daha sonra uygulanan işlemlere de bağlıdır.
 *kaynak. *talaşlı imalat. *toz metalurjisi’dir. Metal veya alaşımın özellikleri şekillendirme yöntemlerine bağlı olduğu kadar daha sonra uygulanan işlemlere de bağlıdır.")
10
Döküm Metallerin şekillendirilmesinde en yaygın olarak kullanılan metodlardan biridir. Bu metodla, gram ölçüsünden ton ölçüsüne kadar parça üretilmesi mümkün olmaktadır. Ürünlerin iki temel eksikliği vardır: Tane boyutu iridir ve alaşım bileşimi homojen değildir (segregasyon). Bu iki parametreye bağlı olarak, döküm parçasının mekanik özellikleri de tatminkar değildir. Bu iki dezavantaj döküm sıcaklığı, katılaşma hızı, kalıp yapısı gibi faktörlerin etkisindedir. Nihai ürünün şekline bağlı olarak, iri taneli yapı ısıl ve/veya mekanik işlemlerle ıslah edilebilmektedir. Benzer şekilde, yoğun segregasyonlu yapı homojenleştirme adı verilen ve dökümden sonra nispeten yüksek bir sıcaklıkta uygulanan bir tür ısıl işlemle bir ölçüde giderilebilmektedir.
. Bu iki parametreye bağlı olarak, döküm parçasının mekanik özellikleri de tatminkar değildir. Bu iki dezavantaj döküm sıcaklığı, katılaşma hızı, kalıp yapısı gibi faktörlerin etkisindedir. Nihai ürünün şekline bağlı olarak, iri taneli yapı ısıl ve/veya mekanik işlemlerle ıslah edilebilmektedir. Benzer şekilde, yoğun segregasyonlu yapı homojenleştirme adı verilen ve dökümden sonra nispeten yüksek bir sıcaklıkta uygulanan bir tür ısıl işlemle bir ölçüde giderilebilmektedir.")
11
©2003 Brooks/Cole, a division of Thomson Learning, Inc
©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license.

12
Plastik şekil verme (mekanik işlem)
Plastik şekil verme, esas olarak, yüksek kuvvetlerin (gerilmelerin) tatbik edildiği ve bunun sonucunda önemli ölçüde şekil değiştirmelerin elde edildiği bir şekillendirme yöntemidir. Tatbik edilen yüksek miktardaki gerilme ile şekillendirme işlemini sürekli bir şekilde gerçekleştirmek çoğu zaman mümkün değildir. Çünkü, gerilme etkisi ile metalin dislokasyon yoğunluğu çok artar ve metal sertleşir (deformasyon sertleşmesi). Bu takdirde, metalin şekillendirilebilmesi için daha fazla gerilme gerekir. Sonuçta malzemede dislokasyon yoğunluğu öyle artar ki, mikro çatlaklar büyüyerek malzemenin hasarına neden olur (mikro boşluk birikimi ve çatlak oluşumu). Bu bakımdan plastik şekil verme işleminde, gerek ara kademelerde ve gerekse sonunda iş parçası ısıl işleme tabi tutularak yumuşatılır ve tekrar şekillendirilebilir hale getirilir. Bu işlem tavlama genel adı ile bilinir (yeniden kristalleştirme tavlaması veya proses tavlaması). Bu şekilde iş parçasının tokluğu yükselir, iç gerilmeler önemli miktarda azalır.
 tatbik edildiği ve bunun sonucunda önemli ölçüde şekil değiştirmelerin elde edildiği bir şekillendirme yöntemidir. Tatbik edilen yüksek miktardaki gerilme ile şekillendirme işlemini sürekli bir şekilde gerçekleştirmek çoğu zaman mümkün değildir. Çünkü, gerilme etkisi ile metalin dislokasyon yoğunluğu çok artar ve metal sertleşir (deformasyon sertleşmesi). Bu takdirde, metalin şekillendirilebilmesi için daha fazla gerilme gerekir. Sonuçta malzemede dislokasyon yoğunluğu öyle artar ki, mikro çatlaklar büyüyerek malzemenin hasarına neden olur (mikro boşluk birikimi ve çatlak oluşumu). Bu bakımdan plastik şekil verme işleminde, gerek ara kademelerde ve gerekse sonunda iş parçası ısıl işleme tabi tutularak yumuşatılır ve tekrar şekillendirilebilir hale getirilir. Bu işlem tavlama genel adı ile bilinir (yeniden kristalleştirme tavlaması veya proses tavlaması). Bu şekilde iş parçasının tokluğu yükselir, iç gerilmeler önemli miktarda azalır.")
14
Figure 7.9 The fibrous grain structure of a low carbon steel produced by cold working: (a) 10% cold work, (b) 30% cold work, (c) 60% cold work, and (d) 90% cold work (250). (Source: From ASM Handbook Vol. 9, Metallography and Microstructure, (1985) ASM International, Materials Park, OH Used with permission.)
 ASM International, Materials Park, OH Used with permission.).")
15
Kaynak Yaygın olarak kullanılan imalat yöntemlerinden biri de kaynaktır. Kaynak işleminde esas, iki veya daha çok parçanın eriyen bir elektrotla birleştirilmesidir. İş parçalarının birleşme bölgelerinde sıcaklık çok yüksek olduğu için metalin özelliklerinde bölgesel olarak değişmeler meydana gelir. Mesela, bu bölgelerde ergime nedeniyle döküm yapısı karakteri hakim olup tane büyümesi vardır. Dolayısıyla kaynak bölgesinin mekanik özelliklerinde de kötüleşmeler olur. Tane boyutunun ergimiş bölgeden ana metale doğru küçülmesine paralel olarak gerilme dağılımında da değişiklik vardır. Sonuçta, kaynak bölgesi ile ana metal geçiş bölgesi hassasiyet gösterir ve çatlama riski yüksektir. Bu hassasiyet kaynak işleminden sonra yapılacak bir gerilme giderme tavlaması ile önemli ölçüde giderilebilir. Aynı şekilde, kaynak öncesinde parçanın ısıtılması da faydalıdır.

16
Talaşlı imalat Bu yöntem taşlama, torna, freze, tesfiye vb operasyonları kapsar ve pek çok iş parçasının üretiminde kullanılan başlıca yöntemdir. İşlem, kesici uç veya kalemin iş parçasından parça koparmasına dayanır. Koparılan parça az veya çok, küçük veya iri olabilir. İşlem hızlı veya yavaş olabilir. Her halde, iş parçası yüzeyinde önemli bir gerilme hasıl olur. Bu gerilmeler, parça başka bir işleme maruz bırakılmadan giderilmelidir.

17
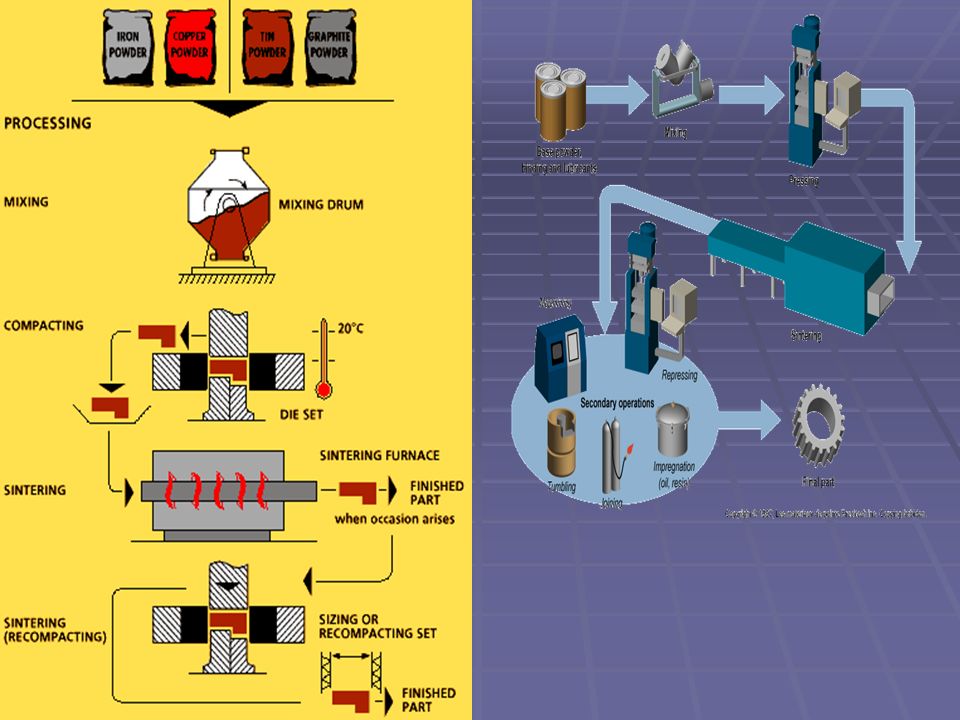
Toz metaluriisi Geleneksel yöntemlerle üretimi mümkün olmayan parçaların hassas ve seri olarak üretme imkan veren bir yöntemdir. Bu yöntem, son yıllarda bazı geleneksel ürünlerin daha nitelikli olarak üretilmesi için de kullanılmaktadır. Yöntem, metal veya alaşımların veya intermetaliklerin tozlarının yüksek bir basınç altında şekillendirilmesine ve yüksek sıcaklıkta sinterlenmesine dayanır. Elde edilen ürünlerin bazı özelliklerinin geliştirilmesi için ısıl işlem gerekli olabilir.

19
Görülüyor ki, çeşitli yöntemlerle üretilen parçaların çoğu değişik özellikleri itibarıyla tatmin edici değildir. İş parçaları bir veya bir kaç ısıl işlemle arzu edilen özelliklere sahip kılınabilir. Son olarak ifade etmek gerekir ki, ısıl işlemler sıcaklıkla ilgili olmakla birlikte, bazı ısıl işlemler oda sıcaklığında gerçekleştirilir (doğal yaşlandırma). Hatta, sıfırdan düşük sıcaklıklarda gerçekleştirilen ısıl işlemler de vardır. Soğuk işlem olarak adlandırılan işlemler -80°C’ye kadar olan sıcaklıklarda (sıfır altı subzero), cryogenic olarak adlandırılan işlem ise °C’ye kadar olan sıcaklıklarda (sıvı azot) tatbik edilir.
. Hatta, sıfırdan düşük sıcaklıklarda gerçekleştirilen ısıl işlemler de vardır. Soğuk işlem olarak adlandırılan işlemler -80°C’ye kadar olan sıcaklıklarda (sıfır altı -subzero), cryogenic olarak adlandırılan işlem ise -196°C’ye kadar olan sıcaklıklarda (sıvı azot) tatbik edilir.")
20
Demir Esaslı Malzemelerin Sınıflandırılması
Üç grup demir esaslı malzeme vardır: Demir : Ağırlıkça % 0.08 den az C içerir (oda sıcaklığında α−ferrit) Çelikler : % C (genellikle < % 1) (oda sıcaklığında α-ferrit + Fe3C) Dökme Demirler : % C (genellikle < 4.5 %C)
 Çelikler : % C (genellikle < % 1) (oda sıcaklığında α-ferrit + Fe3C) Dökme Demirler : % C (genellikle < 4.5 %C)")
21
Demir İnsanlar tarafından en iyi tanınan metal demirdir.
Saf demir 1538°C’de erir; yoğunluğu 7,8 gr/cm3’dür (bir çok malzemeden daha ağır). Demir, pek çok mühendislik alaşımının temelim oluşturan bir metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, kanalizasyon, soba ve kokil kalıp yapımı gibi bazı uygulamalarda kullanılır. Tipik bir külçe demir yaklaşık %0,012 C, %0,017 Mn, %0,005 P, %0,025 S ve eser miktarda da Si içerir. Saf demirin çekme dayanımı 276 MPa, kopma uzaması % 40 ve sertliği 30 RSD-B civarındadır. Ancak, saf demirin sertlik ve mukavemeti pek çok uygulama için yeterli değildir. Fe ve alaşımları sertlik, süneklik, tokluk, aşınma direnci gibi birçok önemli özelliklerinden dolayı birçok alanda kullanılmaktadır.
. Demir, pek çok mühendislik alaşımının temelim oluşturan bir metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, kanalizasyon, soba ve kokil kalıp yapımı gibi bazı uygulamalarda kullanılır. Tipik bir külçe demir yaklaşık %0,012 C, %0,017 Mn, %0,005 P, %0,025 S ve eser miktarda da Si içerir. Saf demirin çekme dayanımı 276 MPa, kopma uzaması % 40 ve sertliği 30 RSD-B civarındadır. Ancak, saf demirin sertlik ve mukavemeti pek çok uygulama için yeterli değildir. Fe ve alaşımları sertlik, süneklik, tokluk, aşınma direnci gibi birçok önemli özelliklerinden dolayı birçok alanda kullanılmaktadır.")
22
Demir alotropik bir metaldir,
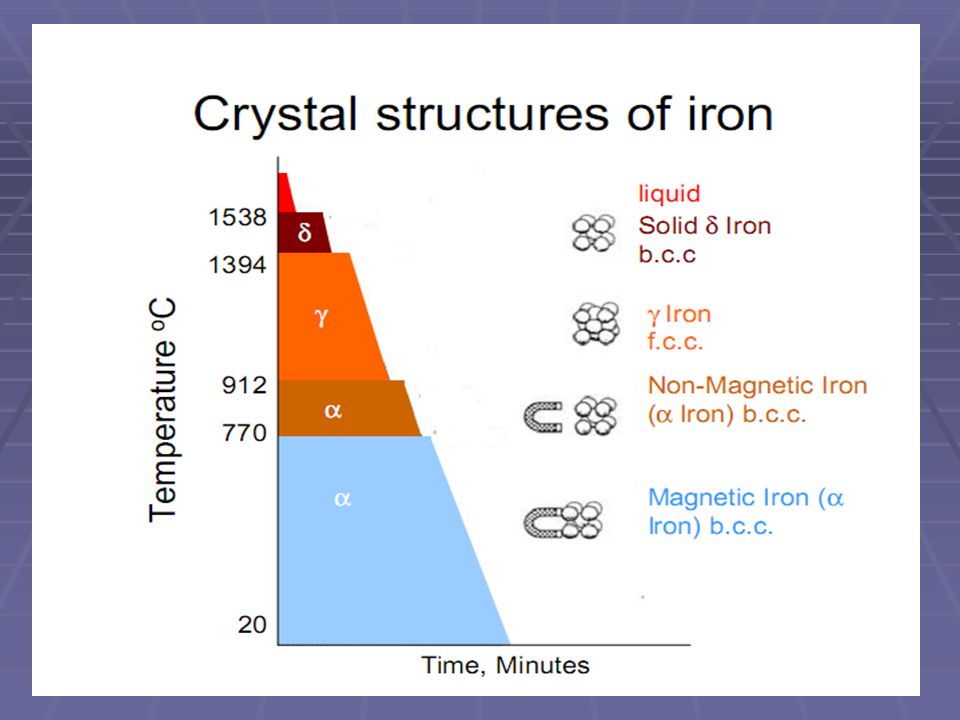
Bir malzemenin kimyasal yapıs değişmeden kristal yapısı değişiyorsa, bu tür malzemelere allotropik veya polimorfik özellik gösteriyor denir Üç türlü alotropik değişim gösteren demir, belirli sıcaklık aralıklarında kararlı bir durum sergiler. Yani kafes yapısı sıcaklığa göre değişir. Saf demir oda sıcaklığından ergime sıcaklığına kadar üç farklı kristal yapıda bulunur: Oda sıcaklığından 912°C’ye kada hacim merkezli kübik (HMK) (a-Fe), 912°C’den 1394°C’ye kadar yüzey merkezli kübik (YMK) (g- Fe) 1394°C’den ergime sıcaklığına (1538°C) kadar tekrar hacim merkez kübik (HMK) (d-Fe; a-Fe ile aynı)
 (a-Fe), 912°C’den 1394°C’ye kadar yüzey merkezli kübik (YMK) (g- Fe) 1394°C’den ergime sıcaklığına (1538°C) kadar tekrar hacim merkez kübik (HMK) (d-Fe; a-Fe ile aynı)")
23
Demir 768°C’de (Curie sıcaklığı) ferromanyetik karakterden paramanyetik karaktere geçmektedir.
768°C’nin altında mıknatıslanma özelliği gösterirken, bu sıcaklığın üzerinde mıknatıslanma göstermez.

25
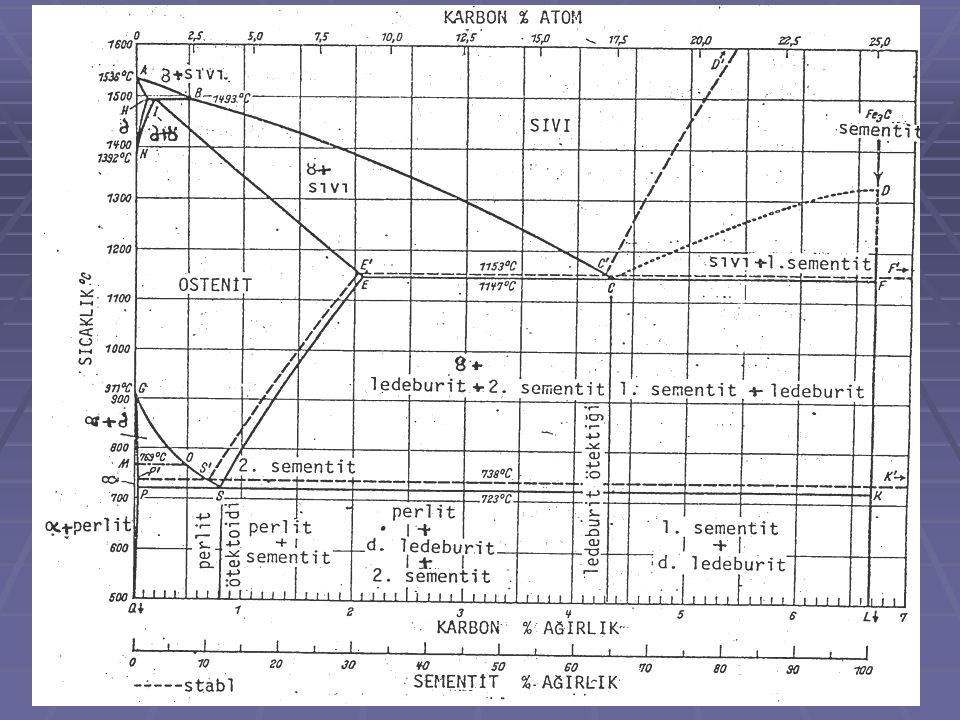
Demir elementi başka elementlerle de bileşikler yapabilen aktif bir element olmakla beraber, en önemli alaşımları karbon ile yaptıklarıdır. Demir ile karbonun oluşturduğu malzeme gruplarından birinin adı çelik, diğerinin adı ise dökme demirdir. Diyagram, saf demir içerisine sürekli artan oranlarda az miktarda karbon elementi katılarak elde edilen alaşımların sıvı halden (yani ergime sıcaklığı üzerindeki bir bölgeden) soğutulması takip edilerek çizilmiştir. Bu tür diyagramların çıkarılması son derecede zahmetli uzun yıllar çalışmayı gerektirir
 soğutulması takip edilerek çizilmiştir. Bu tür diyagramların çıkarılması son derecede zahmetli uzun yıllar çalışmayı gerektirir.")
26
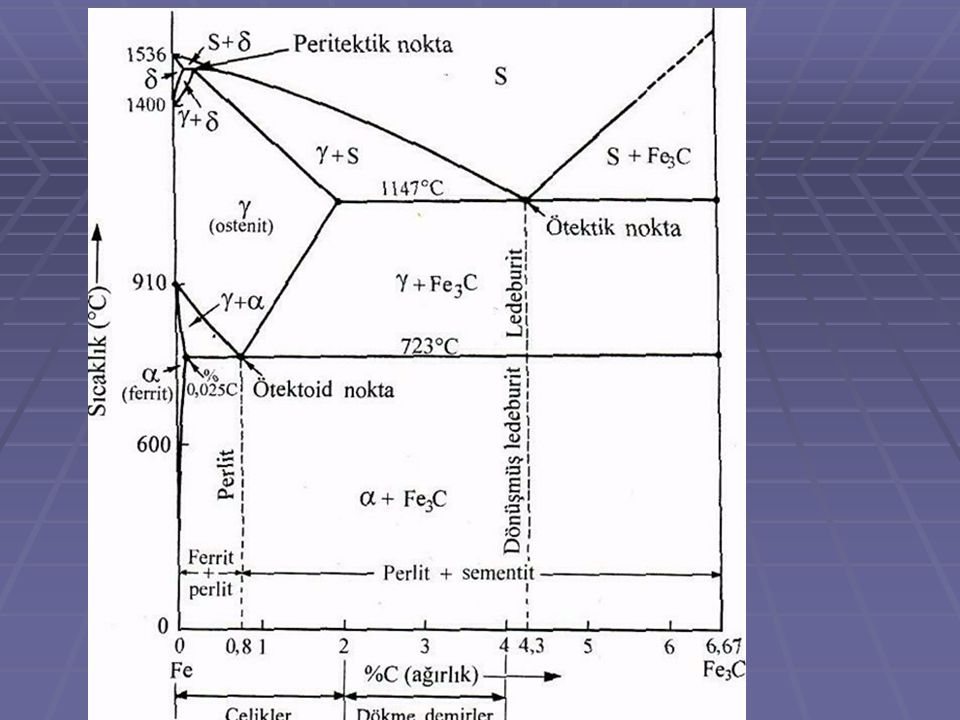
Diyagramın sol tarafında demir, sağ tarafında ise Fe3C (demir karbür-sementit) bulunmaktadır.
Diyagramın alt ekseni demire katılan karbonun ağırlık olarak yüzdesini, dikey ekseni ise sıcaklığı göstermektedir. Diyagramın sadece demir ve karbon arasındaki ilişki baz alınarak çizilmiştir. Daha fazla elementin katılması diyagramın çok daha karmaşık olmasına yol açmaktadır.

27
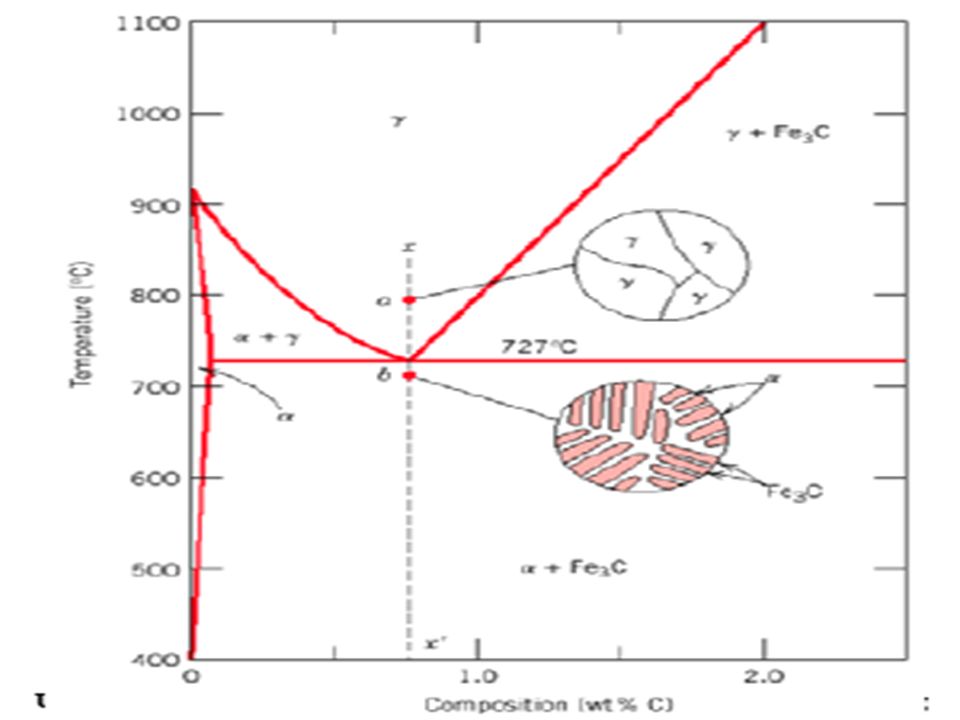
Demir-Sementit (Fe-Fe3C) Faz Diyagramı
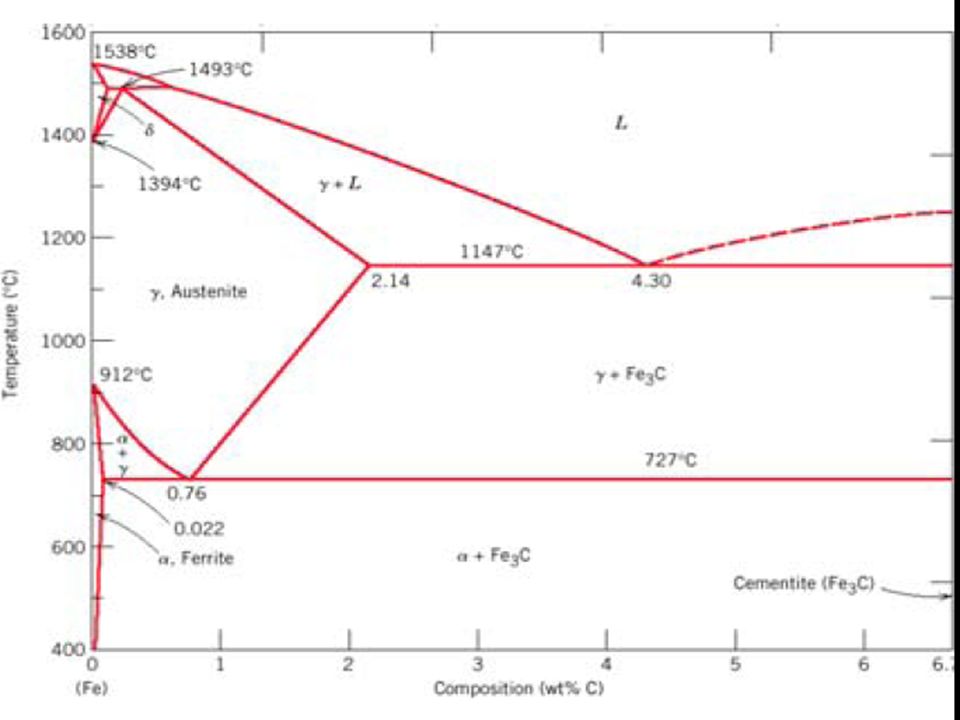
Sementit (Fe3C) bileşiği ağırlık olarak %6,67 oranında karbon içerir. Söz konuşu bileşiğin oluşması durumunda, demir-karbon sistemi için demir (Fe)-sementit (Fe3C) diyagramı geçerli olur. Fe- Fe3C denge diyagramı peritektik, ötektik ötektoid noktaları içermektedir. Karbon oranı %0,8' den az olan çeliklere ötektoid altı çelikler, %0,8 olan çeliklere ötektoid çelikler, %0,8' den fazla olan çeliklere de ötektoid üstü çelikler denir.
 bileşiği ağırlık olarak %6,67 oranında karbon içerir. Söz konuşu bileşiğin oluşması durumunda, demir-karbon sistemi için demir (Fe)-sementit (Fe3C) diyagramı geçerli olur. Fe- Fe3C denge diyagramı. peritektik, ötektik. ötektoid noktaları içermektedir. Karbon oranı %0,8 den az olan çeliklere ötektoid altı çelikler, %0,8 olan çeliklere ötektoid çelikler, %0,8 den fazla olan çeliklere de ötektoid üstü çelikler denir.")
31
Çelik Mühendislik malzemeleri içinde en fazla kullanılanlar çeliklerdir. Öyle ki, kullanılan çelik miktarı diğer bütün mühendislik malzemeleri mertebesinde veya daha fazladır. 18. yüzyılda sanayi devriminin başlamasına hem doğrudan, hem de dolaylı olarak çelik sanayiine önayak olmuştur. Yaklaşık son iki yüzyıl demir-çelik devri olarak nitelendirilebilir. Bununla beraber, demirin insanlar tarafından kullanımı tarihin çok eski dönemlerine kadar gider. Başka bazı metallerin de (bakır-bronz) çok eski tarih dönemlerinde kullanılmış olmasına rağmen, çağdaş teknoloji demir-çeliğe bağlı olduğu kadar hiç bir malzemeye bağlı olmamıştır. Günümüzde, yeni geliştirilen diğer bazı metalik, seramik, polimerik veya bunların karışımı olan malzemeler çeşitli özellikleri açısından (yüksek sıcaklığa dayanıklılık, hafiflik, inertlik gibi) çeliklere üstünlük sağlamakla beraber, demir-çelik esaslı malzemelerin teknolojik hakimiyetleri daha uzun yıllar boyunca sürecek gibi gözükmektedir….
 çok eski tarih dönemlerinde kullanılmış olmasına rağmen, çağdaş teknoloji demir-çeliğe bağlı olduğu kadar hiç bir malzemeye bağlı olmamıştır. Günümüzde, yeni geliştirilen diğer bazı metalik, seramik, polimerik veya bunların karışımı olan malzemeler çeşitli özellikleri açısından (yüksek sıcaklığa dayanıklılık, hafiflik, inertlik gibi) çeliklere üstünlük sağlamakla beraber, demir-çelik esaslı malzemelerin teknolojik hakimiyetleri daha uzun yıllar boyunca sürecek gibi gözükmektedir….")
32
Denge diyagramına göre; ağ
Denge diyagramına göre; ağ. %2,1’e kadar karbon içeren demir-karbon alaşımları çelik, %2,1’den daha fazla karbon içeren (genellikle %5’e kadar) demir-karbon-silisyum alaşımları ise dökme demir adını alırlar. Çelikler, çok değişik kriterlere göre de sınıflandırılabilir. Bunlardan bazıları: Çelikler, karbon miktarlarına göre, üç sınıfa ayrılırlar: Düşük karbonlu çelikler: Bunların karbon miktarları genel olarak %0,25’den (%0.3’den) düşüktür. Orta karbonlu çelikler: Bunlarda %0,25-0,5 karbon bulunur. Yüksek karbonlu çelikler: Karbon miktarları %0,5’den yüksek olan çeliklerdir. (Çeliklerde bulunan karbon miktarı için %2,1 sınırı verilmiş olmakla beraber çok az çelikde bu miktarda karbon vardır;
 demir-karbon-silisyum alaşımları ise dökme demir adını alırlar. Çelikler, çok değişik kriterlere göre de sınıflandırılabilir. Bunlardan bazıları: Çelikler, karbon miktarlarına göre, üç sınıfa ayrılırlar: Düşük karbonlu çelikler: Bunların karbon miktarları genel olarak %0,25’den (%0.3’den) düşüktür. Orta karbonlu çelikler: Bunlarda %0,25-0,5 karbon bulunur. Yüksek karbonlu çelikler: Karbon miktarları %0,5’den yüksek olan çeliklerdir. (Çeliklerde bulunan karbon miktarı için %2,1 sınırı verilmiş olmakla beraber çok az çelikde bu miktarda karbon vardır;")
33
Kullanılan alaşım elementlerinin miktarına göre, çelikler üç gruba ayrılır:
a) Alaşımsız çelikler: Bunlar alaşım katkısı sayılabilecek hiç bir alaşım elementi içermezler. Bu tür çelikler esasen demir-karbon alaşımları olup karbon çeliği (sade karbonlu çelikler) adını alırlar. b) Az alaşımlı çelikler: Bu gruptaki çeliklerde bulunan alaşım elementlerinin toplam miktarı %5’i geçmez. Islah çelikleri, makina yapım çelikleri, bazı takım çelikleri bu çelik grubuna girerler. Karbon çeliklerine göre daha kaliteli ve daha pahalı çeliklerdir. c) Yüksek Alaşımlı çelikler: Bunlarda, toplam alaşım elementi miktarı %5’den fazladır. Alaşım elementi miktarı arttıkça, alaşım bileşimi komplike hale geldikçe fiyat ve kalite de artar. Bu tür çelikler çoğunlukla özel tekniklerle üretilir ve spesifik uygulamalar için uygundurlar. Takım çeliklerinin büyük çoğunluğu, paslanmaz çelikler, bu gruptadırlar. Alaşım katkısının üst sınırı nerede ise %50’ye yakındır.
 Alaşımsız çelikler: Bunlar alaşım katkısı sayılabilecek hiç bir alaşım elementi içermezler. Bu tür çelikler esasen demir-karbon alaşımları olup karbon çeliği (sade karbonlu çelikler) adını alırlar. b) Az alaşımlı çelikler: Bu gruptaki çeliklerde bulunan alaşım elementlerinin toplam miktarı %5’i geçmez. Islah çelikleri, makina yapım çelikleri, bazı takım çelikleri bu çelik grubuna girerler. Karbon çeliklerine göre daha kaliteli ve daha pahalı çeliklerdir. c) Yüksek Alaşımlı çelikler: Bunlarda, toplam alaşım elementi miktarı %5’den fazladır. Alaşım elementi miktarı arttıkça, alaşım bileşimi komplike hale geldikçe fiyat ve kalite de artar. Bu tür çelikler çoğunlukla özel tekniklerle üretilir ve spesifik uygulamalar için uygundurlar. Takım çeliklerinin büyük çoğunluğu, paslanmaz çelikler, bu gruptadırlar. Alaşım katkısının üst sınırı nerede ise %50’ye yakındır.")
34
Low carbon steels (mild steels): 0.1-0.25%C
Plain Carbon Steels Low carbon steels (mild steels): %C proeutectoid F + small amount of P high formability, high ductility: ~30%EL relatively low strength: y= 250~400MPa excellent weldability cannot be strengthened by heat treatment usually strengthened by cold working typical applications: pipes, panels, sheets, wires, I-beams etc.
: %C. proeutectoid F + small amount of P. high formability, high ductility: ~30%EL. relatively low strength: y= 250~400MPa. excellent weldability. cannot be strengthened by heat treatment. usually strengthened by cold working. typical applications: pipes, panels, sheets, wires, I-beams etc.")
35
Medium-carbon steels (structural steels)
Good combination of strength and ductility Yield strength: 300~600MPa Tensile strength: 400~800MPa Elongation: ~25% (0.4% carbon steel) Strengthenable by heat treatment Weldable; weldability deteriorates with increasing C% Used for load-bearing applications, crankshaft, bolts, gears, Heavy-duty machinery, mining equipment, cranes
 Strengthenable by heat treatment. Weldable; weldability deteriorates with increasing C% Used for load-bearing applications, crankshaft, bolts, gears, Heavy-duty machinery, mining equipment, cranes.")
36
High strength low alloy steels (HSLA)
Medium carbon steels have desired mechanical properties for structural applications, but suffer from welding-induced embrittlement due to the formation of martensite. To overcome this problem, C content in these steels is reduced (<0.3%) and the loss of strength is compensated by increasing Mn content (>1%) and by microalloying with Nb, V, Ti, Cr and Cu. This leads to the development of HSLA steels. These steels are widely used for manufacturing large welded structures, such as Sydney harbor bridge, ocean liners and cargo ships, oil drilling rigs and platforms, large mining and earth moving equipment, and pressure vessels and storage tanks.
 and the loss of strength is compensated by increasing Mn content (>1%) and by microalloying with Nb, V, Ti, Cr and Cu. This leads to the development of HSLA steels. These steels are widely used for manufacturing large welded structures, such as Sydney harbor bridge, ocean liners and cargo ships, oil drilling rigs and platforms, large mining and earth moving equipment, and pressure vessels and storage tanks.")
37
predominately eutectoid pearlite at room temperature
High carbon steels Spring steels: 0.6~0.8%C predominately eutectoid pearlite at room temperature often strengthened and hardened by heat treatment high strength and moderate toughness Tool steels: 0.8~1.2%C proeutectoid cementite + pearlite very high hardness, low toughness, very difficult to machine used for chisels, hammers, knives, saw blades, drills, dies, punches, cutlery, chine tools and wear resistant applications High carbon steels have poor weldability and poor machinability spring Extrusion dies Cutting blades

38
Çelikler kullanım alanlarına göre
*(inşaat çeliği, makina yapım çeliği, otomat çeliği, yay çeliği gibi), İçerdikleri ana alaşım elementlerine göre *(kromlu çelik, karbon çeliği, silisli çelik, krom-nikelli çelik, tungstenli yüksek hız takım çeliği gibi), Ana yapıyı oluşturan fazın adına göre *(ostenitik paslanmaz çelik, ostenitik mangan çeliği, ferritik paslanmaz çelik, martenzitik paslanmaz çelik gibi), Ana yapı bileşenlerinin sayısına göre *(iki fazlı çelik, dupleks paslanmaz çelik gibi), Isıl işlem ortamına göre * (havada sertleşen çelik, suda sertleşen çelik, yağda sertleşen çelik gibi),
, İçerdikleri ana alaşım elementlerine göre. *(kromlu çelik, karbon çeliği, silisli çelik, krom-nikelli çelik, tungstenli yüksek hız takım çeliği gibi), Ana yapıyı oluşturan fazın adına göre. *(ostenitik paslanmaz çelik, ostenitik mangan çeliği, ferritik paslanmaz çelik, martenzitik paslanmaz çelik gibi), Ana yapı bileşenlerinin sayısına göre. *(iki fazlı çelik, dupleks paslanmaz çelik gibi), Isıl işlem ortamına göre. * (havada sertleşen çelik, suda sertleşen çelik, yağda sertleşen çelik gibi),")
39
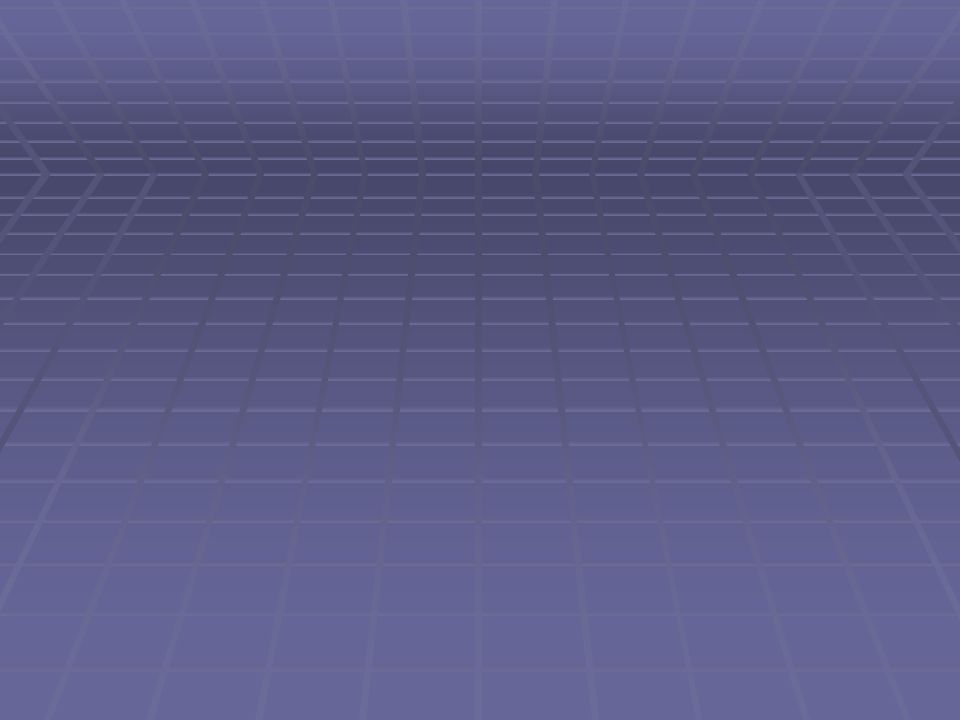
C, Fe içerisinde bir arayer empürüte atomdur
Fe–Fe3C sistemi C, Fe içerisinde bir arayer empürüte atomdur Fe’in a, g, d katı çözeltilerini oluşturur C’nun maksimum çözünürlüğü HMK α-ferritte sınırlıdır (727 °C’de max. % 0.022) – HMK yapıda arayer boşluklar nispeten küçüktür YMK ostenitte maksimum çözünürlüğü 1147°C’de % 2.14’tür - YMK yapıda arayer boşluklar daha büyüktür. Mekanik özellikler: Sementit çok sert ve kırılgandır. Mekanik özellikler mikroyapıya bağlıdır. Manyetik özellikler: α -ferrit 768 °C’nin altında manyetiktir. Ostenit manyetik değildir.
 – HMK yapıda arayer boşluklar nispeten küçüktür. YMK ostenitte maksimum çözünürlüğü 1147°C’de % 2.14’tür - YMK yapıda arayer boşluklar daha büyüktür. Mekanik özellikler: Sementit çok sert ve kırılgandır. Mekanik özellikler mikroyapıya bağlıdır. Manyetik özellikler: α -ferrit 768 °C’nin altında manyetiktir. Ostenit manyetik değildir.")
40
Demirde meydana gelen allotropik değişmeleri alaşım elementleri, özellikle karbon, etkilemektedir.
Denge diyagramının bu kısmı, saf demir ile ağ. %6,67 karbon içeren demir karbür arayer bileşiği arasındadır. Bu nedenle, bu diyagram demir-demir karbür diyagramı olarak bilinir. Öncelikle şunu hatırlatmak gerekir ki, bu diyagram gerçek denge diyagramı değildir; çünkü, denge, fazın zamanla değişmediği anlamına gelir. Gerçekte, demir karbür bileşiği demir ve karbona (grafit) ayrışacaktır. Bu ayrışma oda sıcaklığında çok uzun zamanda gerçekleşir ve hatta 705°C’de bile yıllarca sürer. Demir karbür yarı kararlı bir fazdır. Bu sebeple, demir-demir karbür denge diyagramı, teknik olarak yarı kararlı durumlar gösterse dahi, nispeten yavaş ısıtma ve soğutma koşullarında, denge değişimlerini gösteren bir diyagram olarak göz önüne alınabilir.
 ayrışacaktır. Bu ayrışma oda sıcaklığında çok uzun zamanda gerçekleşir ve hatta 705°C’de bile yıllarca sürer. Demir karbür yarı kararlı bir fazdır. Bu sebeple, demir-demir karbür denge diyagramı, teknik olarak yarı kararlı durumlar gösterse dahi, nispeten yavaş ısıtma ve soğutma koşullarında, denge değişimlerini gösteren bir diyagram olarak göz önüne alınabilir.")
43
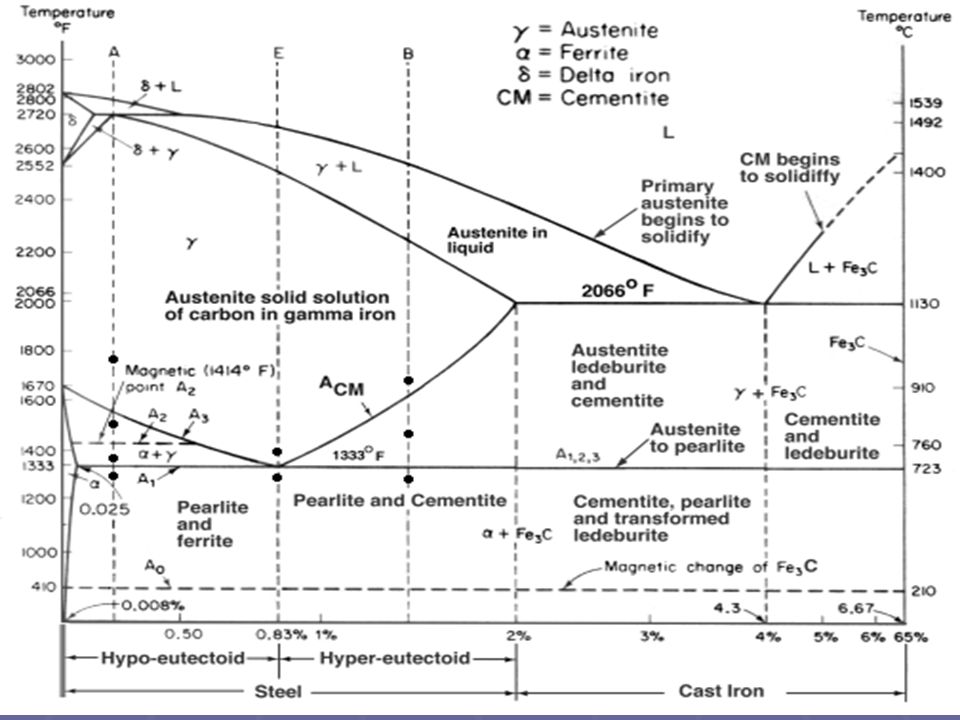
Demir- demir karbür diyagramının delta bölgesi

44
a-ferrit Fe–Fe3C Denge diyagramındaki fazlar ve yapılar
HMK Fe’de karbonun katı çözeltisi Oda sıcaklığında Fe’in kararlı durumu Maksimum çözebildiği C değeri 727°C’de % ve bu çözünürlük sıcaklık düşüşü ile azalır ve oda sıcaklığında sadece %0,008 kadar olur YMK γ-ostenite 912 °C’de dönüşür Ostenitten daha yumuşak ve daha az mukavemetlidir.

45
g-ostenit YMK Fe’de karbonun arayer katı çözeltisi
Maksimum çözebildiği C değeri 1147°C’de % 2.14 HMK δ-ferrite 1395 °C ‘de dönüşür Hızlı soğutulmadıkça ötektoid sıcaklığın (727°C) altında kararlı değildir. ancak bazı koşullar altında ostenit elde edebilmek mümkündür.
 altında kararlı değildir. ancak bazı koşullar altında ostenit elde edebilmek mümkündür.")
46
δ-ferrite HMK Fe’de karbonun katı çözeltisi α-ferritle aynı yapıda
Sadece yüksek sıcaklıkta (1394 °C’nin üzerinde) kararlı, 1538 °C’de ergir Maksimum çözebildiği C değeri 1493°C’de % 0.1 Delta bölgesi çok yüksek sıcaklıklarda kararlı olması ve bu alanda hiç bir ticari ısıl işlem yapılmaması sebebiyle bir çok teknolojik işlemde ilgi duyulan bir alan değildir.
 kararlı, 1538 °C’de ergir. Maksimum çözebildiği C değeri 1493°C’de % 0.1. Delta bölgesi çok yüksek sıcaklıklarda kararlı olması ve bu alanda hiç bir ticari ısıl işlem yapılmaması sebebiyle bir çok teknolojik işlemde ilgi duyulan bir alan değildir.")
47
Fe3C (demir karbür veya sementit)
Ağırlıkça %6,67 karbon içerir. Düşük çekme mukavemetli fakat yüksek basma mukavemetli sert ve gevrek metallerarası bir bileşiktir. Sementit veya demir karbür (Fe3C) diyagramda görülen en sert yapıdır. Ortorombik kristal yapılıdır.
 diyagramda görülen en sert yapıdır. Ortorombik kristal yapılıdır.")
48
austenite ferrite cementite

49
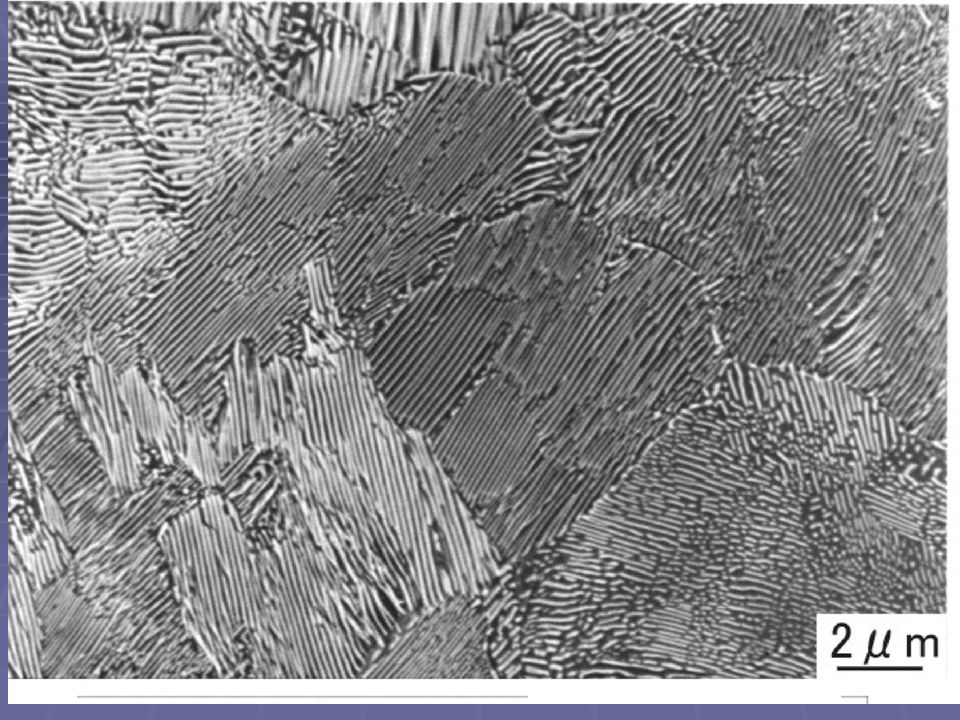
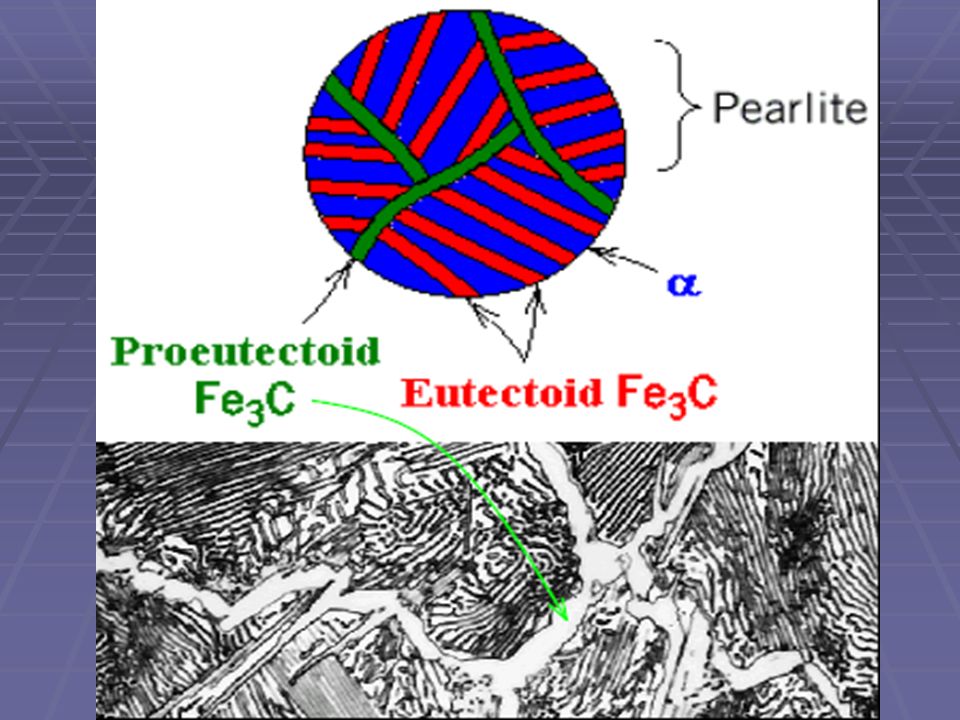
Perlit: %0,80 karbon içeren ötektoid karışım olup çok yavaş soğuma sonucunda 727°C’de oluşur. Ferrit ve sementitin çok ince plaka veya lamellerinden oluşa bir karışımdır Orta seviyede mukavemeti vardır.

50
Figure Growth and structure of pearlite: (a) redistribution of carbon and iron, and (b) photomicrograph of the pearlite lamellae (2000). (From ASM Handbook, Vol. 7, (1972), ASM International, Materials Park, OH )
, ASM International, Materials Park, OH ).")
52
20 µm

53
Jaramillo et al., 2004

58
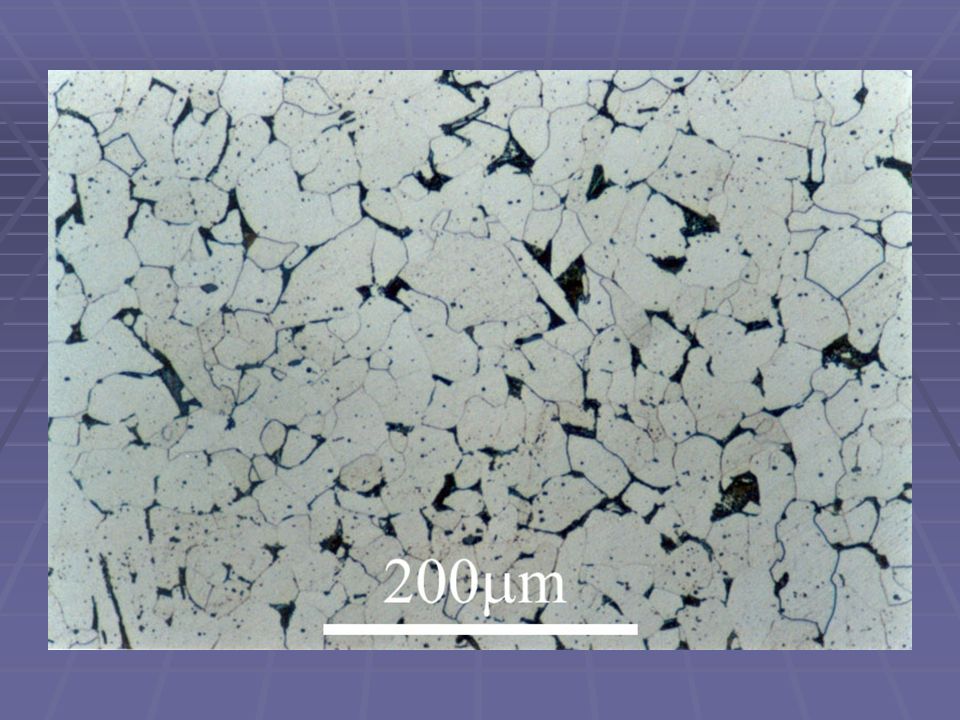
hypoötectoid çelik α (beyaz) ve perlit ( 400).
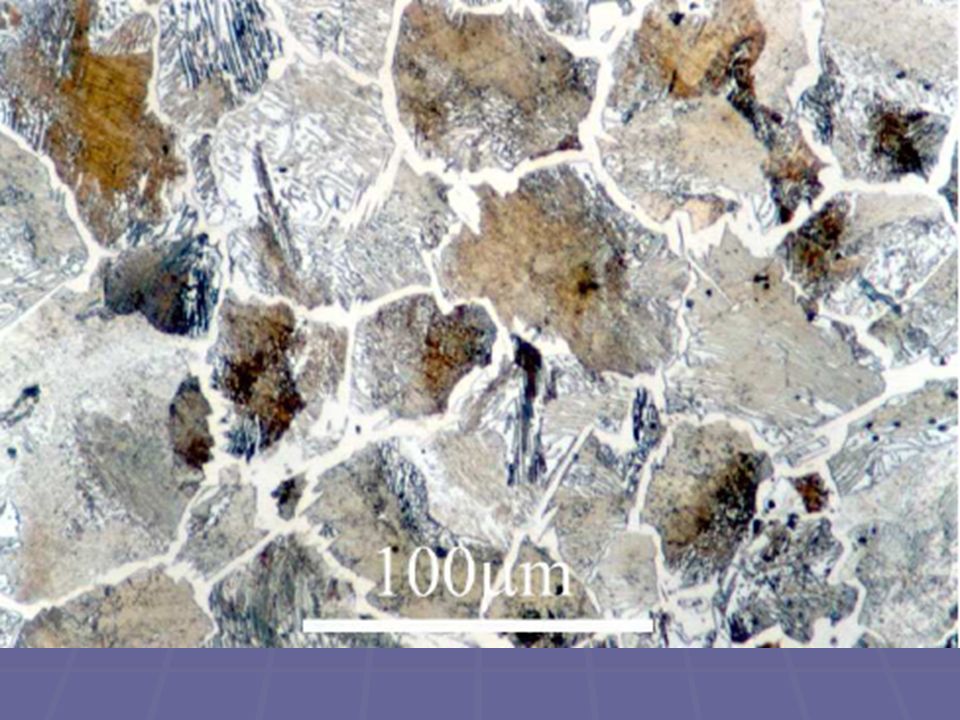
hyperötectoid çelik perlitin etrafındaki Fe3C ( 800).
.")
59
(b) hypoötectoid çelik (ötektoid altı) a (beyaz) ve perlit ( 400). hyperötectoid çelik perlitin etrafındaki Fe3C ( 800).
.")
61
Ledeburit Ostenit ve sementitin veya ferrit ve sementitin oluşturduğu ötektik karışımının adıdır. 1147°C’de %4,3 C içerir.

62
©2003 Brooks/Cole, a division of Thomson Learning, Inc
©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license.

63
Eutectic: Eutectoid: Fe 3 C cementite L g austenite +L +Fe3C a ferrite
1600 1400 1200 1000 800 600 400 1 2 4 5 6 6.7 L g austenite +L +Fe3C a ferrite + L+Fe3C d (Fe) Co , wt% C Eutectic: Eutectoid: 0.76 4.30 727°C 1148°C T(°C)
 Co , wt% C. Eutectic: Eutectoid: °C. 1148°C. T(°C)")
64
(c)2003 Brooks/Cole, a division of Thomson Learning, Inc
(c)2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license.
2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license.")
65
Önemli Dönüşümler Diyagramda üç önemli dönüşüm vardır:
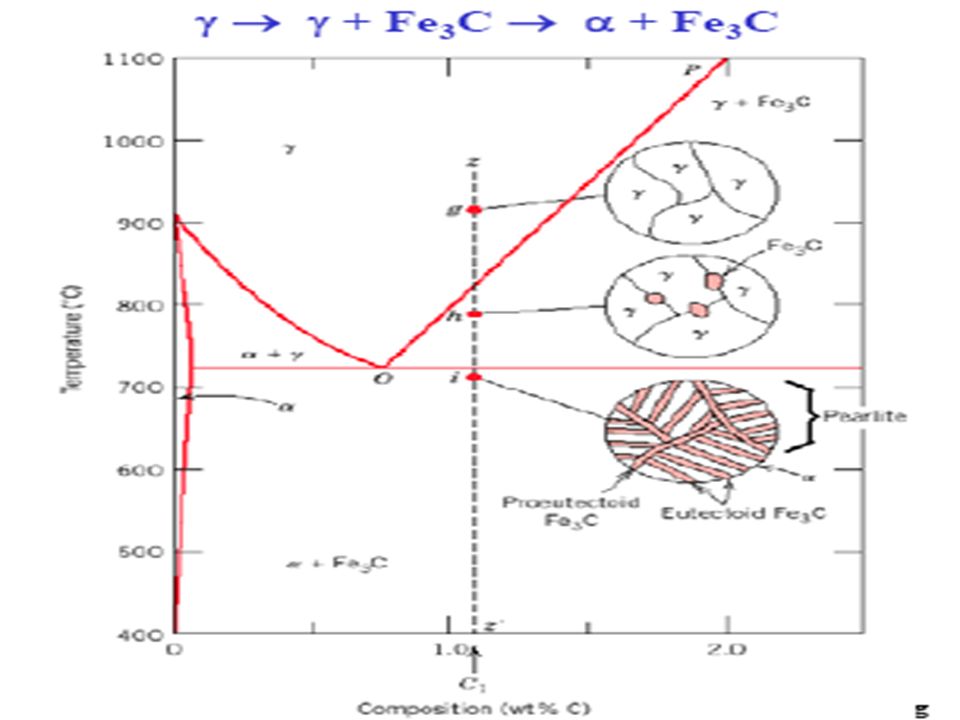
1495°C’de %0,15 karbon bileşiminde “sıvı+delta”dan ostenit oluşmaktadır. Bu dönüşüm peritektik olarak adlandırılır ve teknolojik olarak çok önemli değildir. Sıvı + d → ostenit (g) 1148°C’de %4,3 karbon bileşiminde ise sıvı faz “ostenit+sementit” fazlarından oluşan bir karışıma dönüşür. Bu reaksiyon ötektik adını alır ve denge diyagramında sıvının görüldüğü en düşük sıcaklığı gösterir. Ötektik reaksiyon dökme demir teknolojisi açısından çok önemlidir ve ötektik reaksiyon ile oluşan ürün ledeburit adını alır. Sıvı → ostenit (g) + Fe3C Diyagramdaki üçüncü reaksiyon ise çelik teknolojisi açısından çok önemli olan ötektoid reaksiyondur. Ötektoid reaksiyon 727°C’de ve ağ. %0,8 karbon bileşiminde ostenitin “ferrit+sementit”e dönüşürnü şeklinde olur ve ötektoid dönüşüm ürünü perlit (ferrit+sementit) adıyla bilinir. ostenit (g) → a + Fe3C
 1148°C’de %4,3 karbon bileşiminde ise sıvı faz ostenit+sementit fazlarından oluşan bir karışıma dönüşür. Bu reaksiyon ötektik adını alır ve denge diyagramında sıvının görüldüğü en düşük sıcaklığı gösterir. Ötektik reaksiyon dökme demir teknolojisi açısından çok önemlidir ve ötektik reaksiyon ile oluşan ürün ledeburit adını alır. Sıvı → ostenit (g) + Fe3C. Diyagramdaki üçüncü reaksiyon ise çelik teknolojisi açısından çok önemli olan ötektoid reaksiyondur. Ötektoid reaksiyon 727°C’de ve ağ. %0,8 karbon bileşiminde ostenitin ferrit+sementit e dönüşürnü şeklinde olur ve ötektoid dönüşüm ürünü perlit (ferrit+sementit) adıyla bilinir. ostenit (g) → a + Fe3C.")
66
Fe-Fe3C diyagramı Ötektik L → + Fe3C Peritektik L + → L 1493ºC L + 0.1 %C 1147ºC 2.06 Ötektoid → + Fe3C + Fe3C 723ºC 0.025 %C + Fe3C T → Fe Fe3C 0.16 0.8 4.3 6.7 %C →

67
(c)2003 Brooks/Cole, a division of Thomson Learning, Inc
(c)2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license. Figure The five most important three-phase reactions in binary phase diagrams.
2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license. Figure 10.6 The five most important three-phase reactions in binary phase diagrams.")
68
Fe–Fe3C faz diyagramında Ötektik ve Ötektoid reaksiyonlar
Ötektik reaksiyon: °C’de % 4.30 C değerinde; sıvı ↔ g+ Fe3C Ötektik ve Ötektoid reaksiyonlar çeliklerin ısıl işleminde çok önemlidir Ötektoid reaksiyon: °C’de %0.76 C değerinde; g (% 0.76 C) ↔ a(% C) + Fe3C
 ↔ a(% C) + Fe3C.")
69
Mikroyapı bileşime (karbon içeriğine) ve ısıl işleme bağlıdır
Mikroyapı bileşime (karbon içeriğine) ve ısıl işleme bağlıdır. Yavaş soğuma şatlarında a→b mikroyapı dönüşümü
 ve ısıl işleme bağlıdır. Yavaş soğuma şatlarında a→b mikroyapı dönüşümü.")
70
Ammount of Fe3C in Pearlite
Eutectoid Reaction 0.8 0.02 6.67 cool Pearlite Ammount of Fe3C in Pearlite Red Tie Line below eutectoid temp

71
Heterogeneous nucleation at grain boundaries
Pearlite → + Fe3C Nucleation and growth Heterogeneous nucleation at grain boundaries Interlamellar spacing is a function of the temperature of transformation Lower temperature → finer spacing → higher hardness

72
©2003 Brooks/Cole, a division of Thomson Learning, Inc
©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license. Figure The evolution of the microstructure of hypoeutectoid and hypoeutectoid steels during cooling. In relationship to the Fe-Fe3C phase diagram.

73
©2003 Brooks/Cole, a division of Thomson Learning, Inc
©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license. Figure The evolution of the microstructure of hypoeutectoid and hypoeutectoid steels during cooling. In relationship to the Fe-Fe3C phase diagram.

79
©2003 Brooks/Cole, a division of Thomson Learning, Inc
©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™ is a trademark used herein under license.

Benzer bir sunumlar












 ostenit içinde karbon difüzyonu ve düşük sıcaklıklarda (≈ 750 oC) ferrit içinde mangan difüzyonu sonucu.>")










 DÖKME DEMİRLER>")
