Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Dersin Kodu: GMD 132 Dersin Adı: SERAMİK PROSES TEKNİKLERİ Öğretim Elemanı: OKAY ÇALIŞKAN

2
Derse İlişkin Genel Bilgiler
Dersin Amacı: Seramik proses tekniklerini öğrenmek ve seramik proses tekniklerinin uygulamasını anlamaktır. Dersin İçeriği: Porselen sektörü, üretimi ve üretimi prosesi, Refrakter ürünlerin sınıflandırılması üretimi ve üretim proesesi, Cam üretimi ve üretim prosesi, Çimento üretimi ve üretim prosesleri, İleri teknoloji seramikleri ve üretim prosesleri.

3
HAFTALIK DERS İŞLEME PLANI
KONULAR 1 Porselen sektörü ve Türkiye’de üretim yapan porselen fabrikaları hakkında bilgi. 2 Porselen tanımı, porselen hammaddeleri hakkında genel bilgilerin verilmesi 3 Porselen ile seramik arasındaki farklar ve porselen üretim yöntemleri 4 Porselen proses akım şeması ve porselen üretiminde kullanılan makinalar 5 Refrakter tanımı ve ülkemizde refrakter üretimi yapan fabrikalar 6 Refrakter üretiminde kullanılan hammaddeler Refrakter ürünlerin sınıflandırılması 7 Refrakter üretimi ve üretim prosesi 8 Refrakter üretimi ve üretim prosesi 9 Cam nedir? Cam hammaddeleri , Türkiyedeki cam fabrikaları 10 Cam üretimi ve cam üretim prosesi ile üretimde kullanılan makinalar 11 Çimento tanımı ve üretiminde kullanılan hammddeler 12 Çimento üretimi ve üretim prosesleri 13 Teknik seramik üretiminde kullanılan hammaddler 14 İleri teknoloji seramikleri ve üretim prosesleri.

4
HAFTA

5
Porselen ve Porselen Üretim Prosesleri

6
Porselen nedir? Porselen, sadece doğal kaynaklı hammaddelerden üretilen, beyazlığını kullanılan boyalardan değil, kullanılan hammaddelerden alan, 1400°C civarında pişirilerek pekişen, ışık geçirgenliğine sahip, sağlıklı bir ürün olarak tarif edilmektedir. Porseleni Avrupa’ya tanıtanlar, başta Marco Polo olmak üzere, çeşitli deniz yollarını keşfeden Portekizli tüccarlar olmuştur. Seramik grubunun ilk ve en ilkel ürünleri balçık tuğla veya kerpiç tuğladır. Bu aşamada söz konusu olan basit, kaba seramiktir. Daha sonra ise üretim aşamaları sıralamasına göre sırasıyla toprak çanak çömlekler, majorka çinisi (elvan çini), fayans, taş eşya ,taştan oyma kap, seramik gelmekte ve porselenle bu grup en üstün ve en mükemmel formuna ulaşmış olmaktadır. Geleneksel manada porselen, iki tür kilin, Çin kili (kaolin) ve Çin taşının 1300°C üzerindeki ısıda fırınlanması ile yapılır. Çömleklerin aksine vitrifiye (camsı) ve şeffaftır.
, fayans, taş eşya ,taştan oyma kap, seramik gelmekte ve porselenle bu grup en üstün ve en mükemmel formuna ulaşmış olmaktadır. Geleneksel manada porselen, iki tür kilin, Çin kili (kaolin) ve Çin taşının 1300°C üzerindeki ısıda fırınlanması ile yapılır. Çömleklerin aksine vitrifiye (camsı) ve şeffaftır.")
7
Porselen, içerdiği hammaddelere oranlarına ve sıcaklık derecelerine göre de, sert ve yumuşak porselen olmak üzere ikiye ayrılır. Sert porselenin en önemli özelliği, bünyesinde yer alan yüksek kaolen oranı ve 1400°C gibi yüksek bir sıcaklıkta oluşan feldispat sırrıdır. Bu da, sırda yüzey sertliği ve dayanıklılığı yaratmaktadır. Yumuşak porselenin kaolen oranı ise az olup, sır oluşum sıcaklığı da daha düşüktür. Bu nedenle, sert porselene oranla daha az mekanik sertliği ve darbe dayanıklılığına sahiptir. Sert porselen genellikle Avrupa Kıtasın'da; Yumuşak porselen ise Çin'de, Japonya'da ve İngiltere'de üretilir.

8
Porselenin Özellikleri:
> Mohs'un sertlik göstergesine göre porselenin sertlik derecesi 8 'dir.Başka bir deyişle porselen sertlikleri 1- 7 arasında değişen tüm maddeleri çizebilir. Tüm zarif görünümüne rağmen normal çelikten daha serttir. Porselen elektriksel akımı izole ettiği için gerek alçak gerekse yüksek gerilim hatlarında kullanılmaktadır. Gerek sıcaklık değişimlerinden etkilenmemesi, gerekse yüksek düzeydeki izolasyon yeteneği porselenin elektriksel dirençlerde büyük ölçüde kullanılmasını sağlamaktadır.

9
Seramik ve Porselen arasındaki başlıca farklar:
Porselenin sır pişirimi C 'da yapılmaktadır. Seramiğin ise ilk bisküvi pişirimi C 'da yapıldıktan sonra sır pişirimi C 'da yapılmaktadır. Porselen mamuller ise su geçirmez, sıkı bir yapı gösterirler ve sır ile hamur birbirinden ayrılamaz bir bütün niteliği taşırlar. Seramikte ise sır sert bir darbeyle çatlayabilir veya kopup düşebilir. Porselen ışığı geçirir - Seramik ise geçirmez.

13
Porselen Hammaddeleri:
Kaolin: porselen hamurunun kolay yoğurulmasını, şekil almasını ve rengini sağlayan hammaddedir. Kuvars: iskelet yapıcı hammadde olup, camsı faz oluşumunu sağlayan feldispat içinde önemli bir oranda çözünerek, porselen hamurunun sert, camsı, ısıya ve kimyasal etkilere dayanıklı olmasını sağlar.

14
2. HAFTA

15
Porselen Üretiminde Kullanılan Makinalar

16
Hammadde Ünitesi 1.Kırma- Öğütme Tesisi: Yükleme beşigeri
Yıkama tamburu Çeneli kırıcı Silindir kırıcı 2. Otomatik yükleme 3. Masse Değirmenleri 4. Sır Değirmenleri 5. Masse Beşigeri 6. Sır Beşigeri 7. Sır Tankı 8. Eleme ve Karıştırma Sistemi Elek Pompa Redüktör Masse Mikseri Kollektör Mıknatıs Elek Mıknatıs Filter Pres Vakum Pres Vakum Motoru Spray Drier Forklift

17
Şekillendirme Ünitesi
1. Roller Şekillendirme Tabak Torna Fincan Torna 2. Pres Şekillendirme 3.Döküm Şekillendirme

18
Kurutma Ünitesi 1. Salıncaklı Kurutucular 2.Döner Masalı Kurutucular

19
Fırınlar Ünitesi 1. Bisküvi Fırını 2. Sır Fırını 3. Dekor Fırını

20
Sırlama Ünitesi Taşlama Ünitesi
1. Püskürtme Yöntemi 2.Daldırma Yöntemi Ve Taşlama Ünitesi

21
4. Silindir Kırıcı: Silindir kırıcı 4 ana bütünden oluşur.
Kırma- Öğütme Yükleme Beşigeri: Yıkama Tamburu: Çeneli Kırıcı: 4. Silindir Kırıcı: Silindir kırıcı 4 ana bütünden oluşur. Kırıcı merdaneler: Uyarma grubu: Gövde: Oluklar:

22
Kırıcının Beslenmesi:
Kırıcıyı en verimli şekilde çalıştırmak için silindirlerin ara açıklığı beslenen malzemenin parça büyüklüğüne ve kırılganlığına uygun şekilde ayarlanmış olmalıdır. Besleme mümkün olduğu kadar aynı büyüklükte malzeme ile yapılmalıdır.

23
Otomatik Yükleme Hammaddeler, konveyör bant yardımı ile silolara ayrı ayrı doldurulur. Daha sonra reçeteye uygun olarak değirmenlere beslenir.

24
Bilyalı Değirmenler Öğütmenin başarısına etki eden faktörler:
Malzemeler değirmene belirli bir ağırlıkta yüklenmeli Sulu öğütme için su oranı iyi hesaplanmalı.iç hacmin yaklaşık 1/3’ ü kadar boşluk bırakılmalıdır. Değirmene yaklaşık olarak öğütülecek kuru madde ağırlığı kadar bilya konulmalıdır. Bilya büyüklüğü seçimi 1/3 oranında büyük-orta ve küçük olarak tamamlanmalıdır. Değirmenlerin büyüklüğüne göre bilyaların çapları; cm. olabilir. Değirmenlerin dönme hızları iyi saptanmalıdır. Yuvarlak taneciklerin oluştuğu öğütmeye “kaskad etkili öğütme” denir. Değirmenin devir sayısı n= 230/ √D (D: değirmen çapı) olduğu zaman meydana gelir. En uygun ve en ekonomik olan öğütmedir. Köşeli taneciklerin oluştuğu öğütmeye “katarakt etkili öğütme” denir. n= 300/ √D olduğu zaman meydana gelir. Bu şekilde olan bir öğütmede değirmen çeperi ve bilyalar çabuk aşınır. Değirmen “kritik dönme sayısı”na ulaştığı zaman merkezkaç kuvveti nedeni ile bilyalar ve öğütülecek malzeme, öğütme olmaksızın değirmen çeperine yapışırlar. (n= 423/ √D)
 olduğu zaman meydana gelir. En uygun ve en ekonomik olan öğütmedir. Köşeli taneciklerin oluştuğu öğütmeye katarakt etkili öğütme denir. n= 300/ √D olduğu zaman meydana gelir. Bu şekilde olan bir öğütmede değirmen çeperi ve bilyalar çabuk aşınır. Değirmen kritik dönme sayısı na ulaştığı zaman merkezkaç kuvveti nedeni ile bilyalar ve öğütülecek malzeme, öğütme olmaksızın değirmen çeperine yapışırlar. (n= 423/ √D)")
25
Çamurun Şekillendirilmesi:
Şekillendirme yöntemleri başlıca 4 grup altında toplanır. Kuru Yarı yaş Deri sertliği Yaş şekillendirme

26
3. HAFTA

27
Refrakter Malzemeler ve Üretim Prosesleri

28
Refrakter Malzemelerin Tanımı ve Önemi:
Kullanıldıkları yerlerde yüksek sıcaklıklarda katı, sıvı ve gazların, mekanik, termal ve kimyasal etkilerine dayanabilen, ergime noktaları 1600°C’den yüksek olan ve genelde oksit bileşiklerden oluşan malzemelere “REFRAKTER” adı verilir. Demir-çelik, çimento, kireç, bakır, kurşun,cam, seramik ve daha birçok endüstride kullanılması zorunlu olan malzemelerdir.

29
Refrakterlerin Ortaya Çıkışı
Refrakterlerin ortaya çıkışı ateşin keşfinden sonra başlar. İlk refrakterler çeşitli kayalardan oyularak imal edilen kaplar şeklindedir. Refrakterlerin esas doğuşu 1800’lü yıllarda çeliğin elde edilesi ile başlar. Ülkemizde ilk çelik üretimi 1930’lu yıllarda Karabük Demir- Çelik işletmelerinin kurulmasıyla başlar. Karabük’teki çelik üretimini desteklemek üzere Filyos Ateş Tuğla, Süprateş, Konya-Krom gibi refakter üreten fabrikalar kurulur. 1980’li yıllardan sonra Sörmaş ve Kümaş gibi kuruluşlar da refrakter üretmeye başlar.

30
Refrakterlerin Sınıflandırılması

31
Fiziksel Şekillerine Göre Sınıflandırma

32
Refrakter Hammaddeleri
Asidik Refrakter Hammaddeleri: Silika Fused Silika Alumina –Silikat kil bazlı refrakter hammaddeleri Silisyum Karbür Zirkon Nötr Refrakter Hammaddeleri Alumina Kromit cevheri Spineller Grafit Bazik Refrakter Hammaddeleri Magnezya Dolomit Magnezyum- krom

33
Asidik Refrakterler Metal oksit + su Metalik Asit (asitli ortam)
")
34
Bazik Refrakterler

35
Nötr Refrakterler

36
4. HAFTA

37
Asidik Refrakter Hammaddeler
Silika: Kuvars minerali zenginleştirildikten sonra ana komponent olan % SiO oranında çıkarılır. Zenginleştirilmiş silika içerisinde çok düşük oranda Al2O3, TiO2,CaO, Fe2O3, MgO ve alkali oksitler bulunur.

38
Refrakter yapımına uygun bir silika analizi:

39
Silika minerali, refrakter yapımıiçin pişirildiğinde kuvars, kristobalit ve tridimit fazları birbiri ile geçiş içerisindedir. Bu sıcaklık değişminde hacimsel değişimler çok önemlidir. Silika 1470 C’ye pişirildiğinde ortaya çıkan Kristobalit fazıyla hacimsel olarak kararlı hale gelir. Hacimsel değişiklik sıfır olur.

40
Alumina – silikat refrakter hammaddeleri:
Profilit: Refrakter killer: Ateş killeri:

41
Grafit Grafit tabi olarak bulunan en iyi refrakterlerden biridir.
İndirgen ortamda ergime sıcaklığı 3650 derecedir. Yüksek termal iletkenliği, düşük termal genleşmesi, termal streslere karşı büyük direnç, fluxlara ve ergimiş metallere karşı çok iyi dayanım özelliğine sahiptir. C oranı arttıkça refrakterlik artar.

42
Bazik Refrakterler Magnezya:
Bazik refrakter malzemelerin ana hammaddesidir. Magnezya doğada serbest halde bulunmaz bu nedenle MgO içeren hammaddelerden çeşitli prosesler sonucu elde edilir.

43
MgO’nun Üretiminde Kullanılan Hammaddeler:
Tabii manyezit (MgCO3) Deniz suyundaki Mg++ iyonları Yer altındaki MgCl2 ve MgSO4 gibi tuzlar
 Deniz suyundaki Mg++ iyonları. Yer altındaki MgCl2 ve MgSO4 gibi tuzlar.")
44
5. HAFTA

45
Refrakter Üretimi Akım Şeması

46
6. HAFTA

47
Çimento ve Çimento Üretim Prosesleri

48
Tanımı ve Tarihçesi: Çimento kelime anlamı “yontulmuş taş kırıntısı” olan Latince “caementum” kelimesinden türetilmiştir. Çimento ilk olarak kil ve kalker karışımlı hammaddenin yeterince yüksek sıcaklıklarda pişirilerek öğütülmesi sonucu elde edilmiştir. Tanım olarak çimento; kalkerli ve killi hammaddelerin belirli oranlarda karıştırılıp öğütüldükten sonra döner fırınlarda pişirilmesi ile oluşan klinkerin, % 3- en fazla % 6 gibi az miktarda alçıtaşı-jips ile birlikte çok ince öğütülmesi sonucu elde edilen, su ile birleştiğinde hidrolik bağlayıcı özelliği kazanan bir üründür.

49
Çimento inorganik bir bağlayıcıdır
Çimento inorganik bir bağlayıcıdır. İnorganik bağlayıcılar yapı sanayinde kum, çakıl ve agrega olarak tanımlanan katı parçacıkları sıkı ve uzun süre yapısını koruyan kararlı katı ürünler haline getirmede kullanılan malzemelerdir. Eğer sıkı, katı ürün sadece kum, kireç ve sudan oluşuyorsa bu ürünlere inşaat harcı adı verilmektedir. Eğer kum, agrega ve çakıl gibi ürünlerden oluşuyorsa bu ürünlere de beton adı verilmektedir.

50
Hammaddelerin uygun oranda karışımını hem daha hassas yapabilmek hem de bu maddelerin fırında daha iyi ve üniform pişirilmelerini sağlayabilmek için çimentoyu oluşturan hammaddeler döner fırında pişirilmeden önce öğütülürler. Hammaddelerin öğütülmüş bu ince durumuna fransızcada “un” anlamına gelen “farine” sözcüğünden alınan FARİN kelimesi kullanılır. Öğütülen malzemeler harmanlandıktan sonra fırında pişirilir. Bu sürece “klinkerleme” veya “kısmi ergitme” süreci denir. Fırından çıkan yumru şeklindeki sıcak gözenekli malzeme KLİNKER olarak adlandırılır.

51
Çimento üretimi için kullanılan doğal kaynaklı başlangıç malzemeleri çimentonun ana bileşenlerini içeren CaO, SiO2, Al2O3 ve Fe2O3 minerallerinden oluşur. Klinkere, minerolojik yapısı uygun örneğin yüksek silika içeren bir kil (SiO2 için), boksit veya laterit (Al2O3 için), demir cevheri veya kavrulmuş pirit (Fe2O3 için) gibi hammaddeler katılarak çeşitli özelliklere sahip çimentolar geliştirilebilmektedir.
, boksit veya laterit (Al2O3 için), demir cevheri veya kavrulmuş pirit (Fe2O3 için) gibi hammaddeler katılarak çeşitli özelliklere sahip çimentolar geliştirilebilmektedir.")
52
Portland çimentosunun üretiminde kullanılan iki esas hammadde vardır:
Kalkerli Malzemeler: kireçtaşı, marn gibi Killi Malzemeler: içerisinde önemli miktarda silis bulunan kil, şeyl, şist, kum gibi Bazı çimento hammaddesi katkılarının kimyasal kompozisyonları tablodaki gibidir.

53
7. HAFTA

54
KALKER Çimento sanayinin ana hammaddesidir.
Bileşimi esas olarak ‘ tır. Kalkerin saf hali Kalsit ve Aragonit’tir. Ülkemizde bölgeler genelinde minerolojik yapıları incelendiğinde ağırlıkça kalsit ve kuvars minerallerinden meydana gelmektedir.

55
MARN Kil ve demir oksit bileşenleri içeren kalkerler marn olarak adlandırılır. Ülkemizdeki çimento fabrikalarında kullanılan marn örnekleri kuvars, kalsit, feldispat, illit, muskovit, klorit ve montmorillonit içeriklidir. içeriklerine göre şu şekilde sınıflandırılırlar:

56
KİL Çimento üretimi için ikinci önemli hammaddedir.
Çoğunlukla kuvars, kalsit, feldispat, dolomit, illit, muskovit, montmorillonit ve klorit minerallerini içerdiği görülmektedir. Ortalama olarak ağırlıkça:

57
TRAS Silisli, alumina silikatlı veya bunların bileşiminden oluşan doğal maddelerdir. Puzolonik özelliklere sahiptir. Puzolonlar esasen reaktif silika ve aluminadan oluşmuştur. Trasın bu özeliğinden çimento üretiminde yararlanılmaktadır. Tras örneklerinin kimyasal analizleri incelendiğinde ortalama olarak ağırlıkça aşağıdaki gibi sonuçlar elde edilmiştir:

58
DEMİR CEVHERİ Çimento üretiminde kullanılan hammaddelerden kilde , demir eksikliğini gidermek amacıyla kullanılır. Demir klinkerde sıvı fazı oluşturan ana bileşenlerden biridir. Demir cevheri örnekleri genellikle Hematit ve Kuvars minerallerini içerir. Bölgeler genelinde demir cevheri örneklerinin kimyasal analiz sonuçları aşağıdaki gibidir:

59
ALÇITAŞI (JİPS) Alçıtaşı iki molekül su içeren kalsiyum sülfattır ( CaSO4.2H2O). Çorak ve kuru iklim şartları altında deniz suyunun buharlaşması sonucunda tortul kayaçlar olarak oluşmuştur. Bölgeler genelinde alçıtaşı örneklerinin kimyasal analiz sonuçları aşağıdaki gibidir.

60
İnorganik Bağlayıcıların Sınıflandırılması
Hidrolik Bağlayıcılar veya Çimentolar: Az Hidrolik Bağlayıcılar : Hidrolik Olmayan Çimentolar: Adı geçen gruplar arasında uygulama alanı en geniş inorganik bağlayıcılar Portland Çimentoları ve onun katkılı türleridir.

61
8. HAFTA

62
ÇİMENTO ÜRETİMİ Portland çimentosu, alçıtaşı ve kilin °C gibi yüksek sıcaklıklarda ( bazı kaynaklarda °C ) pişirilmiş basit bir karışımdır. Yüksek kalitede çimento üretmenin öncelikli adımı kaliteli ve üniform hammaddeyi gerektirir. Kil ve kalsiyum kaynaklarına yakın oluşmuş hammaddeler yüksek kalitedeki hammaddelerdir.
 pişirilmiş basit bir karışımdır. Yüksek kalitede çimento üretmenin öncelikli adımı kaliteli ve üniform hammaddeyi gerektirir. Kil ve kalsiyum kaynaklarına yakın oluşmuş hammaddeler yüksek kalitedeki hammaddelerdir.")
63
Çimento Çeşitleri Portland Çimentoları
Erken Dayanımlı Portland Çimentoları Sülfata Dayanımlı Çimentolar Süper Sülfat Çimentolar Yüksek Fırın Curuflu Çimentolar Puzolanlı Çimentolar Aluminli Çimentolar Beyaz ve Renkli Çimentolar Baryumlu Çimentolar Modifiye Portland Çimento Erken Mukavemet Alan Çimentolar Portland olmayan Çimentolar

64
9. HAFTA

65
Cam ve Cam Üretim Prosesleri

66
Cam Nedir? Yüksek sıcaklıktan eriyik halden hızlı bir biçimde oda sıcaklığına soğutulduğunda kristalleşme göstermeyen amorf malzemedir.

67
Camın yapısı: Atomlar düzensiz olarak dizilmişlerdir.
Yapısında yer alan oksitler üç grupta toplanır. Cam iskeletini oluşturan oksitler Cam oluşumunu kolaylaştıran oksitler Bunlar arasında kalan oksitler (şartlı cam yapıcılar)
")
68
Cam iskeletini (ağ, şebeke) oluşturan oksitler:
SiO2 B2O3 GeO2 P2O5 As2O3 Sb2O5

69
Cam oluşumunu kolaylaştıran oksitler:
PbO ZnO BaO CaO SrO CdO Na2O K2O Rb2O Sc2O3 La2O3 Y2O3 SnO2 Ga2O3 PbO2 MgO Li2O

70
Şartlı cam yapıcılar: TiO2 PbO ZnO Al2O3 ThO2 BeO ZrO2 CdO V2O5 TeO

71
Camın Hammaddeleri: Ana Hammaddeler Yardımcı Hammaddeler

72
Ana Hammaddeler: Kuvars kumu Kalker Dolomit Feldispat Soda Borik asit
Kolemanit Potasyum karbonat Baryum karbonat Cam kırığı

73
Yardımcı Hammaddeler:
Rafinasyon maddeleri: Na2SO4, NaNO3, KNO3, Arsenik Oksit, Antimuan Oksit, Boraks Renklendirici maddeler: Bakır, Bakır Oksit, Kadmiyum, Demir Oksit, MgO, Selenyum, NiO, Kobalt Oksit Oksidanlar: İndirgenler: Sülfat, sülfür, karbon ve yüksek fırın curufunun birlikte kullanımları:

74
Cam Türleri Düz Cam Tavlanmış Cam Temperlenmiş Düz Camlar
Renklendirilmiş Düz Camlar Isıl İşlemle Kuvvetlendirilmiş Düz Cam Yansıtma Camı İzolasyon Camı Kaplama Malzemeleri Duvar Döşeme Blokları

75
Cam Türleri Tabakalı Cam Tel Takviyeli Cam Ayna Camı Solar Cam
Kimyasal Yöntemlerle Kuvvetlendirilmiş Cam

76
Özel Camlar: ısıya dayanıklı camlar Teknik tabaka Camı
Elektrik İletkenliğine Sahip Camlar Elektrik Ampulleri Fiberler Yalıtım Malzemeleri Sırlar

77
10. HAFTA

78
Türkiye’de Cam Sektörü
Cam sanayii, inşaat, otomotiv, meşrubat, gıda, beyaz eşya, mobilya, eczacılık, elektrik-elektronik vb. birçok sektöre girdi veren önemli bir sektördür. Cam üretiminde kullanılan en önemli girdiler, kum, soda, dolomit, kuvartz gibi maddelerdir. Ülkemizin bu kaynaklar açısından zengin olması nedeniyle, Türk cam sanayi %98 oranında yerli hammadde kullanmaktadır. En çok kullanılan girdilerden birisi olan soda üretiminde Türkiye’nin payı dünyada %1.7, Avrupa Birliği’nde ise %10’dur.

79
Türk cam sanayiinde, T. Şişe ve Cam Fabrikaları A. Ş
Türk cam sanayiinde, T. Şişe ve Cam Fabrikaları A.Ş. (Şisecam) lider durumdadır. Sektörün toplam yıllık üretiminin yaklaşık %90’ını Şişecam üretmektedir. Sektör, dünya üretiminde %1.5 paya sahiptir. Kurulu toplam kapasite içinde düzcam birinci sırada, cam kaplar ikinci sırada, cam ev eşyası ise üçüncü sıradadır.
 lider durumdadır. Sektörün toplam yıllık üretiminin yaklaşık %90’ını Şişecam üretmektedir. Sektör, dünya üretiminde %1.5 paya sahiptir. Kurulu toplam kapasite içinde düzcam birinci sırada, cam kaplar ikinci sırada, cam ev eşyası ise üçüncü sıradadır.")
80
Cam sektörü, sermaye yoğun bir üretim alanıdır ve sektörde sürekli yatırım zorunluluğu vardır. Cam üretiminde,makine donanım hızlarının artması, enerji yoğun üretim olması ve kesintisiz üretim zorunluluğu ölçeklerin büyümesine neden olmaktadır. Bu doğrultuda, Şişecam da , sürekli olarak kapasitesini artırmakta; gerek yurtiçinde, gerekse yurdışında yatırımlar gerçekleştirmektedir. Yurtdışında genişleme politikası doğrultusunda, Bulgaristan’da, Gürcistan’da ve Rusya’da fabrikalar satın almış ya da yatırımlar yapmıştır. Almanya, Rusya Fed., Çin, Hong Kong ve Avusturya gibi ülkelerde temsilcilikleri de bulunmaktadır.

81
Türkiye cam ürünleri ihracatında önemli bir ülkedir
Türkiye cam ürünleri ihracatında önemli bir ülkedir. İhraç pazarları sürekli gelişmektedir yılında sadece 50 kadar ülkeye ihracat yapılırken, 2005 yılı itibariyle yaklaşık 180 ülkeye ihracat yapılmıştır. İhracatın yaklaşık %50’si AB ülkelerine yöneliktir. Bu ülkeler içinde de en büyük alıcılar, Almanya,İtalya, İngiltere, Fransa ve İspanya’dır. AB dışında önemli alıcılar arasında, Rusya, ABD, İran, İsrail, Bulgaristan,Ukrayna, Mısır ve Danimarka ilk sıralarda bulunmaktadır.

82
DÜNYA CAM ÜRÜNLER ÜRETİMİ VE TİCARETİ
Dünya cam üretimi, 2000 yılı itibariyle yaklaşık 108 milyon ton düzeyindedir. Bunun %53’ü cam ambalaj, %29’u düzcam, %5’i cam ev eşyası, %2’si cam lifi ve %11’i de diğer ürünlere aittir. Türkiye’nin dünya cam üretiminde aldığı pay % 1,5 civarındadır. Avrupa üretiminin ise % 5’ini yapmaktadır. Dünya cam üretiminin %33’ünü Avrupa, %33’ünü Asya ve %29’unu ise Amerika Kıtası ülkeleri gerçekleştirmektedir.
![]()
83
Dünyadaki en büyük 25 firmadan 7’si ABD’de, 5 tanesi Japonya’da, 4 tanesi Fransa’da, 3 tanesi İngiltere’de, birer tanesi Almanya, İsveç, Belçika, İtalya, Endonezya ve Türkiye’de bulunmaktadır. Şişecam, dünyadaki büyük firmalar listesinde 10. sıradadır. Topluluk cam ev eşyası üretiminde dünyada üçüncü, Avrupa’da ikinci büyük üretici durumundadır.

84
11. HAFTA

85
CAM ÜRETİM AŞAMALARI Harman ve harman hazırlanması Fırınlar ve ergitme
Potalar Reverber tipi fırınlar Sürekli ergitme tankları Levha cam üretim fırını Optik camların ergitilmesinde kullanılan tanklar Elektrikli ergitme fırınları Camın ergitilmesi Camın şekillendirilmesi Tavlama Cam hataları ve test yöntemleri

86
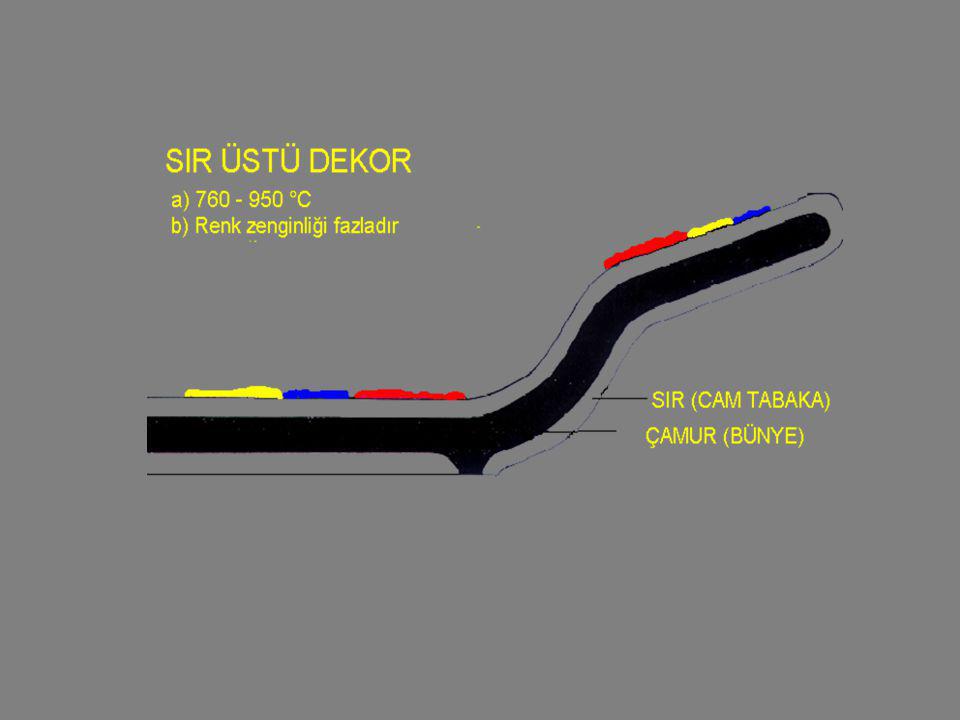
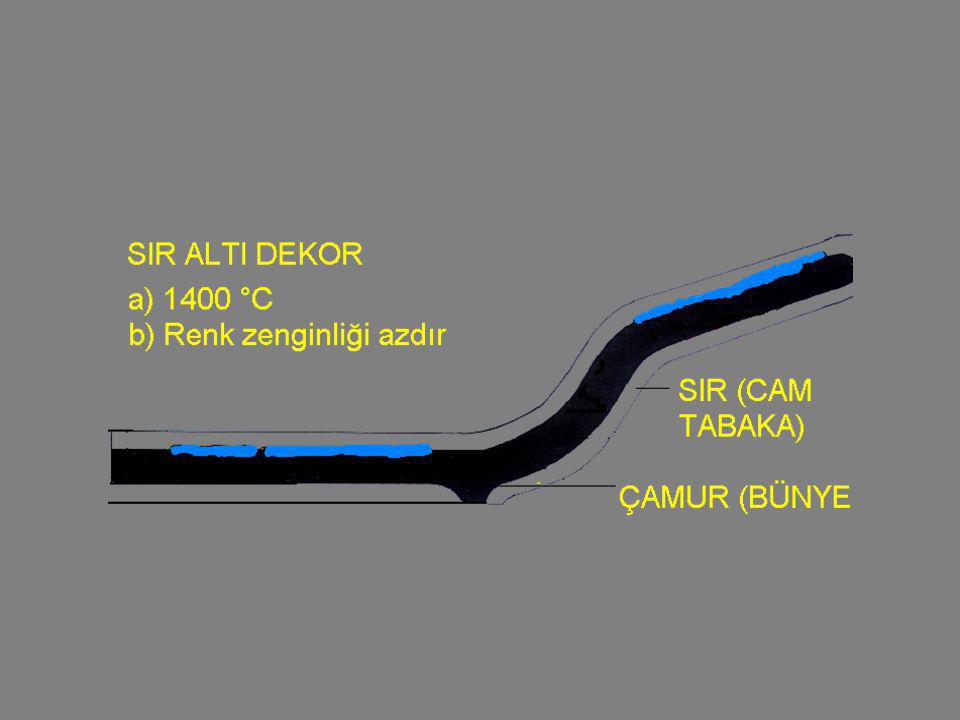
Camın dekorasyonu boyanması ve bitirme işlemleri:
Cam kesme yöntemleri ve kesim işlemleri Kimyasal aşındırma işlemleri Kumla aşındırma Altın ve diğer yaldızlar Camın metalle kaplanması ve aynalar Boyaların fırınlanması Gümüşle sarartma ve fırınlama

87
12. HAFTA

88
İLERİ TEKNOLOJİ SERAMİKLERİ VE ÜRETİMİ

89
İleri teknoloji seramikleri
İleri teknoloji seramiklerinin sınıflandırılması: Fonksiyonel seramikler Strüktürel seramikler

90
Oksit seramikler Oksit seramiklerin genel özellikleri
Mekanik özellikler Alumina Magnezya Zirkon Zirkonya

91
Oksit Olmayan Seramikler:
Bor karbür Bor nitrür Aluminyum nitrür Silisyum nitrür SIALON Silisyum karbür Grafit

92
13. HAFTA

93
Teknik Seramik Üretimi Seramik tozlarının üretimi
Seramik ürünlerinin şekillendirilmesi Seramik ürünlerin kurutulması ve pişirilmesi

94
14. HAFTA

95
İleri Teknoloji Seramiklerinin Uygulama Alanları:
Strüktürel seramikler Seramik kesici takımlar

96
Elektronik Seramikler
Seramik altlıklar Piezoelektrik seramikler Taneleri yönlendirilmiş seramikler Piezoelektrik ince filmler Ferroelektrik ve elektrooptik seramikler Seramik kapasitörler Seramik yarıiletkenler Negatif sıcaklık katsayılı(NTC) termistörler Pozitif sıcaklık katsayılı(PTC) termistörler
 termistörler. Pozitif sıcaklık katsayılı(PTC) termistörler.")
97
Elektronik seramikler
Gaz sensörleri Rutubet sensörleri Biyoseramikler Süper iletken seramikler

Benzer bir sunumlar




>")









>")



, canlı.>")

