Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
TOZALTI KAYNAĞI

2
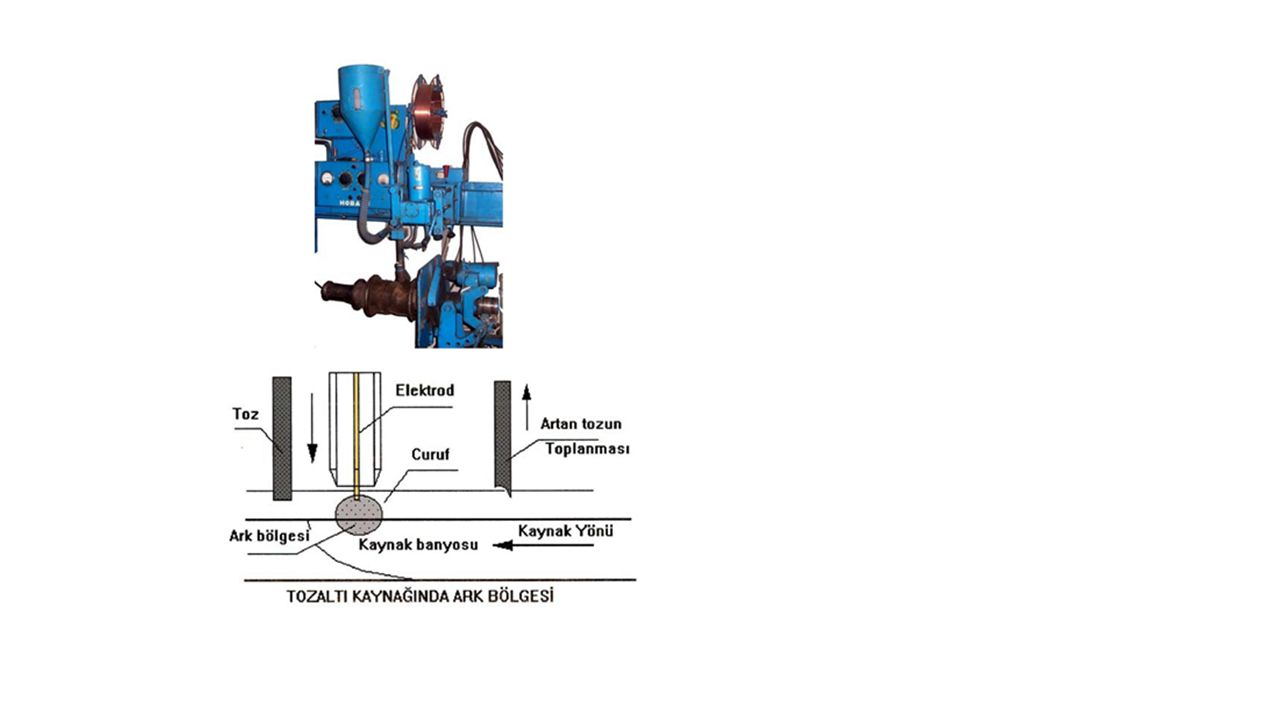
Temel olarak bir elektrik ark kaynağıdır.
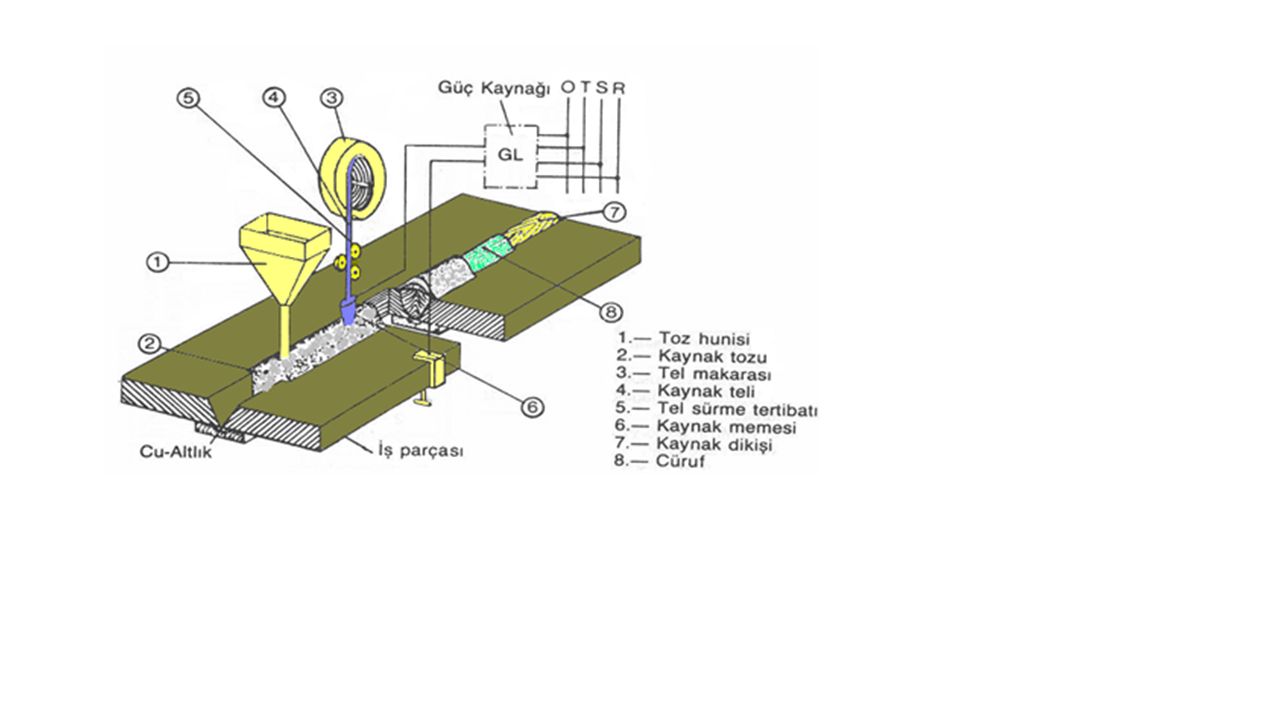
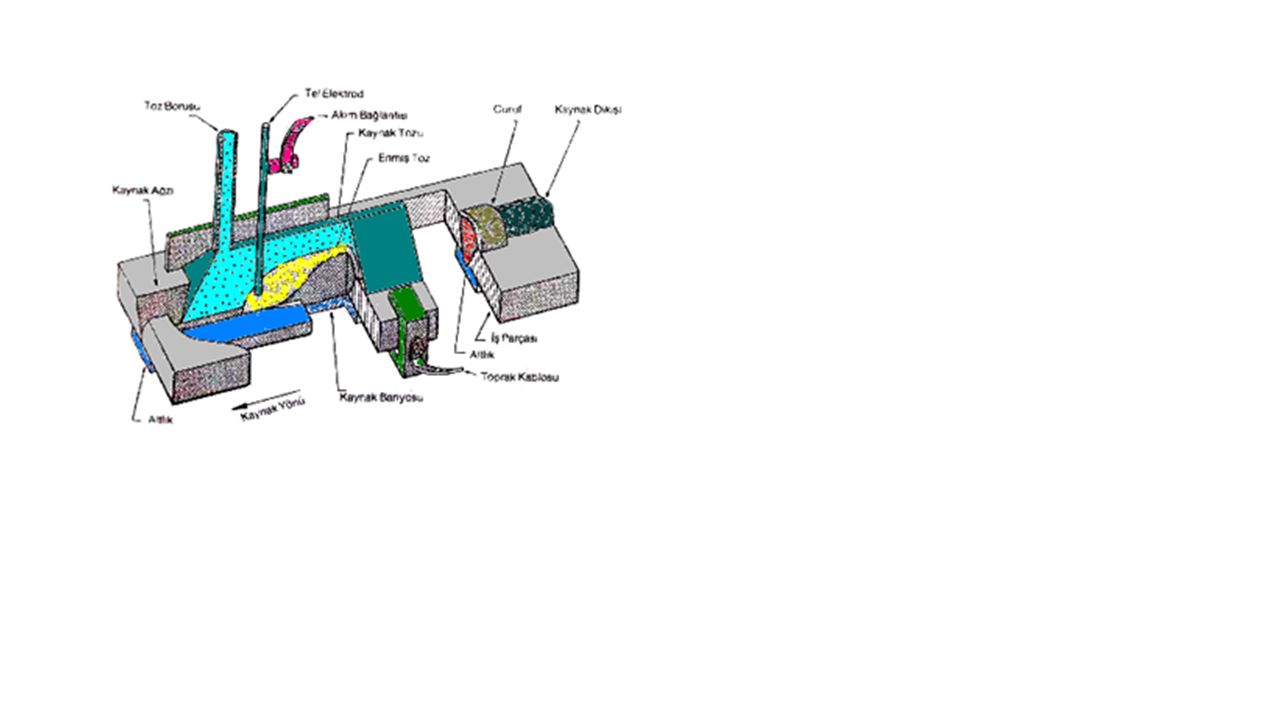
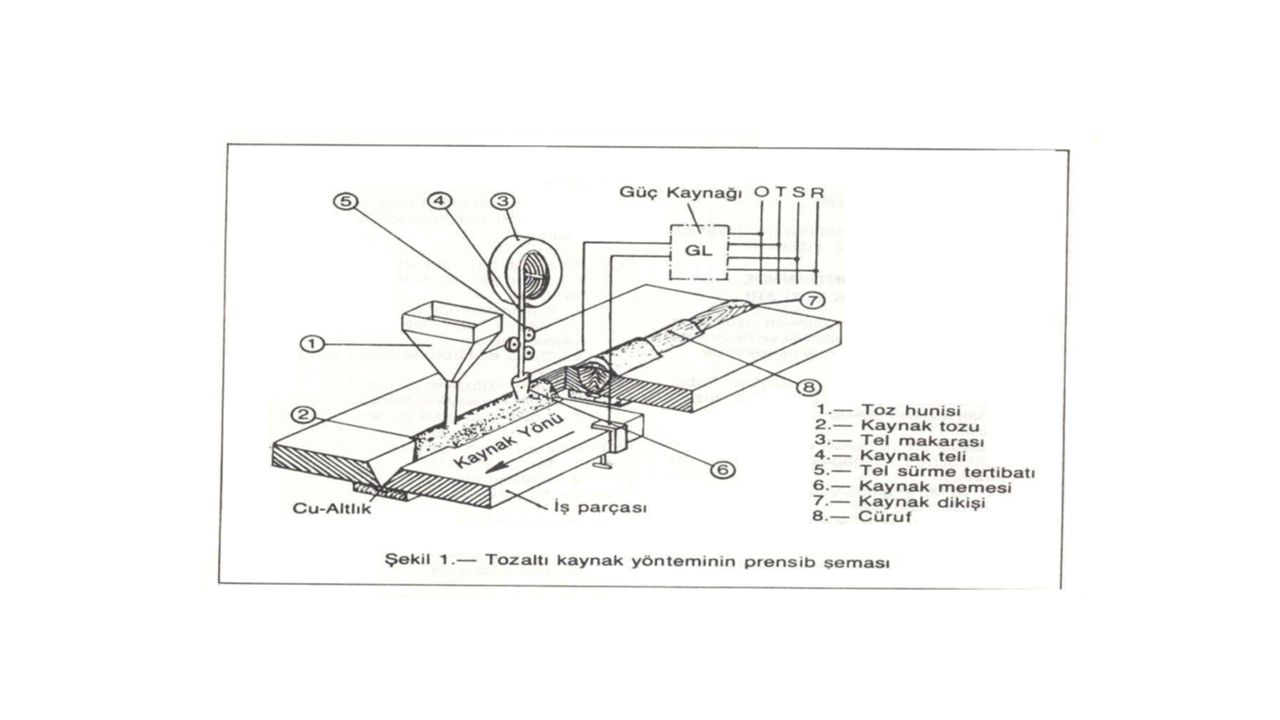
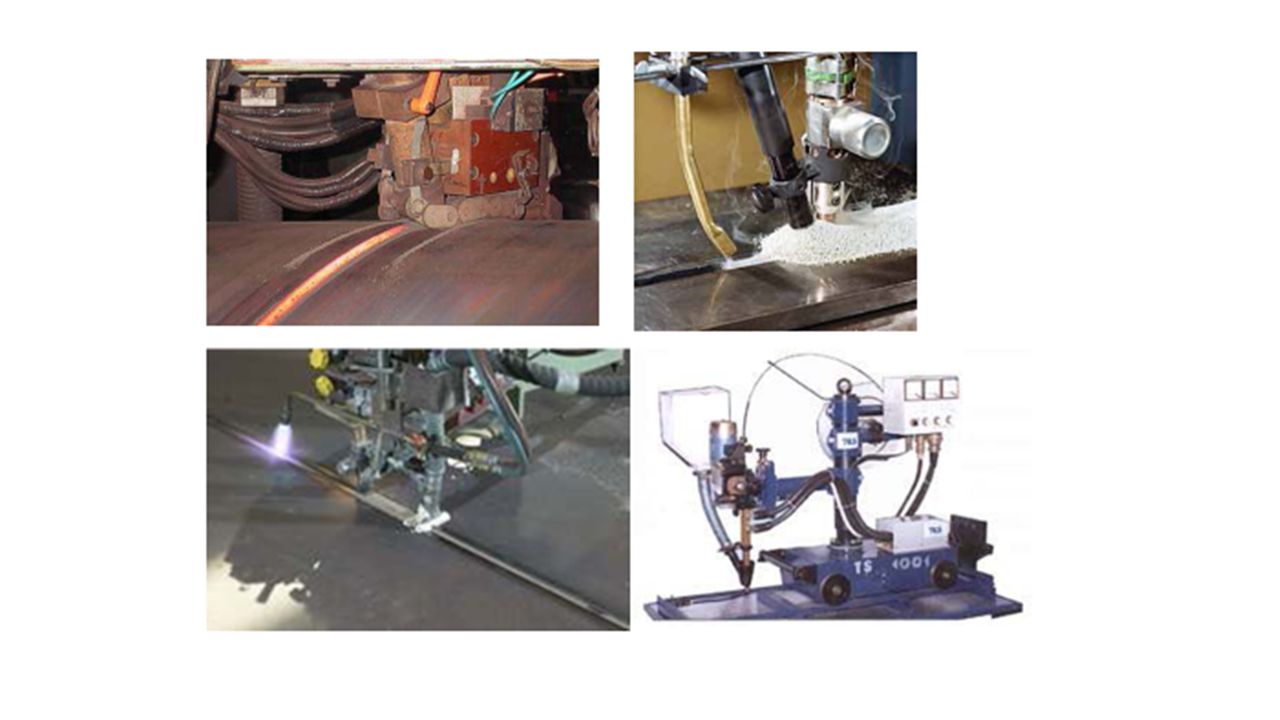
Tozaltı kaynak yönetiminde de ark, otomatik olarak kaynak yerine sürülen çıplak elektrot ile is parçası arasında meydana gelir ve ayrı bir kanaldan kaynak yerine dökülen toz yığını altında işlevine devam eder. Kaynak arkının toz yığını altında teşekkül etmesinden dolayı bu yönteme TOZALTI KAYNAK YÖNTEMİ denmiştir. Tozaltı kaynak yönteminde , bir bobinden gelen kaynak teli , bir motorun hareket ettirdiği makaralar arasından ve bir kontak memesinden geçerek kaynak bölgesine iletilir ; erimesi için gerekli olan kaynak akımını kontak memesinden alan tel , iş parçası ile arasında oluşan kaynak arkında erir. Bu ark ayrı bir kanaldan gelen silikat ve toprak alkali metalleri içeren bir toz tarafından korunur. Kaynak teli ve iş parçası arasında oluşan arkın sıcaklığında , tel ve tozun içindeki bazı elementler, eriyerek istenilen kaynak metalinin oluşmasını sağlar. Toz altı kaynak yönteminde kaynak parametreleri (kaynak akımı, ark voltajı, tel ilerleme hızı, kaynak hızı) iyi seçildiği takdirde hatasız ve çok güzel görünümlü dikişler elde edilir. Normal örtülü elektrotla yapılan kaynağa göre bu yöntemde kullanılan aynı çaplı elektrot daha yüksek kaynak akımı ile yüklendiğinden, daha büyük kaynak banyosu ve daha derin nüfuziyet elde edilir.
 iyi seçildiği takdirde hatasız ve çok güzel görünümlü dikişler elde edilir. Normal örtülü elektrotla yapılan kaynağa göre bu yöntemde kullanılan aynı çaplı elektrot daha yüksek kaynak akımı ile yüklendiğinden, daha büyük kaynak banyosu ve daha derin nüfuziyet elde edilir.")
3
Kaynak yapılabilecek en ince sac ise, 1,2 mm'dir.
Tozaltı kaynağı otomatik bir kaynak usulü olmanın yanında, yüksek güçlüdür. Bir paso ile 85 mm, iki paso ile 180 mm ve çok paso ile 300 mm kalınlığa kadar parçaların kaynağını yapmak mümkün olmaktadır. Kaynak yapılabilecek en ince sac ise, 1,2 mm'dir. Bu usulde normal el ark kaynağına nazaran elektrod teli daha yüksek bir akım şiddeti ile yüklenebilir. Bu sebepten, derin nüfuziyetli ve geniş banyolu dikişler elde edilir. Meselâ 4 mm çapındaki bir elektrod el ark kaynağında 150 ilâ 190 amper arasında akımla kaynak yapılırken, tozaltı ark kaynağında 400 ilâ 650 amper arasında bir akım ile kaynak yapılabilir. Yöntem, yan otomatik ve tam otomatik kaynak uygulamalarına da müsait olduğu için, modern kaynak uygulaması olarak sanayileşmiş ülkelerde yaygın kullanım sahası bulmuştur. Netice olarak tozaltı kaynak yöntemi için özetle şöyle diyebiliriz: Sürekli kaynakta sürat Malzeme ve isçilikten ekonomi Güvenilir ve güzel görünümlü kaynak dikişielde edilen bir kaynak yöntemidir.

9
Tozaltı Kaynağının Endüstrideki Yeri ve Önemi
Günümüz endüstrisinde gazaltı ve diğer kaynak yöntemleri ile ince ve orta kalınlıktaki iş parçalarının kaynakları rahatlıkla yapılabilmektedir. Ancak, kalın iş parçalarının kaynağı (gemi gövdesi, büyük çaplı boru ve kazanların kaynağı, LPG tank ve tüpleri vb) istenilen verimlilikte tozaltı kaynağı ile yapılmaktadır[2]. Bu kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde yapılmaya başlanmış 1937 yılından itibaren de Avrupa’ da ağır sanayide kullanılmaya başlamıştır. Tozaltı kaynak yöntemi ağır sanayinin en önemli kaynak yöntemi haline gelmiştir. Bu kaynak yöntemi ülkemizde genellikle gemi sanayinde ve kalın sac malzemelerin (depo, boru, kazan, ağır iş makineleri vb.) kaynak işlemlerinde kullanılmaktadır.
 istenilen verimlilikte tozaltı kaynağı ile yapılmaktadır[2]. Bu kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde yapılmaya başlanmış 1937 yılından itibaren de Avrupa’ da ağır sanayide kullanılmaya başlamıştır. Tozaltı kaynak yöntemi ağır sanayinin en önemli kaynak yöntemi haline gelmiştir. Bu kaynak yöntemi ülkemizde genellikle gemi sanayinde ve kalın sac malzemelerin (depo, boru, kazan, ağır iş makineleri vb.) kaynak işlemlerinde kullanılmaktadır.")
10
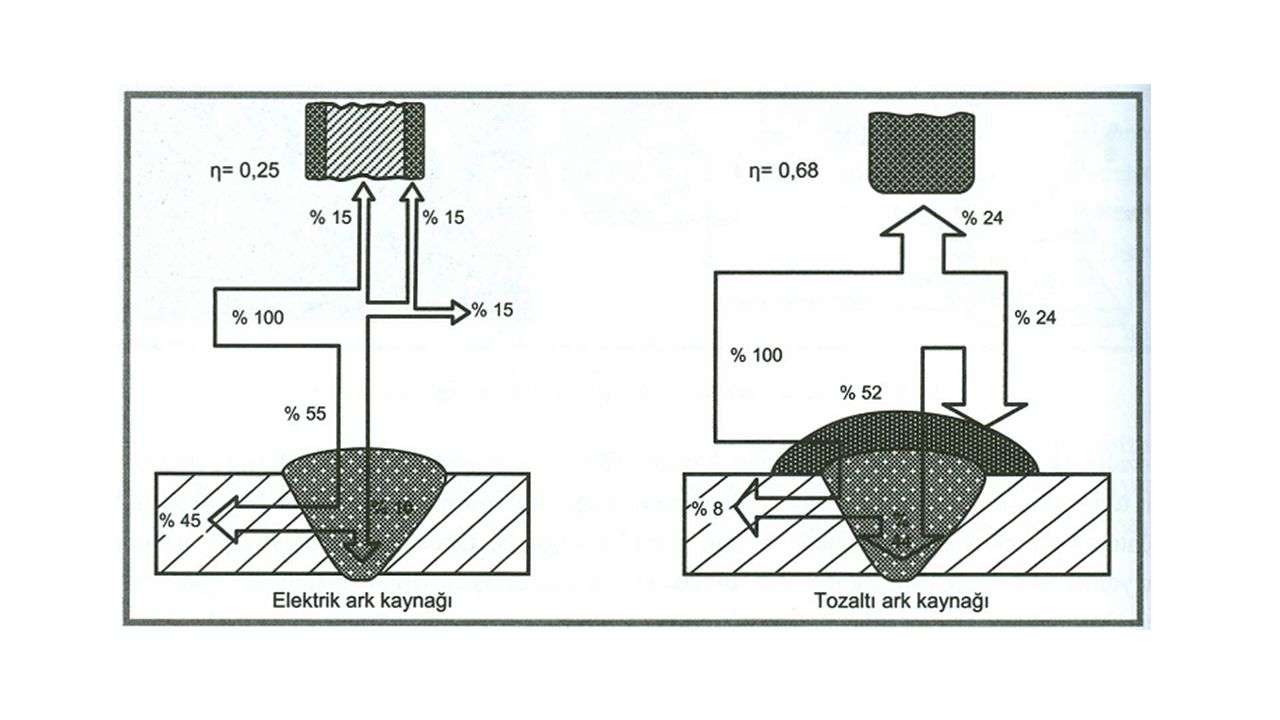
Tozaltı ark kaynağında normal ark kaynağına nazaran elektrod teli daha yüksek bir akım şiddeti ile yüklenebilir. Bu sebepten, derin nüfuziyetli ve geniş banyolu dikişler elde edilebilir. Kaynak yerinin toz tarafından gayet iyi bir şekilde örtülmesi sebebiyle, elektrik enerjisi kaybı çok azdır. Elle yapılan ark kaynağında çevreye ısı ve ışık enerjisi olarak elektrik enerjisi kaybı çoktur. Tozaltı ark kaynak yönteminde elektrik eneıjisinin büyük bir kısmı kaynak için kullanılmakta ve dolayısıyla büyük bir enerji tasarrufu sağlanmış olmaktadır. Örtülü elektrot ile yapılan elektrik ark kaynağında, elektrik eneıjisinin % 25'inden tozaltı ark kaynağında ise % 68'inden direkt kaynak için istifade edilmektedir.

12
Tozaltı Kaynağının Uygulama Alanları
Basınçlı kap, kazan ve tank imalâtında, LPG tüpleri imalâtında, Spiral kaynaklı boru imalâtında, Çelik konstrüksiyon imalâtında, Profil (I, H, T) yapımında, Otomotiv ve lokomotif sanayinde, Gemi inşa sanayinde, Darbe ve aşınmaya dayanıklı sert dolgu işlemlerinde, Korozyona ve oksidasyona dayanıklı kaplama işlemlerinde kullanılır.
 yapımında, Otomotiv ve lokomotif sanayinde, Gemi inşa sanayinde, Darbe ve aşınmaya dayanıklı sert dolgu işlemlerinde, Korozyona ve oksidasyona dayanıklı kaplama işlemlerinde kullanılır.")
13
Tozaltı kaynağının karakteristikleri ve el ile yapılan ark kaynağıyla mukayesesi
a-) Kaynak hızı ve kaynak gücü: Tozaltı kaynağında 200 ilâ 5000 amper akım şiddeti ve 6 ilâ 300 m/saat kaynak hızları kullanılır. Bu değerler el ile yapılan ark kaynağına göre çok yüksektir. b-) Kaynak teli sarfiyatı: Tozaltı kaynağında eriyen metalin 2/3'ünü esas metal ve 1/3'ünü ilâve metal oluşturur. Bu sebepten ilâve metal sarfiyatı oldukça azdır. El ile yapılan ark kaynağında, kaynak teli(ilâve metal) kaybı daha çoktur. c-) Nüfuziyet: Kaynak ağzı açılmadan, iki paso ile, 18 mm ve ağız açarak iki paso ile 140 mm kalınlıktaki parçalar kaynak yapılabilir. d-) Sürekli kaynak yapabilme imkanı: Tozaltı kaynağında kaynak kafası (toz hunisi, tel ilerletme mekanizması, ayar ve kumanda tertibatı) hızı ayarlanabilen ve sabit tutulabilen bir arabaya monte edildiğinden, devamlı kaynak yapma imkanı vardır. Kalifiye kaynakçı kullanma zorunluluğu ortadan kalkmaktadır. El kaynağında ise, kalifiye elemana ihtiyaç vardır. e-) Yüksek kaliteli kaynak dikişinin sağlanması: Kaynak yerinin iyi bir şekilde cürufla örtülmesi, yavaş soğumayı temin eder. Bu ise kaynak hatalarının meydana gelme imkânını azaltır.
 Kaynak hızı ve kaynak gücü: Tozaltı kaynağında 200 ilâ 5000 amper akım şiddeti ve 6 ilâ 300 m/saat kaynak hızları kullanılır. Bu değerler el ile yapılan ark kaynağına göre çok yüksektir. b-) Kaynak teli sarfiyatı: Tozaltı kaynağında eriyen metalin 2/3 ünü esas metal ve 1/3 ünü ilâve metal oluşturur. Bu sebepten ilâve metal sarfiyatı oldukça azdır. El ile yapılan ark kaynağında, kaynak teli(ilâve metal) kaybı daha çoktur. c-) Nüfuziyet: Kaynak ağzı açılmadan, iki paso ile, 18 mm ve ağız açarak iki paso ile 140 mm kalınlıktaki parçalar kaynak yapılabilir. d-) Sürekli kaynak yapabilme imkanı: Tozaltı kaynağında kaynak kafası (toz hunisi, tel ilerletme mekanizması, ayar ve kumanda tertibatı) hızı ayarlanabilen ve sabit tutulabilen bir arabaya monte edildiğinden, devamlı kaynak yapma imkanı vardır. Kalifiye kaynakçı kullanma zorunluluğu ortadan kalkmaktadır. El kaynağında ise, kalifiye elemana ihtiyaç vardır. e-) Yüksek kaliteli kaynak dikişinin sağlanması: Kaynak yerinin iyi bir şekilde cürufla örtülmesi, yavaş soğumayı temin eder. Bu ise kaynak hatalarının meydana gelme imkânını azaltır.")
14
f-) Elektrik enerjisi sarfiyatının minimum olması: Kaynak yerinin toz tarafından gayet iyi bir şekilde örtülmesi sebebiyle, elektrik enerjisi kaybı çok azdır. El ile yapılan ark kaynağında ise, çevreye ısı ve ışık enerjisi olarak elektrik enerjisi kaybı yüksektir. g-) Özel koruyucu emniyet tedbirlerine ihtiyaç olmaması: Tozun kaynak yerini gayet iyi şekilde koruması sebebiyle; ultraviyole ışınlar, gaz ve tozdan korunmak için özel tedbirlere ihtiyaç yoktur. El ile yapılan kaynakta kaynakçının göz ve cildini korumak için maske ve özel elbise kullanması lazımdır.
 Özel koruyucu emniyet tedbirlerine ihtiyaç olmaması: Tozun kaynak yerini gayet iyi şekilde koruması sebebiyle; ultraviyole ışınlar, gaz ve tozdan korunmak için özel tedbirlere ihtiyaç yoktur. El ile yapılan kaynakta kaynakçının göz ve cildini korumak için maske ve özel elbise kullanması lazımdır.")
15
Tozaltı kaynağında kullanılan kaynak telleri
Yüksek kaliteli çelik teller kullanılır. Bu teller genellikle elektrik ark ocaklarında üretilir. Kaynak yerinin emniyeti bakımından, manganez miktarları yüksektir. Çapları 1,2 ilâ 12 mm arasında değişir. Tozaltı kaynak tellerinin üzerlerinin tamamen düz ve pürüzsüz, yağ, pas ve pislikten arınmış olmalıdır. Tellerin paslanmasını önlemek ve kaynak esnasında memeden tele akım geçişini kolaylaştırmak üzere, tozaltı kaynak tellerinin üzerleri bakır ile kaplanır. Tozaltı ark kaynağında kullanılan teller içerilerindeki manganez miktarlarına göre sınıflandırılır. Amerikan standardında (AWS A5-17, ASTM A T) manganez miktarına göre; düşük, orta ve yüksek manganezli teller olarak tasnif edilmektedir. Bunlardaki manganez oranları aşağıdaki miktarlardadır: Düşük manganezli % 0,30 - 0,60 Mn Orta manganezli % 0,90 - 1,25 Mn Yüksek manganezli % 1,75 - 2,25 Mn
 manganez miktarına göre; düşük, orta ve yüksek manganezli teller olarak tasnif edilmektedir. Bunlardaki manganez oranları aşağıdaki miktarlardadır: Düşük manganezli % 0,30 - 0,60 Mn. Orta manganezli % 0,90 - 1,25 Mn. Yüksek manganezli % 1,75 - 2,25 Mn.")
16
Tozaltı kaynak tellerinde fosfor ve kükürt oranlarının her birinin %0,03'ün altında olması gerekir.
Kullanılacak kaynak telinin seçiminde, kaynak tozunun da göz önüne alınması lâzımdır. Bu sebepten kaynak metalinin bileşimini tespitinde, hem telin bileşimi hem de tozun bileşimi göz önüne alınarak aşağıdaki seçimler yapılabilir: Alaşımlı bir tel kullanmak, Alaşımsız bir tel ile alaşımlı bir kaynak tozu kombinezonu seçmek, Alaşım elemanı ihtiva eden bir örtü ve alaşımsız bir telden ibaret olan kompoze elektrodlar kullanmak.

17
Tozaltı kaynak yönteminde kullanılan çıplak elektrotlar kaynak teli olarak adlandırılır.
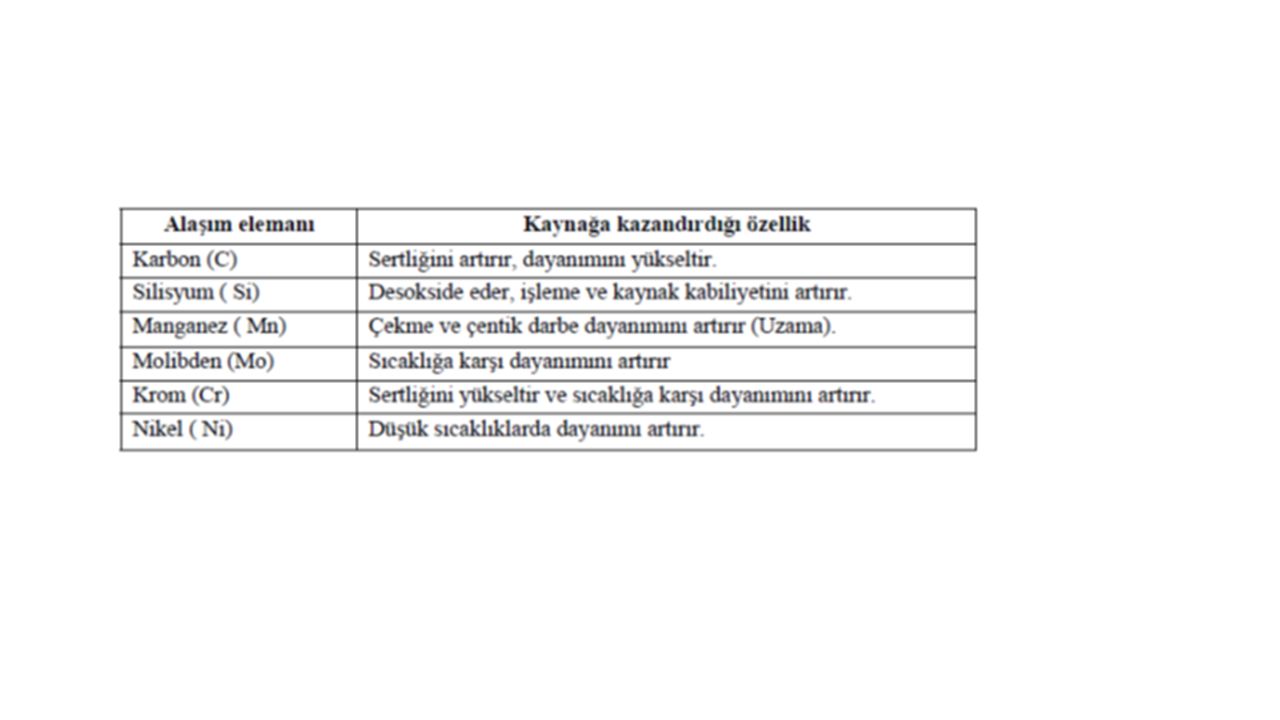
Bu teller diğer kaynaklarda kullanılan tellerle benzerlik gösterir. Tozaltı kaynak telleri yüksek manganlı özel çeliklerden üretilir ve üzerleri bakırla kaplanır. Bu tellerin içerisine aynı zamanda karbon, silisyum, manganez, krom, nikel gibi alaşım elementleri de katılır. Bu elementlerin kaynak bölgesine kattığı etkiler aşağıdaki tabloda gösterilmiştir. Çeşitli amaçlar için genellikle dairesel kesitli olarak 1,2 - 1,4 - 1,6 - 2,0 - 2,4 - 3,2 -4,0 - 5,0 ve 6,0 mm çaplarında imal edilirler. Kaplama kaynakları için lama şeklinde (dikdörtgen kesitli) imal edildiği de olur. Dairesel kesitli olanlar bakırla kaplanmış olarak kangal halinde piyasaya verilir.
 imal edildiği de olur. Dairesel kesitli olanlar bakırla kaplanmış olarak kangal halinde piyasaya verilir.")
19
Çıplak telin bakırla kaplanmasının üç nedeni vardır. Borular :
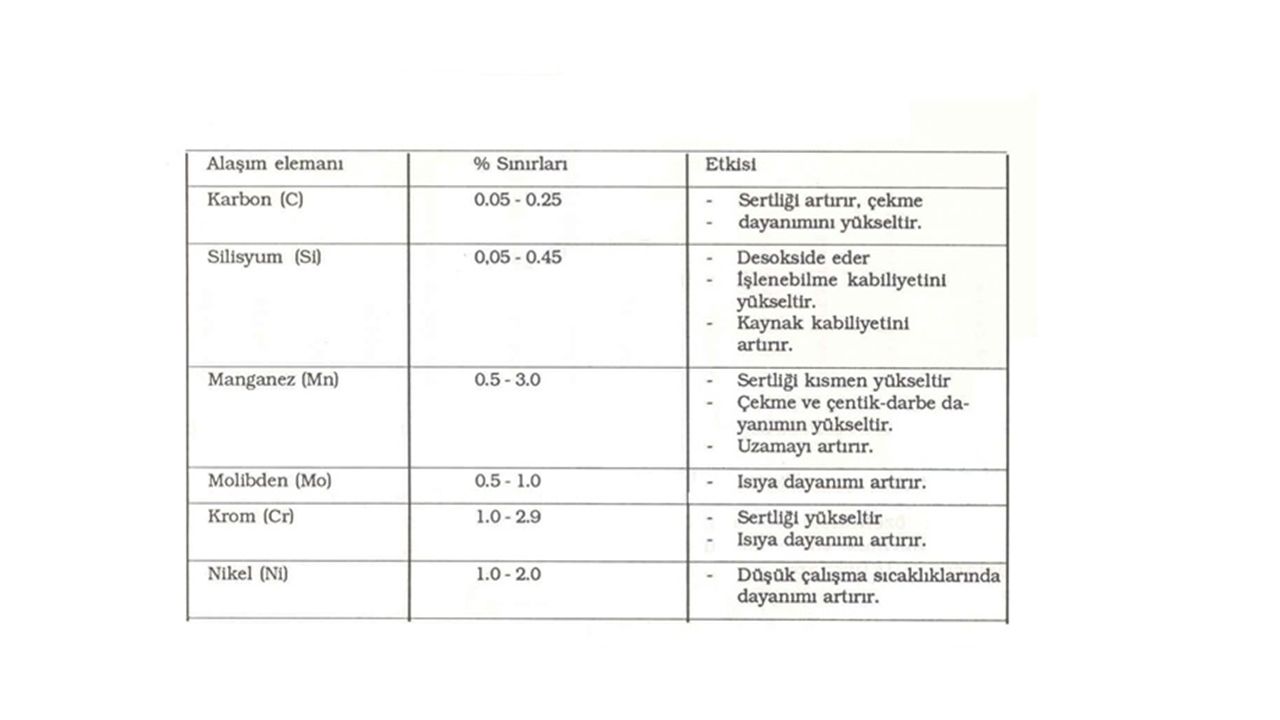
Soğuk çekme esnasında passız ve temiz hale gelen teli, kullanım anına kadar oluşacak pastan korumak Bakırın iyi bir elektrik ileticisi olmasından dolayı, telin kontakt elemanlarına temasında iyi iletkenlik sağlayarak, temas yüzeylerinin ısınmasını ve enerji kaybını önlemek. Bakırın yumuşak olmasından dolayı, kaynak esnasında devamlı ilerleyen tel, kontakt elemanlarının temas yüzeylerinde aşınmaya sebebiyet vermez. Yüksek Mn'lı olarak imal edildiğini ifade ettiğimiz kaynak tellerinde Fosfor (P) ve Kükürt (S) miktarlarının her birinin % 0.03 ten fazla olmaması gerekir. Birleşimde bulunan diğer elemanların % sınırları ve kaynak dikişindeki etkileri Tablo 1,2'de verilmektedir[2]. Toz altı kaynağında kullanılan teller (çıplak elektrotlar) bilhassa bileşimlerindeki Manganez (Mn) miktarlarına göre sınıflandırılır.
 ve Kükürt (S) miktarlarının her birinin % 0.03 ten fazla olmaması gerekir. Birleşimde bulunan diğer elemanların % sınırları ve kaynak dikişindeki etkileri Tablo 1,2 de verilmektedir[2]. Toz altı kaynağında kullanılan teller (çıplak elektrotlar) bilhassa bileşimlerindeki Manganez (Mn) miktarlarına göre sınıflandırılır.")
21
Tozaltı Kaynağında Kullanılan Tozlar
Tozaltı kaynağındaki kaynak tozları, el ile yapılan ark kaynağındaki elektrod örtüsünün görevini yerine getirir. Bu görev fiziksel olarak: Kaynak banyosunu havanın zararlı etkisinden koruma, Dikişe uygun bir form verme, Dikişin yavaş soğumasının sağlanması, olarak sıralanabilir. Kaynak tozu metalürjik olarak da, kaynak banyosuna ilâve ettiği elemanlarla yanma kaybını ortadan kaldırır ve dengeler. Tozaltı kaynağında yüksek nüfuziyet ve derinlik kazandıran toz çeşitleri 4 ana guruba ayrılır.

22
A-) Kaynağın amacına göre
Hızlı kaynak tozları Derin nüfuziyet kaynak tozları İnce sac kaynağı tozları Aralık doldurma kabiliyetine sahip kaynak tozları B-) İmâl şekline göre Erimiş kaynak tozları Sinterlenmiş kaynak tozlan Aglomere kaynak tozları C-) Kimyasal karakterine göre Asit karakterli tozlar Bazik karakterli tozlar Nötr karakterli tozlar D-) Manganez miktarına göre Yüksek manganezli Tozlar Orta manganezli tozlar Manganezsiz tozlar
 İmâl şekline göre. Erimiş kaynak tozları. Sinterlenmiş kaynak tozlan. Aglomere kaynak tozları. C-) Kimyasal karakterine göre. Asit karakterli tozlar. Bazik karakterli tozlar. Nötr karakterli tozlar. D-) Manganez miktarına göre. Yüksek manganezli Tozlar. Orta manganezli tozlar. Manganezsiz tozlar.")
23
Erimiş tozlar; suni olarak eritilmiş silikatlardır ve katı hallerinde kristal karakterli amorf kütlelerdir. Bu tozların imalâtında kuvars, manganez cevheri veya dolomit, kalkspat ve kil gibi maddeler uygun miktarlarda karıştırılarak eritilir. Eritme işleminde ark fırınları veya alevli fırınlar kullanılır. Sinterlenmiş tozların imalinde uygun bileşimdeki malzeme karışımı öğütülür. Daha sonra öğütülmüş tozlar belirli büyüklükte taneler halinde preslenir ve alevli fırınlarda sinterlenir. Sinterlenen taneler daha sonra tekrar ufaltılır ve istenen tane büyüklüğünde olanlar ayrılır. Aglomere tozlar; ince öğütülmüş toz halindeki hammaddeye belirli büyüklükte olan hammaddenin katılması ve bir yapıştırıcı ile aglomere edilmesiyle elde edilir. Aglomere olmuş bu karışım daha sonra neminin alınması için, bir tavlamaya tabi tutulur. Aglomere tozlar son zamanlarda genişçe kullanılmakta olup, erimiş tozlara göre çeşitli üstünlükleri vardır. Aglomere tozlarla kaynak metali daha iyi alaşımlandırılabilmekte, toz sarfiyatı daha az olmaktadır.

24
Kaynak tozundan istenen hususlar
İyi bir kaynak tozunun aşağıdaki hususları gerçekleştirmesi gerekir: Kararlı bir ark sağlanmalıdır. Bilhassa alternatif akım ile kaynakta, akım yön değiştirirken arkın sönmesini önlemelidir. istenen kimyasal bileşim ve mekanik özelliklere sahip bir kaynak dikişi vermelidir. Uygun ve temiz bir iç yapı sağlamalıdır. Kaynak dikişinde, herhangi bir gözenek ve çatlak teşekkülüne sebep olmamalıdır. Kök pasolarının ve dar aralıkların kaynağında, cürufu kolayca kalkabilmelidir. Gözenek teşekkülüne sebep olacak organik maddeler ihtiva etmemelidir. Az nem çekmelidir.

25
Tozların kimyasal bileşimleri ve kaynak metaline etkileri
Genel olarak kaynak tozlarının büyük bir kısmını, Si02 teşkil eder. Si02 kaynak tozunun yüksek akım şiddetiyle yüklenmesini temin eder, aynı zamanda iyi bir dezoksidandır ve cürufu daha akıcı hale getirir. Tozların içerisinde miktar olarak ikinci büyük madde, MnO'dir. MnO dikişin emniyeti bakımından önemlidir. Fakat tozun içerisindeki MnO miktarı arttıkça, yüksek akım şiddetiyle yüklenebilme kabiliyeti azalır. Bu sebepten yüksek akım şiddetiyle yüklenen tozlarda MnO bulunmaz. Fakat manganezsiz ve silisyum miktarı yüksek tozlar kir ve pasa karşı çok hassas olduğundan, parçaların kaynak ağızlarının çok iyi temizlenmesi gerekir. Tozda bulunan Si02 kaynak sırasında redüklenerek, dikişe Si verir. Si02 miktarı arttıkça, dikişe geçen Si miktarı da artar. Silisyum kaynak esnasında kaynak banyosunu de-zokside ederek, dikişin gözeneksiz çıkmasını temin eder; kükürt ve fosfor segregasyonunu azaltır. Kaynak dikişindeki silisyum ve manganez birbirlerine göre miktarları, dikişin mekanik özellikleri yönünden önemlidir. Manganezin silisyuma oranı en az 2/1 olmalıdır. (3/1'e kadar çıkabilir). Bu oran üzerinde seçilen kaynak teli ve tozunun etkisi olduğu kadar, çalışma şartlarının da tesiri vardır. Çalışma şartlarında akım şiddeti yükseldikçe, manganez ve silisyumun yanma oranı artar. Böylece dikişe geçen manganez ve silisyum miktarı azalır. Kaynak hızının artması, ark geriliminin azalması kaynak metalindeki manganez ve silisyum oranını azaltır. Yine kaynak teli çapının ve kaynak ağzı açısının artması, dikişteki manganez ve silisyum miktarlarını artırmaktadır.
. Bu oran üzerinde seçilen kaynak teli ve tozunun etkisi olduğu kadar, çalışma şartlarının da tesiri vardır. Çalışma şartlarında akım şiddeti yükseldikçe, manganez ve silisyumun yanma oranı artar. Böylece dikişe geçen manganez ve silisyum miktarı azalır. Kaynak hızının artması, ark geriliminin azalması kaynak metalindeki manganez ve silisyum oranını azaltır. Yine kaynak teli çapının ve kaynak ağzı açısının artması, dikişteki manganez ve silisyum miktarlarını artırmaktadır.")
26
Kaynak tozlarının fiziksel etkileri
Kaynak tozunun özgül ağırlığı, erime aralığı, akıcılığı, tane büyüklüğü ve yığılma yüksekliği kaynak dikişi üzerinde aşağıdaki fiziksel etkileri yapar: Ark bölgesini atmosferin zararlı etkilerine karşı korur, Katılaşan cüruf, dikişin yavaş soğumasını sağlar, Dikişin dış formunu oluşturur, Esas metal ile kaynak metali arasındaki geçiş bölgesinde çentik oluşturmaz.

27
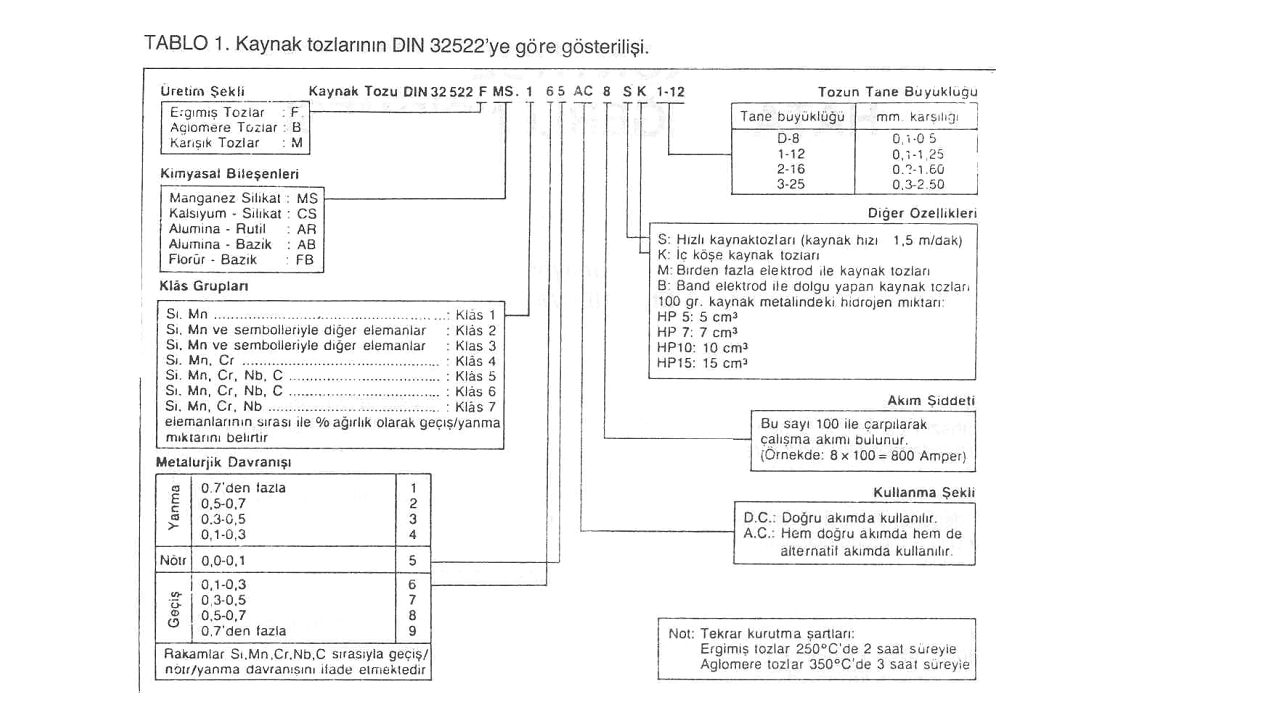
Tozaltı kaynak tozları istenen özelliklere bağlı olarak çeşitli şekillerde ve oranlarda karıştırılmış taneler halinde mineral bileşiklerdir. DIN 'ye göre açıklaması Tablo 1’ de şematik olarak gösterilen tozaltı kaynak tozları 7 klâsta toplanmıştır Klâs 1: Alaşımsız ve düşük alaşımlı çeliklerin birleştirme kaynağında kullanılan tozlardır. Klâs 2: Alaşımsız ve düşük alaşımlı çeliklerin birleştirme kaynağında kullanılan tozlardır. Klâs 3: Sert dolgu tozudur. Klâs 4 : %5'in üzerinde Cr içeren yüksek sıcaklığa dayanıklı çeliklerin birleştirme kaynağına, alaşımsız ve düşük alaşımlı çeliklerin uygun ilave metalle dolgu kaynağında kullanılan tozlardır. Klâs 5 : Paslanmaz ve ısıya dayanıklı Cr‘ lu ve Cr-Ni‘ li çeliklerin birleştirme ve dolgu kaynağında kullanılan tozlardır. Klâs 6: Paslanmaz ve ısıya dayanıklı Cr‘ lu ve Cr-Ni‘ li çeliklerin birleştirme ve dolgu kaynağı için Cr içermeyen tozlardır. Klâs 7: Nikel ve nikel esaslı alaşımların birleştirme ve dolgu kaynağında kullanılan tozlardır.

29
Kimyasal bileşimlerine göre Kaynak tozları
Grup. 1: Manganezsiz, yüksek miktarda silisyum içeren CS tipi bir toz olup, kalın sacların kaynağında kullanılır. Kazan ve ağır makina yapımı gibi işlerde 5000 Amper akım şiddetine kadar yüklenebilir. Bu tip tozlar, pislik ve pasa karşı hassastır. Grup. 2: Yüksek miktarda manganez ve silisyum içeren MS tipi toz olup, orta akım şiddeti ile yüklenebilir ve çok pasolu kaynaklarda kullanılır. Manganezli bu tozlar, pislik ve pasa karşı pek hassas değildirler. Grup. 3: Bu toz, Grup 2'ye benzer, yalnız fazla miktarda AI203 içermektedir. Tipi AR'dir. Ince taneli kaynak dikişleri verir. . Grup. 4: Bazik tozdur. Yüksek mukavemet aranan kaynak bağlantılarında kullanılır. Akım yüklenme kabiliyetleri düşüktür. Mesela doğru akımda 1200 Amper ve alternatif akımda da Amperdir. Çok pasolu kaynakta iyi bir çentik darbe tokluğu elde edilir. Özellikle zor kaynak edilebilen çelikler için uygundur ve tipi de FB' dir.

30
Kaynak dikişinin formu
Kaynak dikişinde dikiş formu denince, dikişin yüksekliği, derinliği ve genişliği anlaşılır. Dikiş formu, iç ve dış dikiş formu olarak ikiye ayrılır.

31
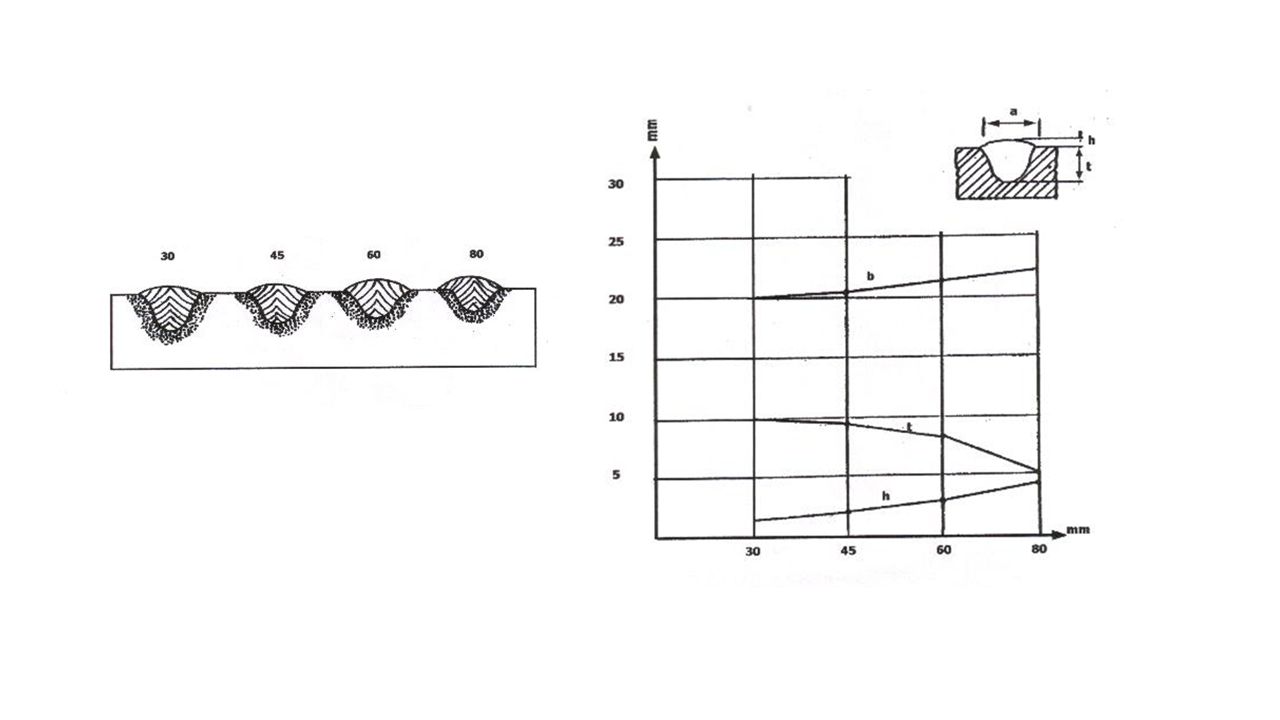
Her dikiş formu; nüfuziyet derinliği, erime genişliği ve dikiş yüksekliği ile karakterize edilir.
Nüfuziyet derinliği (t), erime genişliği (b) ve dikiş yüksekliği (h) ile gösterilirse; iç dikiş formu (b/t) ve dış dikiş formu (b/h) ifadeleriyle belirtilir . (b/t) ve (b/h) oranları: İç dikiş formu : 0,5 - 10 Dış dikiş formu : 1,8 Dikiş formu, kaynaklı bağlantıdan beklenen özelliklerin sağlanması bakımından önemlidir.
, erime genişliği (b) ve dikiş yüksekliği (h) ile gösterilirse; iç dikiş formu (b/t) ve. dış dikiş formu (b/h) ifadeleriyle belirtilir . (b/t) ve (b/h) oranları: İç dikiş formu : 0, Dış dikiş formu : 1,8. Dikiş formu, kaynaklı bağlantıdan beklenen özelliklerin sağlanması bakımından önemlidir.")
32
Dikiş formuna tesir eden faktörler
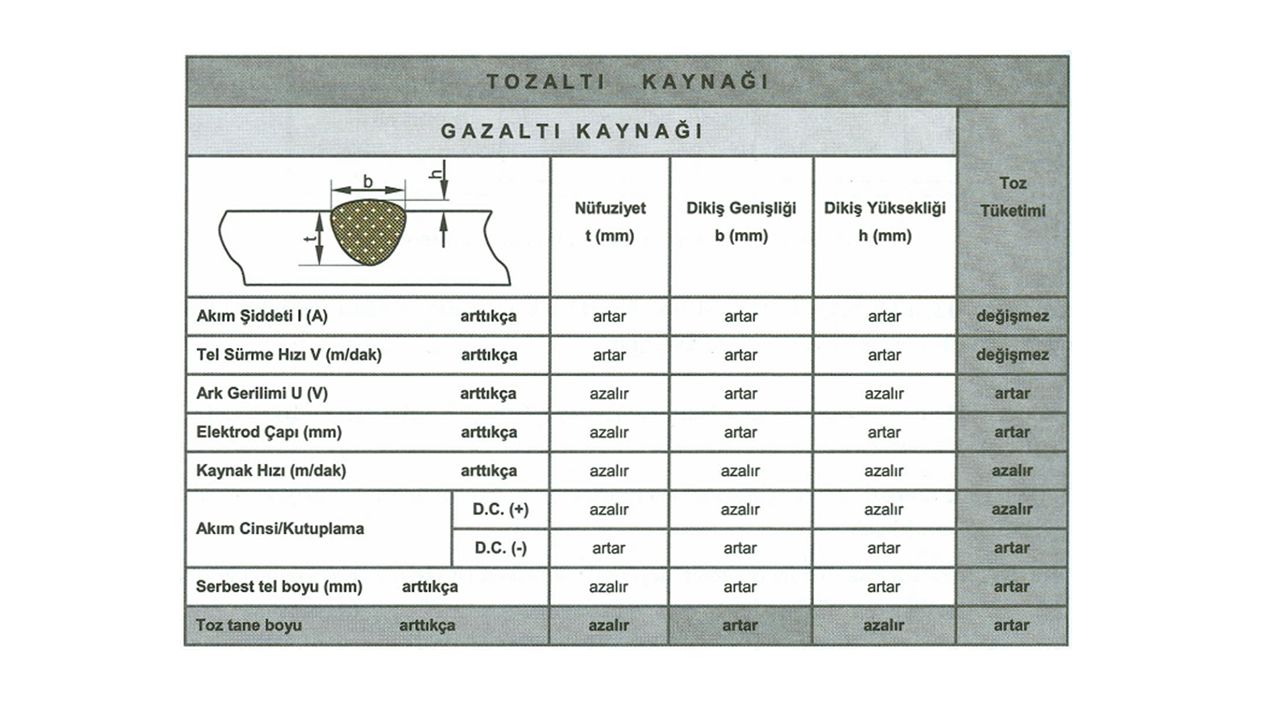
Akım şiddeti: Akım şiddeti arttıkça, bilhassa iç dikiş formu değişmekte ve nüfuziyet artmaktadır.

33
Dikiş formuna tesir eden faktörler
Akım yoğunluğu: Akım yoğunluğunun artmasıyla; yani aynı akım şiddetinde tel çapının azalmasıyla; nüfuziyet ve dikiş yüksekliği artar. AKIM YOĞUNLUĞU=AKIM ŞİDDETİ/KESİT ALANI

34
Kaynak hızı: Kaynak hızının artmasıyla, nüfuziyet ve dikiş genişliği azalır .Diğer taraftan kaynak hızı, toz sarfiyatına etki eden önemli bir faktördür. Kaynak hızının düşük olması halinde eriyen toz miktarı artar ve yükselmesi halinde de azalır

35
Ark gerilimi: Ark geriliminin artmasıyla; dikiş genişliği artarken, nüfuziyet ve dikiş yüksekliği azalır. Diğer taraftan yüksek ark gerilimi uzun bir arkla çalışmayı gerektirdiğinden, fazla miktarda tozun cüruf haline geçmesine sebeb olur. Bu da kaynak dikişinin içeriğini değiştirir. Örnek olarak asit karakterli bir tozla kaynak yapılması halinde , dikişin silisyum miktarı artar.

36
Serbest Tel Boyunun Kaynak Dikişine Etkisi: Kaynak telinin bağlantı yeri veya telin dışarıda kalan kısmı, kaynak memesinin parçaya olan mesafesi ile ifade edilir. Kaynak memesinin iş parçasına olan mesafesi arttığında nüfuziyet azalır ve dikiş yüksekliği artar. Bu mesafe kısa tutulduğunda daha kararlı ve sabit bir ark oluşur. Nüfuziyetin azalması ve yığılan metal miktarının artması doldurma kaynağı için uygun ise de, birleştirme kaynağında arzu edilmez. Birleştirme kaynağında daima iyi bir nüfuziyet ve hatasız bir dikiş aranır. Bu mesafe tel çapının mm cinsinden 10 katı olmalıdır.

38
Kaynak ağzı açısı dikişin formuna etkisi: Kaynak ağzı açısının büyümesi dikişin nüfuziyet ve yüksekliğine tesir eder.

39
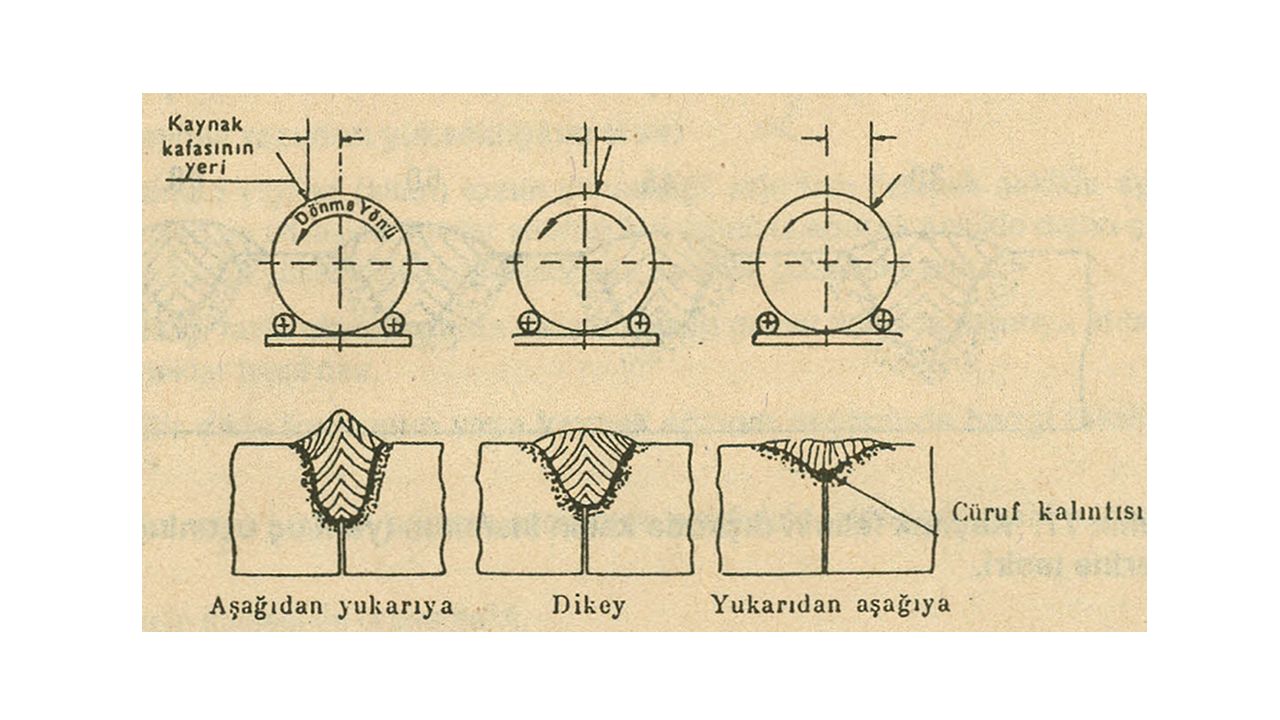
Kaynak yapılan parçanın bulunduğu düzlemdeki meyil: Tozaltı kaynağı esas olarak yatay pozisyonda yapılır. Burada bilhassa parçanın durumu ve kaynak yönü dikiş formuna tesir eder. Parçanın bulunduğu yatay düzlemde 6° ye kadar bir meyile sahip olması pek önemli değildir. Fakat bu meyil 6° yi aşarsa kaynağın yönüne göre dikişin formu da değişir. 6° den daha büyük meyilli yüzeylerdeki yokuş aşağı yapılan kaynaklarda nüfuziyet gayet az ve dikiş geniştir. Yokuş yukarı yapılan kaynaklarda ise, nüfuziyet ve dikiş yüksekliği çok fazladır.

40
Telin bulunduğu pozisyonun dikişin formu üzerine tesiri: Telin bulunduğu pozisyonun parçanın dikey eksenin sağında veya solunda bulunması ve telin ucu ile dikey eksen arasındaki mesafenin fazlalığı veya azlığı dikişin formuna etkiyen önemli birer faktördür. En uygun yer telin, parçanın dikey eksenine yakın dönme ve bu eksenin kaynak yönüne göre yokuş yukarı kaynak yapacak tarafta bulunmasıdır. Telin pozisyonu ile eksen arasındaki mesafe yokuş yukarı istikamette artarsa nüfuziyet azalır ve dikiş genişler, aynı zamanda cüruf kalıntılarına sebep olur. Eğer bu mesafe yokuş aşağı istikamette artarsa nüfuziyet ve dikiş yüksekliği fazlalaşır.

42
Parçaya bağlanan kablonun bağlantı yeri dikişin formu üzerine:
Parçaya bağlanan kablonun bağlantı yeri daha ziyade arkın üflemesine tesir eder. Bunun neticesinde de dikişin iç formu değişir ve yetersiz bir birleşme elde edilir . Kablonun bağlantı yeri uygun bir ark üflemesi sağlanacak şekilde seçilmelidir. Bu da, kaynak yapılan iki parçanın her birinin baş ve sonuna (dikişin sağına ve soluna) gelmek üzere dörtlü bir bağlantı yapmakla gerçekleşebilir.
 gelmek üzere dörtlü bir bağlantı yapmakla gerçekleşebilir.")
44
Kaynak tozunun fiziksel tesirlerini etkileyen faktörler: Kaynak tozunun fiziksel tesirlerini etkileyen faktörler tozun tane büyüklüğü ve kaynak esnasındaki yığılma yüksekliğidir.

45
Tane büyüklüğünün tesiri: Erimiş tozların, aglomere ve sinterlenmiş tozlardan bir farkı da bunların çeşitli tane büyüklüklerinde üretilmiş olmalarıdır. Hemen hemen bütün kaynak şartlarını aynı tane büyüklüğündeki tozlar gerçekleştirmektedir. Kaynak esnasında çıkan gazların, kaynak metali katılaşmadan önce dikişi terk etmeleri gerekir. Aksi takdirde dikişte kalan gazlar gözeneklere bazan da çatlaklara sebebiyet verebilir. Gazların kaynak metalinden tamamen çıkmasına tesir eden önemli faktörlerden biri de tozun tane büyüklüğüdür. Tozun taneleri inceldikçe gazların çıkış kabiliyeti de azalır. Diğer taraftan tane büyüklüğü akım şiddeti ve kaynak hızıyla da sıkı sıkıya ilgilidir. Kaynak hızının yükselmesi halinde orta veya iri taneli bir tozun kullanılması faydalıdır. Zira hızlı yapılan kaynakta eriyen banyo küçük olup, çabuk katılaşacağından gazların da çok kısa zaman zarfında dikişi terk etmeleri gerekir. Bu da ancak kullanılan tozun tanesi büyüyünce kolay sağlanabilir.

46
Yığılan kaynak tozunun yüksekliğinin tesiri:
Kaynak yaparken yığılan tozun yüksekliği, arkı tam örtecek şekilde ayarlanır. Eğer arkın kıvılcımları ve ultraviole ışınlar etraftakileri rahatsız edecek şekilde dışarı çıkarsa, bu takdirde yığılan tozun yüksekliği azdır. Neticede de dikiş gözenekli olur. Tozun yüksekliği fazla olduğunda da dikişten çıkan gazlar kolayca dışarıya atılamaz ve yine dikişte gözenekler hasıl olur.

47
Bir dikiş formu veya kaynak ağzının seçiminde aşağıdaki faktörlerin tesiri dikkate alınır. .
Esas metalin kalitesi ve erime şekli. Sac kalınlığı Kaynak pozisyonu Tek veya çift taraflı kaynak yapılabilme imkanı. Tek veya çok pasolu kaynak yapma. Kaynak makinasının gücü ve otomasyonu

48
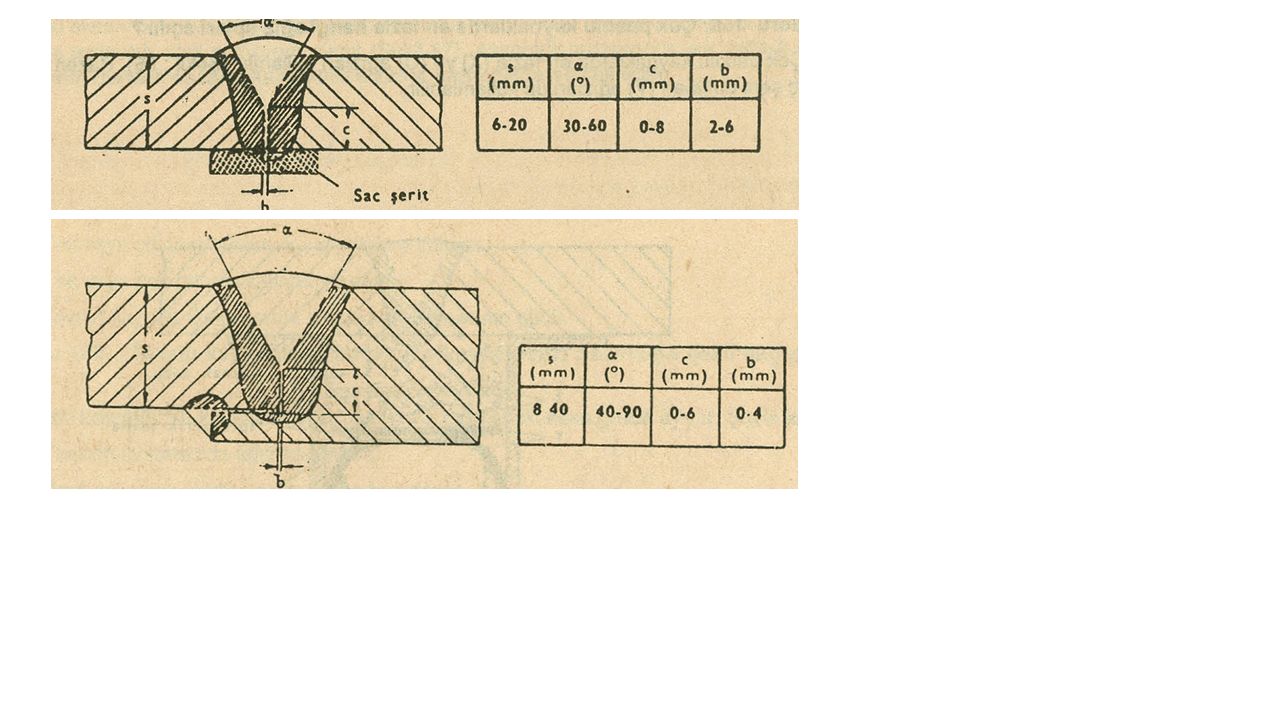
Tozaltı kaynağında kullanılan ağız hazırlama şekilleri:
Yardımcı vasıtalarla ağız hazırlama. Yardımcı vasıta kullanmadan ağız hazırlama. Tecrübeler ağız açarak ancak 16 mm. sac kalınlığına kadar bir paso ile kaynak yapılabileceğini göstermiştir. Daha kalın parçaları bir pasoda kaynak yapmak mümkün değildir. Bu takdirde birkaç pasolu kaynak tatbik edilir ve iki taraflı kaynak yapılır.

49
Yardımcı vasıtalarla kaynak yapılabilecek azami kalınlık 16 mm. Dir.
Yardımcı vasıtalarla kaynak ağızı hazırlama:Yardımcı vasıta tabirinden, bütün kaynak kesitini eritecek emin bir kaynak banyosu sağlamak için kullanılan altlıklar anlaşılır. Yardımcı vasıtalarla kaynak yapılabilecek azami kalınlık 16 mm. Dir. Bakır altlıkla kaynak. Toz altlıkla kaynak. Sac şerit altlıklarla kaynak

50
Bakır altlık kullanarak yapılan kaynak: Bakır altlığın kaynak yapılacak parçalarla gayet iyi bir temas sağlaması gerekir. 2000 mm den uzun saclarda altlığın pnömatik veya hidrolik bir tertibatla bastırılması gerekir.

51
Toz altlık kullanarak yapılan kaynak:Dikişin altına tesadot eden toz, şekilde görülen lastik borudan basınçlı hava geçirerek boruyu 2 numaralı duruma getirmek suretiyle parçanın alt tarafına bastırılır. 1 : Lastik hortumdan basınçlı hava geçmeden önceki durum. 2 : Lastik hortumdan basınçlı hava geçtikten sonraki durum.

52
Burada lastikten geçirilen havanın basıncı önemlidir
Burada lastikten geçirilen havanın basıncı önemlidir. Eğer basınç az olursa dikiş aşağıya doğru akar ve yüksek olursa dikiş yukarıya doğru fırlar. Lastikten geçen havanın basıncı sac kalınlığına ve seçilen çalışma tekniğine bağlıdır. 4 ila 8 mm saç kalınlıklarında 10 Kp/cm2 ve 10 ile 30 mm kalınlıklarda ise 5 Kp/cm2 ye kadar bir basınç tatbik edilir. Ayrıca bu basıncın bütün saç boyunca muntazam bir şekilde tatbiki ve kaynak tozunun da mümkün mertebe aynı irilikte olması gerekir. İri veya ince tozun kullanılması neticeye etki eden bir faktördür. Genel olarak tane büyüklüğünün iri seçilmemesi arzu edilir. Basınç az Basınç fazla

53
Sac şerit kalınlıkları aşağıdaki ölçülerdedir:
Altlığın kaynaktan sonra kaldırılmasının söz konusu olmadığı hallerde, sac altlık kullanılır. Uygulama şekli bakır altlıkta olduğu gibidir. Sac şerit kalınlıkları aşağıdaki ölçülerdedir: Sac kalınlığı 10 mm'ye kadar ise: Şerit kalınlığı 0,5 x sac kalınlığı Şerit genişliği 40 mm Sac kalınlığı 12 mm'den büyük ise: Şerit kalınlığı (0,2 veya 0,3) x sac kalınlığı Şerit genişliği 60 mm (maksimum)
 x sac kalınlığı. Şerit genişliği 60 mm (maksimum)")
55
Sonra ters çevrilir ve diğer taraftan kaynak yapılır.
Yardımcı vasıta kullanmadan ağız hazırlama: Genel olarak 16 mm'den kalın saclar, iki tarafından kaynak yapılır. Bu takdirde de, kaynak ağızlarının yardımcı vasıtaya lüzum kalmadan hazırlanması gerekir. Sac kalınlığına da bağlı olarak, pratikte aşağıdaki ağız tipleri kullanılır: l- (küt) alın dikişi Y- alın dikişi Simetrik ve simetrik olmayan çift Y- alın dikişi. l- alın birleştirmede kaynak yapılacak parçalar küt olarak, alın alına getirilir ve birinci pasoda kesitin en az %50'si kaynak edilir. Sonra ters çevrilir ve diğer taraftan kaynak yapılır.
 alın dikişi. Y- alın dikişi. Simetrik ve simetrik olmayan çift Y- alın dikişi. l- alın birleştirmede kaynak yapılacak parçalar küt olarak, alın alına getirilir ve birinci pasoda kesitin en az %50 si kaynak edilir. Sonra ters çevrilir ve diğer taraftan kaynak yapılır.")
56
Y- alın dikişi 16 ilâ 30 mm kalınlıklardaki saclara uygulanır.
Simetrik çift Y-alın dikişi, 18 ilâ 60 mm kalınlıklardaki saclara tatbik edilir

57
Çok pasolu kaynaklarda en fazla (X) ve (U) ağızları kullanılır
Çok pasolu kaynaklarda en fazla (X) ve (U) ağızları kullanılır. Bazen altına bir saç şerit bulunan (V) ağızları da kullanılabilir.
 ve (U) ağızları kullanılır. Bazen altına bir saç şerit bulunan (V) ağızları da kullanılabilir.")
58
Kaynaklı bağlantılar alın birleştirmelerin yanında, iç ve dış köşe birleştirmeleri şeklinde olabilirler. İç köşe birleştirmeleri oluk veya yatay pozisyonlarda yapılabilir. Oluk pozisyonunda iç köşe kaynağında parça kalınlıklarına bağlı olarak kaynak kafası parçalara göre simetrik veya asimetrik pozisyonda olabilir. Böylece parça kalınlıklarına bağlı olarak, her parçada değişik nüfuziyet elde edilmiş olur.

59
Yüksek akım şiddeti kullanılarak, tek paso ile 12 mm'ye kadar kalınlıklarda kaynak yapılabilir.
Dikey sac kalınlığının 12 mm'yi geçmesi halinde, dikey parça üzerinde ağız açmak lazımdır. Yatay pozisyonda kaynakta, iki taraflı olarak kaynak yapma imkânı vardır. Eşit kalınlıkta levhaların kaynaklanmasında simetrik dikiş elde edilebilmesi için, kaynak teli yatay levha ile 6 ° lik bir açı teşkil etmelidir. Aynı zamanda telin ekseninin dikiş ekseninden 1,5 ilâ 2,5 mm açıkta olması lazımdır. Bu uzaklığın değişmesi halinde parçalarda erime derinlikleri değişmektedir.

60
TOZALTI KAYNAĞINA BAŞLAMADAN ÖNCE YAPILMASI GEREKENLER
1.Sac kalınlığı 14 mm’nin altında kaynak ağzı açılmayan saclara puntalanacak başlangıç ve bitiş lamaları mm boyunda olmalıdır. Ayrıca saclar arasındaki açıklık en fazla 1 mm olmalıdır. Eğer kaynak ağzı olan saçlar kaynatılacaksa , sac kaynak ağzının aynısı başlangıç ve bitiş lamalarına da açılmalıdır. Çünkü tozaltı kaynağında çok yüksek amper kullanıldığından kaynağın istenilen nüfuziyete ve kep kalınlığına ulaşması için kaynağa en az 150 mm geriden başlanması gerekir. 2.Sacın üzerinde nem görüldüğü taktirde lamba ile nem saçtan tamamen uzaklaştırılmalıdır. Yapılmaz ise çok yüksek sıcaklıkta hidrojen ve oksijene ayrışacaktır. Hidrojen kaynak banyosundan gaz kabarcıkları olarak çıkacaktır ve bu noktalarda gözenekler oluşacaktır.

61
3-Saclar puntalandığı gün kaynak edilmelidir.
Puntalandığı gün kaynatılmayan sacların alınları paslanır ve bu pas kaynakta porozite olarak karşımıza çıkar. Sacların alınlarındaki pas tamamen temizlenmeli ve düzensiz puntalar taşlanarak kaynağın poroziteli olması engellenmeli. 4-İki adet olan topraklama kabloları tozaltı makinasının gidiş yönünün sağına ve soluna takılmalıdır. Topraklama kabloları tarif edildiği şekilde bağlanmaz ise dengesiz yüklenmeler olabilir ve ark üflemesine olumsuz yönde tesir eder. Yetersiz nüfuziyet ve dikiş iç formu düzensiz bir yapı teşkil eder.

62
5-Kaynaktan önce yapılacak puntalar kesinlikle 50 mm den küçük atılmamalı.
Küçük atılan puntalar kaynak sırasında koparak kaynağın düzgün ilerlemesine engel olur. Kaynak makinesi toz torbasının yırtık , kesilmiş olmaması gerekir. Uçuşan tozlar makinanın elektronik ve mekanik aksamına zarar vereceği için torbanın sağlam olması gerekir. 6-Sacın eğiminin 6 ° den büyük olmamasına dikkat edilmelidir. 6 ° den büyük meyilli yüzeylerde yokuş aşağı yapılan kaynaklarda nüfuziyet azalır ve kaynak dikişi genişler. Yokuş yukarı yapılan kaynaklarda ise nüfuziyet ve dikiş yüksekliği çok fazla olur.

63
7-Kaynak yaparken kablolar kaynak makinesi üzerinde veya yerde rulo halinde sarılmış olmamalıdır.
Bu şekilde çalışıldığında kablolar bobin gibi görev yaparlar ve endüktif bir gerilim düşümü meydana getirirler. Bunun sonucunda kaynak makinasının elektronik aksamında ciddi problemler oluşabilir. 8-Sacın üzerinde nem görüldüğü taktirde lamba ile nem sactan tamamen uzaklaştırılmalıdır. Yapılmaz ise çok yüksek sıcaklıkta hidrojen ve oksijene ayrışacaktır. Hidrojen kaynak banyosundan gaz kabarcıkları olarak çıkacaktır ve bu noktalarda gözenekler oluşacaktır.

64
9.Saclar puntalandığı gün kaynak edilmelidir.
Puntalandığı gün kaynatılmayan sacların alınları paslanır ve bu pas kaynakta porozite olarak karşımıza çıkar. Sacların alınlarındaki pas tamamen temizlenmeli ve düzensiz puntalar taşlanarak kaynağın poroziteli olması engellenmeli. 10.İki adet olan topraklama kabloları tozaltı makinasının gidiş yönünün sağına ve soluna takılmalıdır. Topraklama kabloları tarif edildiği şekilde bağlanmaz ise dengesiz yüklenmeler olabilir ve ark üflemesine olumsuz yönde tesir eder. Yetersiz nüfuziyet ve dikiş iç formu düzensiz bir yapı teşkil eder. 11.Kaynaktan önce yapılacak puntalar kesinlikle 50 mm den küçük atılmamalı. Küçük atılan puntalar kaynak sırasında koparak kaynağın düzgün ilerlemesine engel olur.

65
12. Kaynak makinesi toz torbasının yırtık , kesilmiş olmaması gerekir.
Uçuşan tozlar makinanın elektronik ve mekanik aksamına zarar vereceği için torbanın sağlam olması gerekir. 13. Kaynak yaparken kablolar kaynak makinesi üzerinde veya yerde rulo halinde sarılmış olmamalıdır. Bu şekilde çalışıldığında kablolar bobin gibi görev yaparlar ve endüktif bir gerilim düşümü meydana getirirler. Bunun sonucunda kaynak makinasının elektronik aksamında ciddi problemler oluşabilir.

66
Nüfuziyet ve Paso Sayısını Belirleme: Nüfuziyet ve paso sayısını belirlemede aşağıdaki hususlar göz önünde bulundurulmalıdır. Tozaltı kaynağında 85mm kalınlığın altında kalan malzemeleri ergitilerek tek pasoda kaynak yapabiliriz. 180 mm kalınlığa kadar olan çeliklerin kaynağı ise çift pasoda yapmak mümkündür. Bu kalınlıktan daha fazla olan malzemelerin kaynağı ise daha çok pasoda yapılmalıdır. Kaynak bölgesi tamamen ergidiği için bu kaynakta nüfuziyet çok iyi olur

67
Amper Ayarına Göre Tel, Toz ve Makine İlerleme Hızı:
Tozaltı kaynağında kullanılan tel çapı büyüdükçe amper ayarı buna orantılı olarak artar. Aynı zamanda kullanılan toz, elektrot çapına orantılı olarak ark bölgesini tamamen kapatacak şekilde artarak verilir. Elektrot Ø 2,5mm 3mm 4mm 5mm 6mm 7mm 8mm 10mm Amper Elektrot çapına göre amper değerleri

68
Tozaltı ark kaynağında ark tutuşturma yöntemleri:
Tozaltı ark kaynağında kaynağa başlandığında kaynak makinesi üreticisinin öngördüğü bir yöntem ile arkın tutuşması sağlanır. Arkın daha kolay ve etkin bir biçimde tutuşmasını sağlayan bazı tertibatlar üretici tarafından makine üzerine monte edilmiş olabildiği gibi, bunlar sonradan kullanıcı tarafından da elde edilerek makinelere eklenebilir. Uygulamada arkın tutuşmasını önleyen en önemli etken; durup kalkmalarda tel elektrodun uç kısmında ergimiş ve küre biçiminde katılaşmış curuf oluşmasıdır; bu curuf yeterli derecede iletken olmadığından arkın tutuşmasına engel olur. Günümüz endüstrisinde tozaltı ark kaynak tekniğinde arkın tutuşmasını sağlamak için çeşitli yöntem ve düzenekler geliştirilmiştir.

69
Elektrod ucunun sivriltilmesi ile arkın başlatılması:
Kaynak elektrodunun ucu sivriltilerek iş parçası ile temas ettiğinde bu noktadaki akım yoğunluğu çok yüksek olduğundan ark kolay oluşur. Çelikyünü ile arkın başlatılması: 10-12 mm çapında çelik yünden (bulaşık teli) yapılmış ufak kürecikler elektrod ucu ile iş parçası arasına yerleştirilir. Akım devresi kapanınca akım bu topu geçerek kürecik hemen ergir ve ark oluşur. Sürtme ile arkın başlatılması: Tel elektrodun ucu iş parçasına değecek kadar indirilir ve bu arada kaynak işlemi hareket mekanizması hareketlendirilir ve hemen kaynak akımı devreye verilir. İş parçası ve elektrod ucu arasındaki hareket nedeni ile elektrodun ucu parçaya sürtünür ve devre kapandığında ark oluşur. Özel tel sürme tertibatı ile arkın oluşturulması: Bu sistemde özelolarak geliştirilmiş bir tel sürme tertibatına gerek vardır. Tel sürme tertibatı, teli iş parçasına değecek kadar ilerletir ve bu anda kaynak akım devresi kapanır. Kısa devreden kumanda alan tel, ergimeye başlamadan tel sürme tertibatı, teli hafifçe geri çeker ve ark oluşur. Bundan sonra tel sürme tekrar normal işlevini sürdürmeye devam eder.
 yapılmış ufak kürecikler elektrod ucu ile iş parçası arasına yerleştirilir. Akım devresi kapanınca akım bu topu geçerek kürecik hemen ergir ve ark oluşur. Sürtme ile arkın başlatılması: Tel elektrodun ucu iş parçasına değecek kadar indirilir ve bu arada kaynak işlemi hareket mekanizması hareketlendirilir ve hemen kaynak akımı devreye verilir. İş parçası ve elektrod ucu arasındaki hareket nedeni ile elektrodun ucu parçaya sürtünür ve devre kapandığında ark oluşur. Özel tel sürme tertibatı ile arkın oluşturulması: Bu sistemde özelolarak geliştirilmiş bir tel sürme tertibatına gerek vardır. Tel sürme tertibatı, teli iş parçasına değecek kadar ilerletir ve bu anda kaynak akım devresi kapanır. Kısa devreden kumanda alan tel, ergimeye başlamadan tel sürme tertibatı, teli hafifçe geri çeker ve ark oluşur. Bundan sonra tel sürme tekrar normal işlevini sürdürmeye devam eder.")
70
Yüksek frekans jeneratörü yardımı ile arkın başlatılması:
Bu yöntemde TlG kaynak yönteminde olduğu gibi, kaynağa başlandığında otomatik olarak bir yüksek frekans akımı devreye girer ve kaynak arkı oluşunca yüksek frekans akımı devreden çıkar. Sabit gerilimli akım üreteci halinde arkın başlatılması: 600 A akım şiddeti ve 3,2 mm tel çapının altındaki çalışma koşullan için önerilen sabit gerilimli akım üreteçleri ve yatay karakteristikli kaynak makinesi ile arkın başlaması hiç problem oluşturmaz. Yüksek akım şiddeti ve kalın tel elektrodlar durumunda uygulamada kullanılan sabit akım karakteristikli akım üreteçleri özellikle arkın tutuşmasında bazı durumlarda, yani kaynağın başlangıcında problem çıkarmaktadır. Tel sürme tertibatının komutlara cevap süresinin daha uzun olması dikişte daha fazla elektrod ergimesini ve sonuçta dikişin geniş oluşmasını sağlamaktadır.

72
Tozun ve İlave Telin Kaynak Bölgesine Gönderilmesi:
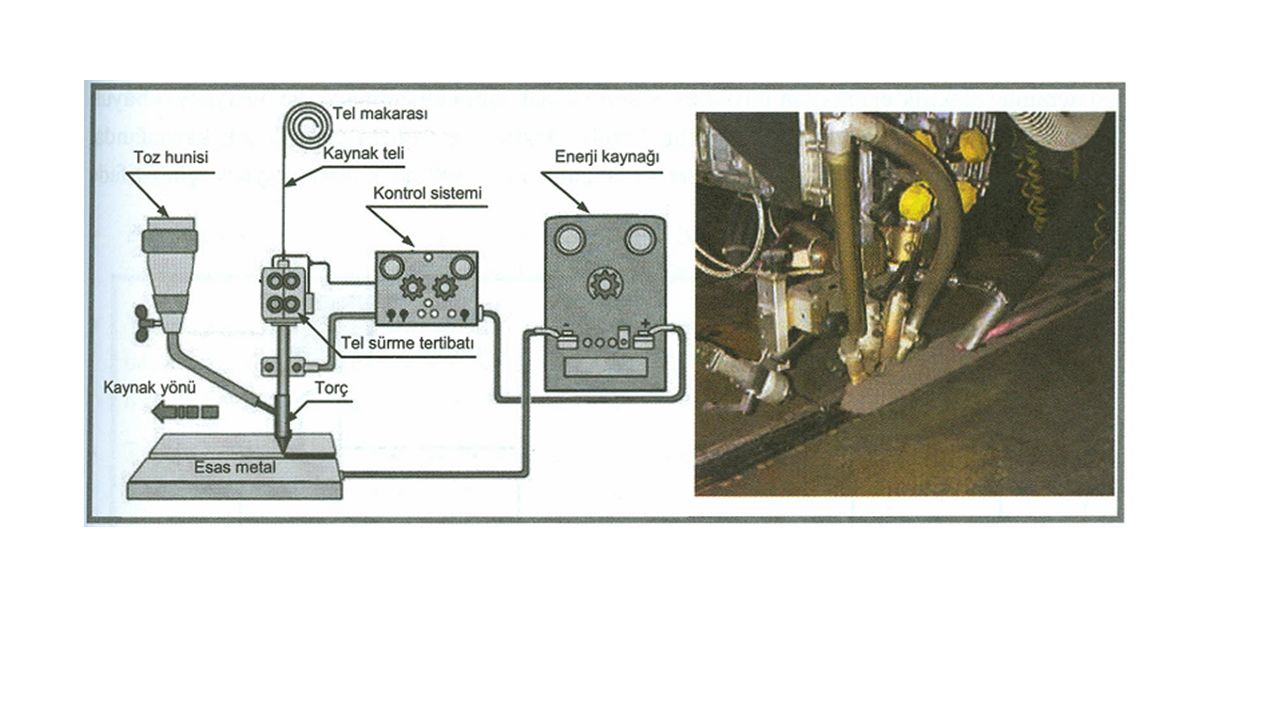
Tozaltı kaynağı otomatik ya da yarı otomatik kaynak makineleri ile yapılır. Her iki uygulamada elektrot ve toz, tel ve toz verme sisteminden kaynak bölgesine otomatik olarak gönderilerek, kaynak yapılır. Kaynağın hızı çevre faktörleri göz önünde bulundurularak kaynakçı tarafından ayarlanır.

73
Tozaltı ark kaynağı otomatik ve yan-otomatik olmak üzere iki şekilde uygulanır.
Tozaltı ark kaynak yönteminde, tek elektrodla kaynak yöntemlerinin yanında ,birbirinden ayrı akım taşıyan iki tel elektrodla (Tandem sistemleri, iki elektrod paralelolarak bir akım memesi içerisinden ortak bir tel sürme makarası tarafından iletilerek (Paralel tozaltı kaynak usulü), kaynak arkı birbirine seri olarak bağlanmış iki elektrod arasında (Seri tozaltı kaynak usulü) ve tel elektrod yerine bant şeklinde elektrodlar kullanılarak (Bant elektrodla tozaltı ark kaynağı) yöntem daha etkin bir biçimde kullanılabilir.
, kaynak arkı birbirine seri olarak bağlanmış iki elektrod arasında (Seri tozaltı kaynak usulü) ve tel elektrod yerine bant şeklinde elektrodlar kullanılarak (Bant elektrodla tozaltı ark kaynağı) yöntem daha etkin bir biçimde kullanılabilir.")
74
Tandem tozaltı kaynak yöntemi: Birbirini izleyen ve aynı yörüngede hareket eden iki elektrod ile yapılan bir tozaltı kaynak yöntemidir. Bu yöntem bilhassa payplaynların (boru hattı, boru yolu) kaynak edilmesinde kullanılır. Bu yöntemin sağladığı avantajlar şunlardır: a) Yüksek kaynak hızlan elde edilir. b) Ekonomiktir. c) Çatlamaya karşı emniyetlidir. d) Gözenek teşekkülü nadirdir. e) Yüksek kaliteli dikişler elde edilir
 kaynak edilmesinde kullanılır. Bu yöntemin sağladığı avantajlar şunlardır: a) Yüksek kaynak hızlan elde edilir. b) Ekonomiktir. c) Çatlamaya karşı emniyetlidir. d) Gözenek teşekkülü nadirdir. e) Yüksek kaliteli dikişler elde edilir.")
75
(a) Tek elektrodlu (single wire) ve (b) tandem (tandem) tozaltı ark kaynak yöntemleri.
 Tek elektrodlu (single wire) ve (b) tandem (tandem) tozaltı ark kaynak yöntemleri.")
76
Paralel tozaltı kaynak yöntemi:
Lincoln firması tarafından geliştirilen bu yöntemde iki tel aynı hizada kaynak dikişine dik bir düzlemdedir ve aynı kafaya bağlıdırlar, beraberce hareket ederler. Bu yöntemin sağladığı avantajlar şunlardır: Nüfuziyet kontrol altına alınabilir. Kaynak banyosunun parçayı delip, akma tehlikesi yoktur. İki parça arasında köprü kurabilme sının daha yüksektir. İki parça arasındaki aralık 1,5mm'ye kadar çıkabilir. Dikiş yüksekliği ve nüfuziyet oranını değiştirme olasılığı vardır. Bu husus dolgu kaynaklarında büyük öneme sahiptir.

77
(a) Paralel iki elektrodlu ve (b) tandem, iki elektrodlu tozaltı ark kaynak yöntemleri.
 Paralel iki elektrodlu ve (b) tandem, iki elektrodlu tozaltı ark kaynak yöntemleri.")
78
Bu yöntemin sağladığı avantajlar ise şunlardır:
Seri kaynak yöntemi: Union Carbide firması tarafından gerçekleştirilen bu yöntemde nüfuziyet çok az miktarda olur. Yöntemde esas metal ile kaynak telinin karışım oranlarının kontrolü mümkün olmaktadır. Bu özelliğinden dolayı doldurma ve sert metalle yüzey kaplama işlerinde yoğun bir şekilde kullanılır. Yöntemin adından da anlaşıldığı üzere, arklar seri bağlanmış olup, iki ayrı kaynak kafası kullanılır. Akım üretecinin her bir ucu bir elektroda bağlanmıştır ve parçada ayrıca bir bağlantı yoktur. Böylece iki elektrot arasında meydana gelen arkın etkisiyle parçadaki ergime çok az olur. Bu yöntemin sağladığı avantajlar ise şunlardır: Tek telle yapılan kaynağa nazaran, ergime gücü daha yüksektir. Toz sarfiyatı azdır. Giriş (nüfuziyet) az olduğundan, ince sacIarın ve kaplı sacIarın kaynağı için uygundur
 az olduğundan, ince sacIarın ve kaplı sacIarın kaynağı için uygundur.")
79
Band elektrodla tozaltı kaynak yöntemi:
Bu yöntemde tel halindeki elektrodun yerini band halinde bir şerit elektrod almıştır. Band elektrodla yapılan kaynakta, tel elektrodlar yapılan kaynakta olduğu gibi aynı fiziksel ve metalürjik olaylar meydana gelir. Bant elektrodlar genellikle dikdörtgen kesitlidirler ve ark bütün elektrod kesitinde oluşur. Elektrodun hareketi enine, boyuna ve çapraz (diagonal) biçimde olabilir. Band elektrodla yapılan tozaltı kaynağının başlıca özelliklerini şöyle sıralamak mümkündür. Ergime gücü yüksektir. Nüfuziyet nispeti azdır. Kaynak dikişi gözenek bakımından yüksek bir emniyete sahiptir. Yüksek bir ekonomi sağlanır.
 biçimde olabilir. Band elektrodla yapılan tozaltı kaynağının başlıca özelliklerini şöyle sıralamak mümkündür. Ergime gücü yüksektir. Nüfuziyet nispeti azdır. Kaynak dikişi gözenek bakımından yüksek bir emniyete sahiptir. Yüksek bir ekonomi sağlanır.")
80
Kızgın tel yöntemi: Tandem kaynak yönteminin bir alternatifidir. Burada tellerden bir tanesi elektrik direnci ile ısıtılarak kaynak banyosuna sevk edilir ve bu şekilde elektrik enerjisinden tasarruf sağlanır. Demir tozu ilavesi ile tozaltı kaynağında sabit kaynak parametrelerinde kaynak depozitosu büyük ölçüde arttırılabilir. Ayrıca, depozito oranını arttırmak için, dışarıdan ilave bir sistemle soğuk tel elektrod veya önceden ısıtılmış sıcak tel elektrod kaynak bölgesine gönderilebilir.

81
(a) Demir tozu ilavesiyle, (b) soğuk elektrodla, (c) sıcak elektrodla ve (d) bant elektrodla tozaltı ark kaynak yöntemlerin
 Demir tozu ilavesiyle, (b) soğuk elektrodla, (c) sıcak elektrodla ve (d) bant elektrodla tozaltı ark kaynak yöntemlerin")
Benzer bir sunumlar
















 tarafından gerçekleştirilir. Bunlar elektron.>")


