Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
MÜHENDİSLİK MALZEMELERİ
KOROZYON

2
TANIMI Geleneksel anlamda korozyon metal ve alaşımlarının çevreleri ile kimyasal ve elektrokimyasal reaksiyonları sonucu bozulmalarını tanımlamak için kullanılmaktadır. Ancak yeni bulgular metal olmayan malzemelerin de çevresel koşullardan benzer biçimde etkilendiklerini ortaya koymaktadır. Dilimizde kesinlikle yerleşmemiş olmakla beraber paslanma deyimini demir ve demir cinsinden olan malzemelerin (çelik ve dökme demirler) korozyonu, pas deyimini de aynı tür malzemelerden kaynaklanan korozyon ürünü anlamında kullanabilmektedir. En geniş kapsamı ile korozyon: malzemede ortamın etkisi sonucu özelliklerinde meydana gelen olumsuz yöndeki değişiklikler olarak kabul edilebilir. Ortamın kimyasal ve elektro-kimyasal etkilerinden dolayı metalik malzemenin bileşiminde, yapısında ve özelliklerinde görülen bozulmadır.
 korozyonu, pas deyimini de aynı tür malzemelerden kaynaklanan korozyon ürünü anlamında kullanabilmektedir. En geniş kapsamı ile korozyon: malzemede ortamın etkisi sonucu özelliklerinde meydana gelen olumsuz yöndeki değişiklikler olarak kabul edilebilir. Ortamın kimyasal ve elektro-kimyasal etkilerinden dolayı metalik malzemenin bileşiminde, yapısında ve özelliklerinde görülen bozulmadır.")
3
– Malzeme kaybına neden olur.
– Mekanik özelliklerin kaybına neden olur.

4
KOROZYONUN SOSYO-EKONOMİK ÖNEMİ
Korozyonun doğrudan ve dolaylı olarak yol açtığı kayıplar, korozyonun önemini belirleyen en önemli göstergedir. Doğrudan kayıpların en önde geleni, korozyona karşı verilen mücadelede başvurulan önlemlerdir. Korozyona dayanıklı malzemeler, yüzey kaplamaları, saldırgan ortamlara yapılan ilaveler ve görevini yapamayacak derecede bozulmuş parçaların yenileri ile değiştirilmeleri bir anlamda korozyonun maliyetini oluşturmaktadır. A.B.D.'de korozyonun yıllık maliyeti 8 milyar dolar olarak tahmin edilmektedir. Sanayileşmiş bir ülkede milli gelirin yaklaşık % 5’inin korozyon reaksiyonlarının bir sonucu olarak malzeme kayıpları, bakım-değiştirme ve önleme tedbirlerine harcandığı tahmin edilmektedir. Korozyondan korunma her şeyden önce insan hayatı için çok önemli bir tedbirdir. Korozyon sınırlı olan metal kaynaklarının israfına yol açar. Genellikle bir ülkede yıllık üretilen metalin %13-16’sı bir daha kazanılmamak üzere kaybolur.

5
Kaybedilen her kilo metal aynı zamanda enerji ve işçilik kaybıdır.
Gittikçe kalabalıklaşan dünyada en büyük kirleticiler metal artıkları ve korozyon ürünleridir. Korozyon kayıpları direkt ve dolaylı olmak üzere iki gurupta toplanabilir. Direkt kayıplar 1. Yatırım masrafları. Devamlı çalışan tesislerde korozyon nedeni ile durmalara karşı daha fazla malzeme kullanılması. 2. Korozyon nedeni ile sistemde bozulan pompa v.s. Yerine yedeklerinin devamlı hazır bekletilmesi. 3. Kontrol masrafları, bakım ve tamir masrafları, korozyon kontrolü (boyama, kaplama) 4. Tasarım masrafları, korozyona dayanıklı daha pahalı malzeme kullanma. Özel işlemler (gerilme giderme tavı v.b.) Dolaylı kayıplar 2.1.Tesisin durması Üretimden kayıp 2.3.Ürün kirlenmesi Yedek malzeme stoklama zorunluluğu
 4. Tasarım masrafları, korozyona dayanıklı daha pahalı malzeme kullanma. Özel işlemler (gerilme giderme tavı v.b.) Dolaylı kayıplar. 2.1.Tesisin durması 2.2.Üretimden kayıp. 2.3.Ürün kirlenmesi 2.4.Yedek malzeme stoklama zorunluluğu.")
6
Korozyon hasarı oluşması için korozif bir ortam ve yeterli süre söz konusudur.
• İki katagoride incelenir: – Kimyasal korozyon – Elektro kimyasal korozyon Kimyasal korozyon metal ve alaşımların gaz ortamlar içerisinde oksitlemesidir (kuru korozyon). Elektrokimyasal korozyon ise sulu ortamlarda görülür. Gerçekte iki korozyon türünde mekanizması elektrokimyasaldır. Kimyasal korozyonun, nemli veya ıslak ortamın bulunamayacağı yüksekçe sıcaklarda, yani kuru ortamda oluşan korozyon olduğunu belirtmek gerekir. Hava veya diğer gaz ortamda olan bir korozyon türüdür. En yaygın örneği, yüksek sıcaklıklarda demir ve çelik malzemelerin yüzeyinde oluşan oksit (tufal) tabakalarıdır. Demir ve çelik malzemelerin paslanması ise bir ıslak korozyon türüdür, oluş mekanizması elektro kimyasal tabiatlıdır.
. Elektrokimyasal korozyon ise sulu ortamlarda görülür. Gerçekte iki korozyon türünde mekanizması elektrokimyasaldır. Kimyasal korozyonun, nemli veya ıslak ortamın bulunamayacağı yüksekçe sıcaklarda, yani kuru ortamda oluşan korozyon olduğunu belirtmek gerekir. Hava veya diğer gaz ortamda olan bir korozyon türüdür. En yaygın örneği, yüksek sıcaklıklarda demir ve çelik malzemelerin yüzeyinde oluşan oksit (tufal) tabakalarıdır. Demir ve çelik malzemelerin paslanması ise bir ıslak korozyon türüdür, oluş mekanizması elektro kimyasal tabiatlıdır.")
7
Kimyasal Korozyon • Malzemenin bulunduğu ortamda elektrik iletiminin söz konusu olmadığı sadece kimyasal etkiden dolayı korozyonun gerçekleşmesi durumudur. – Oksitlenme (Kuru gaz ortamında) – Elektrolitik özelliği bulunmayan sıvılarda çözünme, vs. Metallerin Oksitlenmesi ( Oksidasyon ) • Oksijenle temas eden metallerin yüzeylerinde oluşan reaksiyonlarda oksit tabakası meydana gelir.
 – Elektrolitik özelliği bulunmayan sıvılarda çözünme, vs. Metallerin Oksitlenmesi ( Oksidasyon ) • Oksijenle temas eden metallerin yüzeylerinde oluşan reaksiyonlarda oksit tabakası meydana gelir.")
8
Element Fakirleşmesi • Kimyasal korozyonun diğer bir şeklidir. • Metallerin korozif sıvıların içerisinde çözünmesi şeklinde gerçekleşir. • Bazı metaller için problem teşkil eder – Çinkosuzlaşma: %15 ten fazla Zn içeren pirinçte Zn sıcak sıvı içerisinde çözünerek uzaklaşır. Geriye Cu’ca zengin süngerimsi pirinç kalır. – Dökme demirde demir kaybı: Fe, ıslak kum veya suda çözünerek uzaklaşır. Geriye birbiriyle irtibatı kalmayan grafit lamelleri kalır. Süngerimsi demir, dayanım açısından zayıflar. • Korunma (diğer türlere göre zor olmakla birlikte); (a) Ortam sıcaklığının düşürülmesi, (b) kaplama ve (c) ortamla temasın kesilmesidir.
; (a) Ortam sıcaklığının düşürülmesi, (b) kaplama ve. (c) ortamla temasın kesilmesidir.")
9
Elektro-kimyasal korozyon
Bu tür korozyon, elektrolit ortamda gerçekleşir; elektro kimyasal pil oluşumu ile anot konumuna gelen malzemede meydana gelen malzeme kaybı şeklinde olur. Anot: Elektron ve iyon kaybıyla diğer bir değişle malzeme kaybı ile korozyona uğrayan eleman Katot: Elektron alan ve korozyona uğramayan eleman Elektron almaya indirgeme deniliyor. Fiziksel temas: Anot ile katot arasında elektriksel teması sağlayan eleman Elektrolit: İçerisinde anot ve katodu beraberce bulunduran ve elektrik iletim özelliği olan sıvı eleman (ortam)
")
10
• Anottaki oksitlenme reaksiyonunun tersi olarak katotta bir redükleme reaksiyonu meydana gelir.
• Anodik reaksiyon sonrası elektrolite karışan veya dışarıdan ilave edilen metal iyonları temas elamanından sağlanan elektronlarla katodun üzerinde birleşerek iyonların tekrar metale dönüşmesi ve katodun üzerinde birikmesine neden olur. • Oluşan hidroksit iyonları katot üzerinde demir hidroksit (Fe(OH)2) ve pasın birikmesine neden olur. • Bu durum, katotta biriken metal hidroksitler reaksiyonun yavaşlamasına yani POLARİZASYONA sebep olabilir. • Katotta izolasyonun bozulması ve reaksiyonu devam etmesine DEPOLARİZASYON denir. • Polarizasyon: Pil oluşumuna neden olan reaksiyonları yavaşlatan veya durduran olaylardır.
2) ve pasın birikmesine neden olur. • Bu durum, katotta biriken metal hidroksitler reaksiyonun yavaşlamasına yani POLARİZASYONA sebep olabilir. • Katotta izolasyonun bozulması ve reaksiyonu devam etmesine DEPOLARİZASYON denir. • Polarizasyon: Pil oluşumuna neden olan reaksiyonları yavaşlatan veya durduran olaylardır.")
11
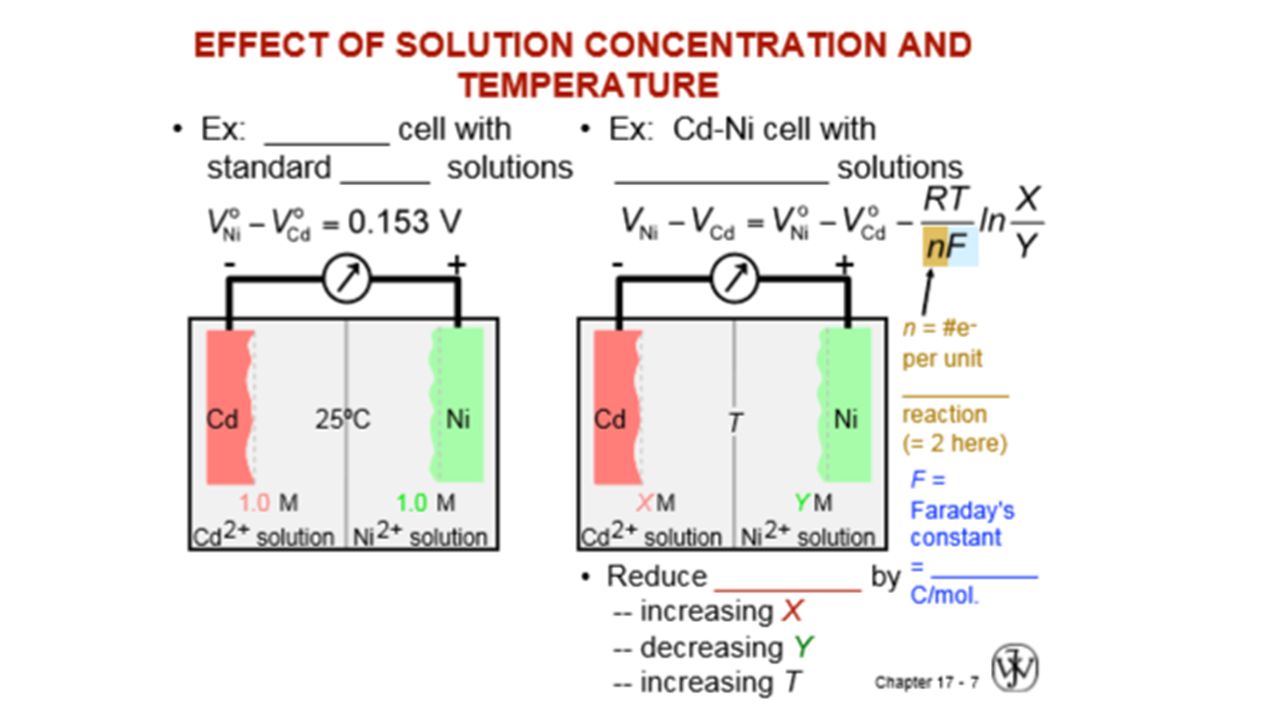
• Metallerin hidrojenin elektrot olma durumlarında anotlaşma ve katotlaşma eğilimini veren verilere ELEKTROMOTOR SERİ adı verilir. ELEKTROMOTOR SERİ idealize yani 25 santigrad dercede gibi, sıcaklığın veya çözelti konsantrasyonunun değişmediği, saf metal yerine alaşımlı metal olmaması durumlarında tablo değerlendirmesi geçerlidir. Bazen bu durum yukarıdaki koşulların değişimi ile değişebilir.

13
GALVANİK SERİ önceden belirlenmiş bir ortamda (örneğin tuzlu su olarak deniz suyu) alaşımların birbirlerine karşı gösterdikleri anotlaşma eğilimlerinin sıralanması ile elde edilir. • Korozif bir ortamda birbirleri ile temas eden metallerin hangisinin diğerine göre anot hangisinin katot olacağı bu veriler yardımıyla belirlenebilir. Tabloda yer alan pasif tanımı Al ve Cr gibi kuvvetli oksit yapıcı ortamlarda oluşturdukları homojen, ince ve yüzeye sıkı şekilde tutulmuş oksit tabakasının korozyonun içeri ilerlemesine engel olacağını belirtmek için kullanılmaktadır. Bu davranışa PASİFLEŞME denir. Koruyucu tabakanın herhangi bir nedenle parçalanması ile oksit tabakası beklenenden daha hızlı ilerler. Bu duruma AKTİFLEŞME adı verilir.

14
Korozyon Hızı Kimyasal reaksiyonun bir sonucu olarak korozyon hızı veya malzeme kaybı hızı önemlidir. Bu olay, korozyon ilerleme hızı ( KİH ) veya birim zamanda malzemede kalınlık kaybı olarak ifade edilir. KİH = (K x W) / (ρ x A x t) Burada, W korozyona maruz kalınan t süresi sonrası oluşan ağırlık kaybı, ρ yoğonluk ve A korozyona uğrayan yüzey alanıdır. K = 87,6 mm/yıl bir sabit sayıdır. Korozyon Hızı Tahmini Kitapta sayfa 689 ve 690 daki örnek problem incelenmelidir.
 veya birim zamanda malzemede kalınlık kaybı olarak ifade edilir. KİH = (K x W) / (ρ x A x t) Burada, W korozyona maruz kalınan t süresi sonrası oluşan ağırlık kaybı, ρ yoğonluk ve A korozyona uğrayan yüzey alanıdır. K = 87,6 mm/yıl bir sabit sayıdır. Korozyon Hızı Tahmini. Kitapta sayfa 689 ve 690 daki örnek problem incelenmelidir.")
15
Korozyon çeşitleri Çevresel etkiler
Korozyon ortamındaki malzeme ile doğrudan temas halinde bulunan akışkanın hızı, sıcaklığı ve bileşimi gibi değişkenler malzemenin korozyon özellikleri üzerinde belirgin bir etkiye sahiptir. Akışkan hızı artışı sıklıkla korozyon hızını artırır. Artan sıcaklıkla kimyasal reaksiyonların çoğu hızı artırır. Çoğunlukla korozif kimyasal maddenin konsantrasyonunu artırmak hızı artırır, ancak pasifleşme kabiliyetli malzemelerde hızı yavaşlatır. Soğuk deformasyon uygulanmış metalin korozyon direnci azalır. Örneğin çivinin başı soğuk dövmedir. Bu kısım ana gövdeye göre anodiktir. Bu bölgenin korozyona uğrama ihtimali değerlendirilmelidir. Korozyon çeşitleri Üniform ( homojen ) korozyon En yaygın korozyon türüdür. Uzun süreler için hesaplanan ortalama korozyon hızının her yerde aynı olduğu kabul edilebilir.
 korozyon. En yaygın korozyon türüdür. Uzun süreler için hesaplanan ortalama korozyon hızının her yerde aynı olduğu kabul edilebilir.")
16
Eşit dağılımın başlıca kaynağı anodik ve katodik çevrelerin sürekli olarak yer değiştirmeleridir. Homojen dağılımlı korozyonun yararlı bir işlem olarak değerlendirildiği haller de vardır. Örneğin, sıcak haddeleme sonucu çeliğin yüzeyini kaplayan oksit tabakalarının uzaklaştırılmasında yararlanılan kimyasal işlemlerdir (dekapaj işlemi). En yaygın korozyon türü olarak, homojen dağılımlı korozyonun yol açtığı metal kaybı diğer korozyon türlerine oranla çok yüksektir. Genel olarak demir ve çeliğin paslanması, gümüşün kararması en bilinen örneklerdir. Buna karşın en az korkulan korozyon türü olduğunu belirtmek gerekir. Çünkü homojen dağılımlı korozyonun hızlı basit laboratuvar deneyleriyle saptanabilir. Homojen dağılımlı korozyon farklı koruma yöntemleri uygulanarak başarı ile kontrol edilebilir. Yüzey kaplamaları, katodik koruma, korozyon hızını sınırlayıcı maddeler gibi. Başlıca önleme yöntemleri: Uygun malzeme seçimi veya kaplanması İnhibitörler (reaksiyon hızını yavaşlatıcılar) kullanmak Katodik koruma uygulamak.
. En yaygın korozyon türü olarak, homojen dağılımlı korozyonun yol açtığı metal kaybı diğer korozyon türlerine oranla çok yüksektir. Genel olarak demir ve çeliğin paslanması, gümüşün kararması en bilinen örneklerdir. Buna karşın en az korkulan korozyon türü olduğunu belirtmek gerekir. Çünkü homojen dağılımlı korozyonun hızlı basit laboratuvar deneyleriyle saptanabilir. Homojen dağılımlı korozyon farklı koruma yöntemleri uygulanarak başarı ile kontrol edilebilir. Yüzey kaplamaları, katodik koruma, korozyon hızını sınırlayıcı maddeler gibi. Başlıca önleme yöntemleri: Uygun malzeme seçimi veya kaplanması. İnhibitörler (reaksiyon hızını yavaşlatıcılar) kullanmak Katodik koruma uygulamak.")
17
Galvanik Korozyon Farklı malzemeler (Soyluluk sırası: Al, Fe ve Cu) yaş ortamlarda daha hızlı korozyona uğrarlar. Yani birbiriyle temas halinde olan farklı türden malzemelerin aynı ortamda korozyona uğramasıdır. Al anot – Çelik katot / Çelik anot – Cu katot Galvanik korozyonu azaltma; Galvanik seride birbirine yakın metaller kullanılsın. Anot alanı mümkün olduğunca büyük seçilir. Elektriksel olarak izole edilebilir. Katodik koruma yöntemi kullanılır. (Üçüncü bir anodik metal elektriksel olarak bağlamanır.)
")
18
Aralık Korozyonu Makine parçalarının montajında kesinlikle yok edilemeyen dar bölgeler ve aralıklar içerisinde başlar. Cıvata yerine kaynak kullanmak sorunu çözer. Aynı şekilde pas altında kalan kısmı boyalı olan kısmına göre, cıvata başları ve somunları altında kalan kısımları, metallerin birbirlerine bakan kısımları anodik karakter göstererek daha çabuk korozyona uğrarlar (paslanırlar). • Bu tür korozyona ARALIK KOROZYONU (crevice corrosion) denir.
. • Bu tür korozyona ARALIK KOROZYONU (crevice corrosion) denir.")
19
Çukurcuk ( Oyuklama ) Korozyonu
Metal yüzeyinde çok küçük bir bölgede çukur oluşarak meydana gelir. Metal kaybı azdır, fakat kısa zamanda malzeme kullanılmaz hale gelir.

20
Taneler Arası Korozyon
• Ostenitik paslanmaz çeliklerde γ içersindeki bir kısım Cr’un C tarafından bağlanması ile krom karbürler oluşur ve bu krom karbürler tane sınırlarında çökelir. • Cr’ca zengin olan tane içi γ ile Cr’ca fakir olan taneler arasındaki γ, galvanik pil oluşturur ve taneler arası kısım anodik davranır ve böylece korozyona uğrar. Bu durumu engellemek için C a ilgisi Cr dan daha fazla olan Ti, Nb gibi elementler eklenir. Bu işleme stabilizasyon adı verilir.

21
Seçimli ( Tercihli çözünme ) Korozyon
Alaşımlarda belirli bir metal veya faz üzerinde yoğunlaşarak öncelikle çözünmelerini sağlayan korozyon türüdür. Bakır – Çinko alaşımı pirinçte çinkonun azaltılması işlemi seçimli korozyona örnektir. Çinkosuzlaşma ile renkte değişiyor.

22
Erozyon Korozyonu Malzeme yüzeyi ile ortam arasındaki bağıl hızın yüksek değerlere ulaştığı sistemlerde görülen korozyondur. Korozif çözeltilerin metal yüzeyinden hızla akması halinde korozyonun yanında erozyon oluşur. Buradaki en önemli faktör akışkan hızıdır.

23
GERİLMELİ KOROZYON Korozif ortamda uygulanan statik çekme gerilmeleri (akma gerilmelerinin çok altında olsa bile) korozyonu hızlandırır. Bu olaya GERİLMELİ KOROZYON (stress corrosion) adı verilir. Gerilme ile korozyonun aynı zamanda malzemeye etkidiği korozyon türüdür. Metalde bulunan dış ve iç gerilmeler, herhangi bir şekilde ortaya çıkan çatlak başlangıcını korozif ortamda hızla daha büyük çatlak oluşumuna, yani çatlağın ilerlemesine götürür ve sonunda malzeme kırılır. Gerilmeler altında ve korozyon takviyeli gerçekleşen bu tür kırılmaların çatlağı genelde tane sınırlarını takip etmez. Çevrimsel gerilmeler olduğu durumda ise KOROZYONLU YORULMA hasarı söz konusu olur. • Bu durumlarda tane sınırlarının sürekli çözünmesi ile çatlak boyu artar. Kritik bir değere erişince ani kırılma meydana gelir. Filiform Korozyon Kaplama altı korozyonudur.
 korozyonu hızlandırır. Bu olaya GERİLMELİ KOROZYON (stress corrosion) adı verilir. Gerilme ile korozyonun aynı zamanda malzemeye etkidiği korozyon türüdür. Metalde bulunan dış ve iç gerilmeler, herhangi bir şekilde ortaya çıkan çatlak başlangıcını korozif ortamda hızla daha büyük çatlak oluşumuna, yani çatlağın ilerlemesine götürür ve sonunda malzeme kırılır. Gerilmeler altında ve korozyon takviyeli gerçekleşen bu tür kırılmaların çatlağı genelde tane sınırlarını takip etmez. Çevrimsel gerilmeler olduğu durumda ise KOROZYONLU YORULMA hasarı söz konusu olur. • Bu durumlarda tane sınırlarının sürekli çözünmesi ile çatlak boyu artar. Kritik bir değere erişince ani kırılma meydana gelir. Filiform Korozyon. Kaplama altı korozyonudur.")
24
Korozyondan korunma yöntemleri
KOROZİF ORTAMLAR Başlıca korozif ortamlar; Atmosfer, Sulu çözeltiler, Toprak, Asitler, Bazlar, İnorganik çözücüler, Erimiş tuzlar, Sıvı metaller ve İnsan vücudur. Korozyondan korunma yöntemleri Uygun Tasarım • Galvanik hücre oluşumunu engellemek • Anot alanını katottan büyük yapmak • Sıvı sistemlerde daha çok kapalı havuz yapmak • Monte edilen ve bağlanan parçalarda aralık oluşumundan kaçmak 2. Uygun Malzeme Seçimi 3. İnhibitör Uygulamaları 4. Katodik Korumalar 5. Anodik Koruma ve pasifleşme

25
Uygun tasarım Mümkün olduğunca tek tip metalin kullanılması fiziksel (ısıl genleşme, elastisite modülü gibi) ve kimyasal (galvanik pil oluşumu gibi) problemleri azaltır. Konstrüktif olarak aralıkların yok edilmesi, farklı metaller kullanılması zorunluğu olması halinde bunların birbirlerine karşı yalıtılması, kavitasyonu ve diğer aşınmaları önleyici uygulamalar, gerilmeli korozyon nedeni olabilecek çekme gerilmeleri ve asitli ortam yönünden alınabilecek önlemler tasarım aşamasında etkili olarak gerçekleştirilebilir. (boyama, plastik veya seramik kaplama vs.) Önlenemeyen korozyonun daha tasarımdayken malzeme kalınlığına verilecek bir korozyon payı gibi ilaveyle düşünülmesi yine bu aşamada yapılır. Katodik veya anodik koruma gerektiren durumlarda gerekli bağlantı yerleri bu aşamada ön görülmelidir. Metallerde aralık bırakılmadan birleştirilmesi (Perçin, cıvata, vs).
 ve kimyasal (galvanik pil oluşumu gibi) problemleri azaltır. Konstrüktif olarak aralıkların yok edilmesi, farklı metaller kullanılması zorunluğu olması halinde bunların birbirlerine karşı yalıtılması, kavitasyonu ve diğer aşınmaları önleyici uygulamalar, gerilmeli korozyon nedeni olabilecek çekme gerilmeleri ve asitli ortam yönünden alınabilecek önlemler tasarım aşamasında etkili olarak gerçekleştirilebilir. (boyama, plastik veya seramik kaplama vs.) Önlenemeyen korozyonun daha tasarımdayken malzeme kalınlığına verilecek bir korozyon payı gibi ilaveyle düşünülmesi yine bu aşamada yapılır. Katodik veya anodik koruma gerektiren durumlarda gerekli bağlantı yerleri bu aşamada ön görülmelidir. Metallerde aralık bırakılmadan birleştirilmesi (Perçin, cıvata, vs).")
26
Uygun malzeme seçimi ve uygun ısıl işlem:
Homojen, saf ve tek fazlı metaller seçilebilir. b) Kimyasal bileşim farkına sebep olan segregasyonları yok etmek amacıyla HOMOJENLEŞTİRME” tavı yapılabilir. c) Farklı oranlarda soğuk şekil değiştirmiş yapılar NORMALLEŞTİRME veya YENİDEN KRİSTALLEŞME tavına tabi tutulararak enerjisi farklı bölgeler ortadan kaldırılabilir. d) İç gerilmeler GERİLME GİDERME tavı ile kaldırılabilir. e) Ostenitik paslanmaz çeliğin korozyonunu engellemek için 1000 oC üzerine ısıtılıp krom karbürler çözülür ve ani olarak soğutulur veya Nb, Ti vs gibi Cr a göre C a ilgisi daha fazla olan alaşım elementleri katılarak krom karbür oluşumu engellenebilir. Anodik koruma: Malzeme yüzeyi daha önceden kuvvetli bir oksit tabakası ile kaplanarak pasifleşmesi sağlanır. Alüminyumlara ELOKSAL işlemi, çeliklerin oksitleyici ortamlarda menevişlenmesi, vs.
 Kimyasal bileşim farkına sebep olan segregasyonları yok etmek amacıyla HOMOJENLEŞTİRME tavı yapılabilir. c) Farklı oranlarda soğuk şekil değiştirmiş yapılar NORMALLEŞTİRME veya YENİDEN KRİSTALLEŞME tavına tabi tutulararak enerjisi farklı bölgeler ortadan kaldırılabilir. d) İç gerilmeler GERİLME GİDERME tavı ile kaldırılabilir. e) Ostenitik paslanmaz çeliğin korozyonunu engellemek için 1000 oC üzerine ısıtılıp krom karbürler çözülür ve ani olarak soğutulur veya Nb, Ti vs gibi Cr a göre C a ilgisi daha fazla olan alaşım elementleri katılarak krom karbür oluşumu engellenebilir. Anodik koruma: Malzeme yüzeyi daha önceden kuvvetli bir oksit tabakası ile kaplanarak pasifleşmesi sağlanır. Alüminyumlara ELOKSAL işlemi, çeliklerin oksitleyici ortamlarda menevişlenmesi, vs.")
27
İnhibitör ( Engelleyici ) Kullanımı
İnhibitör, elektrolite (ortam) karıştırılarak korozyonun önlenmesi veya azaltılması gerçekleştirilen katı veya sıvı maddelerdir. Yani, film veya kaplamalardır. Organik veya inorganik kökenli olabilirler. Ortamla metal arasında molekül kalınlığında bir nevi yalıtkan tabaka oluştururlar ve anotta iyon değişimini, katotta elektron değişimini engellerler. Metalin inhibitörlerce etkili olarak kapatılabilmesi için yüzeyinin metalik olarak temiz olması; pas, kir, yağ vs. gibi maddelerden arındırılmış olması şartı vardır. Her inhibitör, her metal ve her ortam için uygun değildir. İnhibitör oranı da korumada etkili bir parametredir.
 karıştırılarak korozyonun önlenmesi veya azaltılması gerçekleştirilen katı veya sıvı maddelerdir. Yani, film veya kaplamalardır. Organik veya inorganik kökenli olabilirler. Ortamla metal arasında molekül kalınlığında bir nevi yalıtkan tabaka oluştururlar ve anotta iyon değişimini, katotta elektron değişimini engellerler. Metalin inhibitörlerce etkili olarak kapatılabilmesi için yüzeyinin metalik olarak temiz olması; pas, kir, yağ vs. gibi maddelerden arındırılmış olması şartı vardır. Her inhibitör, her metal ve her ortam için uygun değildir. İnhibitör oranı da korumada etkili bir parametredir.")
28
Katodik Koruma -Kurban Anot: Metali korozyona karşı koruyabilmek için, onun katot yapılması yeterli olur. Anot için de onun işlevini görecek, fakat çözeltiye geçmesi, yani korozyona uğraması göze alınan bir diğer metal ön görülmek zorundadır. Bu kontrollü olarak gözden çıkarılan metallere (Zn, Mg, Al alaşımları) kurban anot adı uygun görülmüştür. Kurban anodun görevi, kendi iyonlarının çözeltiye geçmesiyle zenginleşen elektronlarını bir kablo üzerinden korunacak metale vermesi ve onun çözeltiye iyon vermemesini sağlaması şeklindedir. Kurban anot bizzat korozyona uğrayacağı ve tükeneceği için zamanla yenilenmesi ve takip edilmesi gereklidir.
 kurban anot adı uygun görülmüştür. Kurban anodun görevi, kendi iyonlarının çözeltiye geçmesiyle zenginleşen elektronlarını bir kablo üzerinden korunacak metale vermesi ve onun çözeltiye iyon vermemesini sağlaması şeklindedir. Kurban anot bizzat korozyona uğrayacağı ve tükeneceği için zamanla yenilenmesi ve takip edilmesi gereklidir.")
29
-Yabancı akım Kurban anottan katoda gelen elektronların bir doğru akım elektrik kaynağından temin edilmesi esasına dayanır. Bu durumda katot olarak devreye sokulan malzemeye yabancı akım kaynağı vasıtasıyla kontrollü olarak elektron (amper) verilir ve çözeltiye geçememesi sağlanır. Yabancı akım yöntemiyle katodik koruma işlemleri daha profesyonelcedir ve gelişmiş sanayilerde yaygın olarak uygulanır. Bütün yeraltı boru hatları (içme suyu şebekeleri, petrol ve doğal gaz boru hatları vs), toprak altı depolar ve diğer toprak ve denizaltı aparatlar hep bu yöntemle korunur. Bu iki katodik koruma yöntemi (aktif koruma) de, yüzeyleri boyanmış ve yalıtılmış metallere takviye olarak uygulanır (pasif koruma), yoksa akım gereksinimi (veya kurban anot gereksinimi) büyük boyutlara ulaşır ve çok pahalı olur.
 verilir ve çözeltiye geçememesi sağlanır. Yabancı akım yöntemiyle katodik koruma işlemleri daha profesyonelcedir ve gelişmiş sanayilerde yaygın olarak uygulanır. Bütün yeraltı boru hatları (içme suyu şebekeleri, petrol ve doğal gaz boru hatları vs), toprak altı depolar ve diğer toprak ve denizaltı aparatlar hep bu yöntemle korunur. Bu iki katodik koruma yöntemi (aktif koruma) de, yüzeyleri boyanmış ve yalıtılmış metallere takviye olarak uygulanır (pasif koruma), yoksa akım gereksinimi (veya kurban anot gereksinimi) büyük boyutlara ulaşır ve çok pahalı olur.")
Benzer bir sunumlar














 tarafından gerçekleştirilir. Bunlar elektron.>")




 Demir Üretimi>")