Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
SERAMİK TEKNOLOJİSİ 1 *Seramik ve Hammaddelerin Tanımı
*Seramik Hammaddelerin Hazırlanması ve Kontrol Yöntemleri *Endüstriyel Seramik Çamurlarının Hazırlanması *Endüstriyel Seramik Çamurlarına Uygulanan Testler ve Uygulamaları *Seramik Hammaddeleri Kimyasal Formül ve Rasyonel Bileşimlerinin Hesaplanması *Şekillendirme Yöntemleri *Endüstriyel Seramik Sektöründe Kullanılan Çamur Tipleri ve Üretim Yöntemleri

2
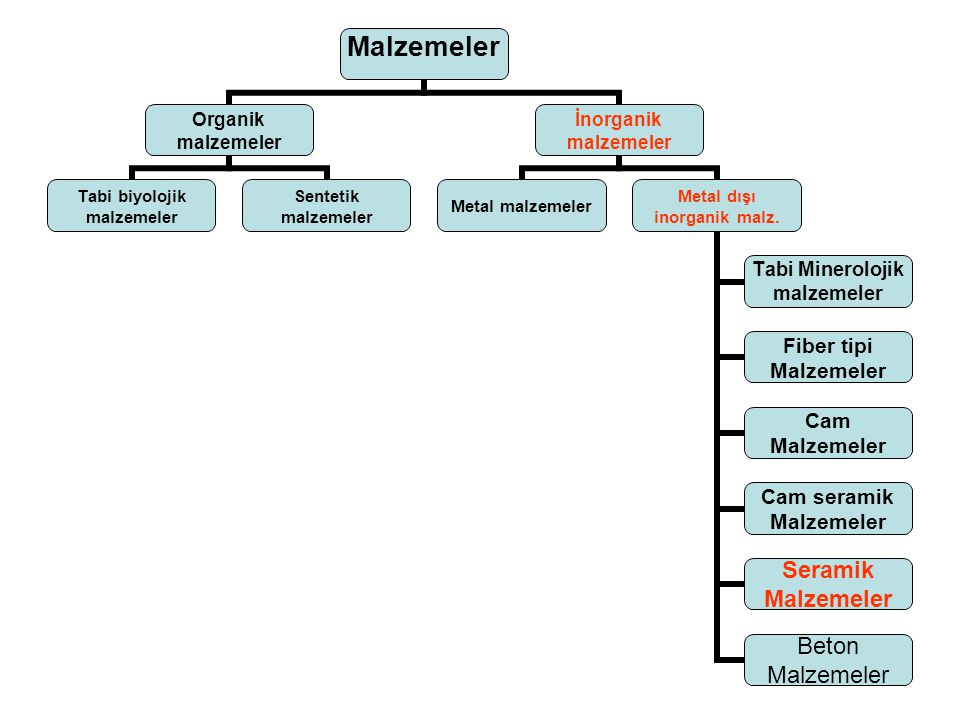
Seramik Nedir? Sözlüklerde, seramiğin yunanca boynuz anlamına gelen “keramos” kelimesinden türediği, boynuz biçiminde bir tür vazoya bu adın verildiği belirtilmektedir. Türkçe’ye ise Fransızca’daki söyleyiş biçimi olan seramik “ceramique” olarak yerleşmiştir. Almanca da "keramik” İngilizce’de “ceramic” olarak kullanılır. Genel Tanımı Metal veya metal alaşımı olmayan inorganik malzemelerin istenilen tane boyutuna indirgenerek , şekillendirilip, sinterleştirilmesi sonucunda elde edilen kendine has özellikleri bulunan mukavemetli yapılara seramik denir.

4
Seramik Genel Üretim Şeması

5
Seramik Mamül Grupları
A)Porlu Seramik Mamüller 1)Kaba seramikler - Çanak çömlek - Tuğla Kiremit - Seramik borular
Porlu Seramik Mamüller. 1)Kaba seramikler. - Çanak çömlek. - Tuğla Kiremit. - Seramik borular.")
6
2)İnce Seramikler - Sıhhi Tesisat - Yer ve Duvar korosu - Sofra süs eşyası
İnce Seramikler - Sıhhi Tesisat - Yer ve Duvar korosu - Sofra süs eşyası")
7
B) Sık Yapılı Seramik Mamuller
1)Fonksiyon seramikler (Elektrik, magnetik, optik ve kimyasal fonksiyonlu) 2)Bio Seramikler (Tıpta Kullanılır) 3)Nükleer Seramikler (Işınları Absorbe eder) 4)Mekano seramikler (Aşınmaya karşı direnci olan , kesici seramikler) 5)Filtre amaçlı seramikle
Fonksiyon seramikler (Elektrik, magnetik, optik ve kimyasal fonksiyonlu) 2)Bio Seramikler (Tıpta Kullanılır) 3)Nükleer Seramikler (Işınları Absorbe eder) 4)Mekano seramikler (Aşınmaya karşı direnci olan , kesici seramikler) 5)Filtre amaçlı seramikle.")
8
Neden Seramik? *Tek bir masse kullanarak birbirinde farklı özellikte malzeme yapımı mümkündür. Hafif gözenekli mukavemeti yüksek elektriksel iletkenliği yüksek malzemeler istenilen şekilde yapılır. * Hammaddesi kolay bulunan malzemelerdir. * İstenilen formda üretilebilme kolaylığı. *Yüksek mukavemet. *Aşınmaya karşı direnç. *Sıcaklığa karşı dayanım. *Doğal nedenlere karşı güçlü yapı. *Sırlanmış ürünler için estetik ve temizlik.

9
Seramik Yapımında Kullanılan Hammaddeler A)Özlü Seramik Hammaddeleri
B)Özsüz Seramik Hammaddeleri a)Özlü Seramik Hammaddeleri Doğada granit, gnays, feldspat, pegmatit gibi kayaçların parçalanması ve doğal etkenler sebebiyle (rüzgar, su, CO2, humus asidi) kayaç parçaları tanelerinin ufalanarak tabakalar halinde çukur veya düz arazilerde çökmesi sonucunda özlü hammadde yatakları oluşur. Ana kayaçtan uzaklaşma mesafesine göre hammadde özlülüğü hakkında yorum yapılır. Eğer hammadde yatakları ana kayaçtan uzaklaşmadan oluşuyorsa buna primer oluşum , uzaklara taşınarak oluşuyorsa sekonder oluşum olarak adlandırırız. Primer oluşumlar sekonder oluşumlara göre daha temiz ve özsüzdür. Bu nedenle fiziksel ve kimyasal özellikleri bakımından ayırt edilebilir. Örneğin sekonder oluşumlar daha plastik bir yapıya ve koyu renge sahip olurken primer oluşumlar açık renkte ve serttirler. Seramik sektöründe kullanılan kaolin hammaddesi primer bir oluşumdur.Sekonder olarak oluşan kil hammaddesi ise belirli bir formüle sahip olmayıp içindeki minerallerin oranına göre ayırt edilip kalitelendirilir.
Özsüz Seramik Hammaddeleri. a)Özlü Seramik Hammaddeleri. Doğada granit, gnays, feldspat, pegmatit gibi kayaçların parçalanması ve doğal etkenler sebebiyle (rüzgar, su, CO2, humus asidi) kayaç parçaları tanelerinin ufalanarak tabakalar halinde çukur veya düz arazilerde çökmesi sonucunda özlü hammadde yatakları oluşur. Ana kayaçtan uzaklaşma mesafesine göre hammadde özlülüğü hakkında yorum yapılır. Eğer hammadde yatakları ana kayaçtan uzaklaşmadan oluşuyorsa buna primer oluşum , uzaklara taşınarak oluşuyorsa sekonder oluşum olarak adlandırırız. Primer oluşumlar sekonder oluşumlara göre daha temiz ve özsüzdür. Bu nedenle fiziksel ve kimyasal özellikleri bakımından ayırt edilebilir. Örneğin sekonder oluşumlar daha plastik bir yapıya ve koyu renge sahip olurken primer oluşumlar açık renkte ve serttirler. Seramik sektöründe kullanılan kaolin hammaddesi primer bir oluşumdur.Sekonder olarak oluşan kil hammaddesi ise belirli bir formüle sahip olmayıp içindeki minerallerin oranına göre ayırt edilip kalitelendirilir.")
10
Kaolinin Oluşumu Kaolinin oluştuğu ana kayaç alumina siliktalar dan meydana gelmektedir.Bu alümina silikatlar aşınma esnasında hidrolize olurlar.Hidroliz sonucunda kayaç bünyesinde bulunan alkali ve toprak alkali iyonlar silis bünyeden uzaklaşır. K2O.Al2O3.6SiO2(k-FELDSPAT) + H2O === Al2O3.2SiO2.H2O + 4SiO2 Al2O3.6SiO2.H2O + H2O === Al2O3.2SiO2.2H2O Al2O3.2SiO2.H2O + H2O === Al2O3.2SiO2. 2H2O(KAOLİNİT)
 + H2O === Al2O3.2SiO2.H2O + 4SiO2. Al2O3.6SiO2.H2O + H2O === Al2O3.2SiO2.2H2O. Al2O3.2SiO2.H2O + H2O === Al2O3.2SiO2. 2H2O(KAOLİNİT)")
11
Killer doğada 2 li veya 3 lü tabakalara halinde bulunur
Killer doğada 2 li veya 3 lü tabakalara halinde bulunur.Bu tabakaları oluşturanlar Al2O3 ve SiO2 dir. Tetra eder : Merkezde bir silisyum atomu ve çevresinde dört oksijen atomu bulunur

12
Okta eder: Merkezde Alüminyum atomuna bağlı 6 tane 1 ve 2 değerlikli katyon atom komşuluğundan oluşur.

13
2 Tabakalı Killer - Kaolinit Al2O3.2SiO2.2H2O - Hydro Halloysit Al2O3.2SiO2 - Antigorit MgO.2SiO2.2H2O 3 Tabakalı Killer -Montmorillonit Al2O3.4SiO2.K2O.nH2O -Muskovit K2O.3Al2O3.6SiO2.2H2O -İllit -3 Tabakalı killer seramik masse yapımında istenmezler daha çok kaolinitik killer istenir. -3 Tabakalı killer akışkanlıkları kötüdür, bünyelerinde fazla su bulunurlar.Kurutma esnasında suyun atılması gerektiği için pişme küçülmesi sorunu vardır. -Bentonit türü killerin ham mukavemetleri çok yüksektir. -Yüzdürücü olarak kullanılırlar. Bunun nedeni bünyelerinde fazla su barındırdıklarından su içinde asılı kalmalarıdır.

14
B)Özsüz Seramik Hammaddeler
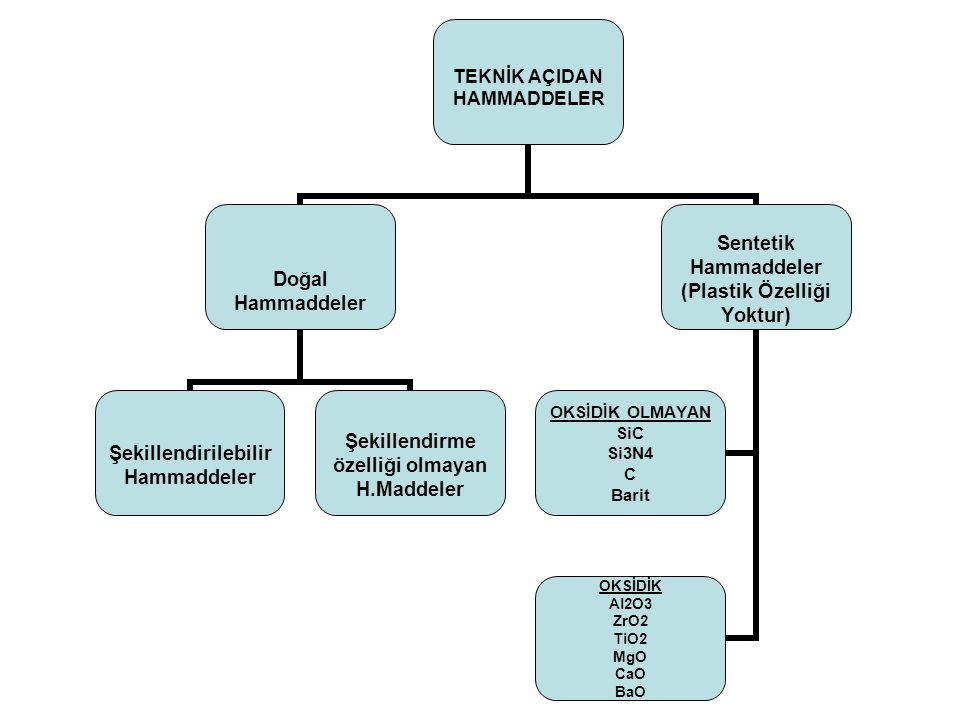
Katıldığı seramik çamurunu özsüzleştirerek plastikliğini azaltırlar. Genelde çamurun kuru direnç, kuru küçülme, pişme küçülmesini azaltıp su emmeyi arttırırlar. Özsüzleştirilmiş bir çamur özlü bir çamura göre daha kısa sürede ve hatasız kurutma göstererek kurur. Pişme sıcaklıklarını genelde yükseltmelerine rağmen geniş sinterleme intervali sağlamaları ile seramik ürünler için avantaj sağlar. Çünkü geniş sinterleme intervali ne sahip bünyelerde pekişme daha iyi olur. Bazı özsüz seramik hammaddeleri (feldspat pegmatit gibi) ergiticilik özelliği göstererek erken sinterleşmeyi sağlar . Doğada bulunan özsüz seramik hammaddeleri şunlardır. Kuvars, feldspat, kalk, pegmatit, magnezit, dolamit, wollastonit, boksit, koround, talk, sabuntaşı
 ergiticilik özelliği göstererek erken sinterleşmeyi sağlar . Doğada bulunan özsüz seramik hammaddeleri şunlardır. Kuvars, feldspat, kalk, pegmatit, magnezit, dolamit, wollastonit, boksit, koround, talk, sabuntaşı.")
15
Kuvars (SiO2) Feldspatlar K-Feldspat/orthoklas (K2O.Al2O3.6SiO2)
Na-Feldspat/albit (Na2O.Al2O3.6SiO2) Ca-Feldspat/anorthit (CaO.Al2O3.2SiO2)
 Ca-Feldspat/anorthit (CaO.Al2O3.2SiO2)")
16
Kalk (CaCO3): Magnezit ( MgCO3) Dolomit (CaCO3. MgCO3) Wollastonit (CaO. SiO2) Boksit ( Al2O3.2H2O) Kround (sentetik olarak Al(OH)’ın çöktürülmesi ile Al2O3, saf olarak nadiren Al2O3) Talk ( 3MgO.4SiO2.H2O)
’ın çöktürülmesi ile Al2O3, saf olarak nadiren Al2O3) Talk ( 3MgO.4SiO2.H2O)")
18
Şekillendirilebilir Özelliği olan Hammaddeler
Suyla yoğrulduktan sonra verilen şekli muhafaza edebilen, bağlıyıcılık özelliği bulunan, ham mukavemeti arttıran hammaddelerdir.

19
SERAMİK HAMMADDELERE UYGULANAN TEST VE ANALİZLER
Hammadde seçiminde dikkat edilmesi gereken hususlar vardır. Hammadde seçimini üç ana başlıkta inceleriz. 1)Kimyasal Açıdan 2)Minerolojik Açıdan 3)Fiziksel Açıdan
Kimyasal Açıdan. 2)Minerolojik Açıdan. 3)Fiziksel Açıdan.")
20
1)Kimyasal Açıdan Ana bileşenlerinin bilinmesi gerekir, Fe2O3, TiO2,MnO2 miktarı ne kadar olması gerektiği,sülfatlar pişirme esnasında yapıyı terk eder. Pişirme esnasında gaz halinde olan sülfatlar C ye düştüğünde çökme meydana getirerek fırına zarar verir Genellikle max. % 0.5 sülfatlı kil ve kaolen tercih edilir. Suda çözünen tuzlar tespit edilmelidir. Döküm ,veya plastik şekillendirmelerde istenmezler. Flor çevre açısından önem arz eder. Pişirim sırasında HF asidi olarak çevreye yayılır ve kirlilik yapar. Flor çevre açısından önem arz eder .Pişirim sırasında HF asidi olarak çevreye yayılır ve kirlilik yapar.

21
2)Minerolojik Açıdan Ana mineral bileşenler kristal olarak kullanılan hammaddelerin ana bileşenlerini bilmemiz gerekir.Kil bileşenleri bilinmelidir.Düzenli veya düzensiz kristal yapısının olup olmaması.

22
3)Fiziksel Açıdan Tane büyüklüğü dağılımı ve spesifik yüzey büyüklüğü kil kaolenin doğal tane büyüklüdür. Feldspat ve kuvarsın tane dağılımına bakmak mantıklı değildir.İnce taneli killer 2, 3 mikron altında tane boyutuna sahiptir.Feldspat kuvars sert ve iri taneli dir.Ne kadar ince taneli ise o kadar plastiklik özelliği vardır. Ham mukavemet iyidir.Bunun yanında küçülmeler yüksektir.Sinterlenmeleri iyi su emmeleri düşüktür.1200 C de su emme 0 a yakındır.Bu özellikler iri taneliler için geçerli değildir.Tane boyutu ne kadar küçükse yüzey alanı o kadar büyüktür.

23
Karışımdan alınan malzeme önce konik bir yığın haline getirilir.
Numune Alma ve Hazırlama Yöntemleri Örnek alma, kimyasal analizin en önemli bölümlerinden birisidir. Örnek analiz edilecek maddenin tamamını temsil edebilecek nitelikte olmalıdır. Sıvı ve gazlar için örneğin alınması pek sorun değildir. Bunlarda dağılımın homojen olduğu kabul edildiğinden herhangi bir bölümden alınan örnek, yığının tümünü temsil edebilir. Katılarda ise dağılım homojen olmadığından aynı şey söylenemez. Aksi halde analiz sonuçlarının doğruluğundan söz etmek yanlış olur. Bu sebeple alınan örneğin bu homojenliği bir ölçüde de olsa sağlayacak şekilde olması gerekir. Bu amaçla kullanılan sık yöntemlerden birisi ; ana yığının değişik yerlerinden veya değişik zamanlarda gelişigüzel alınan örneklerden ikinci bir yığın meydana getirilir. Hammaddeler genellikle iri parçalar halinde olduğundan parça büyüklüğü belli bir düzeye gelinceye kadar öğütme işlemine tabii tutulur. İlk öğütme işlemi çeneli kırıcılarda yapılabilir, fakat demir veya diğer alaşımlar maddeye karışarak sonuçta hata vereceğinden öğütücü yüzeylerin sertleştirilmiş veya düşük alaşımlı çelik olması tercih edilmelidir. Öğütülen maddelerin karışımı aşağıdaki yöntemlerden biri vasıtasıyla laboratuar numunesine indirgenir. Deneyin Yapılışı : Karışımdan alınan malzeme önce konik bir yığın haline getirilir. Koniğin tepe noktasından bir levha yardımıyla bastırılır ve orta noktasından birbirine dik açı yapacak şekilde Şekil 1’ de gösterildiği gibi hat çekilerek dörde bölünür. Karşılıklı iki çapraz parça atılır ve kalan iki parça birleştirilerek yeniden dörde bölünür. Bölme işlemine4-5 kg’lık laboratuar numunesi elde edilinceye kadar devam edilir.

24
Şekil 1. Konileme- Dörtleme
Diğer bir bölme yöntemi de maddeyi numune ayırıcısı (numune bölücü) kullanarak ayırmaktır. Şekil 2’de görülen numune ayırıcısında numune iki ayrı kapta toplanır. Kaplardan birisi bir yerde toplanır kalan ise tekrar ikiye bölünür. Gerekli miktarda örnek elde edilene kadar bu işleme devam edilir.
 kullanarak ayırmaktır. Şekil 2’de görülen numune ayırıcısında numune iki ayrı kapta toplanır. Kaplardan birisi bir yerde toplanır kalan ise tekrar ikiye bölünür. Gerekli miktarda örnek elde edilene kadar bu işleme devam edilir.")
25
Şekil 2. Numune Ayırıcısı
Analize geçmeden önce elde edilen örneğin yeterince ince toz haline getirilmesi gerekmektedir. Genellikle – mikron ( mesh) arası boyut yeterlidir. Daha küçük boyutta toz elde etmek bazı durumlarda sakıncalara yol açabilir. Örneğin maddenin içinde bulunan bazı gazların kaçması, sülfürlerin havada oksitlenmesi gibi durumlar ortaya çıkabilir. Bunun aksine iyi öğütülmemiş numunede bulunan iri tanelerin de eritiş veya bazı asitlerle çözünürleştirme işlemleri sırasında reaksiyona girmesi güçleşmektedir. Laboratuarda analiz için kullanılacak örneğin ince toz haline getirilmesi için havanlar kullanılır. Fakat havandan bazı safsızlıkların gelmemesi için öğütülecek maddenin sertliğine uygun bir havan seçilmelidir. Örneğin bazı killer agat veya porselen havanda öğütülebilir. Sert alümina agat havanda toz haline getirildiğinde ortamdan %5 kadar silisyum gelebilir. Demir ve çelik havanlarda öğütmede kullanılabilir. Fakat maddeye karışabilecek demir tozlarının mıknatısla ortamdan alınması gereklidir. Öğütme ortamından gelebilecek kirlilikleri minimuma indirebilmek için borkarbür veya tungstenkarbür havanlar en kullanışlı olanlarıdır. En sert maddeler dahi bunlarda rahatça öğütülebilir.
 arası boyut yeterlidir. Daha küçük boyutta toz elde etmek bazı durumlarda sakıncalara yol açabilir. Örneğin maddenin içinde bulunan bazı gazların kaçması, sülfürlerin havada oksitlenmesi gibi durumlar ortaya çıkabilir. Bunun aksine iyi öğütülmemiş numunede bulunan iri tanelerin de eritiş veya bazı asitlerle çözünürleştirme işlemleri sırasında reaksiyona girmesi güçleşmektedir. Laboratuarda analiz için kullanılacak örneğin ince toz haline getirilmesi için havanlar kullanılır. Fakat havandan bazı safsızlıkların gelmemesi için öğütülecek maddenin sertliğine uygun bir havan seçilmelidir. Örneğin bazı killer agat veya porselen havanda öğütülebilir. Sert alümina agat havanda toz haline getirildiğinde ortamdan %5 kadar silisyum gelebilir. Demir ve çelik havanlarda öğütmede kullanılabilir. Fakat maddeye karışabilecek demir tozlarının mıknatısla ortamdan alınması gereklidir. Öğütme ortamından gelebilecek kirlilikleri minimuma indirebilmek için borkarbür veya tungstenkarbür havanlar en kullanışlı olanlarıdır. En sert maddeler dahi bunlarda rahatça öğütülebilir.")
26
1)Kimyasal Analiz Seramik sektöründe kullanılan hammaddelerde belli elementleri tespit etmektir. Oksit olarak (Si, Al, K, Fe, Na, Mg,Ca) Atomik absorbsiyon veya alev fotometresi ile tespit edilir.Hammaddeleri çözelti haline getirmek gerekir.Asitler yardımıyla çözülmeyen tek oksit SiO2 dir.SiO2 HF asit ile uçurulur.Diğer alkaliler (Al,K,Na,Mg) asitler yardımıyla uçurlur. Numune alma itina gerektirir.Hammadde yığınının çeşitli bölgelerinden o hammaddeyi temsil edecek numuneler alınarak konileme dörtleme metoduyla laboratuar ortamında kullanılacak miktara indirgenir. Alınan numune suda açılarak etüvde kurutulur.Rutubetin 0 olması gerekmektedir.Hazırlanmış numuneden ateş zaiyatı için 1 gr alınır.Porselen kroze içersinde C lik fırında 30 dk bekletilir.Aradaki fark ateş zaiyatı olarak kaydedilir.Atewş zaiyatına kristal su ve gaz çıkışları sebep olur.
 asitler yardımıyla uçurlur. Numune alma itina gerektirir.Hammadde yığınının çeşitli bölgelerinden o hammaddeyi temsil edecek numuneler alınarak konileme dörtleme metoduyla laboratuar ortamında kullanılacak miktara indirgenir. Alınan numune suda açılarak etüvde kurutulur.Rutubetin 0 olması gerekmektedir.Hazırlanmış numuneden ateş zaiyatı için 1 gr alınır.Porselen kroze içersinde 1000 C lik fırında 30 dk bekletilir.Aradaki fark ateş zaiyatı olarak kaydedilir.Atewş zaiyatına kristal su ve gaz çıkışları sebep olur.")
27
Si tayini için 1 gr lık numune 1000 C lik fırında boraks ilavesiyle birlikte eritiş haline getirilir.Bu eritişin HCL ile muameleye tabi tutulur.Si haricindekiler çözünür.Çözünmeyen Si süzülerek alınır.Kurutularak tartılır.Silis miktarı saptanır.Geri kalan çözeltiden CaO, MgO, Fe2O3,Al2O3 titrasyon yöntemi ile belirlenir.K2O,Na2O ise alev fotometresi ile belirlenir.

28
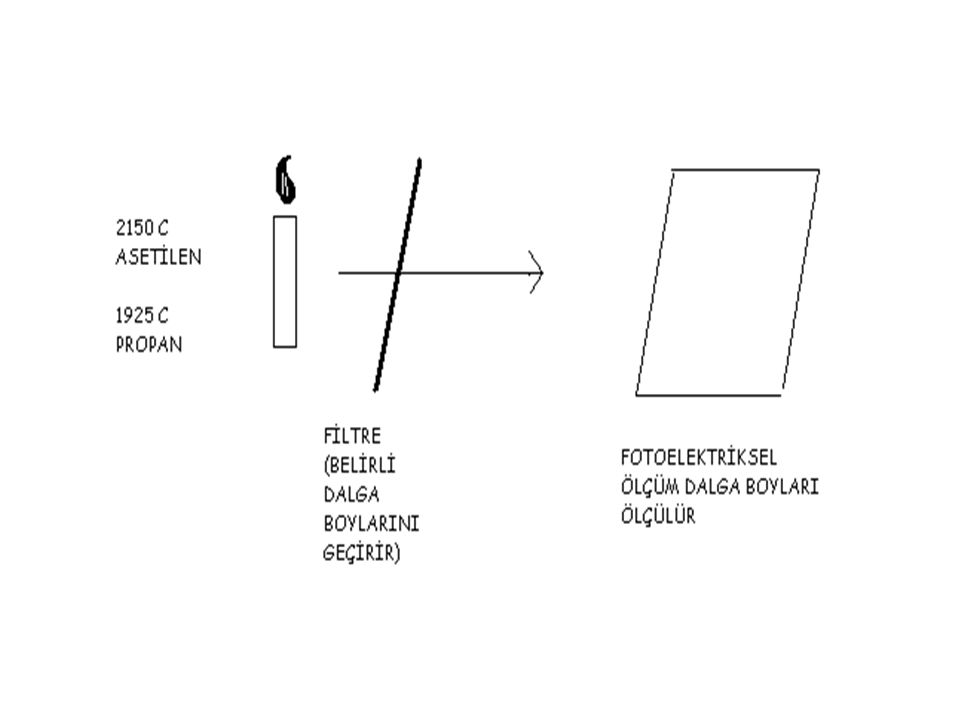
Alev Fotometresi Alev fotometresinde ölçüm prensibi bir atom ısının etkisiyle yüksek bir enerjiye yükseldikten sonra kendi seviyesine yani karkarlı hale geldiğinde ışın yayar.Atomun ısınmasıyla e lar bir üst seviyeye taşınır ve soğuduğunda e lar kendi yörüngelerine dönerken aldıkları enerjiyi bırakarak kendilerine has ışın yayarlar.Her elementin yaydığı ışığın dalga boyu farklıdır.Bu dalga boyları yardımıyla tayın yapılır.

30
2)Pişme Rengi ve Erime davranışı
Bütün hammaddelere uygulanabilir. Hammadde öğütülüp mikronize edilir. Düz plaka üzerine konik ve para şeklinde şekillendirilip üretim rejiminde pişirilerek pişme renginin ve erime davranışının yorumu yapılır

31
3)Viskozite ve Elektrolit Tayini
Genel bir tanımlama ile viskoziteyi akmaya karşı direnç olarak ifade edebiliriz.Seramik hammaddeleri arsında akışkanlığı etkileyebilecek hammaddeler plastik hammaddeler olan kil ve kaolendir.Kil ve kaolenler çamurun reolojik davranışını belirleyen hammaddelerdir.Oluşum safhasına bulunduğu ortama tane boyutuna içerdiği yabancı maddelere göre kil ve kaolenler aynı şartlarda farklı akma davranışları gösterirler. Seramik çamurunda max. Su miktarı % 40 ı geçmemelidir.Aksi takdirde üretimde sorunlar yaşanır.Bu nedenle akışkanlığı sağlamak amacı ile elektrolit dediğimiz katkılar ilave edilir.Bu katkılar amonyak kalsine soda camsuyu (sodyum silikat Na2SiO3 .Endüstride yaygın olarak camsuyu kullanılır.

32
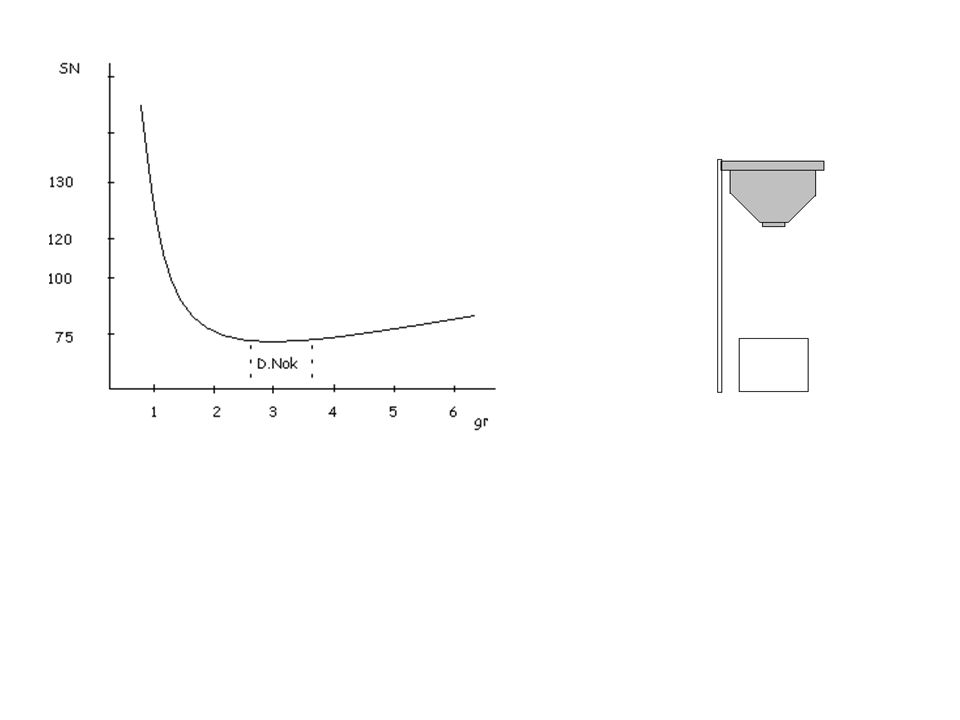
Elektrolit ilavesi genellikle 1000 de 3-7 arasında değişmektedir
Elektrolit ilavesi genellikle 1000 de 3-7 arasında değişmektedir.Taneciklerin elektrik yüklerine etki ederek onları hareketlendiren kimyasal maddelerdir.Elektrolit miktarı tespiti viskozite değerleri bulunarak belirlenir.İçersinde ancak akabilecek kadar elekrtrolit alan çamur lehman viskozimetresine konulur. Daha sonra damlama gerçekleşene kadar geçen süre kaydedilir.Artan oranlarda elektrolit ilavesi ile aynı işlemler tekrarlanır.Süreler ve miktarlar kaydedilerek grafiğe aktarılır.Genellikle elektrolit miktarı dönüm noktasından önceki değerlerden alınır.

34
4)Tixotropi Akışkan olan çamurlar hareketsiz olarak (karıştırma, çalkalama yok) sabit bir şekilde beklediklerinde akışkanlık özelliklerini nispeten yitirirler.Çamur içersindeki tiksotropik özellik killerin özellikleriyle açıklanır.Buna göre viskozitesi belli bir çamur 30 dk viskozite kabında bekletilir.Daha sonra tekrar viskozitesi ölçülür.Aradaki süre farkı tixotropiyi yorumlamak için kullanılır.Ayrıca tixotropi gallen kamp denilen cihazlarda ölçülebilir.
 sabit bir şekilde beklediklerinde akışkanlık özelliklerini nispeten yitirirler.Çamur içersindeki tiksotropik özellik killerin özellikleriyle açıklanır.Buna göre viskozitesi belli bir çamur 30 dk viskozite kabında bekletilir.Daha sonra tekrar viskozitesi ölçülür.Aradaki süre farkı tixotropiyi yorumlamak için kullanılır.Ayrıca tixotropi gallen kamp denilen cihazlarda ölçülebilir.")
35
5)DTA Diferansiyel termal analiz , Hammaddeler belirli sıcaklıklarda kendilerine has reaksiyonlar gösteririler.Bu reaksiyonlar ekzotermik (Ekzotermik (ısı veren) reaksiyonlar tabii olarak ortama bir miktar enerji verecektir. Bu da, düz bir sıfır çizgisi düşünürsek, yukarıya doğru bir pik olarak görülür )veya endotermik (Endotermik (ısı alan) bir reaksiyonsa bu da ortamdan enerji alacağından dolayı pik aşağı doğru bir seyir izleyecektir). Ekzotermik olaylar: Organik maddelerinin yanması, yüksek sıcaklıklarda yeni fazların oluşumu amorf maddelerinin kristalleşmesi. Endotermik reaksiyonlar: Su kayıpları (Bünye ve kristal su) Kristal yapının bozunması , gazların çıkışı. Bu piklerin alanlarının hesaplanması bize ortama verilen ve alınan enerji miktarlarını verecektir. Bu deney için hammadde mikronize boyuta indirgenmesi için öğütülür.Başka bir referans hammadde ile cihaza konularak dakikada 10 C artacak şekilde fırın sıcaklığı ayarlanır.Prensip olarak elimizdeki numuneyi referans numune ile karşılaştırmış oluruz.
 reaksiyonlar tabii olarak ortama bir miktar enerji verecektir. Bu da, düz bir sıfır çizgisi düşünürsek, yukarıya doğru bir pik olarak görülür )veya endotermik (Endotermik (ısı alan) bir reaksiyonsa bu da ortamdan enerji alacağından dolayı pik aşağı doğru bir seyir izleyecektir). Ekzotermik olaylar: Organik maddelerinin yanması, yüksek sıcaklıklarda yeni fazların oluşumu amorf maddelerinin kristalleşmesi. Endotermik reaksiyonlar: Su kayıpları (Bünye ve kristal su) Kristal yapının bozunması , gazların çıkışı. Bu piklerin alanlarının hesaplanması bize ortama verilen ve alınan enerji miktarlarını verecektir. Bu deney için hammadde mikronize boyuta indirgenmesi için öğütülür.Başka bir referans hammadde ile cihaza konularak dakikada 10 C artacak şekilde fırın sıcaklığı ayarlanır.Prensip olarak elimizdeki numuneyi referans numune ile karşılaştırmış oluruz.")
36
6) NEM TAYİNİ (RUTUBET TAYİNİ)
Rutubet Miktarı Tayini : Bir kimyasal maddede su başlıca üç şekilde bulunabilir. Bunlar ; 2 KHSO K2S2O H2O Ca(OH) CaO H2O Reaksiyonlarında olduğu gibi molekülün içinde bulunan su, CaC2O4.2H2O veya BaCI2.2H2O bileşiklerinde olduğu gibi moleküle bağlı kristal suyu ve maddenin soğurduğu nem (rutubet) adı verilen serbest haldeki sudur. Kurutma bunlardan yalnızca üçüncüsünün uzaklaştırılmasına yani bileşiğin yapısı ile ilişkisi olamayan, soğurduğu serbest suyun uzaklaştırılmasıdır. Deneyin Yapılışı : 0,1 mg hassaslıkta tartılmış 10 gr’lık deney numunesi, önceden 105°C2°C’a ayarlanmış etüvde sabit ağırlığa gelinceye kadar kurutulmuş ve desikatörde oda sıcaklığına kadar soğutulduktan sonra 0,1 mg hassaslıkta darası alınmış uygun büyüklükte bir tartım kabının (saat camı) tabanına yayılır. Tartım kabı ve içindekiler 105°C2°C’a ayarlanmış etüve yerleştirilir. Sabit ağırlığa ulaşıncaya kadar kurutulur ve 0,1 mg hassaslıkta tartılır. Hesaplama : m: Deney numunesi ağırlığı gr m1: Tartım kabı boş ağırlığı gr m2: Tartım kabı + maddenin kurutma işlemi sonundaki ağırlığı gr m: Deney numunesi ağırlığı gr m1: Tartım kabı boş ağırlığı gr m2: Tartım kabı + maddenin kurutma işlemi sonundaki ağırlığı gr
2 CaO + H2O. Reaksiyonlarında olduğu gibi molekülün içinde bulunan su, CaC2O4.2H2O veya BaCI2.2H2O bileşiklerinde olduğu gibi moleküle bağlı kristal suyu ve maddenin soğurduğu nem (rutubet) adı verilen serbest haldeki sudur. Kurutma bunlardan yalnızca üçüncüsünün uzaklaştırılmasına yani bileşiğin yapısı ile ilişkisi olamayan, soğurduğu serbest suyun uzaklaştırılmasıdır. Deneyin Yapılışı : 0,1 mg hassaslıkta tartılmış 10 gr’lık deney numunesi, önceden 105°C2°C’a ayarlanmış etüvde sabit ağırlığa gelinceye kadar kurutulmuş ve desikatörde oda sıcaklığına kadar soğutulduktan sonra 0,1 mg hassaslıkta darası alınmış uygun büyüklükte bir tartım kabının (saat camı) tabanına yayılır. Tartım kabı ve içindekiler 105°C2°C’a ayarlanmış etüve yerleştirilir. Sabit ağırlığa ulaşıncaya kadar kurutulur ve 0,1 mg hassaslıkta tartılır. Hesaplama : m: Deney numunesi ağırlığı gr. m1: Tartım kabı boş ağırlığı gr. m2: Tartım kabı + maddenin kurutma işlemi. sonundaki ağırlığı gr. m: Deney numunesi ağırlığı gr. m1: Tartım kabı boş ağırlığı gr. m2: Tartım kabı + maddenin kurutma işlemi sonundaki ağırlığı gr.")
37
ELEK BAKİYESİ TAYİNİ Deneyde Kullanılacak Alet ve Gereçler : Mikser
Hassas laboratuar terazisi 63 ve 45 elekler Piset Petri kabı (veya saat camı) Etüv Desikatör Deneyin Yapılışı : Numune önce 500 devir/dakika hızla 5 dakika karıştırılır. 0,01 gram hassasiyetli elektronik terazide darası alınmış bir kaba 100 gr numune alınır. Masse numunesi ise 63 eleğe , sır numunesi ise 45 ‘luk eleğe boşaltılır ve su yardımıyla numune elekten süzülür. Elek üstünde kalan bakiye elek altına hiç tanecik geçmeyene kadar yıkanır. Elek üzerinde yıkanmış bakiye bir pisetle petri kabına aktarılır ve bakiye üzerindeki berrak su dikkatle süzülür. 110 10 °C’lik etüvde sabit tartıma kadar kurutulur ve etüvden çıkartılır. Desikatörde oda sıcaklığına kadar soğutulur. Bakiye darası alınmış temiz bir kağıt üzerine alınır ve elektronik terazide tartılır. Bu tartımla birlikte Kuru madde miktarına göre % si hesaplanır.
 Etüv. Desikatör. Deneyin Yapılışı : Numune önce 500 devir/dakika hızla 5 dakika karıştırılır. 0,01 gram hassasiyetli elektronik terazide darası alınmış bir kaba 100 gr numune alınır. Masse numunesi ise 63 eleğe , sır numunesi ise 45 ‘luk eleğe boşaltılır ve su yardımıyla numune elekten süzülür. Elek üstünde kalan bakiye elek altına hiç tanecik geçmeyene kadar yıkanır. Elek üzerinde yıkanmış bakiye bir pisetle petri kabına aktarılır ve bakiye üzerindeki berrak su dikkatle süzülür. 110 10 °C’lik etüvde sabit tartıma kadar kurutulur ve etüvden çıkartılır. Desikatörde oda sıcaklığına kadar soğutulur. Bakiye darası alınmış temiz bir kağıt üzerine alınır ve elektronik terazide tartılır. Bu tartımla birlikte Kuru madde miktarına göre % si hesaplanır.")
38
8)LİTRE AĞIRLIĞI Bilinen hacim içersindeki süspansiyonun ağırlığını tespit etmek için yapılan bir test metodur. Deney için piknometre denilen 100 ml lik kapağı delikli bir alet kullanılır. İlk olarak piknometrenin darası hassas terazi kullanılarak alınır. Çamur piknometre içersine silme diye tabir edilen biçimde konulur. Kapaktaki delikten fazla olan çamur dışarı çıkar ve 100 ml lik hacim içersine çamur doldurulmuş olur. Piknometre üzerindeki çamur kalıntıları bez yardımı ile silinerek tekrar tartım alınır. Böylelikle 100 ml lik hacim içersindeki çamur miktarı gr olarak bulunur. Bu değer 10 ile çarpılarak sonuç lt cinsine çevrilerek kaydedilir. Örnek

39
9)SU EMME TESTİ Bu deney için pişmiş mamüller kullanılır. Değişmez ağırlığa gelene kadar mamüller kurutulur. Kurutulan mamüller suyla su emme testi kabına tamamen suyun içinde kalacak şekilde konularak 4 saat süre ile kaynatılır. Kaynatılan mamüller su soğuyuncaya dek su içersinde bekletilerek soğuduktan sonra yüzeyindeki fazla su bir bez yardımıyla silinerek alınır. Önceden numaralandırılarak tartımları belirlenen mamüller, tekrar tartılarak değerleri kaydedilir. Aradaki fark yüzde su emme değeri olarak aşağıdaki formüle göre hesaplanır. % Su Emme = Yaş pişmiş ağırlık-Kuru pişmiş Ağırlık x100 Kuru pişmiş ağırlık

40
10)KURU,PİŞME VE TOPLU KÜÇÜLME
Deneyde Kullanılacak Alet ve Gereçler : Kalıp Kumpas Kova Deneyin Yapılışı : Test edilecek hammaddeden 2000 gram (havada kurutulmuş) numune usulüne uygun olarak alınır. Kaolinler için inceltme işlemi laboratuar değirmenlerinde öğütülerek yapılır. Öğütme işlemi, 150 m’lik elekten geçirilerek temiz malzeme elde edilir. Hazırlanan numuneden 500 gram alınır ve ufalanarak toz haline getirilir. Derin bir kaba konarak üzerine çıkana kadar su ilave edilir. Numune 3 saat karıştırılmadan bekletilir. 3 saat sonra boza kıvamına gelinceye kadar (gerekiyorsa) su ilave edilir. Boza kıvamındaki sıvı hamur bir alçı plakaya serilir ve malzeme alçıdan kavlayıncaya kadar serilir durur. Kısmen suyu çekilen, kısmen sulu numune elde iyice yoğrularak ve alçı plaka üzerine vurularak homojen hale getirilir. Numune ele yapışmayacak kıvama getirilmelidir.
 numune usulüne uygun olarak alınır. Kaolinler için inceltme işlemi laboratuar değirmenlerinde öğütülerek yapılır. Öğütme işlemi, 150 m’lik elekten geçirilerek temiz malzeme elde edilir. Hazırlanan numuneden 500 gram alınır ve ufalanarak toz haline getirilir. Derin bir kaba konarak üzerine çıkana kadar su ilave edilir. Numune 3 saat karıştırılmadan bekletilir. 3 saat sonra boza kıvamına gelinceye kadar (gerekiyorsa) su ilave edilir. Boza kıvamındaki sıvı hamur bir alçı plakaya serilir ve malzeme alçıdan kavlayıncaya kadar serilir durur. Kısmen suyu çekilen, kısmen sulu numune elde iyice yoğrularak ve alçı plaka üzerine vurularak homojen hale getirilir. Numune ele yapışmayacak kıvama getirilmelidir.")
41
Dövme yoluyla alçı veya metal kalıba muntazam köşe ve kenarlar meydana gelecek şekilde bastırılır. Bu arada önceden kalıbın ince bir yağ ile yağlanması gerekir. En az 5 adet plaka bu şekilde hazırlanır. Plaka basımına başlandıktan sonra numunenin rutubet kaybetmemesi gerekir. Bir plaka şekillenir şekillenmez diyagonal olarak iki adet 100 mm işaretlenir ve birer çizgiyle birleştirilir. Kalıptan çıkarılan parçalar 105 5 °C’de sabit ağırlığa gelinceye kadar kurutulur. Kurutma esnasında parçaların deforme olmamaları sağlanmalıdır. Çok plastik numunelerin iki ince alçı plaka arasında numunelerinin alınması ve tam bir kurutma için ayrıca etüve konulması gerekmektedir. Numuneler sabit ağırlığa gelince aşağıdaki ölçümlerle değerlendirilir. Aynı tabletler malzemenin veya hamurun kullanılacağı sıcaklık ve atmosferde tekrar pişirilir. Aynı çizgi ve işaret noktaları ölçülür. Bu ikinci pişirme esnasında aşağıda belirtilen hususlar özellikle not edilmelidir. Sıcaklık artış hızı Maksimum sıcaklık yüksekliği ve max. Sıcaklıkta kalma süresi Pişirmenin süresi Atmosferin cinsi (okside, nötral, redüktif) Kullanılan fırının cinsi
 Kullanılan fırının cinsi.")
42
Kuru Küçülme : Etüvde sabit sıcaklığa kadar kurutulan plakalar soğuduktan sonra üzerlerindeki diyagonal (köşegen) çizgiler kumpasla ölçülür. Alınan değerler kaydedilir. 100 mm olarak çizilmiş ilk çizgiyle kuruduktan sonraki ölçülen değer arasındaki fark (mm olarak) numunenin % olarak küçülme değeridir. Örnek : h0= 100 mm h0-h1= 100 – 94.2 = % 5.8 h1= 94.2 mm Pişme Küçülmesi : Tabletlerin pişirilmesinden sonra kuru küçülme işlemindeki hesaplama tekrar yapılır. Bu ölçümdeki h değeri bir evvelki ölçümün h1 değeri olarak alınacaktır. Pişmiş parça üzerinde yapılan ölçümde kumpasla okunan değer bu h değeridir. h1= 94.2 mm h1-h2 = 94.2 – 83.3 = 10.9 mm h2= 83.3 mm Bu değer kuru küçülmedeki gibi % değeri ifade etmez. Onun için % ‘si aşağıdaki gibi hesaplanır. % P.K. = % 11,57
 çizgiler kumpasla ölçülür. Alınan değerler kaydedilir. 100 mm olarak çizilmiş ilk çizgiyle kuruduktan sonraki ölçülen değer arasındaki fark (mm olarak) numunenin % olarak küçülme değeridir. Örnek : h0= 100 mm h0-h1= 100 – 94.2 = % 5.8. h1= 94.2 mm. Pişme Küçülmesi : Tabletlerin pişirilmesinden sonra kuru küçülme işlemindeki hesaplama tekrar yapılır. Bu ölçümdeki h değeri bir evvelki ölçümün h1 değeri olarak alınacaktır. Pişmiş parça üzerinde yapılan ölçümde kumpasla okunan değer bu h değeridir. h1= 94.2 mm h1-h2 = 94.2 – 83.3 = 10.9 mm. h2= 83.3 mm. Bu değer kuru küçülmedeki gibi % değeri ifade etmez. Onun için % ‘si aşağıdaki gibi hesaplanır. % P.K. = % 11,57.")
43
Toplu Küçülme : Toplu küçülmede hesaplama işlemi pişme küçülmesinden farklıdır. Tespit edilen değerlerden yararlanılma esaslarına uygun olarak yerleştirilmiş olan bu metodlara göre, toplu küçülme şöyle hesaplanır : % Toplu Küçülme = h0 – h2 % T.K. = 100 – 83.3 = % 16.7 Tüm bu işlem safhalarındaki gözlemlerin ve elde edilen sonuçların değerlendirilmesi gerekir. Bu durumda aşağıdaki hususların belirtilmesi gereklidir. Max. Pişme derecesi Sıcaklık yükselme hızı Pişirmenin toplam süresi Fırın atmosferinin cinsi Fırın ve kullanılan yakıt cinsi Pişme rengi, safiyeti, temizliği Kesit durumu, sinterleşme Küçülmelere göre kalıpta ve fırında gösterecekleri boyutsal özellikler Küçülmenin teknolojik etkileri

44
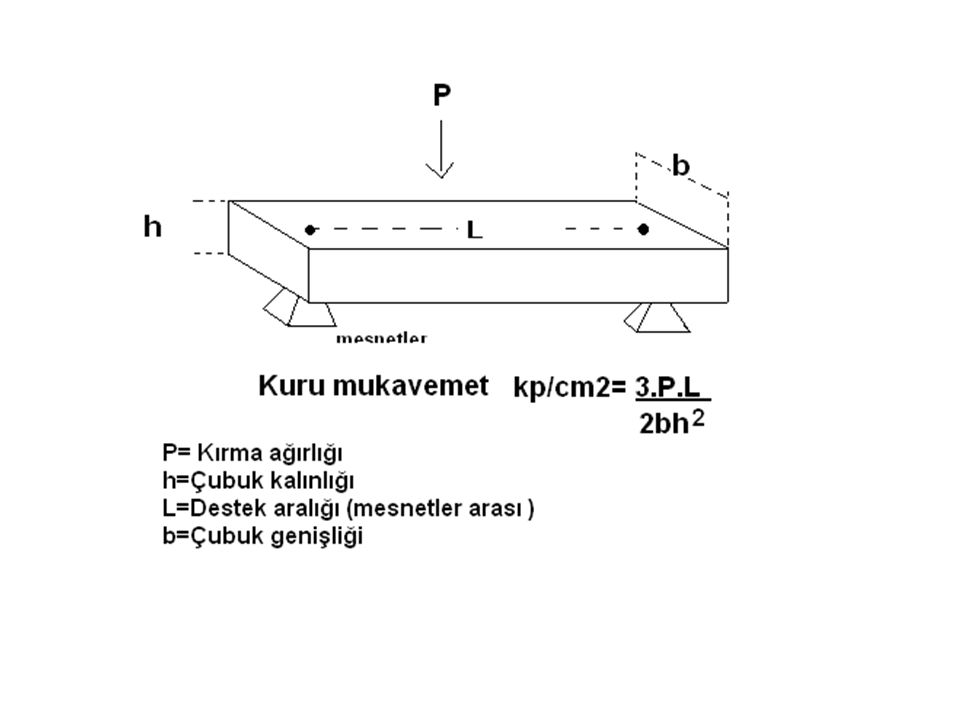
11)MUKAVEMET TESTİ Bu deney için mukavemeti incelenecek çamur mukavemet çubuğu kalıplarında döküm yöntemi ile şekillendirilerek hazırlanır. Bunun için çamur kalıplarda yaklaşık 2 saat bekletilir. Şekillendirilen çubuklar 24 saat oda sıcaklığında kurumaya bırakılır. Ardından 2 saat 105 C lik sıcaklıktaki etüvde bekletilerek kuruması sağlanır. Kuruma işlemi gerçekleştikten sonra çubuklar kuru mukavemet cihazına yerleştirilir. Makine nin uyguladığı kuvvetle çubuklar tek tek kırılır.

46
12)DEFORMASYON TESTİ Bu test için deformasyon çubuklarından yararlanılır. Hazırlanan çubuklar kurutulduktan sonra iki mesnet arasına eşit aralıklarla konularak ürün pişirim rejiminde pişirilerek deformasyon miktarları milimetrik kağıt üzerinde % olarak belirlenir. Birden fazla çubuk üzerinde test uygulanarak ortalama neticesinde % deformasyon saptanır. Özsüz hammaddeler deformasyonu azaltır

47
13)YOĞRULMA SUYU ve PLASTİSİTE
Deneyin Yapılışı : Test edilecek hammaddeden 2000 gram (havada kurutulmuş) numune usulüne uygun olarak alınır. Kaolinler için inceltme işlemi laboratuar değirmenlerde öğütülerek yapılır. Öğütme işlemi, 150 m lik elekten geçirilerek temiz malzeme elde edilir. Elde edilen elek altı numuneler 1055 °C’de sabit ağırlığa kadar kurutulur. Hazırlanan numuneden 500 gram alınır. Ufalanarak toz haline getirilir. Derin bir kaba konarak üzerine çıkana kadar su ilave edilir. Numune 3 saat karıştırılmadan bekletilir. 3 saat sonra boza kıvamına gelinceye kadar (gerekiyorsa) su ilave edilir. Boza kıvamındaki sıvı hamur bir alçı plakaya serilir ve malzeme alçıdan kalkıncaya kadar serili durur. Kısmen suyu çekilen, kısmen sulu numune elde iyice yogrularak ve alçı parça üzerine vurularak homojen hale getirilir. (Numune ele yapışmayacak sınıra getirilmelidir Önceden kurutulmuş, darası alınmış saat camına 10 gram yoğrulmuş numuneden alınır. 1055°C’de sabit ağırlığa kadar kurutulur. Soğutulduktan sonra tekrar tartılır. Fark % olarak hesap edildiğinde elde edilen değer yoğrulma suyudur
 numune usulüne uygun olarak alınır. Kaolinler için inceltme işlemi laboratuar değirmenlerde öğütülerek yapılır. Öğütme işlemi, 150 m lik elekten geçirilerek temiz malzeme elde edilir. Elde edilen elek altı numuneler 1055 °C’de sabit ağırlığa kadar kurutulur. Hazırlanan numuneden 500 gram alınır. Ufalanarak toz haline getirilir. Derin bir kaba konarak üzerine çıkana kadar su ilave edilir. Numune 3 saat karıştırılmadan bekletilir. 3 saat sonra boza kıvamına gelinceye kadar (gerekiyorsa) su ilave edilir. Boza kıvamındaki sıvı hamur bir alçı plakaya serilir ve malzeme alçıdan kalkıncaya kadar serili durur. Kısmen suyu çekilen, kısmen sulu numune elde iyice yogrularak ve alçı parça üzerine vurularak homojen hale getirilir. (Numune ele yapışmayacak sınıra getirilmelidir. Önceden kurutulmuş, darası alınmış saat camına 10 gram yoğrulmuş numuneden alınır. 1055°C’de sabit ağırlığa kadar kurutulur. Soğutulduktan sonra tekrar tartılır. Fark % olarak hesap edildiğinde elde edilen değer yoğrulma suyudur.")
48
Seramik Malzemeler ve Üretimleri
Malzeme cinsi Pişirme sıcaklığı C Tuğla 1100 Kiremit 1280 Sıhhi tesisat malzeme 1200 Fayans 1080 Emaye kaplama Şamot tuğla 1400 Silika tuğla 1550 Yüksek değerli porselen 1450 Elektro porselen

49
Çamur Hazırlama Çamur Tipleri
Tuğla ve özel tip ürünler ürünler dışında çamur birden çok hammaddenin yer aldığı bir bileşimdir. İstenilen fiziksel ve kimyasal özelliklere göre kullanılan hammaddeler değişiklik gösterirler.Geleneksel seramik türlerinde kullanıldıkları alanlara göre 3 çeşit çamur tipi adlandırılmıştır. 1.Akçini 2.Vitreous china 3.Porselen

50
1.Akçini Homejen dağılmış ince tanelerden oluşan kırığı beyaz ve su emme özelliği gösteren bir seramik ürünüdür. Ana hammaddeleri plastik kil, kaolin,kuvars ,CaCO3 tır. Burada kalsiyum karbonat (kalk) pekişmeyi sağlamak amacı ile kullanılmaktadır. Ca kaynağı olarak dolamit kullanılabilir. Bu şekilde bünyeye Mg dahil olur. Bu tür çamur tiplerine Magnezitli akçini ismi verilir. Kalklı akçinide iyibir pekişme 1160 C civarında gerçekleşir. Pekişme ile yumuşama aralığı dardır (sinterleşme intervali). Kalkın çamur rengi üzerindeki olumlu etkisi ile ürün üzerinde kullanılan renk uygulamaları daha olumludur.
 pekişmeyi sağlamak amacı ile kullanılmaktadır. Ca kaynağı olarak dolamit kullanılabilir. Bu şekilde bünyeye Mg dahil olur. Bu tür çamur tiplerine Magnezitli akçini ismi verilir. Kalklı akçinide iyibir pekişme 1160 C civarında gerçekleşir. Pekişme ile yumuşama aralığı dardır (sinterleşme intervali). Kalkın çamur rengi üzerindeki olumlu etkisi ile ürün üzerinde kullanılan renk uygulamaları daha olumludur.")
51
2.Vitreous china (camsı porselen)
Su emme değeri % 1 in altında olan akçini çamur tipidir. Feldspatlı akçini ve porselen arasında kalan bir çamur tipidir. Gerçekte porselen saydamsı ve ışığı geçirgen özelliği olmasına rağmen vitreouslarda bu geçirgenlik yoktur. Çamurun pekişmesi feldspatlar sayesinde sağlanır. Günümüzde bu çamur tipi sağlık gereçleri (kap kaçak, sofra eşyası ) üretiminde kullanılmaktadır. 3.Porselen Seramik ürünlerin en önemli ve değerli olan porselen, genelde gözeneksiz, ince, beyaz ve saydam kırığı ile tanımlanır.Porselen içeriğinde kaolin fazla feldspat ise az miktarda bulunmaktadır. Pişirim sıcaklıkları 1400 C ve üstüdür. Bu sık yapının, yüksek sıcaklıkla gelen olumlu birtakım fiziksel özellikleri mevcuttur. Bunlar; Yüksek mekanik direnç, Sıcaklık değişikliklerine direnç, Elektriksel direnç.
 üretiminde kullanılmaktadır. 3.Porselen. Seramik ürünlerin en önemli ve değerli olan porselen, genelde gözeneksiz, ince, beyaz ve saydam kırığı ile tanımlanır.Porselen içeriğinde kaolin fazla feldspat ise az miktarda bulunmaktadır. Pişirim sıcaklıkları 1400 C ve üstüdür. Bu sık yapının, yüksek sıcaklıkla gelen olumlu birtakım fiziksel özellikleri mevcuttur. Bunlar; Yüksek mekanik direnç, Sıcaklık değişikliklerine direnç, Elektriksel direnç.")
52
Çamur Hazırlama Yöntemleri
Yaş Çamur Hazırlama Şekilleri 1. Plastik Çamur 2. Sulu Çamur 3. Kuru Çamur

53
1.Plastik Çamur Özsüz ve sert hammaddeler değirmenlerde sulu olarak öğütülürler, plastik olan hammaddeler daha sonra karıştırıcılarda eklenir ve son olarak bünyedeki fazla su filtre preslerde alınarak plastik çamur hazırlanır. Sert hammaddeler tüm üretim proseslerinde kullanılmayabilir. Bu yöntem ile üretilen ürünler tuğla, çanak çömlek tarzı ürünlerdir. Plastik çamurda su katı oranı plastik hammaddenin su emme kabiliyetine bağlı olarak değişebilmektedir. Ortalama % oranında su ilavesi kil hammaddesinin plastikleştirmek için yeterli olabilmektedir.

54
2.Sulu Çamur Üretilecek seramik ürünün karakteristik özelliklerine göre hammadde miktarları % olarak tespit edilir. Burada sert hammaddeler olarak nitelendirdiğimiz silis – feldspat – sert kaolen reçetedeki oranlarına göre çamur değirmenine su ile birlikte beslenir. Değirmen içersinde öğütme işlemi bilyalar sayesinde gerçekleşir. Öğütülen sert hammadde - su karışımı daha sonra değirmenden karıştırıcılara alınarak burada plastik hammaddeler ile karıştırılır. İstenilen özellikler sağlandıktan sonra çamur stoklara aktarılır. Sulu çamur döküm yöntemi ile şekillendirmede kullanılan bir çamur tipidir.% arasında su ihtiva eder. Daha çok kompleks yapılı ürünlerin şekillendirilmesinde kullanılabilir diyebiliriz.

55
3.Kuru Çamur Özsüz ve sert hammaddeler değirmenlerde sulu olarak öğütülürler, plastik olan hammaddeler daha sonra karıştırıcılarda eklenerek sulu çamur elde edilir. Elde edilen sulu çamur sprey drier (püskürtmeli kurutucu) ile istenilen oranlara kadar kurutulur. Presleme yöntemi ile şekillendirilen ürünlerin üretim proseslerine uygun çamur tipidir.
 ile istenilen oranlara kadar kurutulur. Presleme yöntemi ile şekillendirilen ürünlerin üretim proseslerine uygun çamur tipidir.")
56
ENDÜSTRİYEL SERAMİK ÇAMURLARI
Seramik çamurlarının üretiminde tek bir hammaddeden özel seramik çamurlarının dışında yararlanılmaz. Çömlekçi ürünlerinin ve seyrek de olsa tuğla-kiremit ürünlerinin yapımında, uygun olması koşulu ile tek bir kilden yararlanılır. Bunun dışında, seramik çamurlarının hazırlanmasında, kural olarak çeşitli özelliklerdeki hammaddeler gene çeşitli oranlarda karıştırılırlar. Seramikten üretilen ürünlerin her birinin uygulandıkları alanlara göre, çeşitli özellikler taşımaları istenir. Bunlar birbirlerinden başta üretim ve bileşim teknolojileri olmak üzere, kullanma yerlerine göre de ayrılırlar. Bu çamurlar şunlardır: Akçini, Vitreous China, Porselen çamurları. Bunların dışında özel seramik çamurları da bu konunun kapsamına girer. Çamurların mineralojik bileşimlerinde yapılacak değişiklikler ile, her seferinde oluşan seramik ürününün özellikleri de değişir.

57
Resim 1’de üçgen diyagramda, üç ana mineralin hangi çamur bileşimlerini oluşturduğu, bölgeler şeklinde görülmektedir. Bu bölgeler şunlardır: 1. Feldspatlı akçini bölgesi, Örnek: A noktasının okunması 2. Sert porselen bölgesi, % 20 Kvartz (Q) 3. Yumuşak porselen bölgesi, % 50 Kilcevberi (KC) 4. Dental seramik bölgesi % 30 Feldspat (F)
 3. Yumuşak porselen bölgesi, % 50 Kilcevberi (KC) 4. Dental seramik bölgesi. % 30 Feldspat (F)")
58
KİMYASAL BİLEŞİMİ VERİLMİŞ BİR MASSENİN RASYONEL BİLEŞİMİNİ NASIL HESAP EDERİZ?
Minerolojik analiz ile (x-ray Difraktometresi) rasyonel bileşimler tespit edilebilir. Fakat hangi mineralden ne kadar olduğu sorun oluşturur.Elimizde kimyasal analizi aşağıdaki gibi olan bir reçete olduğunu düşünürsek;
 rasyonel bileşimler tespit edilebilir. Fakat hangi mineralden ne kadar olduğu sorun oluşturur.Elimizde kimyasal analizi aşağıdaki gibi olan bir reçete olduğunu düşünürsek;")
59
Kimyasal Analiz (%) SiO2 70 Al2O3 18 Na2O 3 K2O CaO MgO 0,5 Fe2O3 1 TiO2 0,5 A.Z Bu hammaddelerden bazıları birkaç hammadde ile bileşime girebilir. Bazıları ise tek hammadde ile bileşime girer.Alkali metal oksitlerde sodyum ve potasyum Feldspatlarla bileşime girer.

60
Hammadde Formül ve İsimleri MA (gr/mol)
Na2O.Al2O3.6SiO2-Albit(Sodyum feldspat) = 524 K2O. Al2O3.6SiO2- Ortoklas(Potasyum feldspat) = 556 Al2O3.2SiO2.2H2O - Kil Cevheri = 258 Al2O = 102 SiO = 60 Na2O = 62 K2O = 94 Hammadde reçetesini hesaplarken ilk olarak Feldspatlardan başlamamız gerekir. 1) Na2O.Al2O3.6SiO2=524 gr/mol 524 gr 62gr Na2O X 3 Na2O X= 25,35gr albit alınması gerekir. 2) K2O. Al2O3.6SiO2= 556 gr/mol 556 gr 94gr K2O X 7 K2O X=11,83 gr ortoklas alınması gerekir
 = 524. K2O. Al2O3.6SiO2- Ortoklas(Potasyum feldspat) = 556. Al2O3.2SiO2.2H2O - Kil Cevheri = 258. Al2O3 = 102. SiO2 = 60. Na2O = 62 K2O = 94. Hammadde reçetesini hesaplarken ilk olarak Feldspatlardan başlamamız gerekir. 1) Na2O.Al2O3.6SiO2=524 gr/mol. 524 gr 62gr Na2O. X 3 Na2O. X= 25,35gr albit alınması gerekir. 2) K2O. Al2O3.6SiO2= 556 gr/mol. 556 gr 94gr K2O. X 7 K2O. X=11,83 gr ortoklas alınması gerekir.")
61
3) Al2O3 miktarı Albitten gelen Al2O3 miktarı 524 gr gr Al2O3 25,35gr X Al2O3 X= 4,93 gr Al2O3 Ortoklastan gelen Al2O3 miktarı 556 gr gr Al2O3 11,83gr X Al2O3 X= 2,17 gr Al2O3 Geriye kalan Al2O3 = 18-(4,93+2,17) = 10,9 Al2O3 Geriye kalan bu miktar kaolinitten alınacaktır. Al2O3.2SiO2.2H2O - Kil Cevheri(kaolinit) 258 258 gr Kaolinit 102 gr Al2O3 X 10,9gr Al2O3 X=27,6 gr kaolinit
 = 10,9 Al2O3 Geriye kalan bu miktar kaolinitten alınacaktır. Al2O3.2SiO2.2H2O - Kil Cevheri(kaolinit) gr Kaolinit 102 gr Al2O3. X 10,9gr Al2O3. X=27,6 gr kaolinit.")
62
4) SiO2 Miktarı -Albitten gelen SiO2 miktarı 524 gr 360gr SiO2 25,35gr X X=17,41 gr -Ortoklastan gelen SiO2 miktarı 556 gr 360gr SiO2 11,83gr X X=7,66 gr -Kaolinitten gelen SiO2 miktarı gr gr SiO2 27,68 gr X X=12,84 gr SiO2 Geriye kalan silis 70-(17,41+7,66+12,84) = 32,09 bu miktar Kuvarstan alınır (SiO2
 = 32,09 bu miktar Kuvarstan alınır (SiO2.")
63
Sonuç olarak hammadde miktarlarımız şu şekildedir;
Kil minerali 27,6 Na-Feldspat 25,35 K-Feldspat 11,83 Kuvars 32,09 Toplam= 96,87 Geriye kalan miktar kirliliklerdir.(Fe2O3, TiO2, CaO, MgO)=3
=3.")
64
RASYONEL BİLEŞİMİ VERİLMİŞ BİR MASSENİN KİMYASAL BİLEŞİMİNİ NASIL HESAP EDERİZ?
Hammadde oranları % Bileşim Kil Minerali Kuvars Minerali 15 K-Feldspat Not = Bütün hammaddeler saf olarak kabul edildi. Kil Minerali = (Al2O3.2SiO2.2H2O) MA=258 gr/mol Kuvars Minerali = (SiO2) MA = 60 K-Feldspat = K2O.Al2O3.6SiO2= 556
 MA=258 gr/mol. Kuvars Minerali = (SiO2) MA = 60. K-Feldspat = K2O.Al2O3.6SiO2= 556.")
65
1) Kil Minerali için ; 258 gr kilde 2x60=120 gr SiO2 60 gr X X= 27,9 gr SiO2 258 gr kilde 102 gr Al2O3 X= 23,7 gr Al2O3 258 gr kilde 2x18=36gr H2O X= 8,37 gr H2O (Ateş zaiyatı)
")
66
2) K-Feldspat için ; 556gr K-Feldspatta 94 gr K2O 25gr X X=4,22 gr K2O 556gr K-Feldspatta gr Al2O3 25gr X X=4,58 gr Al2O3 556gr K-Feldspatta 6X60=360 gr SiO2 25gr X X=16,18 gr SiO2

67
3)Kuvars Miktarı X= 15gr SiO2 Kimyasal Bileşim % SiO2 59,1 Al2O3 28,3
60 gr SiO2 den 60gr SiO2 gelirse 15 gr X X= 15gr SiO2 Kimyasal Bileşim % SiO2 59,1 Al2O3 28,3 K2O 4,2 A.Z. 8,4

68
Şekillendirme Yöntemleri
Üç tür şekillendirme yöntemi vadır; 1.Plastik Şekillendirme 2.Döküm yolu ile şekillendirme 3.Kuru yöntem ile şekillendirme 1.PLASTİK YÖNTEMLE ŞEKİLLENDİRME Mekanik kuvvetin etkisinde çatlama olmadan verilen şekli kuvvet kaldırıldığında da muhafaza edebilme özelliğine plastiklik olarak tanımlarız.

69
Çamur hazırlama prosesine uygun olarak hazırlanan plastik çamur kullanılmadan önce homojenize edilmesi büyük önem taşır.Özellikle hava kabarcıklarının kolayca saklanabileceği bir yapı olan plastik bünye burgulu karıştırıcılarda vakumlu ortam sayesinde hava keseciklerinden arındırılırlar. Üretilecek mamüle göre değişiklik gösteren şekillendirme yöntemleri çok çeşitlidir. -El ile şekillendirme( pano, heykel) -Tornada el ile şekillendirme (vazo, saksı vb..) -Tornada alçı üzerine veya içine sıvayarak şekillendirme (tabak, çanak) -Kalıplar arasında basarak şekillendirme (plaka, ateş tuğla, kiremit vb..) -Ağızlıklı preslerde şekillendirme (İnşaat türü seramik malzemelerin en hızlı hatasız üretildiği yöntemdir.
 -Tornada el ile şekillendirme (vazo, saksı vb..) -Tornada alçı üzerine veya içine sıvayarak şekillendirme (tabak, çanak) -Kalıplar arasında basarak şekillendirme (plaka, ateş tuğla, kiremit vb..) -Ağızlıklı preslerde şekillendirme (İnşaat türü seramik malzemelerin en hızlı hatasız üretildiği yöntemdir.")
70
2.Döküm Yöntemi İle Şekillendirme
Slip döküm tekniği denilen bu uygulamada belirli bir akışkanlığı olan süspansiyon tipi kullanılır. Bu tip şekillendirme yöntemleri genellikle kompleks yapılı mamüllerin üretiminde kullanılır. Buna bağlı olarak üretilecek ürünün geometrik özelliklerine göre şekillendirme yöntemleri belirlenebilir diyebiliriz. Şekillendirme işlemi için mevcut katı miktar su ile birleştirilerek homojenize edilir. Bu işlem için % 25 – 35 arasında su kullanılmaktadır. Bu işlemde suyun amacı suyun katı taneler arasına girerek taneler arasındaki mesafeyi açması ve akıcılık sağlayabilmesidir. Fakat su oranın yüksek olması beraberinde bir çok sorun ve zorluk getirmektedir. Özellikle mevcut suyun uzaklaştırılması kritik ve dikkat edilmesi gereken bir prosestir. Aynı zamanda nihai ürün oluştuğunda mevcut suyun uzaklaşması ile bir küçülme yaşanır. Döküm yolu ile üretilecek ürünlerde bu kriterlere dikkat edilmelidir,

71
Bu tür tehlikelerden dolayı su miktarının olabildiğince az olması gerekir. Mevcut su miktarının katılan bazı katkılarla azaltıldığı bilinen bir uygulamadır. Seramik çamurunda akışkanlığı arttırmak için elektrolitler kullanılır. En çok kullanılan elektrolit tipi Sodyum silikat tır. Elektrolitler çamurun elektriksel özelliklerine etki ederek tanelerin birbirlerini itmesini sağlar. Bu sayede çamurun akışkanlığı artar ve viskozitesi düşer. Hazırlanan süspansiyon kalıplara dökülerek şekillendirme işlemine tabi tutulur. Şekillendirmek için kullanılan kalıplar alçıdan üretilmektedir. Bunun yanında basınçlı döküm tezgahları olarak adlandırılan ve bünyesinde birçok gözenek barındıran özel polimer malzemelerden üretilmiş kalıplarda kullanılabilmektedir.

72
Şekillendirmede asıl amaç çamur içersindeki mevcut suyun belirli bir orana kadar alınabilmesi ve üretilecek ürünün plastik formda elde edilmesidir. Döküm yolu ile şekillendirmede kalıp içersine gönderilen çamur içersin deki taneler etraflarındaki suyun kalıp tarafından absorbe edilmesi ile birbirlerine yapışarak katman oluşturmaya başlarlar.

73
Oluşan bu katmanın adı et kalınlığı olarak ifade edilir
Oluşan bu katmanın adı et kalınlığı olarak ifade edilir. Bu sayısal değerin ürünün kalitesinde doğrudan bir etkisi vardır. Örneğin ürün üretiminde standart değerlerin altında bir et kalınlığı uygulandığında plastik kuru ve pişmiş mukavmetin azaldığı mekanik mukavemetin azaldığı ürün ağırlığının azaldığı ve genel olarak fiziksel dayanımının olumsuz yönde etkilendiği görülür. Bunun yanında et kalınlığının satandart değerden fazla olması durumunda mamülün ağırlığının arttığı ve özellikle kuruma işleminin geciktiği ve pişme esnasında problemler yaşandığı görülmektedir. Buradaki standart değerler kullandığımız hammaddeler ile elde edebileceğimiz en iyi özelliklere sahip mamülün değerleridir. Kısacası Min. Maliyet ve kabul edilebilirliliği olan max. Değerlerdeki fiziksel özelliklere sahip ürün üretmektir. Döküm yolu ile şekillendirmede bazı önemli kriterler şu şekilde sıralanabilir; -Çamurun viskozitesi -Litre ağırlığı -Tiksotropisi -Döküm süresi -Kalınlık alma süresi -Boşaltma ve sertlik alma süreleridir

74
3.Kuru yöntem ile şekillendirme
Kuru yöntem olarak adlandırılan şekillendirme metodu adındanda anlaşılacağı üzere hazırlanan çamurun kurutulup şekillendirilmesidir. Nem oranı düşürülmüş bir massenin şekillendirilebilmesi ancak baskı yolu ile mümkün olmaktadır. Yeteri kadar baskı gücünün altında sıkıştırılarak şekillendirme işlemi yapılır. Bunada teknik olarak verilen isim presleme yöntemidir. Bu yöntemde daha çok basit şekilli ürünler üretilir. Örneğin yer ve duvar karosu, tuğla gibi. Preslenecek massenin nemi % 4-8 arasında olması idealdir. Homojen nemlikte bir massede daha az hataya rastlanır. Kullanılan pres tipleri kullanım alanına göre değişir. Presleme yönteminde baskıya maruz bırakılan kalıp içersindeki masse her noktada eşit baskıyla sıkıştırılmak zorundadır. Aksi halde et kalınlıklarında farklılıklar gözlenir. Presleme metoduyla şekillendirilen ürünlerin küçülmesi % olarak daha küçüktür. Daha kısa zamanda şekillendirme işlemi uygulanır. Şekillendirmeyi etkileyen faktöreler; -Granül tane büyüklüğü -%Nem Miktarı -Pres basıncı -Kalıp şekli

Benzer bir sunumlar