Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
YOĞURT TEKNOLOJİSİ Giriş

2
Fermente süt ürünleri içinde yoğurt en çok bilinen üründür
Fermente süt ürünleri içinde yoğurt en çok bilinen üründür. Akdeniz, Asya ve Avrupa ülkelerinde geniş bir şekilde üretilmektedir. Laktozu laktik asit v.b. fermantasyon ürünlerine parçalayan bir starter- kültürün, sütü pıhtılaştırmasıyla elde edilen ürünlere fermente süt ürünleri denilmektedir. Ymer,fermente süt, pıhtılaşmış süt, yayıkaltı, kefir, kımız gibi ürünlerin yanında yoğurtta geniş yer tutmaktadır. Fermente süt ürünlerinin konsistens, koku ve tat gibi duyusal kriterleri üretim yöntemine bağlıdır.

3
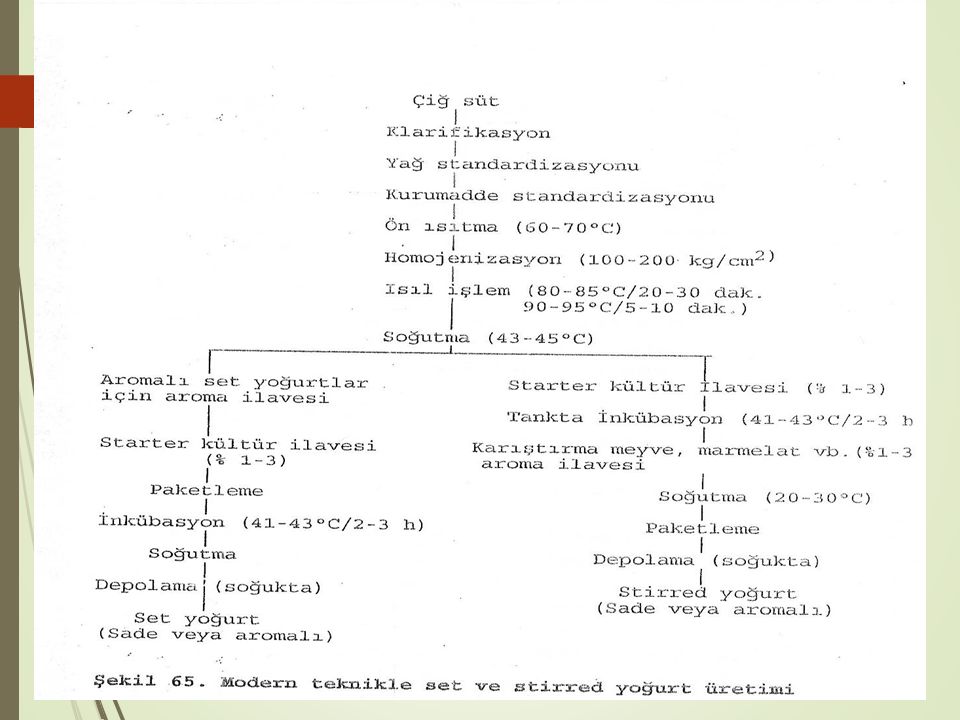
Yoğurt ise sütün streptoccocus thermophilus ve lactobasillus bulgaricus karışımı starter kültürüyle fermente olması sonucunda oluşan bir fermente süt ürünüdür. İki tip yoğurt vardır: Set tipi: Süt starter kültürüyle inoküle edildikten sonra hemen paketlenir ve inkübasyona paketlenmiş olarak girer. Stirred tipi: inokülayon ve inkübasyon işlemi tankta yapılmaktadır. İnkübasyon işleminden sonra pıhtı tankta karıştırılır ve paketlenir.

4
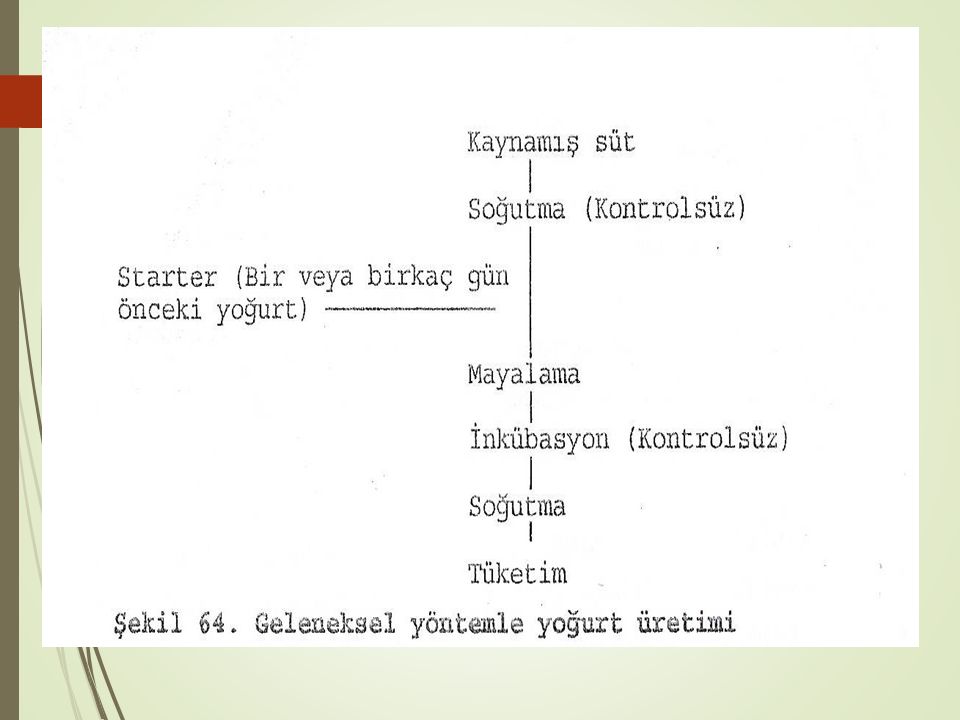
Bunlardan başka yoğurt, “yoğurt dondurması” ve “içilebilir yoğurt “ olarakta üretilebilmektedir. Yoğurdun kokusu ve tadı diğer ürünlerden farklılık göstermektedir. Hakim aroma maddeleri asetaldehit ve asetik asittir. Türkiye’de genellikle set tipi yoğurt üretilip tüketilmektedir. Yoğurt üretimi geleneksel ve modern yöntemlerle yapılabilmektedir. Geleneksel yöntemle yoğurt üretiminde herşey tesadüflere bağlı olduğundan standart ve kaliteli bir yoğurt elde edilememektedir. Modern yöntemle yoğurt üretiminde bütün işlem aşamaları kontrol altında tutulduğundan kaliteli ve standart bir ürün elde edilmektedir. (şekil 65)
")
6
“Beyaz yoğurt “ veya “sade yoğurt” yanında meyveli yoğurtlar da çok sevilmektedir. Meyve hazırlarının katım oranı %18’e kadar çıkabilmektedir. Yoğurt yine vanilya, kahve gibi maddelerle aromalandırılmaktadır. Bunların dışında renk veren gıda maddeleri yoğurdun kuru madde içeriğini yükseltirler. Örneğin meyveli yoğurdun kurumaddesi yarım yağlı süt kullanılarak dengelenir. Şöyleki;% 1,5yağ, %3-4,5 laktoz, %0,3-0,5 stabilizatör, %2-5 kurumadde artışıyla toplam kurumadde %12-16 olur. yoğurt üretiminde önemli aşamalar sırasıyla aşağıda açıklanmıştır:

7
ÇİĞ SÜTÜN NİTELİKLERİ Yoğurt üretiminde yararlanılacak çiğ süt şu niteliklere sahip olmalıdır: Hastalıklı bir hayvandan(örneğin mastitizli)sağılmamış olmalıdır. Bakteriyolojik kalitesi iyi olmalıdır. Tat ve kokusu normal olmalıdır. Yoğurt bakterilerinin gelişimini engelleyen inhibitör maddeler yani antibiyotik(penisilin),bakteriofajlar,deterjan ve dezenfektan madde içermemelidir. Bileşimi normal olmalıdır.
sağılmamış olmalıdır. Bakteriyolojik kalitesi iyi olmalıdır. Tat ve kokusu normal olmalıdır. Yoğurt bakterilerinin gelişimini engelleyen inhibitör maddeler yani antibiyotik(penisilin),bakteriofajlar,deterjan ve dezenfektan madde içermemelidir. Bileşimi normal olmalıdır.")
9
Klarifikasyon Klarifikasyon, sütün içinde bulunabilen yabancı maddeleri, görülebilen pislikleri, vücut hücrelerini, lökositleri ayırmak için yapılan bir işlemdir. Klarifikasyon işlemi, klarifikatörlerle yapılabildiği gibi normal süt seperatörleriyle de gerçekleştirilmektedir. Yağ Standardizasyonu Süt arzu edilen yağ içeriğine ve gerekli kurumadde seviyesine ayarlanmalıdır. Örneğin Almanya’da yasalara göre, yoğurt aşağıdaki yağ seviyelerinde olmalıdır. Yağsız yoğurtta yağ oranı %0,3’ün altında, Yarım yağlı yoğurtta yağ oranı %1,5-1,8, Tam yağlı yoğurtta yağ oranı %3,5’un üzerindedir.

10
Yoğurt standardına ve Gıda Maddeleri Tüzüğüne uygun bir ürün elde etmek amacıyla yapılan yağ standardizasyonu, genellikle seperatörler vasıtasıyla gerçekleştirilmektedir. Seperatörden ayrılan krema kısmen tekrar yağsız sütle karışıp standardize edilmiş süt olarak üretimde kullanılırken, ayrılan krema ise tereyağı üretiminde kullanılarak işletme için ekonomik bir kazanç sağlamaktadır. Ayrıca yağ standardizasyonu yağlı süte yağsız süt, yağsız süte yağlı süt veya yağsız süte krema ilavesiyle de yapılabilmektedir. ÖRNEK: %3,7 yağlı 3,500 kg sütün yağ içeriğini %3,5’a ayarlamak için %0,5 yağlı yağsız sütten ne kadar katılmalıdır? ÇÖZÜM: yağlı süt , ,45 3,5 0, ,20 3,45 kg yağlı süt için ,20kg yağsız süt ilave edilirse 3500kg yağlı süt için x kg yağsız süt gerekir X=202,89 kg yağsız süt(%0,05 yağlı) ilave edilmelidir.
 ilave edilmelidir.")
11
14.2.5KURUMADDE STANDARDİZASYONU
Üretimde kullanılan sütün toplam kurumadde düzeyi, yoğurdun reolojik özellikleri (konsistens, viskozite ve serum ayrılması) ve aroması açısından önemlidir. Bundan dolayı toplam kurumaddedeki artış, yoğurdun konsistens ve viskozitesinin artmasına, serum ayrılmasının azalmasına neden olmaktadır. Yoğurda işlenecek sütün toplam kurumadde içeriği %14-18 arasında değişmesine karşın, en iyi yoğurdun %15,5-16 toplam kurumaddeli sütten yapıldığı belirtilmektedir. Sütün kurumaddesinin arttırılmasında yararlanılan yöntemler şunlardır: Sütü kaynatma Yağsız süttozu ilavesi Evaporasyon Peyniraltı suyu tozu ilavesi Yayıkaltı tozu ilavesi Kazein, kazeinat ve Co-presipitate ilavesi Ultrafiltrasyon ve hiperfiltrasyon
 ve aroması açısından önemlidir. Bundan dolayı toplam kurumaddedeki artış, yoğurdun konsistens ve viskozitesinin artmasına, serum ayrılmasının azalmasına neden olmaktadır. Yoğurda işlenecek sütün toplam kurumadde içeriği %14-18 arasında değişmesine karşın, en iyi yoğurdun %15,5-16 toplam kurumaddeli sütten yapıldığı belirtilmektedir. Sütün kurumaddesinin arttırılmasında yararlanılan yöntemler şunlardır: Sütü kaynatma. Yağsız süttozu ilavesi. Evaporasyon. Peyniraltı suyu tozu ilavesi. Yayıkaltı tozu ilavesi. Kazein, kazeinat ve Co-presipitate ilavesi. Ultrafiltrasyon ve hiperfiltrasyon.")
12
1.Kaynatma yöntemi Süttozu ilavesi Evaporasyon yöntemi
Bu yöntem sütün kurumadde içeriğinin artmasına neden olmasına karşın fizikokimyasal yapısında değişikliğe neden olduğu için pek tercih edilmemektedir. Süttozu ilavesi En çok yararlanılan yöntemlerden bir tanesidir. Bu amaçla genellikle yağsız süt tozundan yararlanılmaktadır. Ancak, süt tozunun eriyebilme, dağılabilme ve ıslanabilme gibi özellikleriyle tat ve kokusu iyi olmalıdır. Yoğurt üretiminde min%1, max%6, opt%3-4 oranında süt tozu katılmaktadır. Evaporasyon yöntemi Yoğurt üretiminde sütün kurumaddesinin arttırılmasında süttozu ilavesi gibi yaygın olarak yararlanılan evaporasyon yöntemi, vakumlu buharlaştırıcılarda (evaporatörlerde) 60-65˚C’de düşük basınç (0,5-0,6 bar) altında sütün suyunun uçurulmasıdır. % 10,25’lik bir evaporasyonla sütün toplam kurumaddesinin %1-3 arasında arttığı belirlenmiştir. Evaporasyon yönteminin yoğurdun kalitesini daha çok iyileştirdiği bildirilmektedir.
 60-65˚C’de düşük basınç (0,5-0,6 bar) altında sütün suyunun uçurulmasıdır. % 10,25’lik bir evaporasyonla sütün toplam kurumaddesinin %1-3 arasında arttığı belirlenmiştir. Evaporasyon yönteminin yoğurdun kalitesini daha çok iyileştirdiği bildirilmektedir.")
13
4.Peyniraltı suyu tozu ve yayıkaltı suyu tozu ilavesi
Yoğurt üretiminde peyniraltı suyu tozu ve yayıkaltı tozunun %1-2 oranında kullanılması önerilmektedir. Daha yüksek oranlarda kullanıldıklarında yoğurdun kalitesini olumsuz yönde etkilemektedir. 5.Kazein, kazeinat ve Co-presipitate ilavesi Her üç bileşiğin optimum kullanım oranı %2’dir. Belirtilen orandan daha fazla miktarda ilave edildiklerinde yoğurdun kıvamı istenilenden daha fazla artmaktadır. 6.Ultrafiltrasyon ve hiperfiltrasyon yöntemleri Her iki yöntemde de selüloz asetat veya yüksek polimerli maddeden yapılan yarı geçirgen bir membran kullanılmaktadır. Hiperfiltrasyon (ters ozmoz) yönteminde membrandan sadece su molekülleri geçmekte, diğer süt bileşenleri membran tarafından tutulmaktadır. Ultrafiltrasyonda, su, laktoz ve mineral maddeler membrandan geçmekte, protein ve yağ tutulmaktadır. Hiperfiltrasyon ve Ultrafiltrasyonda, basınçlı bir filtrasyon işlemi yapılarak süt konsantre edilmektedir. Hiperfiltrasyon, ultrafiltrasyona göre daha yüksek basınçta(30-40 atü) yapılmaktadır. Bu yöntemlerle elde edilen yoğurdun organoleptik özelliklerinin diğer yöntemlere göre daha iyi olduğu belirtilmektedir.
 yönteminde membrandan sadece su molekülleri geçmekte, diğer süt bileşenleri membran tarafından tutulmaktadır. Ultrafiltrasyonda, su, laktoz ve mineral maddeler membrandan geçmekte, protein ve yağ tutulmaktadır. Hiperfiltrasyon ve Ultrafiltrasyonda, basınçlı bir filtrasyon işlemi yapılarak süt konsantre edilmektedir. Hiperfiltrasyon, ultrafiltrasyona göre daha yüksek basınçta(30-40 atü) yapılmaktadır. Bu yöntemlerle elde edilen yoğurdun organoleptik özelliklerinin diğer yöntemlere göre daha iyi olduğu belirtilmektedir.")
14
14.2.6.YOĞURT ÜRETİMİNDEKİ KATKI MADDELERİ
STABİLİZATÖRLER Hidrokolloitler olarak da anılan stabilizatörler su tutma özelliğine sahiptirler. Bunlar viskoziteyi yükseltirler ve serum ayrılmasına engel olurlar. Hangi stabilizatörden ne kadar kullanılacağı üretici firmalar tarafından tecrübeyle belirlenmektedir. Bununla birlikte üründe lastiğimsi veya çok sıkı konsistens elde edilebilir. Eğer teknoloji tam olarak uygulanırsa stabilizatöre gerek kalmadan da yüksek viskoziteli ve düzgün bir jel yapısı elde edilebilir. Stabilizatör kullanımı ısı uygulanmamış (termizasyon) yoğurtlarda zorunlu olarak, termizasyon uygulanmamış meyveli yoğurtlarda ise tercihen kullanılmaktadır. Yoğurt üretiminde genellikle kullanılan stabilizatörler; nişasta, jelatin, johannis çekirdek unu ve pektindir. ŞEKER İLAVESİ Meyveli yoğurtların üretiminde şeker, sakkaroz veya glikoz şeklinde ilave edilmektedir. Ancak katkı olarak kullanılan meyve preparatları da önceden gerekli şeker miktarını içerebilmektedirler.
 yoğurtlarda zorunlu olarak, termizasyon uygulanmamış meyveli yoğurtlarda ise tercihen kullanılmaktadır. Yoğurt üretiminde genellikle kullanılan stabilizatörler; nişasta, jelatin, johannis çekirdek unu ve pektindir. ŞEKER İLAVESİ. Meyveli yoğurtların üretiminde şeker, sakkaroz veya glikoz şeklinde ilave edilmektedir. Ancak katkı olarak kullanılan meyve preparatları da önceden gerekli şeker miktarını içerebilmektedirler.")
15
14.2.7.HOMOJENİZASYON İŞLEMİ
Homojenizasyon, yüzeyde krema tabakasının oluşmasını önlemek için süt yağ globüllerinin çok küçük boyutlara parçalanmasına dayanan, sıcaklık ve basıncın birlikte uygulandığı bir işlemdir. Yoğurt üretiminde homojenizasyon işleminin sağladığı avantajlar şunlardır: Ürünün yüzeyinde kaymak tabakası oluşumu önlemektedir. Yoğurdun viskozite ve konsistensi(pıhtı sıkılığı) iyileşmekte, serum ayrılması azalmaktadır. Homojenizasyon işlemiyle sayıları artan yağ globülleri ışığın kırılması ve dağılması etkilediğinden ürünün rengi daha beyaz olmaktadır. Yağın homojen bir şekilde ürün içinde dağılmasından dolayı yoğurdun aroması daha iyi olmakta ve sindirilmesi kolaylaşmaktadır. Yağ globüllerinin daha küçük birimlere parçalanmasından dolayı yoğurdun sindirilmesi kolaylaşmaktadır. Yoğurdun kalite muhafazası iyileşmaktedir.
 iyileşmekte, serum ayrılması azalmaktadır. Homojenizasyon işlemiyle sayıları artan yağ globülleri ışığın kırılması ve dağılması etkilediğinden ürünün rengi daha beyaz olmaktadır. Yağın homojen bir şekilde ürün içinde dağılmasından dolayı yoğurdun aroması daha iyi olmakta ve sindirilmesi kolaylaşmaktadır. Yağ globüllerinin daha küçük birimlere parçalanmasından dolayı yoğurdun sindirilmesi kolaylaşmaktadır. Yoğurdun kalite muhafazası iyileşmaktedir.")
16
Homojenizasyon işleminin bu avantajlarına karşın ısıl işlem ile birlikte uygulanmadığı takdirde, yoğurtta lipolizin artmasına ve dolayısıyla acı tat oluşumuna neden olmaktadır. Bunun için homojenize edilecek sütün ön ısıl işleme tabi tutulması gerekmektedir. Yoğurda işlenecek süt genellikle tek aşamalı ve yüksek basınçta yani yaklaşık 50-70˚C’de kg/cm özelikle 60˚C’de 200kg/cm ‘de homojenize edilmektedir. ISIL İŞLEM Yoğurt üretiminde yararlanılan ısıl işlem normal pastörizasyon yöntemlerine göre daha yüksek sıcaklıkta ve daha uzun sürede yapılmaktadır. Bunun nedeni yoğurdun pıhtı sıkılığını iyileştirmektir. Yoğurt yapımında yaygın olarak kullanılan ısıl işlem normları 80-85˚C’de dk veya 90-95˚C’de 5-10 dk dır. Yoğurt üretiminde uygulanan ısıl işlemin genel olarak etkileri şunlardır:

17
Ürün açısından ise ısıl işlemin amaçları;
Patojen mikroorganizmalar imha edilmekte, Yoğurdun kalite muhafazasını olumsuz yönde etkileyen diğer mikroorganizmalar imha olmakta, Sütte bulunan enzimler inaktif olmakta, Sütte bulunan fajlar ortadan kalkmakta, Yoğurt kültürleri için daha uygun bir ortam sağlanmakta, Serum proteinleri denatüre olduğundan yoğurdun kıvamı iyileşmekte, Sütün pıhtılaşma süresi kısalmakta, Yoğurdun sindirimi kolaylaşmaktadır. Ürün açısından ise ısıl işlemin amaçları; Yoğurtta sıkı bir jel elde etmek, Üründe serum ayrılmasına engel olmaktır. Yoğurt sütüne uygulanan ısıl işlemin etkisiyle serum proteinlerinin denatüre olması ürünün konsistensini iyileştirmektedir. En iyi konsistens %80-85 denatürasyon oranında elde edilmektedir. Bu denatürasyon derecesi de 90-95˚C’de 5-10 dk veya 80-85˚C’de dk uygulanan ısıl işlem normlarında elde edilmektedir.

18
Konsistens üzerine denatüre serum proteinleri ve kazeinler arasında ısıyla teşvik edilen interaksiyonların özellikle β-Laktoglobulin ve K- kazein arasında meydana gelen interaksiyonun da etkili olduğu belirtilmektedir. Yoğurda işlenecek süt yukarıda belirtilen ısıl işlem normlarında ısıtıldığı zaman proteinlerin hidrofilik özellikleri optimum düzeyde olduğundan yoğurt pıhtısının stabilitesi de optimum olmaktadır. Daha yüksek sıcaklıklarda proteinlerin hidrofilik özellikleri azaldığıdan yoğurdun stabilitesi de olumsuz yönde etkilenmektedir. SOĞUTMA Isıl işlemden sonra süt, yoğurt bakterilerinin optimum gelişme sıcaklıkları olan 40-45˚C’ye özellikle 45˚C’ye soğutulur. İNOKÜLASYON Yoğurda işlenecek süte starter kültürü ilavesine inokülasyon, ilave edilen starter kültür miktarına da inokülüm miktarı denir. İnokülasyon sıcaklığına soğutulan süte, min %0,5-1, opt %2, max %5 oranında hazırlanan starter kültüründen ilave edilebilir.

19
Minimum düzeyde starter kültürü kullanıldığında inkübasyon işlemi sırasında asitlik çok yavaş geliştiğinden, inkübasyon süresi uzamakta, yoğurt bakterileri arasındaki oran değişmekte ve zayıf pıhtılı bir ürün; maksimum düzeyde starter kültürü kullanıldığında ise hızlı asitlik gelişiminden dolayı inkübasyon süresi kısalmakta, yoğurt bakterileri arasındaki oran değişmekte, aroma olumsuz yönde etkilenmekte ve zayıf pıhtılı bir ürün elde edilmektedir. Bu etmenlerden dolayı yoğurt üretiminde önerilen inokülüm miktarı % 2’dir. YOĞURT KÜLTÜRLERİ Bir termofilik kültür olan yoğurt kültürünün bileşiminde bulunan bakteriler Streptococcus thermophilus ve Lactobasillus bulgaricus’tur ve optimum gelişme sıcaklığı 42-43˚C’dir. Yoğurt üretiminde starter kültürü, pıhtının oluşması için laktik asit fermentasyonunu gerçekleştirmek ve ürüne özgü karakteristik tat ve aromayı oluşturmak amacıyla kullanılmaktadır. Yoğurt üretiminde yararlanılacak starter kültüründe S.thermophilus ve L.bulgaricus arasındaki oran çok önemlidir. Genellikle sade yoğurtlarda kullanılan starter kültürde, S.thermophilus’un L.bulgaricus’a oranı 1:1 veya 2:1 olması gerekir. Yoğurt ve diğer fermente süt ürünlerinde ticari kültürler, ana, ara ve bulk kültürlerin üretiminde temel kaynaktır.

20
TİCARİ KÜLTÜR(ÖZEL LABORATUARLARDA ÜRETİLİR) ANA KÜLTÜR ARA KÜLTÜR
Bugün ana, ara kültür hazırlanmadan bulk kültür üretiminde direkt olarak kullanılan ticari kültürler bulunduğu gibi hiçbir ara kültür hazırlamaksızın direkt yoğurt üretiminde kullanılabilen ticari kültürler de bulunmaktadır TİCARİ KÜLTÜR(ÖZEL LABORATUARLARDA ÜRETİLİR) ANA KÜLTÜR ARA KÜLTÜR BULK KÜLTÜR(YOĞURT ÜRETİMİNDE KULLANILIR)
 ANA KÜLTÜR. ARA KÜLTÜR. BULK KÜLTÜR(YOĞURT ÜRETİMİNDE KULLANILIR)")
21
Ana, ara ve bulk kültürde üretim aşamaları aynıdır
Ana, ara ve bulk kültürde üretim aşamaları aynıdır. Bu kültürlerin üretim aşamaları şu şekilde sıralanabilir: Yağsız süt tozundan %10-12 toplam kurumaddeli rekonstitüe sütün hazırlanması Yoğurt üretiminde belirtilen amaçlar doğrultusunda rekonstitüe süt, ˚C’de dk ısıl işleme tabi tutulur veya 0,7 atü basınçta ˚C’de 7dk sterilize edilir. İnokülasyon sıcaklığı olan 40-45˚C’ye soğutma İnokülasyon: Aseptik koşullar altında %2 oranında yoğurt kültürü hazırlanan rekonstitüe süte inoküle edilir. 42-43˚C’de inkübasyon: Pıhtının asitliği 4,6-4,7 pH veya ˚SH’a ulaştığında inkübasyon işlemine son verilir. Soğutma: inkübasyon işleminden sonra üretilen yoğurt kültürleri ˚C’ye soğutulur. Kültür uzun süre saklanacaksa 5˚C’ye soğutulmalı ve soğukta muhafaza edilmelidir.

22
Kültürün dayanım süresini uzatmak yani kalite muhafazasını iyileştirmek amacıyla ana kültüre stok kültür de hazırlanabilmektedir. Stok kültür üretiminde buffer özelliğine sahip Ca Co’tan 10ml rekonstitüe süte 0,2-0,5 g arasında tüplere tartılmaktadır. Hazırlanan Ca Co içeren rekonstitüe sütler ısıl işleme tabi tutulduktan sonra stok kültür üretiminde kullanılmaktadır. CaCo yoğurt bakterileri tarafından oluşturulan laktik asidi tamponlayarak iki bakteri arasındaki oranın değişmemesini ve dolayısıyla kültürün gün depolanabilmesini sağlamaktadır. İNKÜBASYON inokülasyon işleminden sonra yoğurtlar, her iki bakterinin optimum gelişme sıcaklığı olan 40-45˚C, özellikle 43˚C’de inkübasyon işlemine tabi tutulmakta ve bu inkübasyona, pıhtının asitliği 4,6-4,7 pH veya ˚SH’ya ulaştığında son verilmektedir.

23
14.2.11.1.YOĞURT PIHTISININ OLUŞUMU
İnkübasyon işlemi sırasında yoğurt bakterileri çoğalarak laktozu laktik aside hidrolize ederler. Asitilk gelişimi başlayınca kazeine trikalsiyum fosfat halinde bağlı bulunan kalsiyum ve fosfor, kazeinat parteküllerinden ayrılamaya başlayıp çözünür hale geçerler. pH 5,2- 5,3’e ulaştığında kazeinat partikülleri destabile olmakta ve pıhtılaşma pH 4,6-4,7’ye düştüğünde tamamlanır. Bu pH değerinde kazein kalsiyum ve fosfordan arınmış durumdadır ve söz konusu tuzların hepsi erir hale geçmiştir. Asitlik gelişimi sırasında 6,6-5,3 pH aralığında kazein misellerinin büyüklüğü artmakta ve çökme meydana gelmektedir. Oluşan pıhtının karakteristikleri üzerine üretim sırasında süte ˚C’de dk veya 90-95˚C’de 5-10 dk uygulanan ısıl işlem de etkilidir. Belirtilen ısıl işlem normlarında serum proteinlerin çoğu denatüre olmaktadır. Bu sırada K-kazein ve β-laktoglobulin arsında oluşan spesifik interaksiyon yoğurt yapımında ısıtılmış sütün ana karakteristiğini teşkil etmektedir. Bundan dolayı yoğurt pıhtısı denatüre serum proteinleri ve kazeinin birlikte oluşturduğu bir pıhtıdır.

24
YOĞURTTA TAT VE AROMA Yoğurdun aromasına laktik asit fermentasyonu sonucunda oluşan laktik asit, karbonil bileşikleri, uçucu yağ asitleri ve alkoller etkilidirler. Laktik asit yoğurda hafif ekşilik ve ferahlatıcı bir tat ve aroma verirken, diğer ürünler ise yoğurdun hoş, karakteristik aromasının oluşmasında rol oynamaktadırlar. Yoğurdun esas aroma maddesi, karbonil bileşiklerinden asetaldehittir. Yoğurtta optimum tat ve aromasının oluşması için asetaldehit miktarının ppm düzeyinde olamsı gerekir. Yoğurt bakterilerinden L.bulgaricus, S. Thermophilus’a göre daha fazla asetaldehit üretmesine karşın, bu iki bakterinin karışımı kullanıldığında daha fazla düzeyde astealdehit oluşmaktadır. Diğer karbonil bileşikleri yoğurtta daha az miktarlardadır ancak, aroma oluşumuna da katkıda bulunurlar. Uçucu yağ asitleri de aroma maddelerinin dengesine destek vermektedir.

25
SOĞUTMA Ürün istenilen asitliğe ulaştıktan yani inkübasyon işlemi bittikten sonra soğutma işlemine tabi tutulur. Böylece starter bakterilerinin metabolik aktivitesi azaldığından yoğurtta asitlik gelişimi kontrol altına alınır. Yoğurt üretiminde saoğutma işlemi ne çok yavaş ne de çok hızlı yapılmalıdır. Yavaş soğutma asitliğin artmasına, hızlı soğutma ise pıhtının büzülmesine neden olduğundan üretilen yoğurtlar 42˚C’den 5˚C’ye kadar kademeli bir şekilde soğutulup 2-7˚C’ler arasında depolanmalıdır.

26
YOĞURDUN BESİN DEĞERİ İnsan diyetinde önemli bir yer tutan yoğurdun kimyasal bileşimi üretimde kullanılan çiğ sütün bileşimine ve laktik asit fermentasyonu sırasında süt bileşenlerinde meydana gelen değişimlere bağlıdır. Yoğurt yapımı sırasında sütün bileşimini etkileyen faktörler yağ ve kurumadde standardizasyonları ile ısıl işlemdir. Kurumadde standardizasyonundan dolayı süt bileşenlerinin miktarı arttığından yoğurdun beslenme açısından önemi bir kat daha artmaktadır. Uygulanan ısıl işlem sonucunda bazı vitaminlerin miktarı azalmaktadır. Laktik asit fermentasyonu esnasında süt bileşenlerinde görülen kimyasal değişimler şöyle sıralanabilir: Laktoz içeriği azalmakta, oldukça fazla laktik asit oluşmakta, serbest peptit, amino asit ve yağ asitleri miktarı artmakta, bazı vitaminlerde azalış ve artışlar meydana gelmektedir. Yoğurdun kalori değeri, laktozun laktik aside dönüşümüne bağlı olarak %3-4 oranında azalmaktadır. Ancak, laktoz intoleransı olan insanlar tarafından rahatlıkla tüketilebilen bir ürün niteliğini kazanmaktadır. Aşağıda çizelge 31’de inek sütünden yapılan tam ve düşük yağlı sütlerin ve yoğurtların kimyasal bileşimleri ile kalori değerleri verilmiştir.

27
Çizelge 31. farklı yağ içerikli inek sütleri ve bu sütlerden üretilen yoğurtların kimyasal bileşimi ve kalori değerleri Bileşenler Süt Yoğurt (ünit/100g) yağlı yağsız tam yağlı düşük yağlı Kalori 67, Protein (g) 3,5 3,3 3,9 4,5 Yağ(g) 4,25 0,13 3,4 1,6 Karbonhidrat(g) 4,75 5,1 4,9 6,5 Kalsiyum(mg) Fosfor(mg) Sodyum(mg) Potasyum(mg)
 yağlı yağsız tam yağlı düşük yağlı Kalori 67, Protein (g) 3,5 3,3 3,9 4,5 Yağ(g) 4,25 0,13 3,4 1,6 Karbonhidrat(g) 4,75 5,1 4,9 6,5 Kalsiyum(mg) Fosfor(mg) Sodyum(mg) Potasyum(mg)")
28
İnsan sağlığı açısından yoğurdun yararları şunlardır:
Besin değeri süte göre daha yüksektir. Önemli bir protein, yağ, vitamin ve mineral madde kaynağıdır. Fermentasyon sırasında laktozun bir kısmı hidrolize olduğu için sütü sindirmekte güçlük çekenler tarafından(laktoz intolerans) daha rahat tüketilmektedir. Sindirimi daha kolay olduğu gibi sindirim sistemini düzenleyici etkiye de sahiptir. Yoğurt bakterileri antigonostik etkilerinden dolayı intestinal patojen ve saprofit organizmaların gelişimini inhibe etmektedir. Kolestrolü düşürücü etkiye sahip olduğu belirtilmektedir.
 daha rahat tüketilmektedir. Sindirimi daha kolay olduğu gibi sindirim sistemini düzenleyici etkiye de sahiptir. Yoğurt bakterileri antigonostik etkilerinden dolayı intestinal patojen ve saprofit organizmaların gelişimini inhibe etmektedir. Kolestrolü düşürücü etkiye sahip olduğu belirtilmektedir.")
29
14.2.14 YOĞURTTA YAPILAN BAŞLICA ANALİZLER
Yoğurdun kalite kriterlerini belirlemek amacıyla genellikle asitlik, yağ, toplam ve yağsız kurumadde, asetaldehit, peroksidaz testleri ile koliform ve maya-küf sayımı yapılmaktadır. TS 1330 yoğurt standardında asitliğin süt asidi cinsinden en az %0,8(35˚SH), en fazla %1,6(71˚SH); yağ içeriğinin tam yağlı yoğurtta en az %3,8, yağlı yoğurtta en az %3, yarım yağlıda en az %1,5, yağsız yoğurtta ise %1,5’dan az; yağsız kurumaddenin en az %12 olması belirtilmiştir. Mikrobiyolojik açıdan ise 1 gram yoğurtta, 10 adetten fazla koliform , 100 adetten fazla maya-küf bulunmamalı ve E.coli’yi ise hiç içermemelidir. Peroksidaz testi de negatif çıkmalıdır. Yoğurtta karakteristik aromanın oluşması için asetaldehit miktarı ppm düzeyinde olmalıdır.
, en fazla %1,6(71˚SH); yağ içeriğinin tam yağlı yoğurtta en az %3,8, yağlı yoğurtta en az %3, yarım yağlıda en az %1,5, yağsız yoğurtta ise %1,5’dan az; yağsız kurumaddenin en az %12 olması belirtilmiştir. Mikrobiyolojik açıdan ise 1 gram yoğurtta, 10 adetten fazla koliform , 100 adetten fazla maya-küf bulunmamalı ve E.coli’yi ise hiç içermemelidir. Peroksidaz testi de negatif çıkmalıdır. Yoğurtta karakteristik aromanın oluşması için asetaldehit miktarı ppm düzeyinde olmalıdır.")
Benzer bir sunumlar








>")



 ORTAMDA>")






