Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
Prof.Dr.Mehmet Tunç ÖZCAN
MAKİNE ELEMANLARI Prof.Dr.Mehmet Tunç ÖZCAN

2
CİVATA BAĞLANTILARI

3
CIVATA Cıvata sökülebilen bağlantı elemanıdır. Bağlama elemanları içerisinde en yaygın kullanılan makine elemandır. Bu nedenle de en fazla çeşidi bulunan makine elemanı olduğu da söylenebilir.

4
Cıvata: Üzerinde vida dişi bulunan silindirik bir gövde ve bu gövdeye bağlı cıvatayı tutup çevirmeye yarayan bir baş ve cıvatanın bağladığı parçaya temas ettiği bir oturma yüzeyinden oluşur.

5
Cıvata çizimi

6
Cıvata çizimi Elle Cıvata çizimi

7
Elle Cıvata çizimi

8
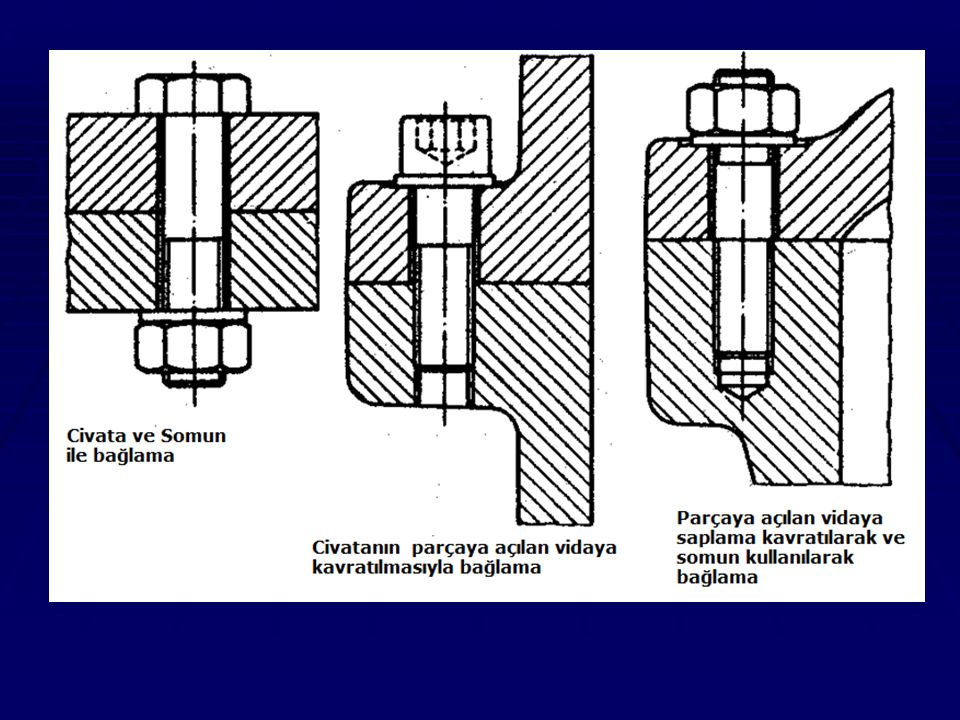
Cıvata bağlama görevini vida dişinin tamamen aynı özelliklerdeki bir başka vida dişi ile bir birini kavraması sonucu gerçekleştirir. Bu nedenle cıvata gövdesine açılan erkek vida ( silindirik dış yüzeye açılmış vida) ile somun veya makine gövdesi üzerindeki bir dişi vida ( silindirik iç yüzeye açılmış vida) bir birine kavratılarak ( vidalanarak) bağlama gerçekleşir.
 ile somun veya makine gövdesi üzerindeki bir dişi vida ( silindirik iç yüzeye açılmış vida) bir birine kavratılarak ( vidalanarak) bağlama gerçekleşir..")
9
Cıvatanın sağa doğru döndürülmesi ile sağlanan bağlama işlemi sola doğru döndürülerek çözülebilir. Kolayca çözülebilen ve çözüldüğünde bağladığı parçalara ve kendine zarar vermeyen bir bağlantı olduğu için cıvatalı bağlantılar sökülebilen bağlantı olarak adlandırılır.

11
Vida dişi silindirik bir yüzey üzerine açılmış helis izlerdir
Vida dişi silindirik bir yüzey üzerine açılmış helis izlerdir. Helis iz, bir üçgen ince tabakanın silindirik yüzey üzerine sarılması ile oluşur. Her bir çevre dolandığında eksenel ilerlemesine adım (p) (hatve) denir. Bu vidanın helis açısı () ile gösterilir. Helis açısı cıvatalara uygulanan vidalarda 5 den daha küçüktür. Çoğunlukla 3,5 değerlerindedir
 (hatve) denir. Bu vidanın helis açısı () ile gösterilir. Helis açısı cıvatalara uygulanan vidalarda 5 den daha küçüktür. Çoğunlukla 3,5 değerlerindedir.")
12
Vidalar helis izin kesit profiline göre adlandırılırlar.
1-Üçgen vidalar a)Withworth vidalar ( İngiliz ölçü sisteminde) 55 tepe açılı b)Metrik vidalar ( metrik ölçü sisteminde ) 60 tepe açılı 2-Yuvarlak vidalar 3-Trapez (yamuk) vidalar 4-Testere dişli vidalar.
Withworth vidalar ( İngiliz ölçü sisteminde) 55 tepe açılı. b)Metrik vidalar ( metrik ölçü sisteminde ) 60 tepe açılı. 2-Yuvarlak vidalar. 3-Trapez (yamuk) vidalar. 4-Testere dişli vidalar.")
13
Cıvatalarda ve çeşitli makine parçalarında uygulanan vida dişleri

14
Cıvatalarda uygulanan vida dişleri

17
Bağlama elemanlarında üçgen vidalar kullanılır.
Trapez ve testere dişli vidalar hareket vidalarıdır. Yuvarlak vidalar genellikle düşük mukavemetli malzemelerde ( cam, ahşap, deri ) uygulanır. Kirliliğin yüksek olduğu yerlerde sıkışmayan vida olarak kullanılır.
 uygulanır. Kirliliğin yüksek olduğu yerlerde sıkışmayan vida olarak kullanılır.")
18
Cıvatalar ayrıca baş şekillerine göre
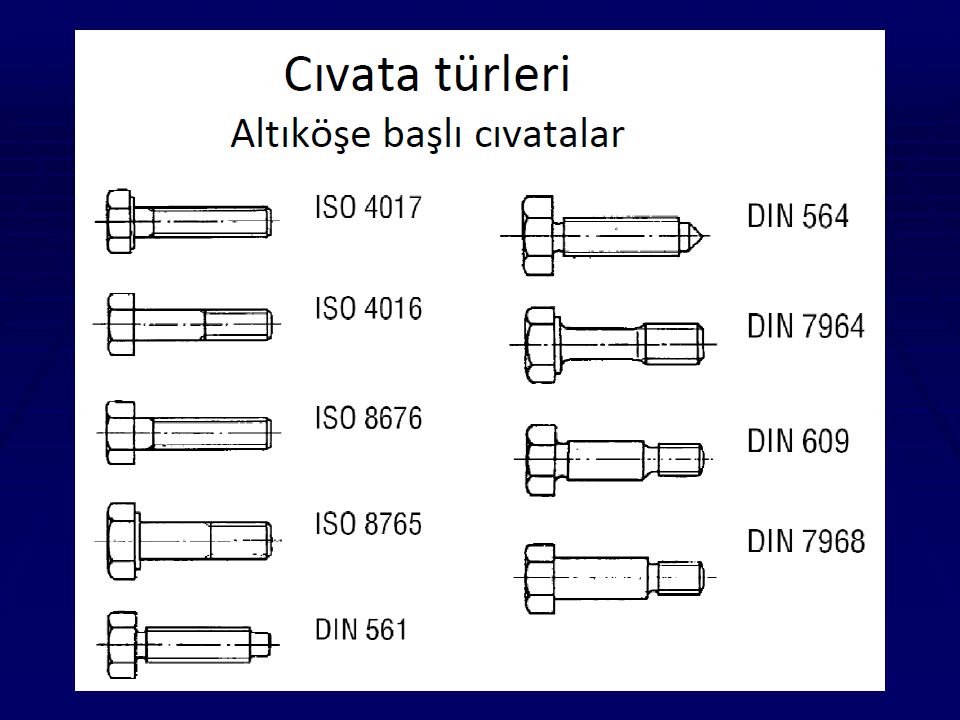
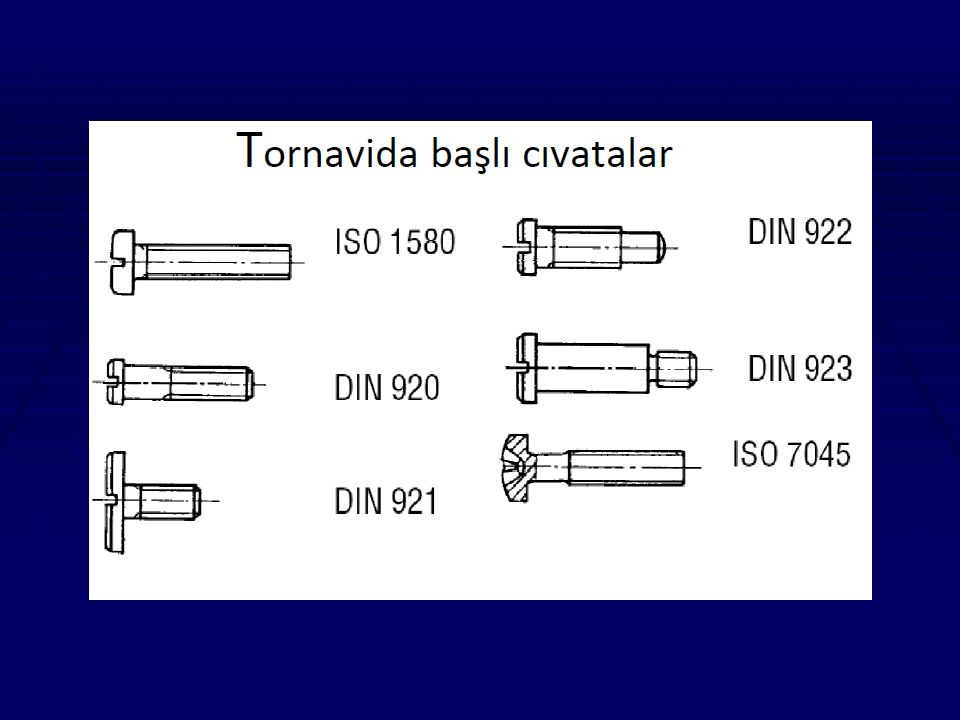
Altıköşe başlı civatalar Yuvarlak başlı ( gömme) civatalar Kare başlı civatalar Çekiç başlı civatalar Havşalı başsız civatalar Mercek başlı civatalar Silindirik başlı civatalar Yassı yuvarlak başlı civatalar
 civatalar. Kare başlı civatalar. Çekiç başlı civatalar. Havşalı başsız civatalar. Mercek başlı civatalar. Silindirik başlı civatalar. Yassı yuvarlak başlı civatalar.")
21
Alyan başlı civatalar için “inbus” deyimide kullanılmaktadır.

29
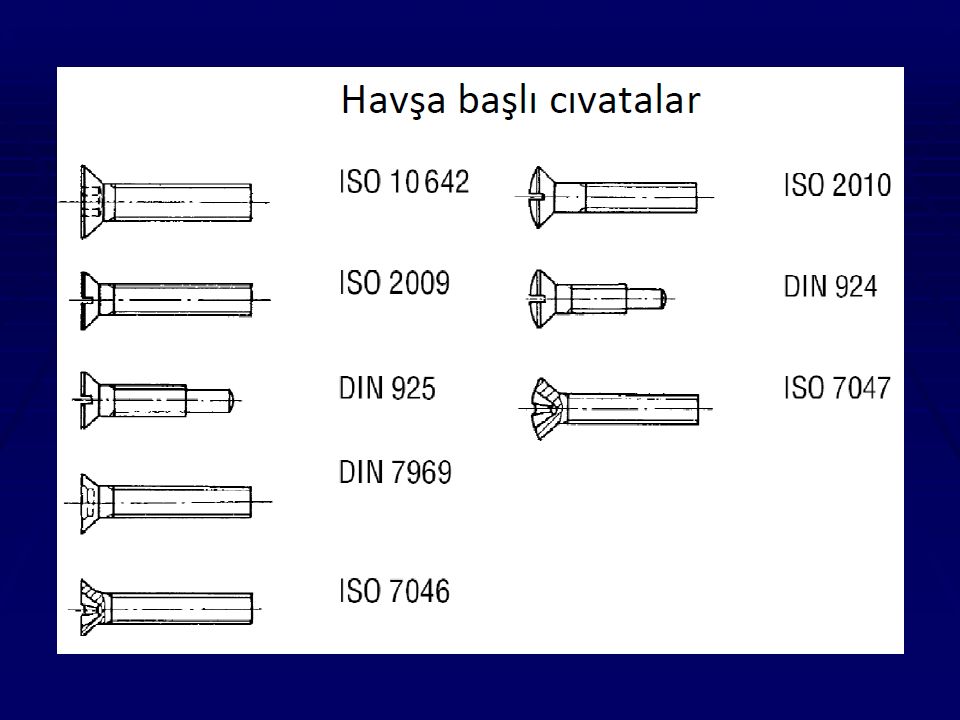
Havşalı başlı civatalar
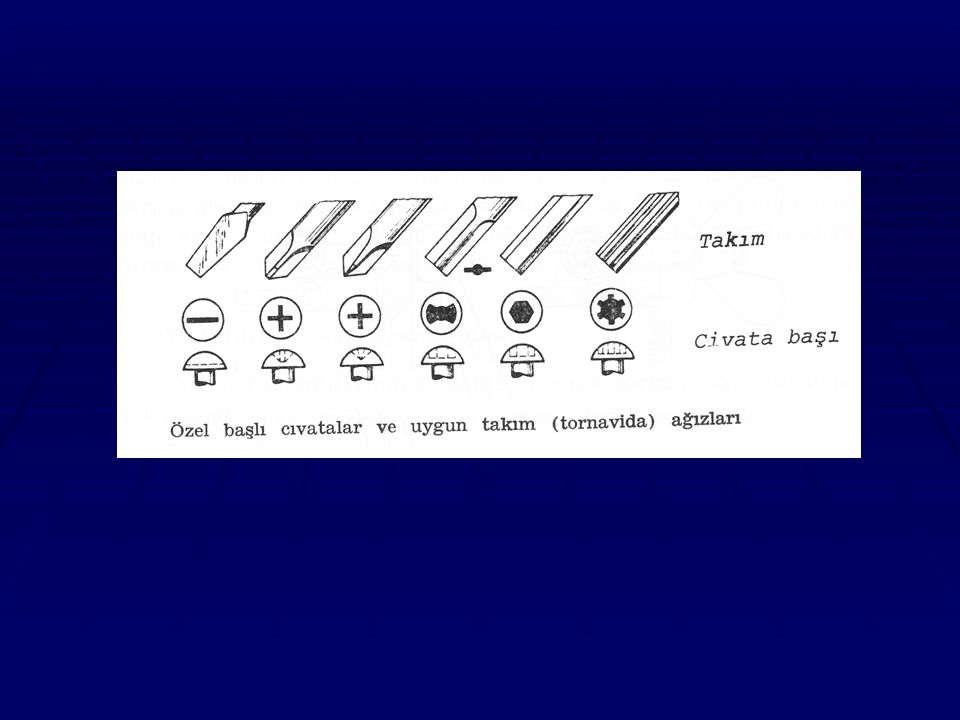
Mercek başlı civatalar Silindirik başlı civatalar Yassı yuvarlak başlı civatalar Bu üç cıvata baş şekli ayrıca altı köşe gömme düz tornavida ve yıldız (Philips) tornavida beşgen veya daha fazla kenarlı gömme başlı olarak yapılmaktadır.
 tornavida. beşgen veya daha fazla kenarlı gömme başlı olarak yapılmaktadır.")
31
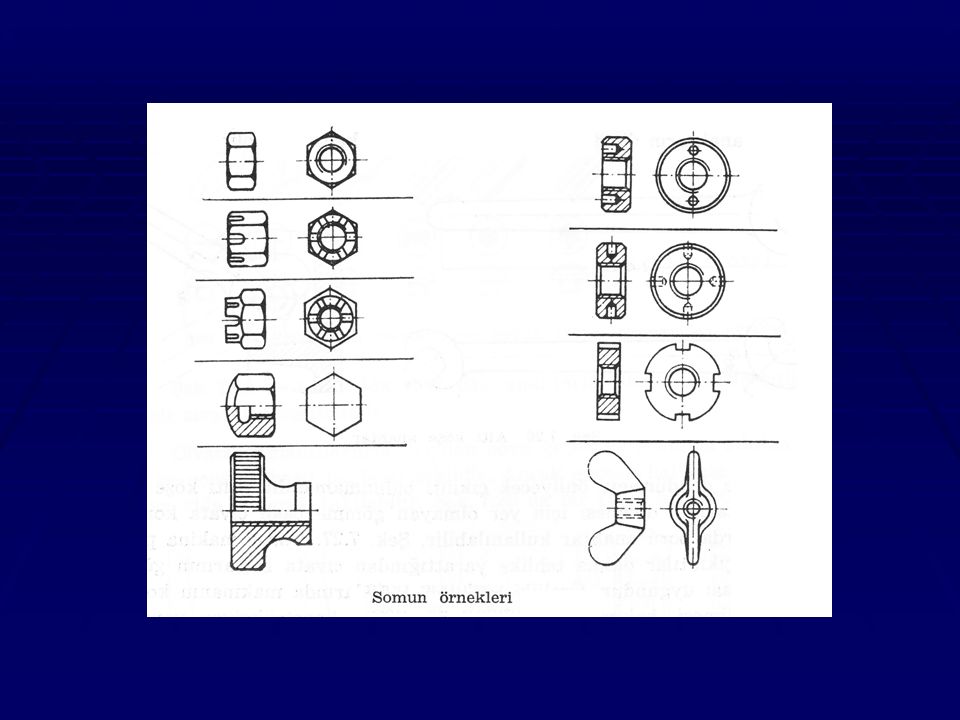
Somunlar ise Altı köşe Yarım yüksek altı köşe (kontra) Taçlı Fiberli Silindirik Kare ve Özel şekilli olarak yapılmaktadır.

34
M10 X 55 DIN 931 – 8.8 So Cıvataların standart gösterimi
D x L x (b)TSE no-malzeme D-Dişüstü çapı, L-Uzunluk, (b)-diş açılmış uzunluk. M10 X 55 DIN 931 – 8.8 So
TSE no-malzeme. D-Dişüstü çapı, L-Uzunluk, (b)-diş açılmış uzunluk. M10 X 55 DIN 931 – 8.8 So.")
35
M10 vida tipini belli eder.
M işareti metrik vidayı belirtir yanındaki ölçü ise (mm) olarak vida diş üstü ölçüsüdür. Withworth vidalarda belirtici bir harf kullanılmaz ancak ölçü üzerine ( “) işareti ile diş üstü çapının (inch) ölçüsü belirtilir. Örneğin ( ¼”, ½”). İkinci ölçü ise cıvatanın boyunu verir.
 olarak vida diş üstü ölçüsüdür. Withworth vidalarda belirtici bir harf kullanılmaz ancak ölçü üzerine ( ) işareti ile diş üstü çapının (inch) ölçüsü belirtilir. Örneğin ( ¼ , ½ ). İkinci ölçü ise cıvatanın boyunu verir.")
36
Cıvata boyu 5 mm adımla büyür.
İlgili cıvata standart numarası verilir. Burada Alman DIN standardı verilmiştir. TSE olarak 1029/14 gibi ilgili standart belirtilir.

39
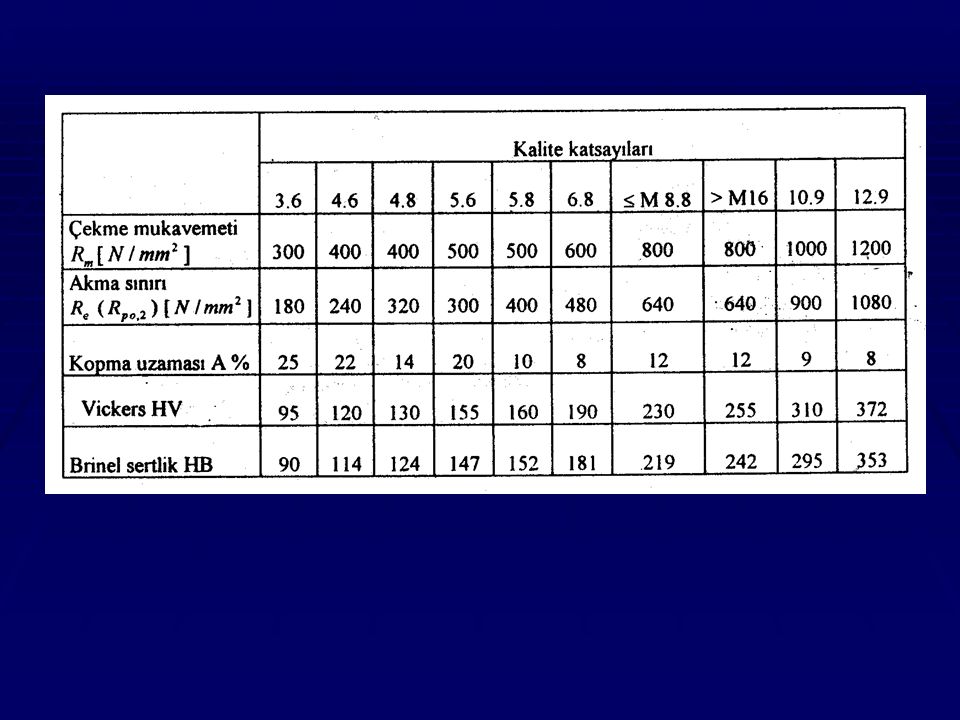
Cıvata kalite (malzeme) sayısıdır.
Cıvata başı üzerinde kabartma yazı ile yazılıdır. Kalite sayısının birincisi cıvata malzemesinin kopma gerilmesini (Rm) verir. Bu sayı 100 ile çarpıldığında (N/mm2 ) olarak yaklaşık kopma mukavemeti elde edilir. İki sayı birbiri ile çapılıp 10 katı alındığında ise malzemenin akma mukavemeti (Re) elde edilir. Örnekteki sayılar içi hesap yapılacak olursa Rm= 8 * 100 = 800 N/mm2 Re= 8 * 8 * 10 = 640 N/mm2
 verir. Bu sayı 100 ile çarpıldığında (N/mm2 ) olarak yaklaşık kopma mukavemeti elde edilir. İki sayı birbiri ile çapılıp 10 katı alındığında ise malzemenin akma mukavemeti (Re) elde edilir. Örnekteki sayılar içi hesap yapılacak olursa. Rm= 8 * 100 = 800 N/mm2. Re= 8 * 8 * 10 = 640 N/mm2.")
44
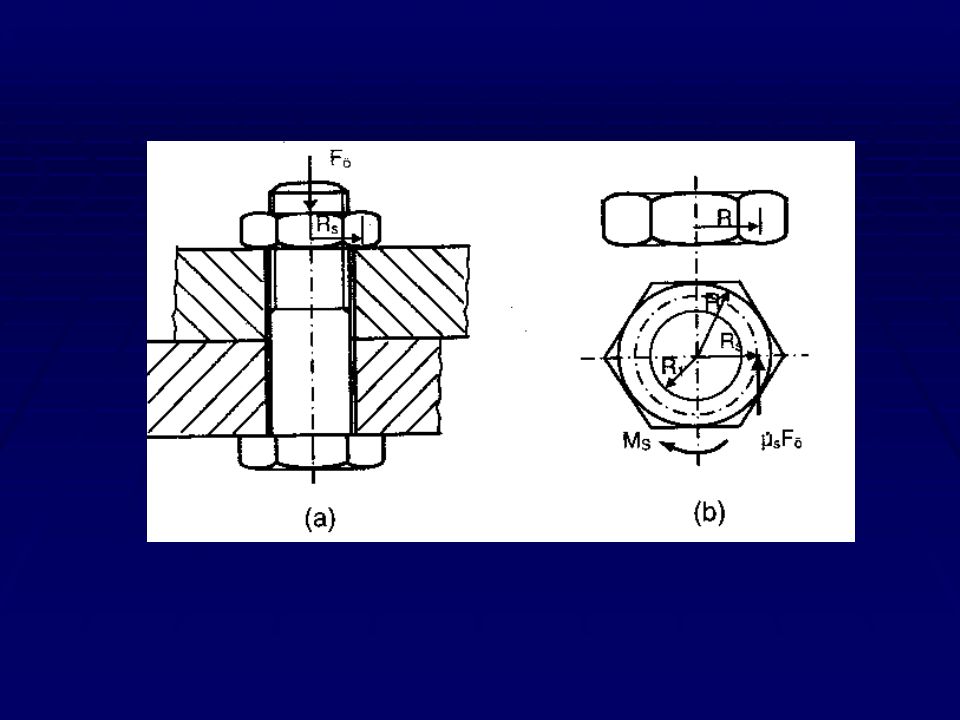
Fu- Cıvataya etki eden çevirme momentinin yarattığı teğet kuvvet
Fön- Cıvataya etki eden teğet kuvvetin yarattığı eksenel kuvvet.Öngerilme kuvveti - Vida helis açısı Fn- Vida dişi yüzeyine etki eden normal kuvvet. - Cıvata ve somun malzemeleri arasındaki sürtünme katsayısına karşılık gelen sürtünme açısı.

45
sürtünme açısı: () Sürtünme katsayısına eşit tg değerini veren açıdır.
Örneğin sürtünme katsayısı =0,18 olsun bu değeri veren açının tg değeri 0,18 olmalıdır. Bu durumda Arctg =0,18 = 10,20 bu değer sürtünme açısıdır.

46
Cıvataları sıkmak için gerekli moment (Ms) iki kısımdan oluşur
Cıvataları sıkmak için gerekli moment (Ms) iki kısımdan oluşur. Birincisi cıvata ekseninde eksenel (Fa) kuvvetini oluşturmak ve cıvata dişleri arasındaki sürtünme kuvvetini yenmek için ( M1) momenti ve ikincisi cıvata başı ile bağlanan parçalar arasında sıkma sırasında oluşan sürtünme kuvvetini yenmek için gerekli moment (M2)
 iki kısımdan oluşur. Birincisi cıvata ekseninde eksenel (Fa) kuvvetini oluşturmak ve cıvata dişleri arasındaki sürtünme kuvvetini yenmek için ( M1) momenti ve ikincisi cıvata başı ile bağlanan parçalar arasında sıkma sırasında oluşan sürtünme kuvvetini yenmek için gerekli moment (M2)")
47
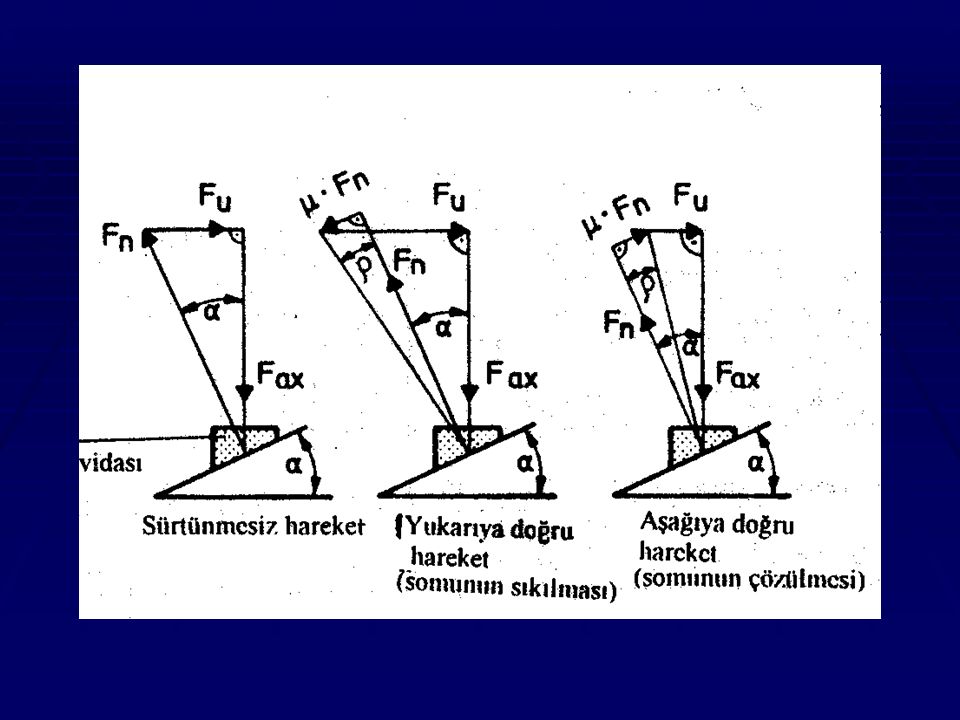
M1 – Cıvatayı dönmeye zorlayan moment
Bir cıvatayı döndürmek üzere moment uyguladığımızda cıvata ile somun yüzeylerin birbirine temas ettiği yerde bir teğet kuvvet oluşur. Bu teğet kuvvet (Fu) vidayı döndüren kuvvettir. Vidanın dönmesiyle helis yolda ( vida dişinde) bir eğik düzlemde oluşan yükselme gibi eksenel bir itme kuvveti (Fön) oluşur. Fu= Fön * tan M1 = Fu d2/2 = Fön * d2/2 * tan ( ± )
 vidayı döndüren kuvvettir. Vidanın dönmesiyle helis yolda ( vida dişinde) bir eğik düzlemde oluşan yükselme gibi eksenel bir itme kuvveti (Fön) oluşur. Fu= Fön * tan M1 = Fu d2/2 = Fön * d2/2 * tan ( ± )")
48
Helis yüzeyine dik olan (Fn) kuvveti ise cıvata ile somun malzemeleri arasında bir sürtünme kuvveti (FR) oluşturur. FR = * Fön Fu = Fön * tan ( ± ) (cıvata sıkılırken (+) sökülürken (-) işaretli olur)
 (cıvata sıkılırken (+) sökülürken (-) işaretli olur)")
49
M2= Fön * * rm Somun oturma yüzeytinin (Sürtünme yüzeyinin) ortalama yarı çapı (do/2= rm).
 ortalama yarı çapı (do/2= rm).")
50
Ms=0,2 * Fön * d Toplam sıkma veya sökme momenti Ms= M1+M2
Ms = Fön * d2/2 * tan ( ± ) + Fön * * rm Ms = Fön [ d2/2 * tan ( ± ) + *rm ] Ko= [tan ( ± ) + ] (sabit değerler) Ms=Ko * Fön * d Ko= ; ve ye bağlı olarak değişen bir katsayı. Standart cıvatalar için Ko=0,18-0,22 alınabilir. Sıkma için ortalama moment Ms=0,2 * Fön * d
 + Fön * * rm. Ms = Fön [ d2/2 * tan ( ± ) + *rm ] Ko= [tan ( ± ) + ] (sabit değerler) Ms=Ko * Fön * d. Ko= ; ve ye bağlı olarak değişen bir katsayı. Standart cıvatalar için Ko=0,18-0,22 alınabilir. Sıkma için ortalama moment. Ms=0,2 * Fön * d.")
51
Öngerilme ile (Fön) sıkılan cıvata bir miktar uzar
Öngerilme ile (Fön) sıkılan cıvata bir miktar uzar. Bu uzama malzemenin ( Re) (AK) akma sınırını geçerse plastik deformasyon oluşur . Bu istenmeyen bir durumdur. Ön gerilme kuvveti Fön < 0,75 * (π d32/4) * AK Fön=(3…4) Fişl. (Sızdırmazlık istenen dururmlarda)
 sıkılan cıvata bir miktar uzar. Bu uzama malzemenin ( Re) (AK) akma sınırını geçerse plastik deformasyon oluşur . Bu istenmeyen bir durumdur. Ön gerilme kuvveti. Fön < 0,75 * (π d32/4) * AK. Fön=(3…4) Fişl. (Sızdırmazlık istenen dururmlarda)")
52
Otoblokaj şartı (<’) olmalıdır
Cıvatalar eksenel bir yük etkisi altında kalırlar. Bu eksenel yükün oluşturduğu çevresel kuvvet cıvatayı dönmeye zorlar ve bu şekilde cıvata bağlantısı gevşer. Yüzeyler arasındaki sürtünme açısı (’) ile helis açısı () arasıdaki ilişkiye bağlı olarak vidanın kendiliğinden gevşeyip gevşemeyeceği belli olur. Eğer sürtünme açısı helis açısından büyükse vida eksenel kuvvet etkisi altında gevşemez buna otoblokaj denir . Otoblokaj şartı (<’) olmalıdır
 ile helis açısı () arasıdaki ilişkiye bağlı olarak vidanın kendiliğinden gevşeyip gevşemeyeceği belli olur. Eğer sürtünme açısı helis açısından büyükse vida eksenel kuvvet etkisi altında gevşemez buna otoblokaj denir . Otoblokaj şartı (<’) olmalıdır.")
54
Cıvatalarda öngerilmeli bağlantılar
1- Basınçlı kaplarda 2- Tam değişken zorlanmaya uğrayan biyel kolu, sarsak kolu v.b. Yerlerde dikkatte alınır.

55
Cıvatalarda öngerilmeli bağlantılar

56
Cıvatalarda öngerilmeli bağlantılarda
Fön ile sıkılan parçalar kısalırlar. Bası etkisiyle boyca kısalma olur. Cıvata ise uzar. İşletme yükü bindiğinde cıvatayı daha da uzatmaya çalışırken kısalan parçaların yükü bir miktar azaldığı için biraz uzama gösterirler. Bu noktada hala parça üzerinde bası kuvveti kalmalı ve parçalarda kısalma az olsa devam etmelidir.

57
Cıvatalarda iki türlü bağlantı vardır.
1-Eksenel yüklenen cıvatalar. Bunlar boşluklu cıvata bağlantısı olarak adlandırılır. Cıvataya gelen yük enine yönde olmasına rağmen cıvatanın yükü karşılarken eksenel yüklendiği haldir. Cıvatanın yarattığı ön gerilme ile oluşan sürtünme kuvvetinin taşındığı eksenel yüklü cıvatalar Cıvata ekseni doğrultusunda etki eden eksenel yükleri taşıyan cıvatalar. Ön gerilmesiz bağlanan cıvatalar. Kanca ve askı cıvatası 2- Enine yüklenen cıvatalar. Boşluksuz cıvata bağlantısı olarak ta adlandırılır. Genellikle eksenel yükün yarattığı makaslama kesme kuvvetini karşılamak üzere bir kesme burcu kullanılır. Cıvataların kesme kuvveti etkisinde kalması istenmez.

58
Eksenel yüklenen cıvatalar
Eksenel yüklenen cıvatalar. A) Burada cıvata eksene dik yöndeki Kuvveti taşımak üzere kendi ekseni doğrultusunda bir ön gerilme kuvveti ile gerilmiştir. Ön gerilme kuvveti parçaları birbirine bastırarak sürtünme yaratmakta ve işletme yükü bu yolla taşınmaktadır.
 Burada cıvata eksene dik yöndeki Kuvveti taşımak üzere kendi ekseni doğrultusunda bir ön gerilme. kuvveti ile gerilmiştir. Ön gerilme kuvveti parçaları birbirine bastırarak sürtünme yaratmakta ve işletme yükü bu yolla taşınmaktadır.")
59
Cıvata boşluklu olarak yuvasına oturtulmuştur
Cıvata boşluklu olarak yuvasına oturtulmuştur. Cıvata üzerinde statik olarak ön gerilme kuvveti etki etmektedir. İşletme kuvvetinin değişkenliği cıvatayı etkilememektedir.

60
Eksenel yüklenen cıvatalar.
B) Burada, örneğin bir basınçlı kabın kapağında olduğu gibi kapta oluşan basınç kuvveti cıvataları kendi eksenleri doğrultusunda çekmeye zorlamaktadır. Cıvataya gelen yük doğrudan basınç kuvvetidir.
 Burada, örneğin bir basınçlı kabın kapağında olduğu gibi kapta oluşan basınç kuvveti cıvataları kendi eksenleri doğrultusunda çekmeye zorlamaktadır. Cıvataya gelen yük doğrudan basınç kuvvetidir.")
61
Basınç kuvvetindeki değişim cıvata gövdesine doğrudan etkimektedir
Basınç kuvvetindeki değişim cıvata gövdesine doğrudan etkimektedir. Bu kuvvetteki değişim cıvataya yansımaktadır. Cıvata hem ön gerilme kuvvetini hem de basınç kuvvetini karşılamaktadır.

62
Ön gerilmesiz bağlantılarda
Ön gerilmesiz bağlantılarda. Kanca , askı demiri ve benzeri Bağlantılarda uygulanır. Cıvata sadece yükün etkisinde eksenel çekmeye zorlanır. Cıvata çekirdek kesitinin( Gerilme kesit alanı) bu yükü taşıdığı dikkate alınarak çekirdek çapı hesaplanabilir. Burada d3 – Civata çekirdek çapı
 bu yükü taşıdığı dikkate alınarak çekirdek çapı hesaplanabilir. Burada. d3 – Civata çekirdek çapı.")
63
Enine yüklenen cıvatalar
Enine yüklenen cıvatalar. Boşluksuz cıvata bağlantısı olarak ta adlandırılır. Parçalar üzerine etki eden çeki kuvvetleri iki parçanın temas yüzeyinde karşılıklı kuvvetler yaratır. Bu kuvvetler karşılıklı olarak kesme kuvveti etkisi yaratırlar. Cıvataların kesme kuvveti etkisinde kalması istenmez. Genellikle eksenel yükün yarattığı makaslama kesme kuvvetini karşılamak üzere bir kesme burcu kullanılır. Kesme burcu kaliteli çelikten yapılmış bir boru şeklindedir. Cıvata bu burcun deliğinden geçer ve somunu fazlaca sıkılmaz. Somun burada sadece civatayı burcun içerisinde tutma görevini yapar.

64
Sürtünme ile kuvvet iletiminde hesap yöntemi
Forya Forya-Flanş benzeri bağlantılar

65
Bu tür bağlantılarda kuvvet sürtünme ile iletilir.
Sürtünmeyi sağlayan civataların ön gerilme kuvvetleridir.

66
Fön – Ön gerilme kuvveti
Enine yük altındaki cıvatalarda boşluklu bağlantılar. Burada yükü sürtünme taşıyacağı için yeterli sürtünme kuvveti oluşturmak üzere civbatalara ön gerilme verilir. Burada Fön – Ön gerilme kuvveti SR – Sürtünmeli yüzeylerde kayma emniyet sayısı ( 1,2 .. 1,5) - sürtünme katsayısı i – kesit sayısı n – cıvata sayısı
 - sürtünme katsayısı. i – kesit sayısı. n – cıvata sayısı.")
67
Acıv -Cıvata gerilme kesit alanı
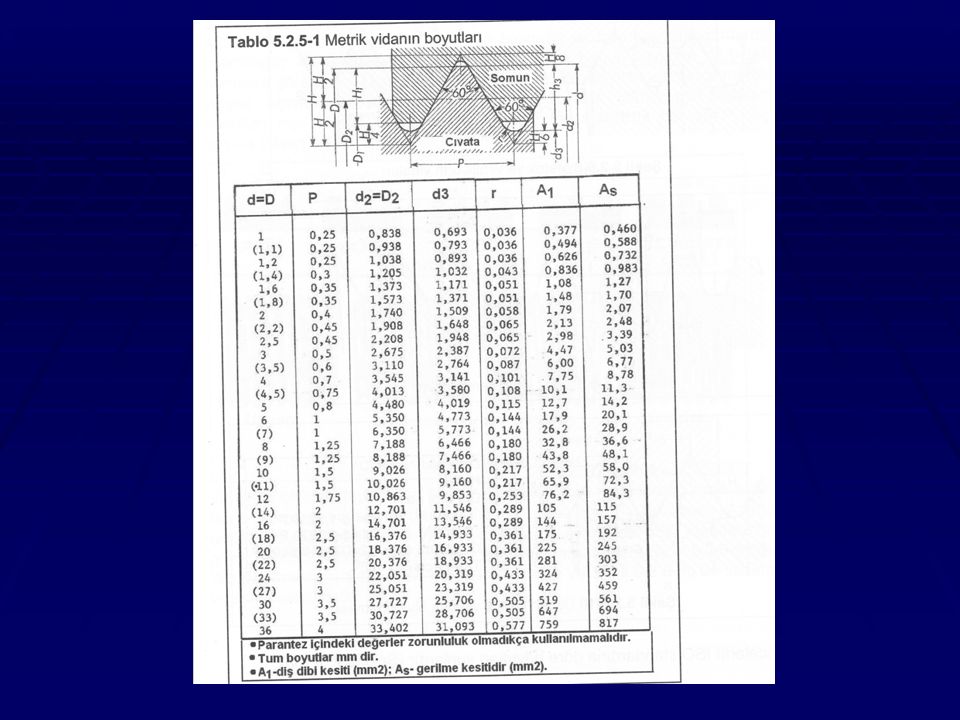
Cıvata gerilme kesit alanına çizelgelerden bakılarak cıvata çapı bulunur. Çizelgeye ulaşılamadığı koşullarda çap yaklaşık hesapla bulunabilir.

68
Sızdırmazlık isteyen kapak cıvatalarında
Genel olarak uzamaya zorlanan cıvatalarda Sızdırmazlık isteyen kapak cıvatalarında Kapak üzerindeki cıvata sayısı için D kapak çapı, i-cıvata sayısı, p- kap içindeki basınç

69
Cıvataya enine gelen yükler altında boşluksuz cıvata montajı

70
Enine zorlanan, kesme yükünü karşılayan cıvata bağlantısı, boşluksuz yapılan
cıvata bağlantısında yük cıvata gövdesini kesmeye Zorlar. Bu durumda gövde ve dişler zarar görür. Bu şekilde kullanılan cıvata ile sökülebilir bağlantı yapılamaz. Bu cıvatalar zarar gördüğü için yeniden kullanılması olanaksızdır. Bu nedenle kesme burcu kullanılması önerilir.

71
Cıvatada Müsaade edilen kesme gerilmesi
Statik yük altında Burada A – kesmeye zorlanan kesit alan. ( cıvata kesiti veya kesme burcunun kesiti) i - cıvata sıra sayısı n – sıradaki cıvata sayısı
 i - cıvata sıra sayısı. n – sıradaki cıvata sayısı.")
72
Dinamik yük altında eksenel yük durumunda
= 3 …5 Talaş kaldırarak, tornada veya kılavuz ve pafta kullanarak üretilmiş cıvatalar = 2, Haddeleme ile üretilmiş cıvatalar

Benzer bir sunumlar

























 4-5 cm’ye kadar.>")

