Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
MALZEME KARAKTERİZASYONU I (2+1)
METALOGRAFİ NUMUNE HAZIRLAMA (Kesme, kalıplama, zımparalama, mekanik/elektrolitik/kimyasal parlatma) DAĞLAMA (makro/mikro, elektrolitik, renklendirme dağlaması)
 DAĞLAMA (makro/mikro, elektrolitik, renklendirme dağlaması)")
2
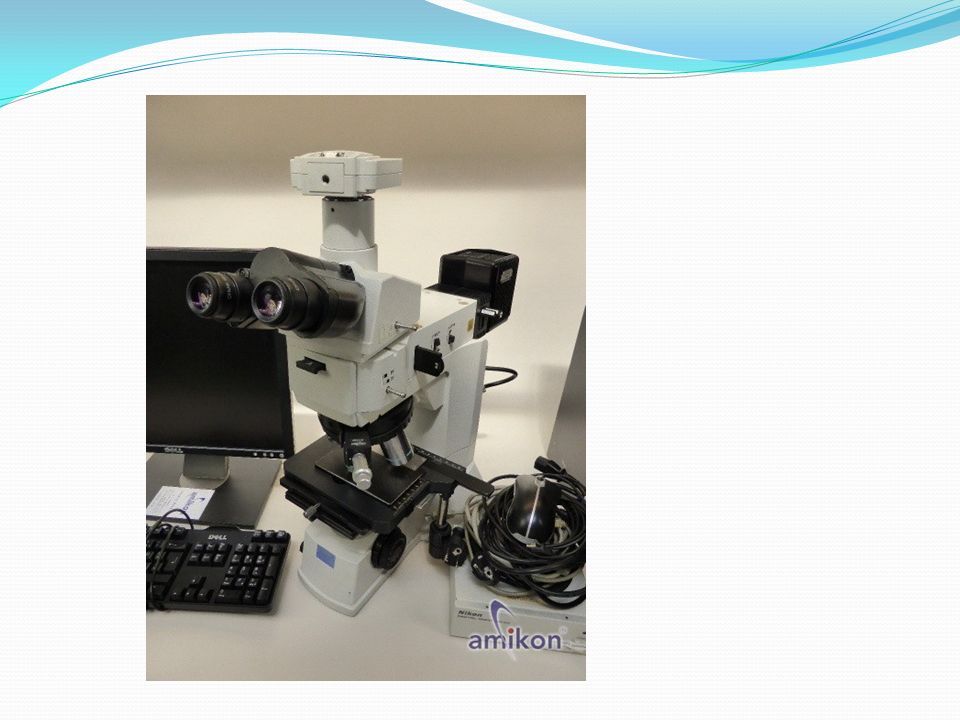
OPTİK MİKROSKOP VE ÇALIŞMA PRENSİBİ
OPTİK MİKROSKOP İLE YAPISAL ANALİZ DEMİR ÇELİK MALZEMELERİN METALOGRAFİSİ DEMİR DIŞI ALAŞIMLARIN METALOGRAFİSİ DÖKME DEMİRLERİN YAPILARI

3
TARAMALI ELEKTRON MİKROSKOBU (SEM)
OPTİK VE SEM ARASINDAKİ FARK ÇALIŞMA PRENSİBİ NUMUNE HAZIRLAMA SEM’DE İKİNCİL ELEKTRONLAR İLE GÖRÜNTÜ(SE) SEM’DE GERİ SAÇILAN ELEKTRONLAR İLE GÖRÜNTÜ SEM’DE KİMYASAL ANALİZ
 SEM’DE GERİ SAÇILAN ELEKTRONLAR İLE GÖRÜNTÜ. SEM’DE KİMYASAL ANALİZ.")
4
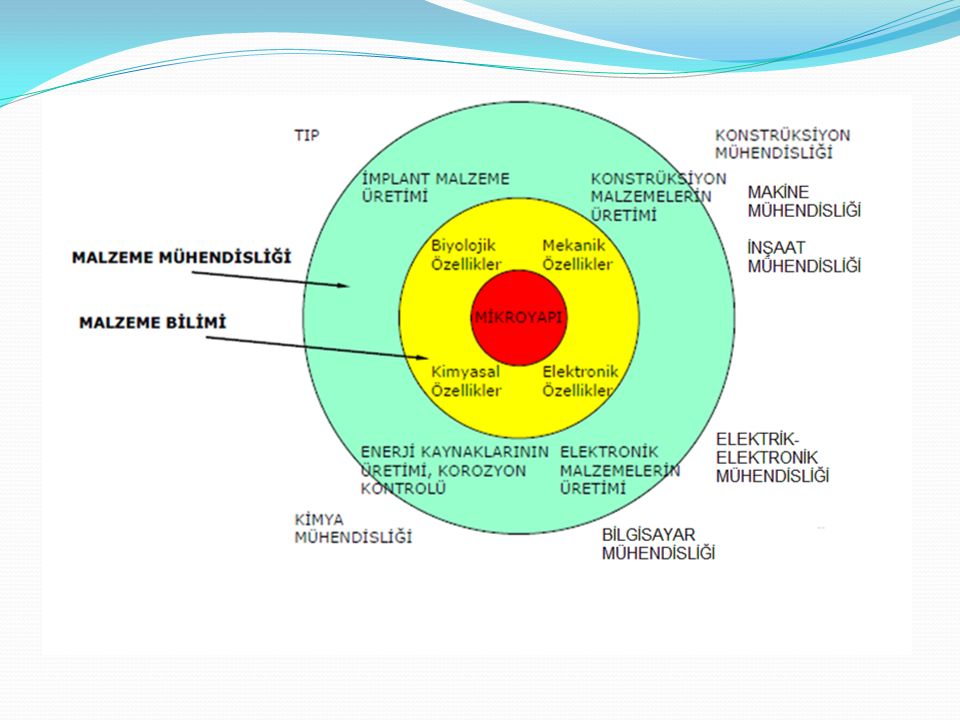
METALOGRAFİ Malzemelerin tüm fiziksel, kimyasal, elektronik ve mekanik özellikleri bileşimlerinin yanı sıra iç yapıları ile doğrudan bağlantılıdır. Bu nedenle üretimde kalite kontrolü, yeni malzemelerin geliştirilmesi, dayanıklılık, hasar ve kazaların sebebini araştırma gibi olaylarla karşılaşıldığında malzemenin iç yapısının incelenmesi gerekmektedir.

6
Malzemelerin iç yapısını inceleyen bilim dalı Metalografi olarak adlandırılır.
Büyüteçten başka herhangi bir optik alet gerektirmeyen Makroskobik Metalografi 19.Yüzyılın başlarında Aloys Beck Von Widmanstatten’in meteor yuzeyini incelemesiyle baslar. Mikroskobik Metalografi ise 1840 da başlamasına rağmen, iç yapı etüdü ilk defa 1863’de Profesor Henry Sorby tarafından gerçekleştirilmiştir

7
Malzemelerin iç yapısını incelemek için geliştirilmiş çeşitli mikroskobik ve mikroskobik olmayan yöntemler bulunmaktadır. Bunlar optik, elektronik ve nükleer teknolojideki ilerlemelere paralel olarak gelişmektedir.

8
Mevcut cihazların fonksiyonları ilerleyen teknolojiye bağlı olarak gelişmekte ve yeni yöntem ve cihazlar icat edilmektedir. Günümüzde malzemelerin iç yapısını incelemede en fazla kullanılan yöntemlerden biri numunenin mikroskopta incelenmesidir.

12
Malzemelerin iç yapısını incelemede amaç;
Malzemede bulunan mevcut fazları, miktarını ve dağılımını Tane boyut, şekil ve dağılımı Genel olarak yapısal hataların (çatlak, porozite, segregasyon ve kalıntılar vb) cinsini ve miktarını belirlemektir.
 cinsini ve miktarını belirlemektir.")
13
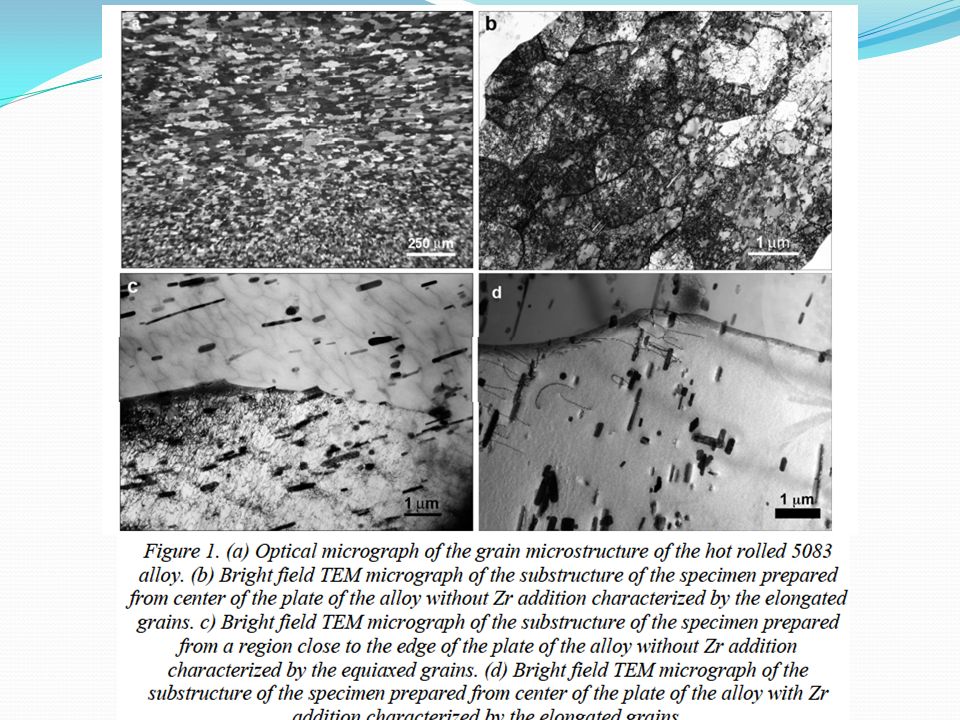
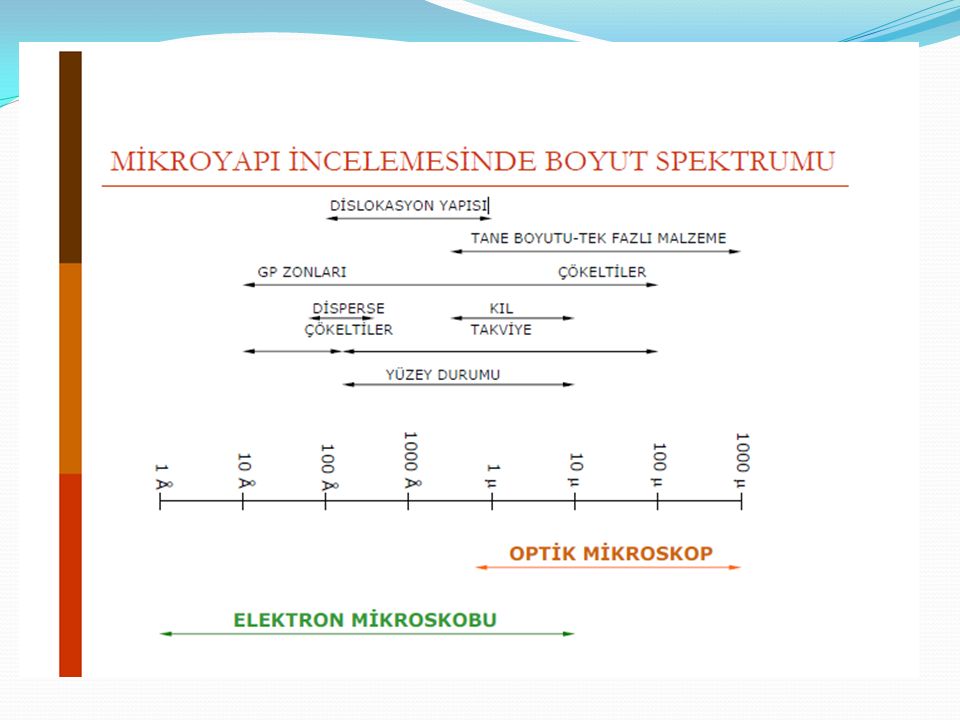
Malzemelerin iç yapısını incelerken hangi yöntemin ve hangi cihazın seçileceği konusunda karar verebilmek için, hem yapılacak mikroyapı incelemesinin boyutu hakkında hem de yöntem ve cihazların bu boyuta duyarlılığı hakkında bilgi ve tecrübe sahibi olmak gerekmektedir. Örneğin tane boyutu incelenecek ise optik mikroskop, poligonizasyon yapısı incelenecek ise TEM kullanılmalıdır.

15
Fig Dislocation structure of ZrO2-10mol%Y2O3 deformed along <100> at 900°C till e = 2.2%, shown with the [220 ] g-vector at [001] zone axis

16
Günümüzde mikroskobik inceleme yöntemleri atomik seviyeye kadar inmiş olup başlıca iki ana grupta toplanabilir. Bunlar; Optik mikroskop Elektron mikroskobu Bu cihazların karakterleri, prensipleri, özellikleri ve numune hazırlama aşamaları birbirinden oldukça farklıdır.

19
Numunenin hazırlanması Numunenin incelenmesi
Malzemenin iç yapısının incelenmesinde başlıca dört aşama vardır. Bunlar; Numune alınması Numunenin hazırlanması Numunenin incelenmesi Sonuçların rapor halinde düzenlenmesi

20
Dr. Mediha İpek

21
Numune Seçimi Metalografik incelemenin esası ve başarısı uygun numunenin alınmasına bağlıdır. Alınan numunenin bir değer taşıyabilmesi için, numunenin her yönden (fiziksel, kimyasal bileşim yönlerinden) esas malzemeyi tam olarak temsil etmesi gerekir.
 esas malzemeyi tam olarak temsil etmesi gerekir.")
22
Ana kriter, numunenin inceleme amacına uygun olmasıdır; yani numune, ya genel mikroyapı incelenmesine veya sadece bir veya birkaç belirlenmiş parametrenin (tane boyutu, kırılma veya çatlama türü vb.) incelenmesine imkan verecek şekilde alınmalıdır.
 incelenmesine imkan verecek şekilde alınmalıdır.")
23
Bir parçayı karakterize etmek için gereken numune sayısı parçanın boyut ve karmaşıklığı ile servis koşulundaki yapısına bağlıdır. Temel olarak, numune sayısı istatistiksel olarak uygun ve güvenilir olmalı, maliyeti de yüksek olmamalıdır.

24
Özelliklerin yönle değişmediği (izotropi) kesin olarak biliniyorsa veya incelenecek parametre için tek bir yön yeterli ise, bir kesitten numune alınması uygun olabilir. Çoğu durumda, malzemelerin özellikleri (yapıları) yöne bağlı olarak değiştiği için (anizotropi) iki veya üç doğrultuda (genişlik, kalınlık ve uzunluk yönlerinde) kesit hazırlanması gerekir.
 yöne bağlı olarak değiştiği için (anizotropi) iki veya üç doğrultuda (genişlik, kalınlık ve uzunluk yönlerinde) kesit hazırlanması gerekir.")
25
Hadde yönü Difüzyon Enine Kesit Boyuna Kesit

26
Enine kesit hazırlanması
Sementasyon tabakası incelemelerinde (derinlik ve mikroyapı değişimi), Dekarbürizasyon incelemelerinde, Korozyon incelemelerinde, Kaplama incelemelerinde, Katlama türü hataların incelenmesinde, İnklüzyon değerlendirilmesinde, Kesit boyunca mikroyapı değişimlerinin
, Dekarbürizasyon incelemelerinde, Korozyon incelemelerinde, Kaplama incelemelerinde, Katlama türü hataların incelenmesinde, İnklüzyon değerlendirilmesinde, Kesit boyunca mikroyapı değişimlerinin.")
27
Boyuna kesit hazırlanması ise Kalıntı değerlendirmelerinde,
Deformasyon yapılarının incelenmesinde, Segregasyon incelemelerinde, Katlama incelemelerinde gerekli olmaktadır. Ayrıca incelemenin mahiyetine göre esas malzemenin kenar ve ortasından, ince ve kalın yerlerinden bozuk ve sağlam kısımlarından ayrı ayrı numune alınmalıdır. Dr. Mediha İpek

28
Sinterlenmis malzemelerin mikroyapısal özellikleri merkezde ve yüzeyde farklılıklar gösterebilir.
Örneğin boşluk dağılımı; sinterleme sırasında farklı ısıya maruz kaldıklarından dolayı merkezde ve yüzeyde farklıklar gösterebilir. Bu yüzden numune alırken bu durumun göz önüne alınması gerekir. Mikroyapı incelemesi için alınacak numunenin çok büyük olmamasına dikkat edilmesi gerekir. Büyük numunelerin hazırlanması güçlükler çıkartır. Bundan dolayı yaklaşık 1cm2 yüzey alanına sahip bir numune alınması yeterlidir.

29
Numune Alma (Kesme) (Sectioning)
İncelenecek mikroyapı elemanlarına göre, malzemenin neresinden ne tür bir numunenin alınacağı tespit edildikten sonra en uygun bir kesici ile numune kesilir ya da kırılır. Kesik yüzeyde genellikle bir miktar hasar oluşur, ancak bu hasarın boyutu minimize edilebilir. Hasar derinliği kullanılan teknik ve kesilen malzemeye bağlı olarak değişir. Dr. Mediha İpek

30
Bu maksatla testere, torna, oksiasetilen torku, kesici taş, çekiç gibi alet ve cihazlar kullanılabilmekle beraber çoğu kesme işlemleri sırf bu iş için geliştirilmiş kesme makinelerinde (düşük veya yüksek hızlı) yapılmaktadır. Her durumda, kesme veya koparma esnasında malzemede en az yapı değişikliğinin meydana gelmesi sağlanmalıdır.

31
Prensip olarak kesme işlemi numunede en az ısınma ve en az deformasyon meydana getirmeli malzeme kaybını minimumda tutmalıdır (özellikle küçük parçalarda önemli) Büyük boyutlu hasarlı parçalardan incelenmek istenen alanı içeren bir kesit yakma işlemi ile alınır. Yakarak kesme kesilen bölgeden itibaren önemli bir mesafede yapı değişimine neden olur, bunun için yakma ile kesilen bölge incelenmek istenen bölgeden çok uzak olmalıdır. Elle tutulabilen küçük boyutlu numuneler metalografi laboratuarlarında bulunan makas, şerit testere, aşındırıcı disk ile kesilebilir.

32
Çesitli numune kesme cihazları aşağıda gösterilmiştir.
Kullanılacak cihaz, numune boyutuna göre değişir. Resimleri gösterilen cihazlar genellikle büyük numulerin kesimi için kullanılır.

33
Kesme yöntemleri Kırma (Fracturing) Makasla kesme (Shearing) Testere ile kesme (Sawing), demir testeresi, şerit testere, tel testere Aşındırıcı ile kesme

34
Kırma Su verilmiş, yüksek sertlikli martensitik çeliklere uygulanabilir. Kırık yüzey çekiç darbesi ya da sürekli uygulanan basınç yardımı ile elde edilir. Kontrollü kırıklar darbe ya da çekme testi ile üretilebilir. Kırılarak elde edilecek yüzey çentik ile belirlenir/kontrol edilir. Daha az gevrek olan malzemeler düzgün bir yüzey elde etmek için sıvı azotta soğutulmalıdır.

35
Kırma, karbür ve seramik gibi gevrek malzemelere de uygulanabilir
Kırma, karbür ve seramik gibi gevrek malzemelere de uygulanabilir. Kırma önceden bir çentik yardımı ile belirlenmedi ise kırık yönü istenen yönden sapabilir ve kırık yüzeyinden düz bir yüzey elde etmek uzun zaman alabilir.

36
Makasla kesme Makas ile kesme düşük karbonlu saç levha çelik ve ince (nispeten) yumuşak malzemeler için hızlı, kolay ve etkin bir yöntemdir. Çok düşük ısı üretmesine rağmen makasla kesme kalıcı deformasyon üretebilir ve mekanik ikiz oluşumuna duyarlı malzemelerde tavsiye edilmez. Kesmeden etkilenen alan zımpara ile kaldırılmalıdır.

37
Testere ile kesme 350 HB’den daha yumuşak malzemeler testere ile kesilebilir. Testere belki de en eski kesme yöntemidir. El yardımı ile ya da bant testere ile kesimde genellikle oluşan sürtünme ısısı mikroyapı değişimine neden olabilir ve sürtünme ısısı testerenin kesici kısımlarının temperlenerek kesme kabiliyetlerini azaltabilir.

38
Güç kaynağı kullanan testereler metalografi laboratuarları için uygun değildir. Bu tür testereler malzemeye onarılamaz (kalıcı) zararlar verebilir. Bu nedenle yalnız daha büyük kesitli parça alımında kullanılır daha sonra bu parçadan incelenecek numune diğer kesme yöntemleri ile alınır. Testere ile kesilen yüzeyler kaba ve pürüzlüdür.
 zararlar verebilir. Bu nedenle yalnız daha büyük kesitli parça alımında kullanılır daha sonra bu parçadan incelenecek numune diğer kesme yöntemleri ile alınır. Testere ile kesilen yüzeyler kaba ve pürüzlüdür..")
40
Aşındırıcı disk yardımı ile kesme
Aşındırıcı (abrasiv) ile kesme mikroskobik ve diğer malzeme incelemelerinde en yaygın kullanılan kesme metodudur. Aşındırıcı ile kesme rutin metalografik kesme işleminde en popüler metottur. Kolay, doğru ve ekonomiktir. Kesme yüzeyinin kalitesi diğer kesme yöntemleri ile karşılaştırıldığında daha iyidir ve müteakip işlem adımları daha azdır. Çok geniş bir aralıkta sertliğe sahip malzeme kesimine uygundur. Bu makineler harcanır (sarf) ve harcanmayan (sarf olmayan) kesici diskler kullanır.
 ile kesme mikroskobik ve diğer malzeme incelemelerinde en yaygın kullanılan kesme metodudur. Aşındırıcı ile kesme rutin metalografik kesme işleminde en popüler metottur. Kolay, doğru ve ekonomiktir. Kesme yüzeyinin kalitesi diğer kesme yöntemleri ile karşılaştırıldığında daha iyidir ve müteakip işlem adımları daha azdır. Çok geniş bir aralıkta sertliğe sahip malzeme kesimine uygundur. Bu makineler harcanır (sarf) ve harcanmayan (sarf olmayan) kesici diskler kullanır.")
41
Kesit alma için elmas kesme diskine
sahip hassas kesme cihazları kullanılır. Kullanılacak kesme diskinin cinsi kesilecek malzemenin sertliğine bağlı olarak seçilir. Sürtünmeyi azaltmak ve sürtünmeden dolayı meydana gelen ısınmayı önlemek için kesme diskinin cinsine bağlı olarak soğutma sıvıları kullanılır. Soğutma sıvısının kullanılması: Kesilen numunenin yüzey kalitesinin iyi olmasını sağlar Kesme diskinin kullanım ömrünü uzatır.

42
Accutom 5 Hassas kesme (5 µm pozisyonlama hassasiyeti)
")
43
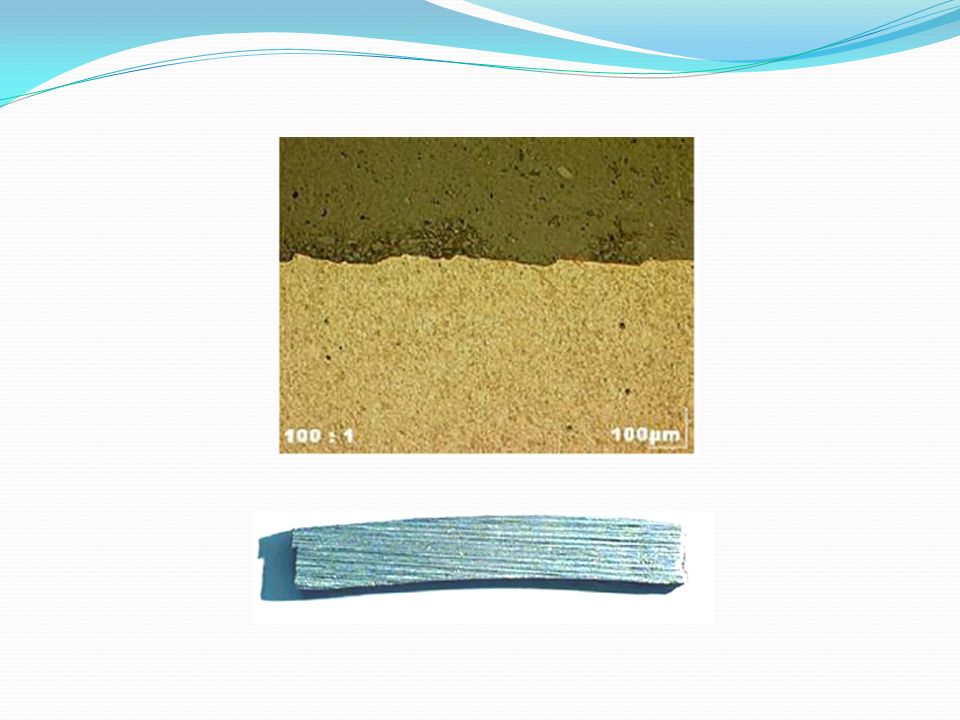
Kesme işlemi sırasında kullanılan soğutma sıvısının miktarı zamanla azalır bu yüzden zaman zaman sıvı miktarının kontrol edilmesi ve sıvı eklenmesi gerekebilir. Kesme işlemi sırasında dönme hızı yaklaşık rpm. dir. Kesit alma için kullanılan kesme cihazlarında en fazla 30 mm çapına sahip numuneler kesilebilir. Örneğin uygun kesme diski ve soğutma sıvısı kullanarak 10mm. çapına sahip bir Al2O3 numunesini kesme işlemi yaklaşık 5-10dk. sürer. Kesme işlemi düşük hızda yapılırsa elde edilen numunenin yüzey kalitesi yüksek hızla kesmeye oranla daha iyidir.

44
Kesme işlemi yüksek hızda yapılırsa, numune yüzeyinden tanelerin kopup ayrılması durumu söz konusu olabilir. Bu durumda yüzeyin pürüzlülüğü artar ve takip eden numune hazırlama işlemleri (zımparalama,parlatma vs.) çok daha uzun zaman alır. Elmas kesme diskleri çelik veya bronzdan yapılır ve bu disklerin üzerinde bir bağlayıcı yardımıyla yerleştirilmiş elmas parçacıklarından oluşan bir tabaka bulunur. Yüksek kesme hızlarında 0.8-2mm. kalınlığında kesme diskleri kullanılırken düşük kesme hızlarında mm. kalınlığında kesme diskleri kullanılır.
 çok daha uzun zaman alır. Elmas kesme diskleri çelik veya bronzdan yapılır ve bu disklerin üzerinde bir bağlayıcı yardımıyla yerleştirilmiş elmas parçacıklarından oluşan bir tabaka bulunur. Yüksek kesme hızlarında 0.8-2mm. kalınlığında kesme diskleri kullanılırken düşük kesme hızlarında mm. kalınlığında kesme diskleri kullanılır.")
45
Diskler Dr. Mediha İpek

46
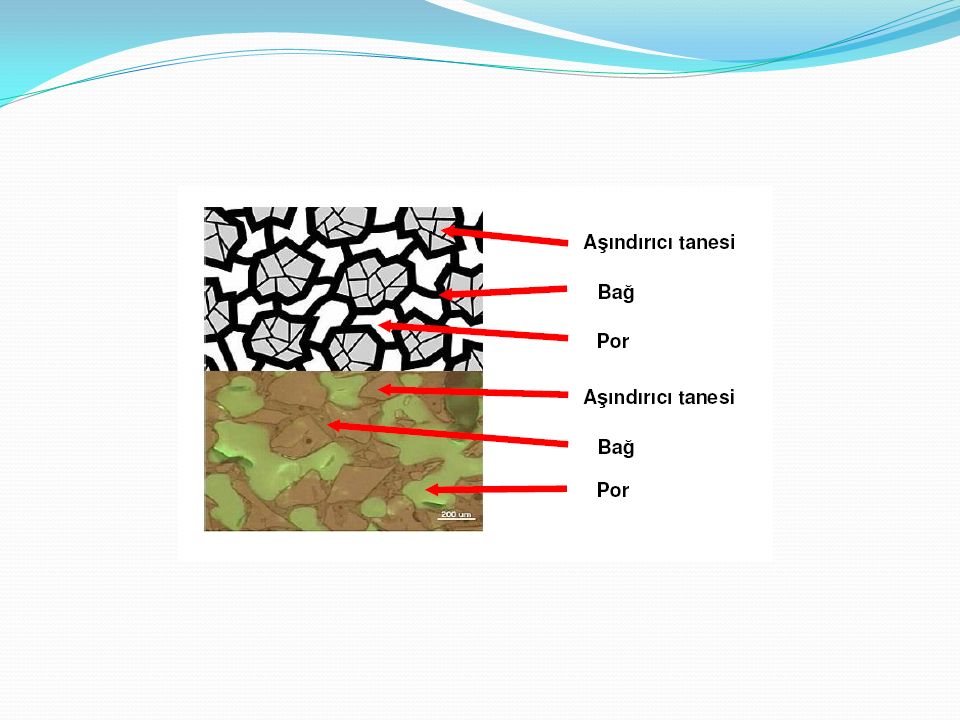
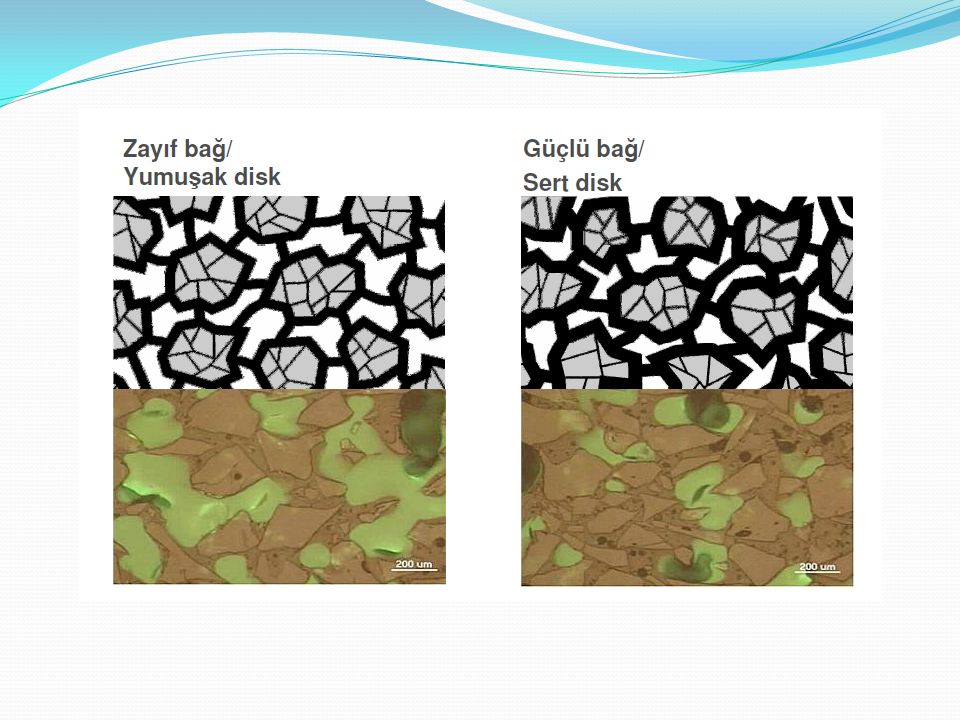
Aşındırıcı diskler Yumuşak diskler Sert diskler Bu terimler aşındırıcı tanelerin sertliği ile ilgili değil diskin nasıl hasara uğradığı ile ilgilidir. SiC ve Alumina sertliği birbirine çok yakındır (SiC Mohs skalasında 9.4, aluminanın ise 9.0 dur). Sert ya da yumuşak terimi bağlayıcıdaki mevcut porozite miktarını gösterir.
. Sert ya da yumuşak terimi bağlayıcıdaki mevcut porozite miktarını gösterir.")
47
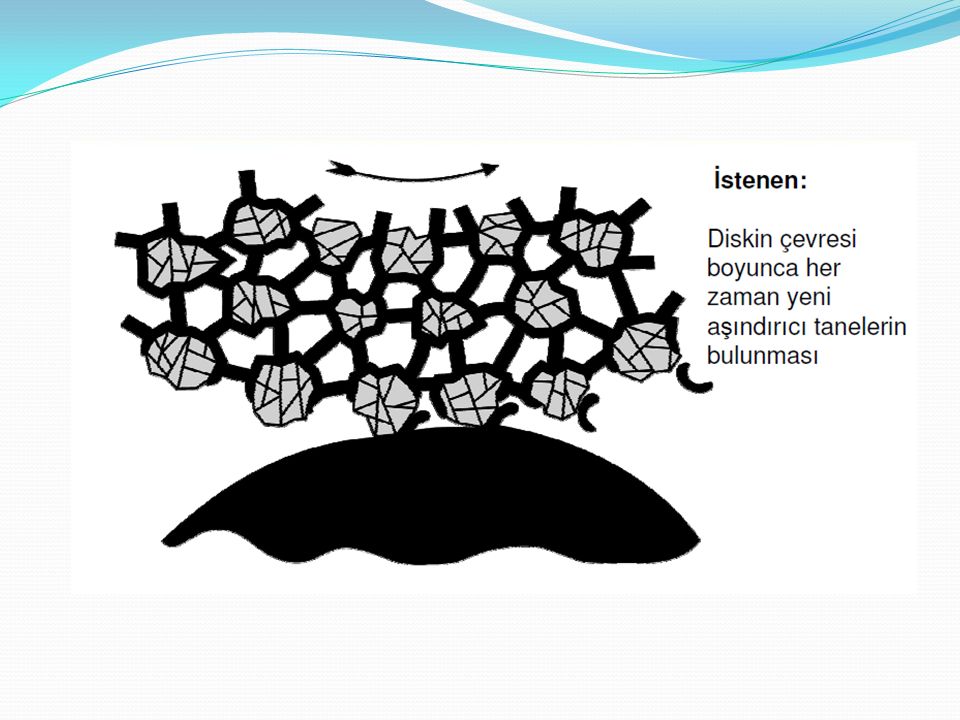
Sert kesme diskleri aşındırıcı tanelerini yumuşak disklerden daha iyi tutarlar. Yumuşak kesme diskleri sert, kırılgan malzemeleri kesmek için kullanılır, çünkü yumuşak bağlayıcı koptukça yeni keskin aşındırıcı taneleri sağlanmış olur. Sert bağlayıcılı kesme diskleri, yumuşak ve sünek malzemelerin kesme işlemi için kullanılmaktadır.

51
Uzun ömürlü aşındırıcı kesme diskleri
Elmas ya da CBN (kübik bor nitrür) Elmas/CBN kesme disklerinin ömürleri, aşındırıcı parçacıkların çok yüksek olan sertliği ve bu parçacıkları tutan bağlayıcının dayanıklılığı dolayısı ile oldukça uzundur. Metal diskin sadece dış çevresinde ince bir aşındırıcı tabakası yerleştirilmiştir. Elmas ya da CBN bir metal diske metal ya da reçine bağlayıcı ile tutturulmuştur.
 Elmas/CBN kesme disklerinin ömürleri, aşındırıcı parçacıkların çok yüksek olan sertliği ve bu parçacıkları tutan bağlayıcının dayanıklılığı dolayısı ile oldukça uzundur. Metal diskin sadece dış çevresinde ince bir aşındırıcı tabakası yerleştirilmiştir. Elmas ya da CBN bir metal diske metal ya da reçine bağlayıcı ile tutturulmuştur.")
52
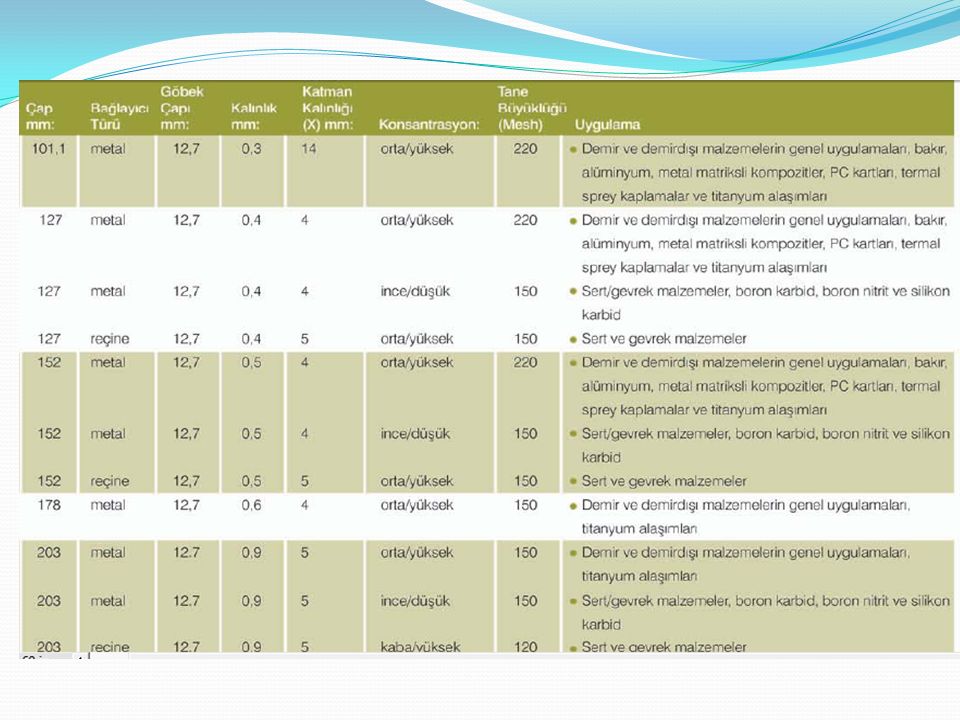
Elmas kesme diski seçimini etkileyen faktörler:
Elmas konsantrasyonu (düşük/yüksek), elmas bağlayıcı çeşidi (metal/reçine), elmas tane boyutu (ince/orta), disk çapı ve disk kalınlığı Kesim esnasında uygulanan yükle doğrudan etkili olmasından dolayı elmas konsantrasyonu en önemli faktörlerden biridir. Düşük elmas konsantrasyonlu kesme diskleri çok kırılgan malzemelerin (seramik, mineraller vb) kesimi için önerilir. Yüksek elmas konsantrasyonlu kesme diskleri ise sünek malzemelerin kesimi için uygundur.
, elmas bağlayıcı çeşidi (metal/reçine), elmas tane boyutu (ince/orta), disk çapı ve disk kalınlığı. Kesim esnasında uygulanan yükle doğrudan etkili olmasından dolayı elmas konsantrasyonu en önemli faktörlerden biridir. Düşük elmas konsantrasyonlu kesme diskleri çok kırılgan malzemelerin (seramik, mineraller vb) kesimi için önerilir. Yüksek elmas konsantrasyonlu kesme diskleri ise sünek malzemelerin kesimi için uygundur.")
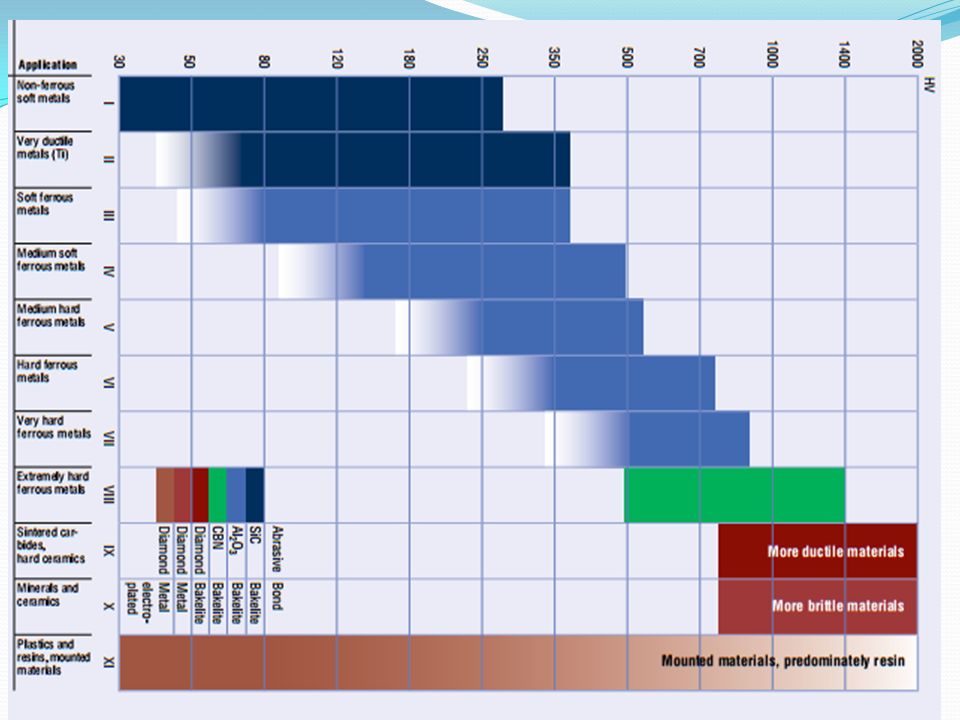
54
Aşındırıcı tanelerin yapısı Bağlayıcının yapısı Diskteki porozite
Disk seçimi: Bir malzemenin kesiminde disk uygunluğunu birçok faktör belirler. Aşındırıcının yapısı Aşındırıcı tanelerin yapısı Bağlayıcının yapısı Diskteki porozite Soğutucu, dönme hızı ve uygulanan basınç kesme kalitesini etkiler. Aşağıdaki Tablo aşındırıcı ile kesme sırasında meydana gelen problem ve çözümlerini vermektedir. Dr. Mediha İpek

55
Problem Muhtemel neden Çözüm Yanma Numunenin aşırı ısınması Soğutucu miktarı artırılmalı, daha az kesme kuvveti uygulanmalı, daha yumuşak disk seçilmeli Hızlı disk aşınması Disk bağlayıcısının çok kolay kırılması Daha sert disk seçimi, daha az kesme basıncı Sık sık disk kırılması Düzensiz soğutucu dağılımı, numunenin iyi sabitlenmemiş olması Soğutucunun homojen dağıtılması, numunenin rijit bir şekilde sabitlenmesi Kesmeye direnç Yavaş disk bozulması Daha yumuşak disk seçimi, soğutucu akışı azaltmak Kesme işleminin durması Kesici iş için hafif Daha ağır kesici kullan, sınırlı numune boyutu.

56
Dr. Mediha İpek

58
Dr. Mediha İpek

59
Farklı malzemelerde kesme yöntemine bağlı olarak deformasyon derinlikleri.

Benzer bir sunumlar