Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Parça programlaması bir iş parçasının tezgah üzerinde üretilebilmesi için gerekli işlemleri ve bu işlemler için gerekli yardımcı işlemleri, sayısal kontrollü tezgahın kontrol biriminin algılayabileceği biçimde, sırasıyla tanımlayan komutların hazırlanmasıdır. Sayısal kontrollü tezgahlar iki şekilde programlanırlar: Elle programlama (“Manual Part Programming”) Bilgisayar Destekli Programlama (“Computer Aided part programming”)
 Bilgisayar Destekli Programlama ( Computer Aided part programming )")
2
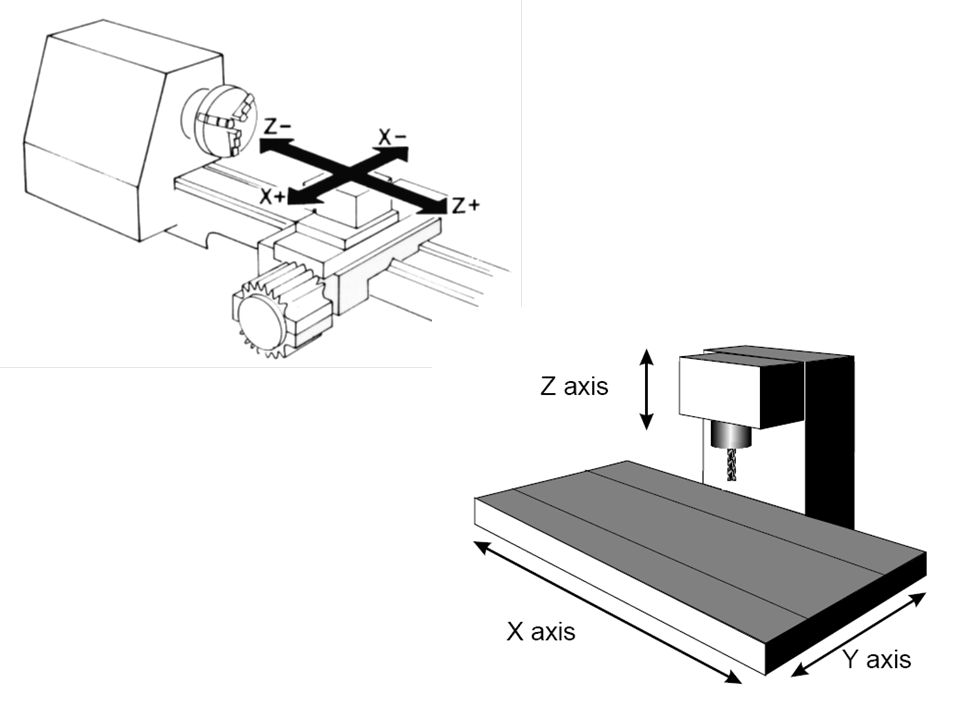
Kartezyen Koordinat Sistemi

4
Referans Nokta Sistemleri
Pozisyonlama Referans Nokta Sistemleri Mutlak Artımsal Artımsal sistem ve mutlak sistem olarak iki tip prgramlama modu CNC lerde kullanılır. Her iki sistemin de CNC programlamada uygulamaları vardır. Hiçbiri tek başına doğru veya yanlış değildir.

5
PARÇA PROGRAMININ YAPISI
Parça programlarında bilgi bloklar halinde gruplandırılır. Parça programının her bir satırına blok adı verilir. Bloklar çeşitli sayıda sözcüklerden oluşur. Sözcükler sözcük adresi denilen karakterlerle tanımlanır. Her bir sözcük adresi önceden tanımlı bir işlevi gösterir. Bir blok içinde sözcük adresleri bir kere ve aşağıdaki sırada kullanılır: Sıra numarası (N) Hazırlık işlemleri (G) Koordinat ölçüleri (X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E sıralamasıyla) Aradeğer bulma değişkenleri (I, J, K) İlerleme hızı (F) Ana mil hızı (S) Takım işlemi (T) Yardımcı işlemler (M)
 Hazırlık işlemleri (G) Koordinat ölçüleri (X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E sıralamasıyla) Aradeğer bulma değişkenleri (I, J, K) İlerleme hızı (F) Ana mil hızı (S) Takım işlemi (T) Yardımcı işlemler (M)")
6
Bir blok içinde sözcük adreslerinin sıralanması şu şekildedir:
N…G..X….Y….Z….I….J….K….F….S….T..M.. A – X ekseni etrafında açısal dönüş U - X eksenine paralel ikinci hareket B - Y ekseni etrafında açısal dönüş V - Y eksenine paralel ikinci hareket C - Z ekseni etrafında açısal dönüş W - Z eksenine paralel ikinci hareket D- Özel bir eksen etrafında açısal dönüş veya üçüncü ilerleme hızı X - X eksenine paralel ana hareket E - Özel bir eksen etrafında açısal dönüş veya ikinci ilerleme hızı Y - Y eksenine paralel ana hareket F – İlerleme hızı Z - Z eksenine paralel ana hareket G – Hazırlık işlemleri NUL - Boş H - (Kullanılmaz) BS - Geri alama I – X ekseni aradeğerbulma değişkeni TAB - Çizelgeleme J - Y ekseni aradeğerbulma değişkeni LF - Satır ilerleme K - Z ekseni aradeğerbulma değişkeni CR - Satırbaşı L - (Kullanılmaz) SP - Boşluk (sözcük ayırma) M – Yardımcı işlevler %- Program başlangıç karakteri (Programdaki ilk satır) N – Sıra numarası ( - Kontrol komutu dışı bilgi girişi başlangıcı O - (Kullanılmaz) ) - Kontrol komutu dışı bilgi girişi sonu P – X eksenine paralel üçüncü hareket artı işareti Q - Y eksenine paralel üçüncü hareket eksi işareti R - Z eksenine paralel üçüncü hareket veya Z ekseninde hızlı ilerleme koordinatı ./ - Blok atlama S - Ana mil hızı : Blok başlangıç noktası* T- Takım işlevi DEL - Silme (Geri alma ve silme)
 BS - Geri alama. I – X ekseni aradeğerbulma değişkeni. TAB - Çizelgeleme. J - Y ekseni aradeğerbulma değişkeni. LF - Satır ilerleme. K - Z ekseni aradeğerbulma değişkeni. CR - Satırbaşı. L - (Kullanılmaz) SP - Boşluk (sözcük ayırma) M – Yardımcı işlevler. %- Program başlangıç karakteri (Programdaki ilk satır) N – Sıra numarası. ( - Kontrol komutu dışı bilgi girişi başlangıcı. O - (Kullanılmaz) ) - Kontrol komutu dışı bilgi girişi sonu. P – X eksenine paralel üçüncü hareket. + - artı işareti. Q - Y eksenine paralel üçüncü hareket. - - eksi işareti. R - Z eksenine paralel üçüncü hareket veya Z ekseninde hızlı ilerleme koordinatı. ./ - Blok atlama. S - Ana mil hızı. : - Blok başlangıç noktası* T- Takım işlevi. DEL - Silme (Geri alma ve silme)")
7
Sıra Numarası Sözcüğü Sıra numarası sözcük adresi ‘N’ ile tanımlanır. Sıra numarası sözcüğü program bloğu içinde ilk sözcüktür ve parça programı içinde blokları tanımlamak için kullanılır. Adresi izleyen numaralar küçükten büyüğe doğru olmalıdır ancak ardışık olması zorunlu değildir. Hazırlık İşlemleri Sözcükleri Hazırlık işlemleri sözcük adresi ‘G’ ile tanımlanır. Genel olarak iki basamaklı bir sayıdan oluşur ve Tezgah Kontrol Birimine yapılacak işleri bildirir. Örneğin, G01 gibi bir sözcük kontrol birimine doğrusal ara değerleme yapılması istenildiğini bildirirken, G02 sözcüğü ise dairesel ara değerleme yapılması istenildiğini bildiriri. Hazırlık işlemleri blok içindeki boyutsal komutlardan önce uygulanmalıdır.

8
(STRAIGHT LINE MOVEMENT)
RAPID TRAVERSE G01 LINEAR INTERPOLATION (STRAIGHT LINE MOVEMENT) G02 CIRCULAR INTERPOLATION (CLOCKWISE) G03 (COUNTERCLOCKWISE
 G02. CIRCULAR INTERPOLATION. (CLOCKWISE) G03. (COUNTERCLOCKWISE.")
10
Koordinat Sözcükleri Koordinat sözcükleri hazırlık işlemleri sözcüğünü izler. Bu sözcükte verilen koordinatlar mutlak veya artımlı olabilir. Koordinat sözcükleri şu sıra ile verilmelidir: X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E İlerleme Hızı Sözcüğü İlerleme hız sözcüğünde tanımlanan hız, kendisinden önceki ilk koordinat sözcüğü adresindeki eksende uygulanır. Bir blok içinde birden fazla eksende uygulanması istenilen hız, uygulanacak koordinat sözcüklerinden sonraki sözcükte tanımlanır. Eksenlerde farklı hızlar kullanılmak isteniyorsa, her bir eksen için ayrı bir blok kullanılır. Örneğin, Z ekseni için X ve Y eksenlerindeki hızlardan farklı bir hız isteniyorsa, bir blokta X ve Y koordinatları ve istenilen ilerleme hız sözcüğü, ikinci blokta ise Z koordinatı ve istenilen hız ayrı belirtilir. Bu durumda Z eksenindeki hareket X ve Y eksenlerindeki hareket tamamlandıktan sonra gerçekleşir. N005 G01 X123.4 Y F1000.0

11
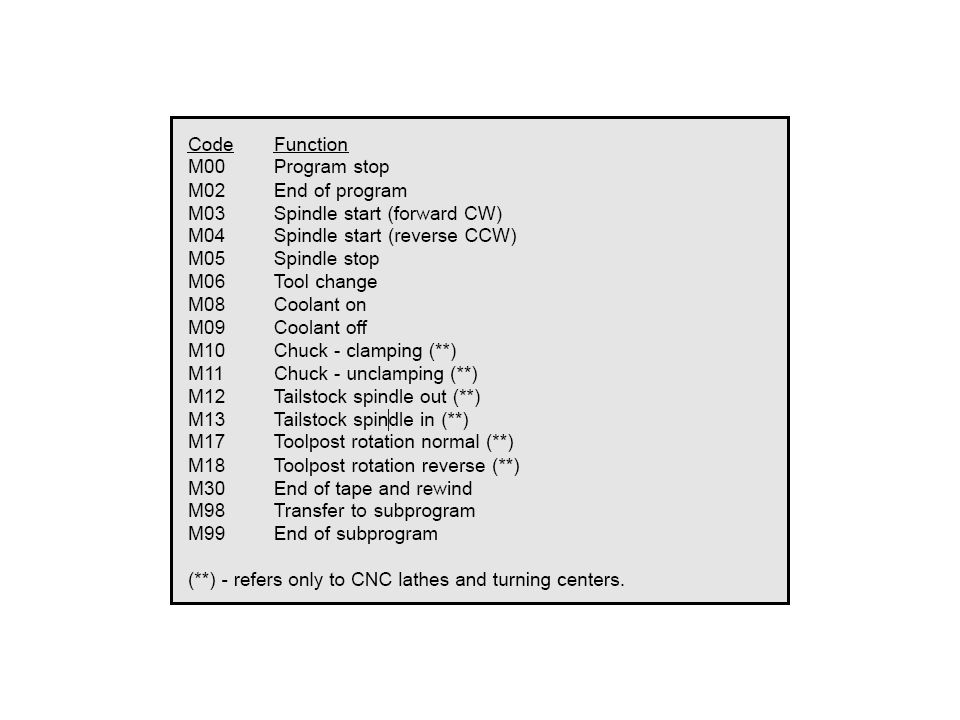
Ana Mil Hız Sözcüğü Ana mil hız sözcüğü tüm koordinat sözcükleri ve ilerleme hızı sözcüklerinden sonra kullanılır. Ana mil hız sözcüğü ‘S’ adresi ve ilerleme hızı sözcüğünde olduğu gibi ana milin hızı ile ilişkili bir sayıdan oluşur. Kesici takımın veya iş parçasının zımni birimi dev/dak dır. Takım İşlemi Sözcüğü Takım işlemi sözcüğü, kullanılacak kesici takımların ve bu takımların takım magazinlerindeki yerlerinin kontrol birimlerine bildirmek ve takımları sırayla çağırmak amacıyla kullanılır. Bu işlemler kendiliğinden yapılabilineceği gibi, tezgah işletmenine bilgi verilerek ve gerektiğinde onayı alınarak da gerçekleştirilebilinir. Takım işlemi sözcüğü ana mil sözcüğünün arkasından gelir. Takım işlemi sözcüğü ‘T’ adresi ve, anlamları ve işlevleri tezgah kontrol biriminin kataloglarında ayrıntılarıyla açıklanan sayılardan oluşur. Yardımcı İşlemler Yardımcı işlemler sözcüğü talaş kaldırma hareketleri ile doğrudan ilişkisi olmayan, ana milin durdurulup çalıştırılması, kesme sıvısının açılıp kapanması, bağlama düzeneklerinin çalıştırılıp çalıştırılması, takım ve iş parçasının değiştirilmesi için ilgili hazırlıkların yapılması gibi işlemlerin kontrol birimine bildirilmesi amacıyla kullanılır.

12
M03 DIRECTION OF ROTATION (CLOCKWISE) M04 (COUNTERCLOCKWISE) M06 TOOL CHANGE WITH AUTOMATIC RETRACTION M30 END OF PROGRAM AND RETURN TO BEGINNING OF PROGRAM

14
R = Reference point (maximum travel of machine)
M = Machine zero point (X0,Y0,Z0) of machine coordinate system. W = Part zero point workpiece coordinate system.
 of machine coordinate system. W = Part zero point workpiece coordinate system.")
Benzer bir sunumlar





 MOMENTİ>")


>")











