Sunuyu indir
Sunum yükleniyor. Lütfen bekleyiniz

1
MÜHENDİSLİK MALZEMELERİ
MALZEME ÇEŞİTLERİ

2
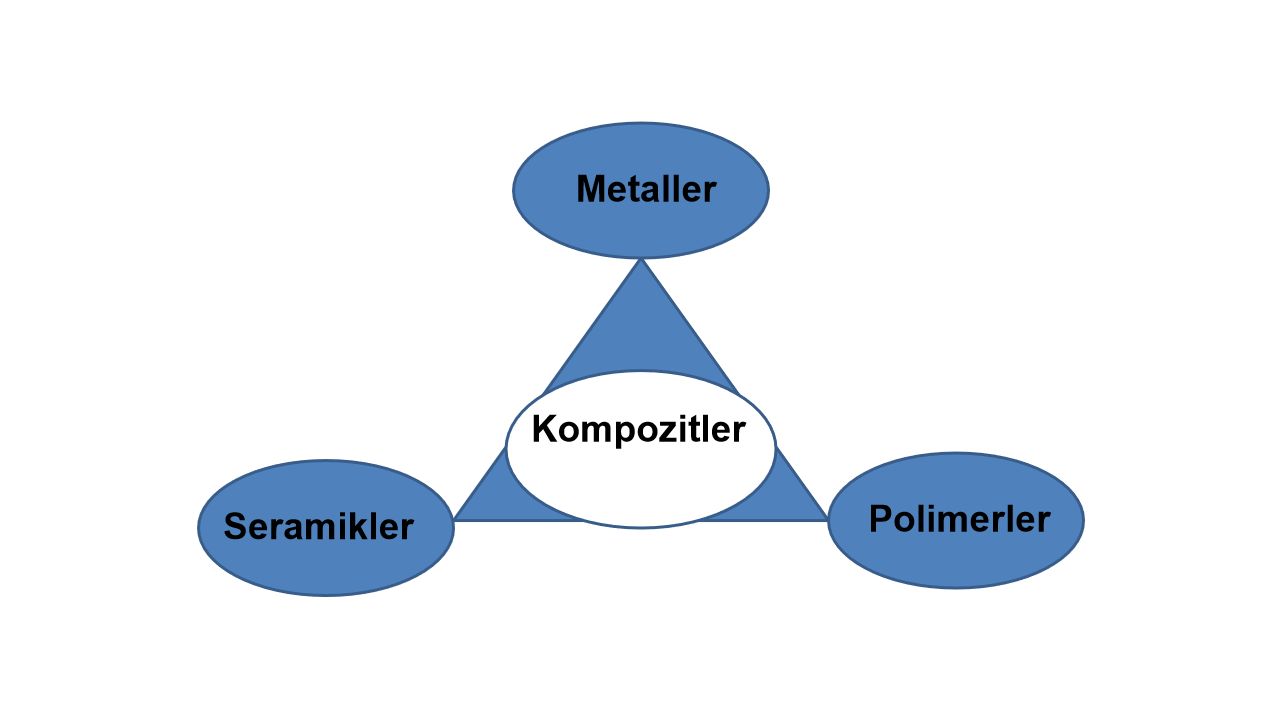
METALLER – SERAMİKLER – POLİMERLER - KOMPOZİTLER
Mühendislik malzemeleri ilk olarak yukarıdaki şekilde 4 ana başlık altında sınıflandırılırlar. METALLER: Demir esaslı ve Demir dışı olmak üzere 2 ana başlık altında sınıflanır. SERAMİKLER: Geleneksel seramikler, İleri teknolojik seramikler ve Camlar olmak üzere 3 ana başlık altında sınıflanabilir. POLİMERLER: Termoplastikler, Termosetler ve Elastomerler olmak üzere 3 ana başlık altında sınıflanır. KOMPOZİTLER: Metal matrisli, Polimer matrisli ve Seramik matrisli olmak üzere 3 ana başlık altında sınıflanabilir. Mühendislik malzeme çeşitleri bölümünde amaç, MALZEME SEÇİMİ yapabilecek bilgileri kazandırmaktır.

5
METALLER Demir esaslı ve Demir dışı olmak üzere 2 ana başlık altında sınıflanır. Demir esaslı alaşımlar, kimyasal bileşiminde Fe elementinin ana bileşen olarak yer aldığı alaşımlar şeklinde tanımlanırlar. Bunlarda kendi içerisinde 2 ana başlıkta; Çelikler ve Dökme Demirler olarak toplanırlar. Demir dışı alaşımlar ise Bakır, Alüminyum, Magnezyum, Titanyum, Refrakter metaller, Süperalaşımlar, Soy metaller, Nikel, Kurşun, Kalay, Çinko ve Zirkonyum gibi alaşımlardır. Metaller, Demir esaslı alaşımlar ve Demir dışı alaşımlar sırasıyla ders kapsamında işlenecektir. Demir esaslı alaşımlardan ÇELİKLER ilk işlenecek metal konusudur.

6
ÇELİKLER Demir oranı, içerdiği diğer elementlerin hepsinden daha fazla olan, genelde % 2'den daha az karbon içeren alaşımlara çelik denir. Bazı krom çeliklerinde % 2'den biraz daha fazla (% 2,1 gibi) karbon bulunabilir. (X210CrV12 – Soğuk iş takım çeliği). Çelikler için bu istisna dışında, % 2'den fazla karbon içeren demir alaşımları dökme demirlerdir. Çelik içinde sadece C değil, farklı oranlarda alaşım elementleri ve empürite elementler bulunur. Çeliğin iç yapısı ve içerdiği elementlerin kimyasal bileşimi çeliğe farklı özellikler kazandırır ki bu elementlere alaşım elementleri denir. Alaşım elementleri çeliğe değişik oranlarda katılarak farklı özellikte çelikler elde edilebilir veya çeşitli işlemler (ıslah etme, normalizasyon tavı uygulama vs.) ile iç yapı kontrol edilerek kullanım amacına göre değişik özelliklerde çelikler üretilebilir. • Binlerce tür • Binlerce standart • Çok sayıda üretici • Çok geniş bir kullanım spektrumu • Çok farklı özellikler • Çok farklı talepler • Kalite
 karbon bulunabilir. (X210CrV12 – Soğuk iş takım çeliği). Çelikler için bu istisna dışında, % 2 den fazla karbon içeren demir alaşımları dökme demirlerdir. Çelik içinde sadece C değil, farklı oranlarda alaşım elementleri ve empürite elementler bulunur. Çeliğin iç yapısı ve içerdiği elementlerin kimyasal bileşimi çeliğe farklı özellikler kazandırır ki bu elementlere alaşım elementleri denir. Alaşım elementleri çeliğe değişik oranlarda katılarak farklı özellikte çelikler elde edilebilir veya çeşitli işlemler (ıslah etme, normalizasyon tavı uygulama vs.) ile iç yapı kontrol edilerek kullanım amacına göre değişik özelliklerde çelikler üretilebilir. • Binlerce tür • Binlerce standart • Çok sayıda üretici • Çok geniş bir kullanım spektrumu. • Çok farklı özellikler • Çok farklı talepler • Kalite.")
9
Niçin çelikler sınıflandırılır?
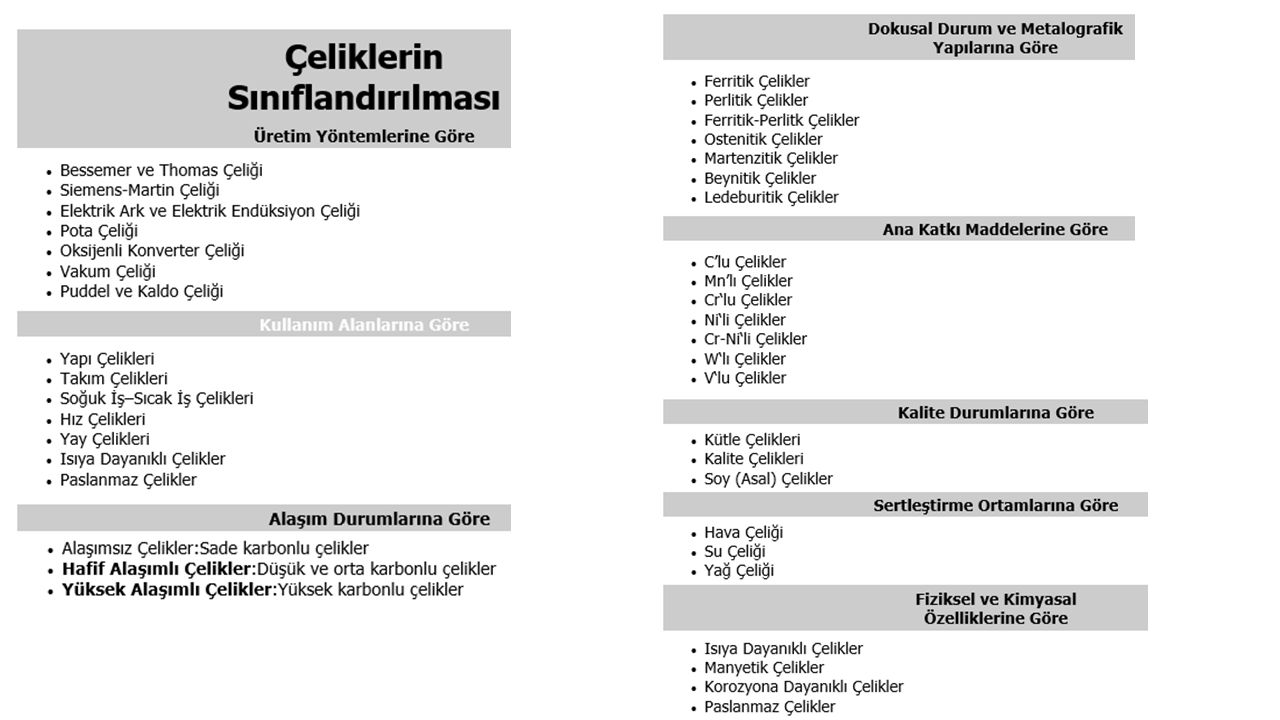
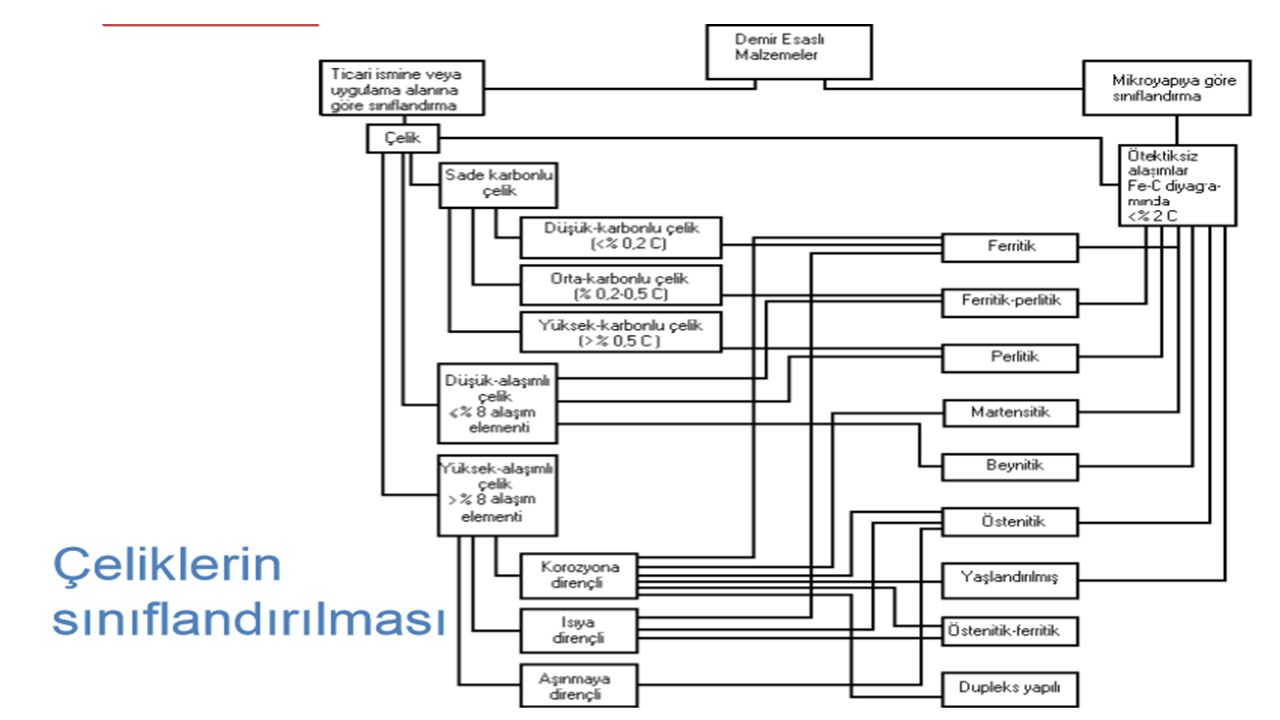
• Çeliklerin incelenmesini kolaylaştırmak; • Onları daha yakından tanımak için sınıflandırma yapılır. Bu amaç için; çeliklerin ortak özelliklerinden faydalanılır. Çelikleri sınıflandırırken bir çelik türüne birden fazla grupta rastlamak mümkündür. Bu nedenle sınıflandırmada kesin bir sınır koymak ve bir çelik türünü diğerinden tamamen ayırmak mümkün değildir. Çeliklerin sınıflandırılması Karbon miktarına göre Alaşım durumuna göre Üretim yöntemlerine göre İç yapısına göre 5. Ana katkı elementine göre 6. Kalitelerine göre Sertleştirme ortamlarına göre 8. Kullanım alanlarına göre 9. Şekillerine göre

10
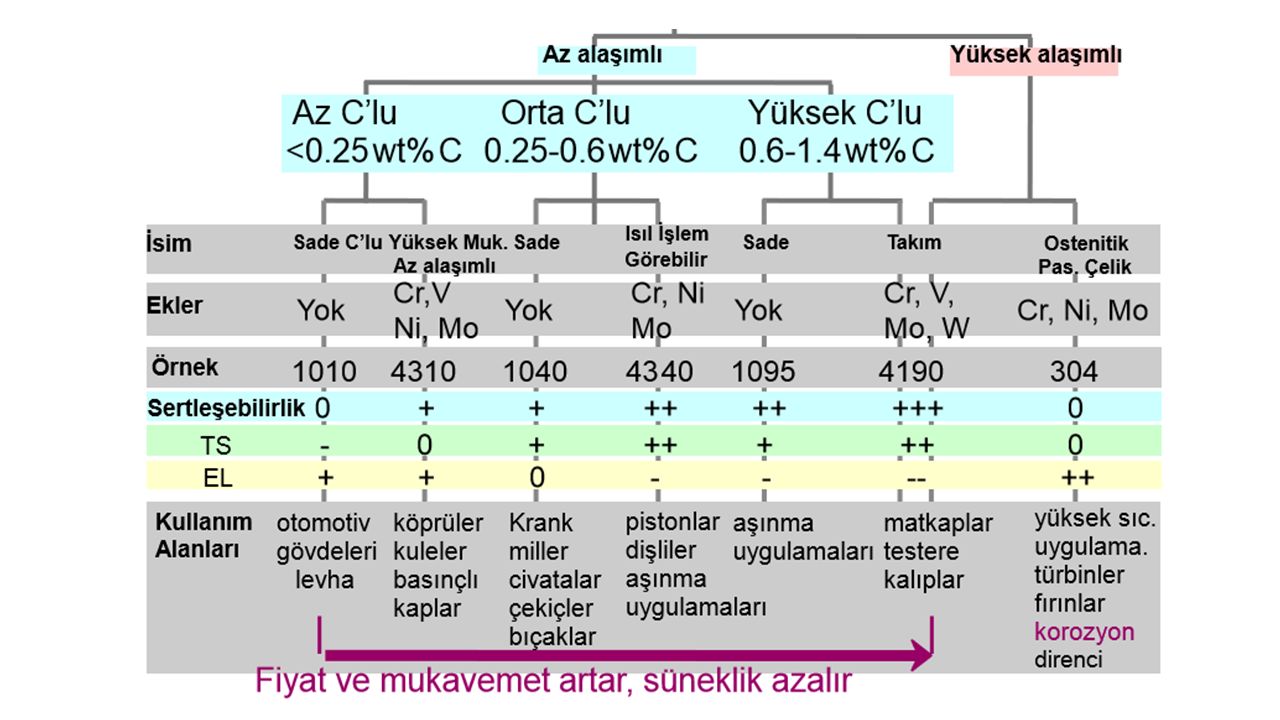
1. Karbon miktarına göre Düşük karbonlu çelikler : %0,25’den az karbon içeren çeliklerdir. Orta karbonlu çelikler : %0,25 - 0,55 karbon içeren çeliklerdir. Yüksek karbonlu çelikler : %0,55 - 0,90 karbon içeren çeliklerdir. Az (Düşük) C ’lu çelikler : (%0,05 – 0,3 C içeren çelikler) Orta C ’lu çelikler : (%0,3 – 0,8 C içeren çelikler) Yüksek C ’lu çelikler : (%0,8 – 1,7 C içeren çelikler) Yapılarında çelik üretim yöntemlerinden meydana gelen çok az miktarda Mn, Si, P, S gibi elementler içeren Fe-C alaşımlarıdır. Mekanik özellikleri C miktarına ve üretim sırasında gösterilen öneme göre değişir ve sınırlıdır. Sade C ’lu çelikler ucuzdurlar ve kolay şekillendirilebilirler. Sertleşme yetenekleri azdır. Sertleştirme işleminden sonra parçalarda çatlama, çarpılma ve iç gerilmelere rastlanır. Şayet parça kalın ise o zamanda istenilen düzeyde sertleşme sağlanamaz. Korozif ortamlara dayanıksızdırlar. Talaşlı imalatı ve kaynağı kolaydır.
 C ’lu çelikler : (%0,05 – 0,3 C içeren çelikler) Orta C ’lu çelikler : (%0,3 – 0,8 C içeren çelikler) Yüksek C ’lu çelikler : (%0,8 – 1,7 C içeren çelikler) Yapılarında çelik üretim yöntemlerinden meydana gelen çok az miktarda Mn, Si, P, S gibi elementler içeren Fe-C alaşımlarıdır. Mekanik özellikleri C miktarına ve üretim sırasında gösterilen öneme göre değişir ve sınırlıdır. Sade C ’lu çelikler ucuzdurlar ve kolay şekillendirilebilirler. Sertleşme yetenekleri azdır. Sertleştirme işleminden sonra parçalarda çatlama, çarpılma ve iç gerilmelere rastlanır. Şayet parça kalın ise o zamanda istenilen düzeyde sertleşme sağlanamaz. Korozif ortamlara dayanıksızdırlar. Talaşlı imalatı ve kaynağı kolaydır.")
12
Yüksek C’lu Çelikler : Normal soğutmada yapılarında oluşan perlit nedeniyle az C’lu çeliklere göre serttirler, Süneklikleri oldukça azdır, Kesilme ve işlenme kabiliyetleri kötüdür, Talaş kaldırma işlemine ancak yumuşatma (küreselleştirme) tavı sonrasında yatkınlık kazanırlar. Orta C’lu Çelikler : Isıl işlemlere oldukça yatkındırlar, Dayanımları az C’lu çeliklere göre daha iyidir, Süneklilikleri az C’lu çeliklere yakındır, 2. Alaşım durumuna göre Çeliklerde az çok kullanılan alaşım elementleri şunlardır. Cr, Mn, Ni, W, V, Co, Cu, Al, Mg, Pb, Bi, Be, Sn, B, Si, Ti, Ta, Zr Çelikleri alaşım elemanı miktarına göre gruplara ayırmakta mümkündür. Eğer çelik yapısında %5’ten daha az alaşım elementi var ise; AZ ALAŞIMLI (HAFİF ALAŞIMLI) ÇELİKLER denir ki bunlar yüksek dayanım gösteren yapı ve imalat çelikleridir. Eğer çelik yapısında %5’ten daha fazla alaşım elementi var ise; YÜKSEK ALAŞIMLI ÇELİKLER denir ki bunlar paslanmaz çelikler, özel amaçlı takım çelikleri ve manyetik çeliklerdir.
 tavı sonrasında yatkınlık kazanırlar. Orta C’lu Çelikler : Isıl işlemlere oldukça yatkındırlar, Dayanımları az C’lu çeliklere göre daha iyidir, Süneklilikleri az C’lu çeliklere yakındır, 2. Alaşım durumuna göre. Çeliklerde az çok kullanılan alaşım elementleri şunlardır. Cr, Mn, Ni, W, V, Co, Cu, Al, Mg, Pb, Bi, Be, Sn, B, Si, Ti, Ta, Zr. Çelikleri alaşım elemanı miktarına göre gruplara ayırmakta mümkündür. Eğer çelik yapısında %5’ten daha az alaşım elementi var ise; AZ ALAŞIMLI (HAFİF ALAŞIMLI) ÇELİKLER denir ki bunlar yüksek dayanım gösteren yapı ve imalat çelikleridir. Eğer çelik yapısında %5’ten daha fazla alaşım elementi var ise; YÜKSEK ALAŞIMLI ÇELİKLER denir ki bunlar paslanmaz çelikler, özel amaçlı takım çelikleri ve manyetik çeliklerdir.")
16
Sade C’lu çeliklerin kullanım alanları sınırlıdır.
Bunların derinliğine sertleşme, ve korozyona dayanım durumları iyi değildir. Bu özelliklere ulaşabilmek için çeliklere alaşım elemanı katılması gerekir. Çeliğe bazı alaşım elemanlarının katılması ile çeliğe çeşitli özellikler kazandırılır. Örneğin : çelikte sertleşme esnasında çatlama ve çarpılma azalır, derinliğine sertleşme sağlanır, korozyona dayanım artar, mukavemet özellikleri gelişir. 3. Üretim yöntemlerine göre 4. İç yapısına göre 5. Ana katkı elementine göre Bessemer ve Thomas çeliği. Siemens-Martin çeliği. Elektrik ark ve elektrik endüksiyon çeliği. Pota çeliği. Oksijenli konverter çeliği. Vakum çeliği. Puddel ve Kaldo çeliği Ferritik çelikler. Perlitik çelikler. Ferritik-Perlitk çelikler. Ostenitik çelikler. Martenzitik çelikler. Beynitik çelikler. Ledeburitik çelikler. C ’lu çelikler. Mn ’lı çelikler. Cr ‘lu çelikler. Ni ‘li çelikler. Cr-Ni ‘li çelkiler. W ‘lı çelikler. V ‘lu çelikler.

17
Ana katkı elementine göre

19
6. Kalite Durumlarına Göre
a) Kütle çelikleri b) Kalite çelikleri c) Soy (Asal) çelikler KÜTLE ÇELİKLERİ: İstenen kaliteye ulaşmak için üretiminde özel önlem alınması gerekmeyen alaşımsız çeliklerdir. Bunlar gerilme giderme ve normalleştirme tavı gibi basit ısıl işlemler dışındaki ısıl işlemlere uygun değillerdir. Bu çeliklerin derin çekme, çekme, soğuk profil haddesi gibi belli imalat özelliklerinin olması istenemez. Standartlarda bu özellikler garanti edilmemiştir. Teknolojik nedenlerden dolayı katılması gerekmiş olan Si ve Mn oranları dışında alaşım elementleri içermeleri ayrıca istenemez. İnce saclar, teneke ve özel kromajlı ince saclar bu çeliklerden imal edilmemelidir. KALİTE ÇELİKLERİ: • Bu çeliklerin iç yapılarında belli ölçüleri aşmayacak kadar metalik olmayan kalıntılar (cüruf, mangan sülfür vb.) bulunabilir; olmaması da şartnameyle istenemez. • Her defasında iyi kaliteli bir ısıl işlem uygunluğu yoktur.
 Kütle çelikleri b) Kalite çelikleri c) Soy (Asal) çelikler. KÜTLE ÇELİKLERİ: İstenen kaliteye ulaşmak için üretiminde özel önlem alınması gerekmeyen alaşımsız çeliklerdir. Bunlar gerilme giderme ve normalleştirme tavı gibi basit ısıl işlemler dışındaki ısıl işlemlere uygun değillerdir. Bu çeliklerin derin çekme, çekme, soğuk profil haddesi gibi belli imalat özelliklerinin olması istenemez. Standartlarda bu özellikler garanti edilmemiştir. Teknolojik nedenlerden dolayı katılması gerekmiş olan Si ve Mn oranları dışında alaşım elementleri içermeleri ayrıca istenemez. İnce saclar, teneke ve özel kromajlı ince saclar bu çeliklerden imal edilmemelidir. KALİTE ÇELİKLERİ: • Bu çeliklerin iç yapılarında belli ölçüleri aşmayacak kadar metalik olmayan kalıntılar (cüruf, mangan sülfür vb.) bulunabilir; olmaması da şartnameyle istenemez. • Her defasında iyi kaliteli bir ısıl işlem uygunluğu yoktur.")
20
• Gevrek kırılganlık, tane büyüklüğü, soğuk şekillenme kabiliyeti gibi özellikler bakımından temel çeliklere göre daha üstündürler. • Müsaade edilen P ve S oranları daha düşüktür (genelde ≤ % 0,045 P,S). • "Temel çelikler" ve "soy çelikler" dışında kalan bütün çelikler bu gruptandır. • Kalite çelikler hem alaşımsız ve hem de alaşımlı türden olabilirler; alaşımsız kalite çelikler (UQS) ve alaşımlı kalite çelikler(LQS) SOY (Asal) ÇELİKLERİ: • Isıl işlemler - bilhassa ıslah işlemi - için öngörülmüş olan, Isıl işlemlerde her defasında aynı özellikleri elde etmek mümkündür. Su verildiğinde dar toleranslar arasında sertlik değerleri önceden belirlenebilir. • İç yapılarında metalik olmayan kalıntıların en aza indirildiği temiz çeliklerdir. Gazları alınmıştır. • Alaşım durumlarına göre hem yüzeyde ve hem de derinliğine sertleşme yetenekleri çok iyidir. • Bu çeliklerin hemen hepsinin P ve S oranları % 0,035'in altındadır. • Geçiş sıcaklıkları düşüktür. • Çok sakin (FF) dökülmüşlerdir. • Hem alaşımsız soy çelikler (UES) ve hem de alaşımlı soy çelikler (LES) vardır.
. • Temel çelikler ve soy çelikler dışında kalan bütün çelikler bu gruptandır. • Kalite çelikler hem alaşımsız ve hem de alaşımlı türden olabilirler; alaşımsız kalite çelikler (UQS) ve alaşımlı kalite çelikler(LQS) SOY (Asal) ÇELİKLERİ: • Isıl işlemler - bilhassa ıslah işlemi - için öngörülmüş olan, Isıl işlemlerde her defasında aynı özellikleri elde etmek mümkündür. Su verildiğinde dar toleranslar arasında sertlik değerleri önceden belirlenebilir. • İç yapılarında metalik olmayan kalıntıların en aza indirildiği temiz çeliklerdir. Gazları alınmıştır. • Alaşım durumlarına göre hem yüzeyde ve hem de derinliğine sertleşme yetenekleri çok iyidir. • Bu çeliklerin hemen hepsinin P ve S oranları % 0,035 in altındadır. • Geçiş sıcaklıkları düşüktür. • Çok sakin (FF) dökülmüşlerdir. • Hem alaşımsız soy çelikler (UES) ve hem de alaşımlı soy çelikler (LES) vardır.")
21
7. Sertleştirme ortamlarına göre
Hava çeliği. Su çeliği. Yağ çeliği. Burada su, hava ve yağ kelimeleri ile o çelik için uygulanan soğutma ortamı kastedilir. Sade C’lu çeliklerle bazı cins çelikler Ac3 ve Ac1 sıcaklıkları üzerinde uygun bir sıcaklıkta tavlandıktan sonra suda soğutulurlarsa sertleşirler. Aksi takdirde sertleşmezler. Bu nedenle böyle çeliklere su çelikleri adı verilmiştir. Örneğin: %1 C, %0,25 Mn’lı çelik gibi, bu çelik ağaç matkapları, freze bıçakları, el keskisi, testere ve küçük makasların yapımında kullanılırlar. Bu çelik çok zor sertleşmektedir. Bu nedenle bu çelik suda su vermeyle sertleştirilirler. Yapılarında %1’den fazla Mn bulunduran çeliklerle bazı özel alaşımlı çelikler aşırı soğutma hızlarına dayanamazlar ve çatlarlar. Bunu önlemek için bu tür çeliklere yağda su verilir. Örneğin: çatlama ve çarpılma dayanımı istenen takım ve kalıpların yapımında kullanılan %0,93 C,%1,2 Mn, %0,5 W, %0,5 Cr,%0,2 V’lu yağ çeliklerini verebiliriz. Hava çelikleri denilince genellikle yüksek alaşımlı çelikler denir. Bu çeliklerin serleştirilmeleri çok iyi olup hava veya uygun bir gaz akımıyla soğutularak kolayca su verme işlemi yapılabilir. Aşınmaya dayanımları iyi değildir. Örneğin: %0,55C, %0,25 Mn, %2,5 W, %1,25 Cr, %0,5 V, %0,5 Mb’li bir çelik hava çeliğidir.

22
8. Kullanım alanlarına göre
16. Süper alaşımlar 17. Dökme çelikler 18. Transmisyon çelikleri 19. Otomat çelikleri 20. İmalat çelikleri 21. Platina çelikleri 22. İnox çelikleri Yapı çelikleri Islah çelikleri Sementasyon çelikleri Nitrür çelikleri Paslanmaz çelikler Yay çelikleri Cıvata çelikleri Yüksek sıcaklık (kazan) Düşük sıcaklık çelikleri Subap çelikleri Takım çelikleri Rulman çelikleri Elektrik çelikleri Yüksek dayanımlı düşük alaşımlı (HSLA-Mikro alaşımlı) çelikler Maraging çelikleri 9. Şekillerine göre Yuvarlak çubuk Altı köşe çubuk Plaka Sac Profil
 Düşük sıcaklık çelikleri. Subap çelikleri. Takım çelikleri. Rulman çelikleri. Elektrik çelikleri. Yüksek dayanımlı düşük alaşımlı (HSLA-Mikro alaşımlı) çelikler. Maraging çelikleri. 9. Şekillerine göre. Yuvarlak çubuk. Altı köşe çubuk. Plaka. Sac. Profil.")
23
Yapı çelikleri Levha, sac, profil şeklinde çelik kontrüksiyon, bina, köprü, makina, gemi yapımı gibi yerlerde kullanılan çeliklerdir. St- 33 ile St-70-2 arasındaki tüm çelikler bu sınıftadır. Kimyasal bileşim işleme kırılganlığa dayanım ve kaynak edinebilme yetenekleri bakımından üçe ayrılırlar. Kalite 1 : Genel amaçlar için kullanılan çeliktir.(St 37-1 gibi) Kalite 2 : Sınırlı amaçlar için kullanılan çeliktir.(St 37-2 gibi) Kalite 3 : Özel amaçlar için kullanılan çeliktir. (St 37-3 gibi) Makine elemanlarının, aparatların, her tür sanayi aksamının, tüm inşaat sektörüne ait çelik tasarımların yapımında kullanılan çeliklerdir. Karbon oranları genelde alaşımsız olanlarda ≤ % 0,6 C ve alaşımlı olanlarda ise ≤ % 0,5 C alınır. Kullanım yerlerine göre pek çok alt grupları vardır. Rulman çeliklerini ve yay çeliklerini de yapı çeliği grubuna dahil etmek mümkündür.
 Kalite 2 : Sınırlı amaçlar için kullanılan çeliktir.(St 37-2 gibi) Kalite 3 : Özel amaçlar için kullanılan çeliktir. (St 37-3 gibi) Makine elemanlarının, aparatların, her tür sanayi aksamının, tüm inşaat sektörüne ait çelik tasarımların yapımında kullanılan çeliklerdir. Karbon oranları genelde alaşımsız olanlarda ≤ % 0,6 C ve alaşımlı olanlarda ise ≤ % 0,5 C alınır. Kullanım yerlerine göre pek çok alt grupları vardır. Rulman çeliklerini ve yay çeliklerini de yapı çeliği grubuna dahil etmek mümkündür.")
25
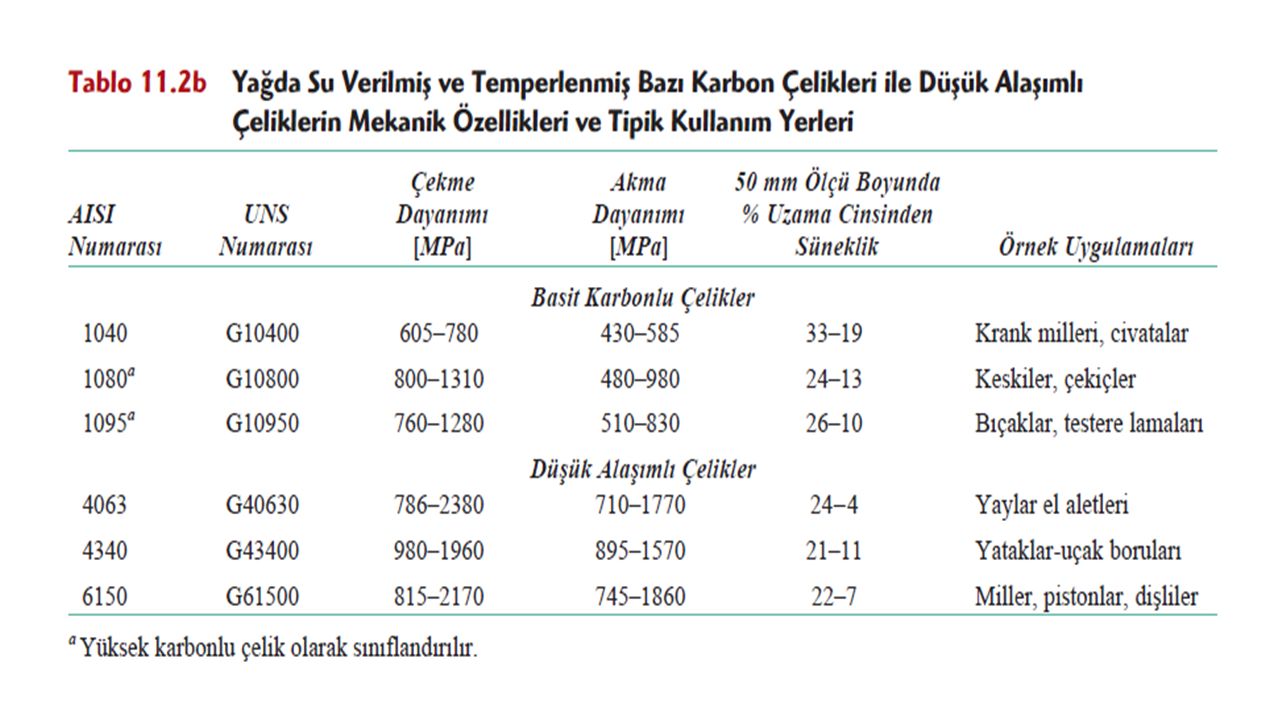
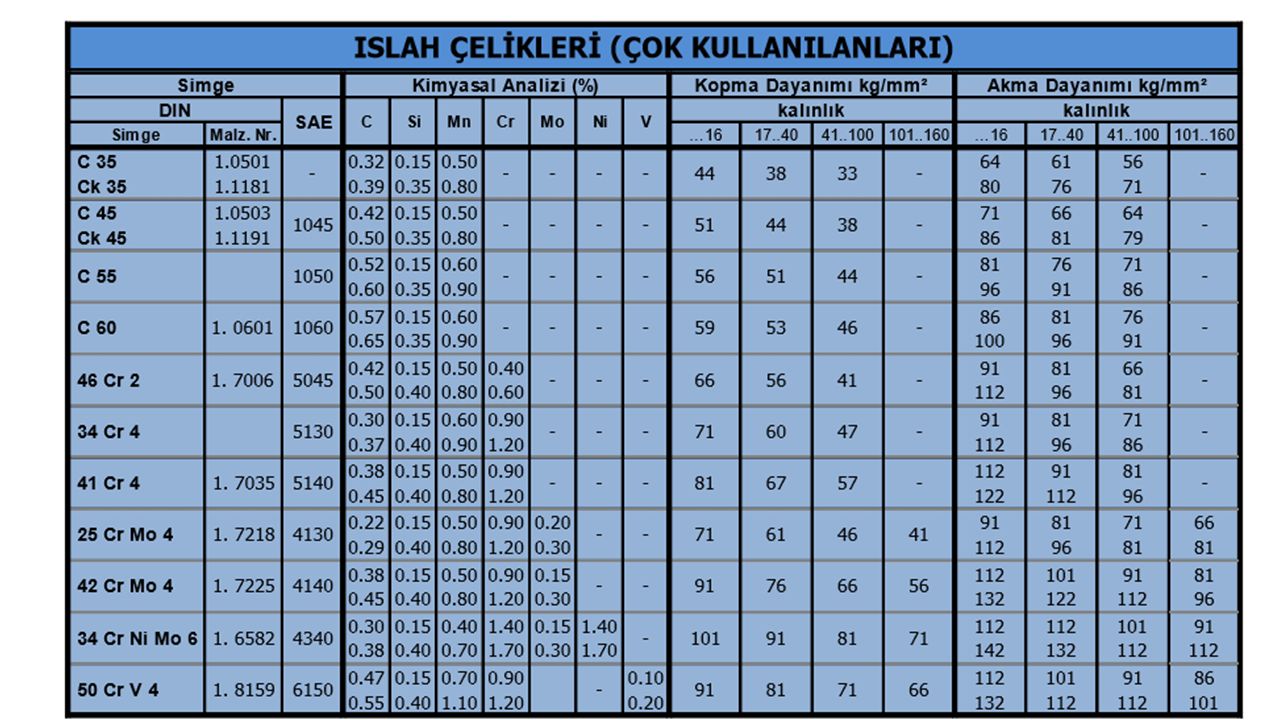
Islah çelikleri Sertleştirmeye elverişli miktarda karbon ihtiva eden ıslah işlemi sonunda dayanımları artan alaşımlı veya alaşımsız makina imalat çelikleridir. Islah çelikleri, ıslah işlemi yapmadan kullanmak ekonomik değildir. Burada Islah işlemi, sertleştirme ve müteakiben menevişleme işleminin kısa ifade edilişidir. Islah işlemi sonunda kazandıkları üstün mekanik özelliklerden dolayı, çeşitli şiddette değişen yüklerde yorulmaya maruz makina ve motor parçaları, dövme parçalar, krank mili, biyel, rot-rotil, aks, bijon civataları gibi otomotiv endüstrisinde önemli parçaların imalinde kullanılmaktadır.

27
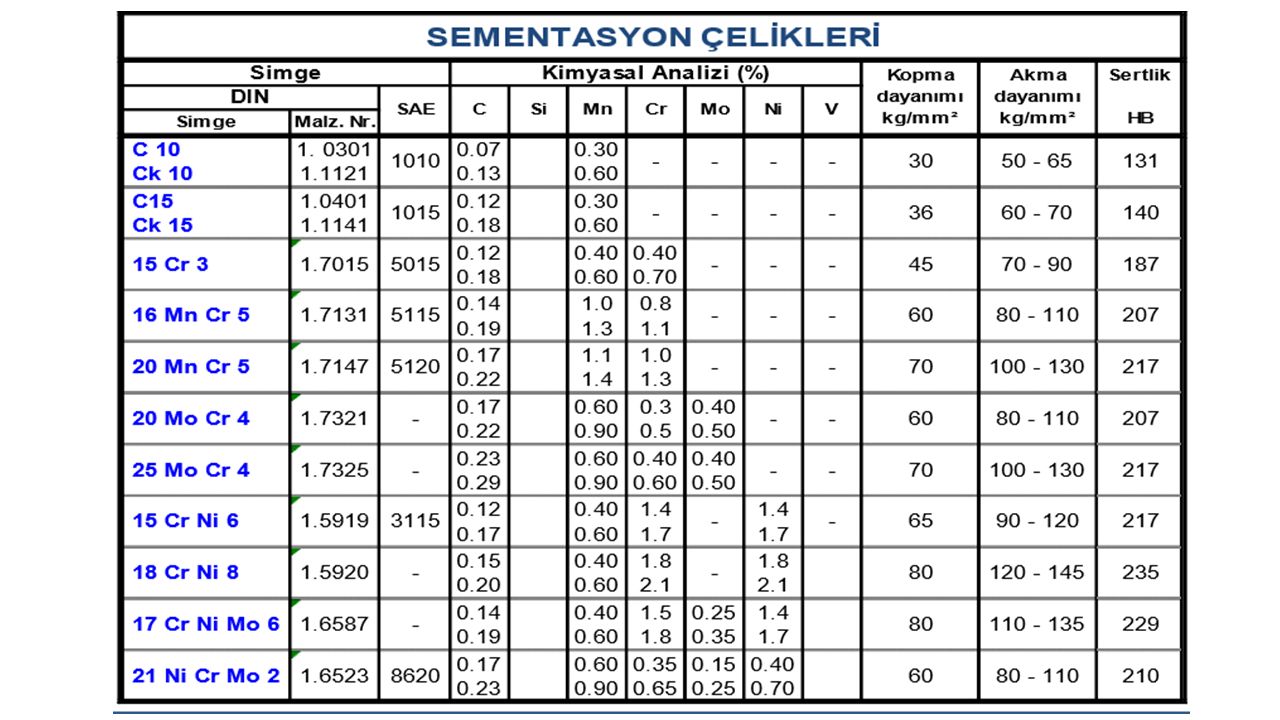
Sementasyon çelikleri
Yüzeylerinin sert ve aşınmaya dayanıklı, iç kısımlarının yumuşak ve esnek olması istenen darbeli zorlamalara dayanıklı parçaların imalinde kullanılan düşük karbonlu alaşımsız veya alaşımlı çeliklerdir. Yaygın kullanılan bazı sementasyon çelikleri • SAE 8620 (21 Ni Cr Mo 2), Yüksek mukavemet gerektiren dişliler (oto şanzuman dişlileri), burçlar, miller (güç aktaran zincir milleri) vb. yapımında kullanılır. İhtiva ettikleri alaşım elementleri nedeni ile en pahalı sementasyon çeliklerindendir. • SAE 5115 (16 Mn Cr 5), 8620 ye göre ucuzluğu nedeni ile daha geniş kullanımı vardır. Dişli çarklar, şanzuman dişlileri, muylu ve mil, karbon mafsalı (ıstavroz) yapımında kullanılır. • SAE 1020 (C 15), En ucuz ve alaşımsız semente çeliğidir. Fazla zorlamalara maruz olmayan küçük makina parçaları, manivelalar, burç ve pim yapımı gibi yerlerde kullanılır.
, Yüksek mukavemet gerektiren dişliler (oto şanzuman dişlileri), burçlar, miller (güç aktaran zincir milleri) vb. yapımında kullanılır. İhtiva ettikleri alaşım elementleri nedeni ile en pahalı sementasyon çeliklerindendir. • SAE 5115 (16 Mn Cr 5), 8620 ye göre ucuzluğu nedeni ile daha geniş kullanımı vardır. Dişli çarklar, şanzuman dişlileri, muylu ve mil, karbon mafsalı (ıstavroz) yapımında kullanılır. • SAE 1020 (C 15), En ucuz ve alaşımsız semente çeliğidir. Fazla zorlamalara maruz olmayan küçük makina parçaları, manivelalar, burç ve pim yapımı gibi yerlerde kullanılır.")
29
Nitrür çelikleri

30
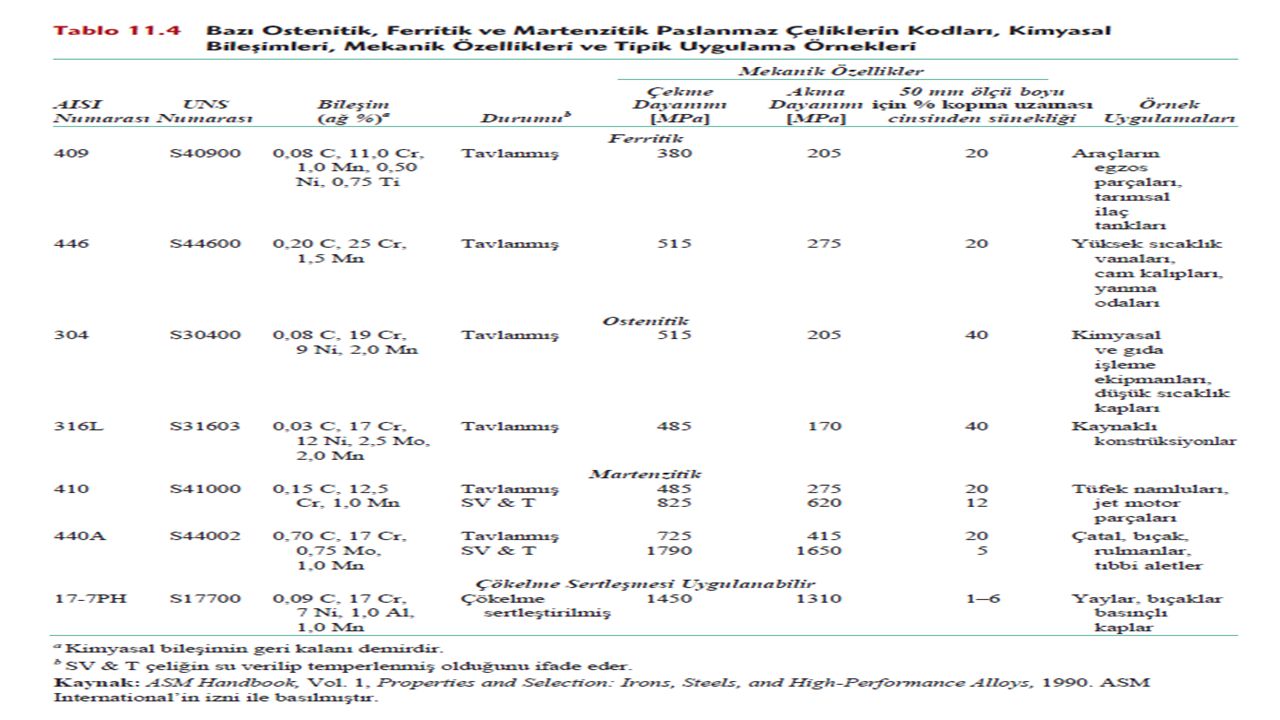
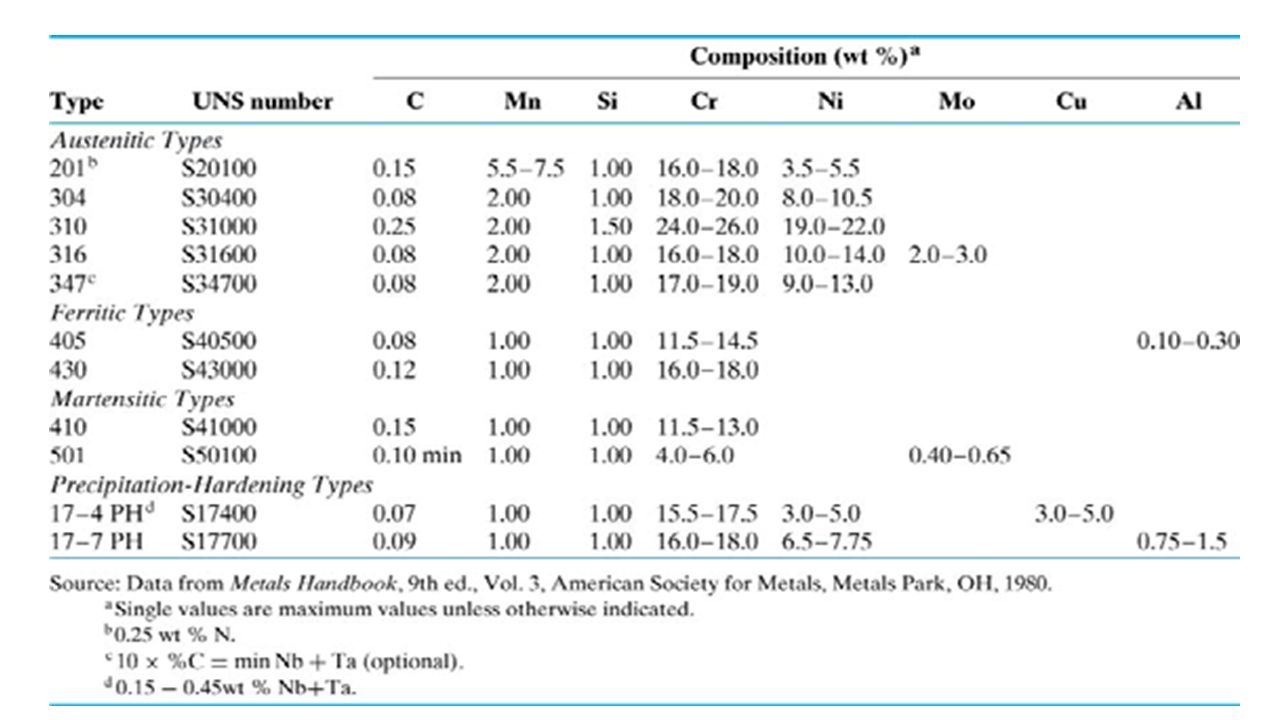
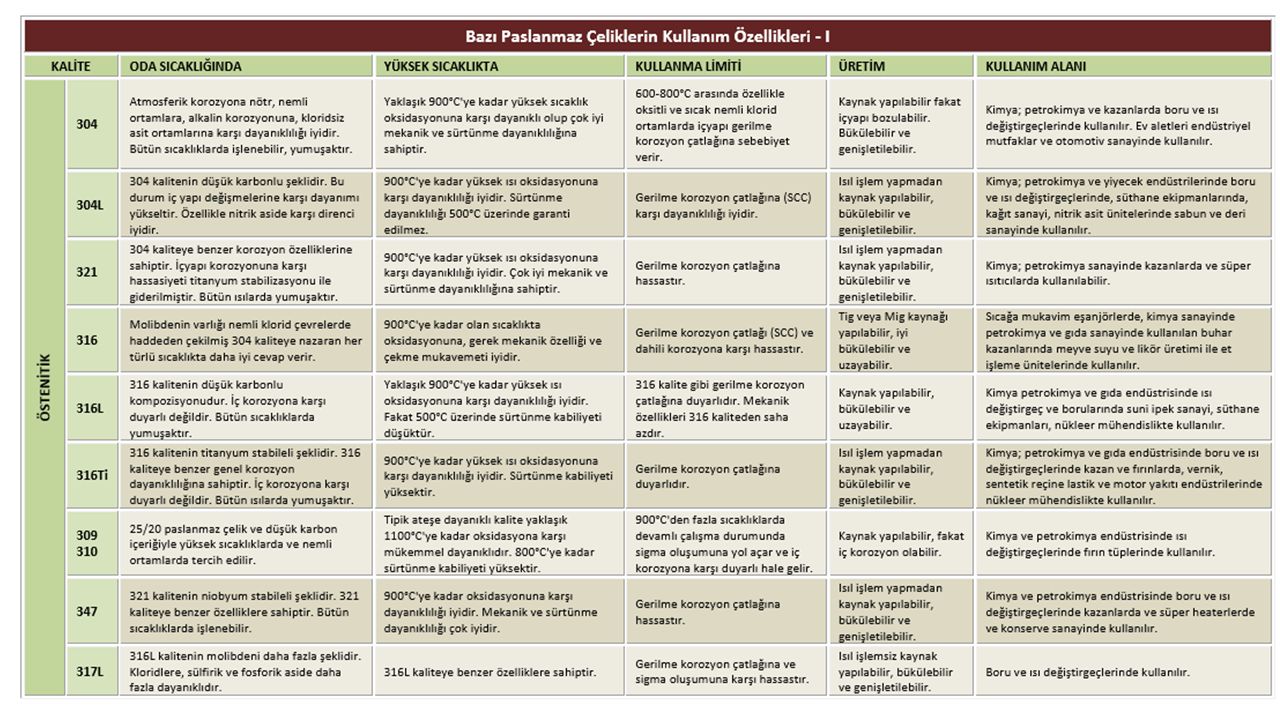
Paslanmaz çelikler Paslanmaz çelikler, bileşimlerinde en az %11 krom içeren bir çelik ailesidir. Bu çeliklerin yüksek korozyon dayanımını sağlayan asıl unsur; yüzeye kuvvetle tutunmuş, yoğun, sünek, çok ince ve saydam bir oksit tabakasının varlığıdır. Çok ince olan bu amorf tabaka sayesinde paslanmaz çelikler, kimyasal reaksiyonlarda pasif davranarak korozyona karşı dayanım kazanırlar. Söz konusu oksit tabakası, oksijen bulunan ortamlarda oluşur ve dış etkilerle (kesme, aşınma, talaşlı imalat, vb.) bozulsa dahi kendini onararak eski özelliğine tekrar kavuşur. Paslanmaz çeliklerde içyapıyı belirleyen en önemli alaşım elementleri nikel, molibden ve mangandır. Bunlardan öncelikle krom ve nikel içyapının ferritik veya östenitik olmasını belirler. Östenitik Paslanmaz Çelikler Paslanmaz çeliğin bileşiminde yeterince nikel bulunursa, içyapısı oda sıcaklığında dahi östenitik olur. Östenitik çeliklerin temel bileşimi %18 krom ve %8 nikeldir. Östenitik paslanmaz çelikler biçimlendirme, mekanik özellikler ve korozyon dayanımı bakımından çok uygun bir kombinasyon sunarlar. Süneklikleri, toklukları ve biçimlendirilme kabiliyetleri düşük sıcaklıklarda bile mükemmeldir. Manyetik olmayan bu çeliklere, östenitik içyapıları dönüşüm göstermediği için normalleştirme veya sertleştirme ısıl işlemleri uygulanmaz, mekanik dayanımları ancak soğuk şekillendirme ile artırılabilir.
 bozulsa dahi kendini onararak eski özelliğine tekrar kavuşur. Paslanmaz çeliklerde içyapıyı belirleyen en önemli alaşım elementleri nikel, molibden ve mangandır. Bunlardan öncelikle krom ve nikel içyapının ferritik veya östenitik olmasını belirler. Östenitik Paslanmaz Çelikler. Paslanmaz çeliğin bileşiminde yeterince nikel bulunursa, içyapısı oda sıcaklığında dahi östenitik olur. Östenitik çeliklerin temel bileşimi %18 krom ve %8 nikeldir. Östenitik paslanmaz çelikler biçimlendirme, mekanik özellikler ve korozyon dayanımı bakımından çok uygun bir kombinasyon sunarlar. Süneklikleri, toklukları ve biçimlendirilme kabiliyetleri düşük sıcaklıklarda bile mükemmeldir. Manyetik olmayan bu çeliklere, östenitik içyapıları dönüşüm göstermediği için normalleştirme veya sertleştirme ısıl işlemleri uygulanmaz, mekanik dayanımları ancak soğuk şekillendirme ile artırılabilir.")
31
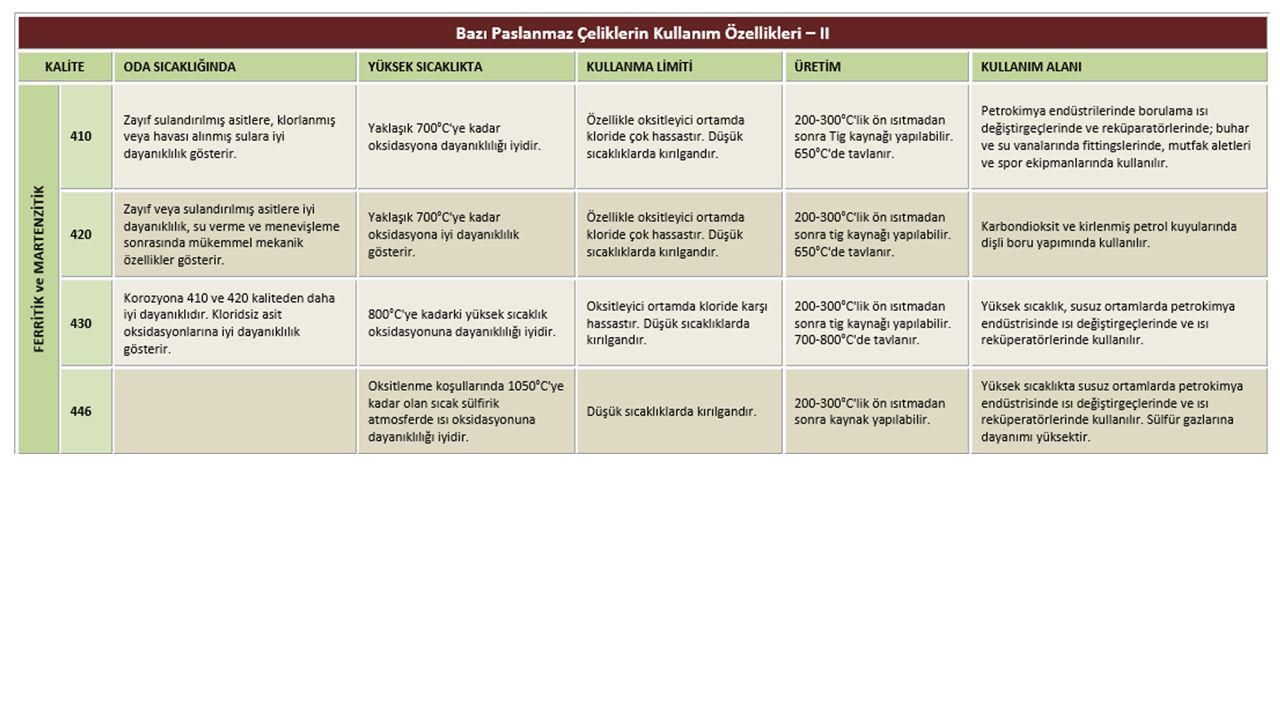
Yüksek sıcaklıklarda iyi mekanik özelliklere sahiptirler.
Düşük sıcaklıklarda mekanik özellikleri mükemmeldir. Manyetik değildirler.(tavlanmış halde) Dayanımları sadece pekleşme ile artırılabilir. Başlıca Özellikleri: Mükemmel korozyon dayanımına sahiptirler. Kaynak edilebilme kabiliyetleri mükemmeldir. Sünek olduklarından kolay şekillendirilebilirler. Ferritik paslanmaz çelikler Bunlar düşük karbonlu ve % krom içeren paslanmaz çeliklerdir. Ferritik çelikler hem oda sıcaklığında hem de daha yüksek sıcaklıklarda demir elementinin sahip olduğu hacim merkezli kübik kristal yapısına sahiptirler ve östenit ferrit dönüşümü göstermezler. Dolayısıyla iç yapılarını ve mekanik özelliklerini ısıl işlemlerle etkilemek mümkün değildir. Tavlanmış halde akma gerilmeleri 275 ile 350 MPa arasındadır. Düşük toklukları ve gevrekleşme hassasiyetleri nedeniyle, makina parçası olarak kullanımları özellikle kaynaklı montajlar ve kalın kesitler için sınırlıdır. Atmosferik korozyona ve oksidasyona karşı olan dayanımları ise önemli avantajlarıdır. Ferritik çelikler manyetiktirler ve ısıl işlemlerle mekanik özellikleri değiştirilemediğinden iyi bir dayanıma sahip olmaları için ince taneli bir içyapı şarttır. Kuvvetli östenit yapıcı olan karbon belirli bir miktara ulaşınca kromun ferrit yapıcı etkisi ortadan kalkar, dolayısıyla perlitik veya martenzitik paslanmaz çelikler ortaya çıkar.
 Dayanımları sadece pekleşme ile artırılabilir. Başlıca Özellikleri: Mükemmel korozyon dayanımına sahiptirler. Kaynak edilebilme kabiliyetleri mükemmeldir. Sünek olduklarından kolay şekillendirilebilirler. Ferritik paslanmaz çelikler. Bunlar düşük karbonlu ve % krom içeren paslanmaz çeliklerdir. Ferritik çelikler hem oda sıcaklığında hem de daha yüksek sıcaklıklarda demir elementinin sahip olduğu hacim merkezli kübik kristal yapısına sahiptirler ve östenit ferrit dönüşümü göstermezler. Dolayısıyla iç yapılarını ve mekanik özelliklerini ısıl işlemlerle etkilemek mümkün değildir. Tavlanmış halde akma gerilmeleri 275 ile 350 MPa arasındadır. Düşük toklukları ve gevrekleşme hassasiyetleri nedeniyle, makina parçası olarak kullanımları özellikle kaynaklı montajlar ve kalın kesitler için sınırlıdır. Atmosferik korozyona ve oksidasyona karşı olan dayanımları ise önemli avantajlarıdır. Ferritik çelikler manyetiktirler ve ısıl işlemlerle mekanik özellikleri değiştirilemediğinden iyi bir dayanıma sahip olmaları için ince taneli bir içyapı şarttır. Kuvvetli östenit yapıcı olan karbon belirli bir miktara ulaşınca kromun ferrit yapıcı etkisi ortadan kalkar, dolayısıyla perlitik veya martenzitik paslanmaz çelikler ortaya çıkar.")
32
Başlıca Özellikleri: Orta ila iyi derecede olan korozyon dayanımı, krom miktarının artması ile iyileşir. Isıl işlemle dayanım artırılamaz ve sadece tavlanmış durumda kullanılır. Manyetiktirler. Kaynak edilebilme kabiliyetleri düşüktür. Östenitik çelikler kadar kolay şekillendirilemezler. Martenzitik paslanmaz çelikler Karbon miktarı % 0,1 den fazla olan çelikler yüksek sıcaklıklarda östenitik içyapıya sahiptirler. Östenitleme sıcaklığı çeliğin türüne göre °C arasındadır. Bu sıcaklıklarda tutulan çeliğe su verilirse martenzitik bir içyapı elde edilir. Bu şekilde elde edilen yüksek sertlik ve mekanik dayanım, karbon yüzdesi ile birlikte artar. Ürün tipine bağlı olarak martenzitik çelikler tavlanmış veya ıslah edilmiş durumda pazara sunulur. Tavlanmış olarak satın alınan ürünler biçim verildikten sonra ıslah işlemine (su verme + temperleme) tabi tutulur. Temperleme sıcaklığı değiştirilerek değişik özellik kombinasyonları elde edilebilir. En iyi korozyon dayanımını elde etmek için tavsiye edilen ısıl işlem sıcaklıklarına uyulması çok önemlidir.
 tabi tutulur. Temperleme sıcaklığı değiştirilerek değişik özellik kombinasyonları elde edilebilir. En iyi korozyon dayanımını elde etmek için tavsiye edilen ısıl işlem sıcaklıklarına uyulması çok önemlidir.")
33
Başlıca Özellikleri: Orta derecede korozyon dayanımına sahiptirler.
Isıl işlem uygulanabilir, böylece yüksek dayanım ve sertlikler elde edilebilir. Kaynak edilebilme kabiliyetleri düşüktür Manyetiktirler. Östenitik-Ferritik paslanmaz çelikler Bunlar, yüksek oranda krom (%18-28) ve orta miktarda nikel (%4,5-8) içeren çeliklerdir. Nikel miktarı en çok %8 olup, bütün içyapının östenitik olması için yetersizdir. Ferrit ve östenit fazlarından oluşan içyapı nedeniyle bu çelikler dubleks olarak da adlandırılır. Dubleks çeliklerin çoğunluğu %2,5-4 molibden içerir. Bunlar hem iyi mukavemet hem de iyi süneklik özelliklerini birlikte sağlarlar. Ayrıca korozif ortamlarda dahi çok uygun yorulma dayanımları vardır. Başlıca Özellikleri: Gerilmeli korozyona karşı yüksek dayanıklılığa sahiptirler. Klor iyonunun bulunmadığı ortamlarda daha yüksek korozif dayanım gösterirler. Östenitik ve ferritik çeliklerden daha yüksek mekanik dayanım sağlarlar. İyi kaynak edilebilirlik ve şekil alma kabiliyeti vardır.
 ve orta miktarda nikel (%4,5-8) içeren çeliklerdir. Nikel miktarı en çok %8 olup, bütün içyapının östenitik olması için yetersizdir. Ferrit ve östenit fazlarından oluşan içyapı nedeniyle bu çelikler dubleks olarak da adlandırılır. Dubleks çeliklerin çoğunluğu %2,5-4 molibden içerir. Bunlar hem iyi mukavemet hem de iyi süneklik özelliklerini birlikte sağlarlar. Ayrıca korozif ortamlarda dahi çok uygun yorulma dayanımları vardır. Başlıca Özellikleri: Gerilmeli korozyona karşı yüksek dayanıklılığa sahiptirler. Klor iyonunun bulunmadığı ortamlarda daha yüksek korozif dayanım gösterirler. Östenitik ve ferritik çeliklerden daha yüksek mekanik dayanım sağlarlar. İyi kaynak edilebilirlik ve şekil alma kabiliyeti vardır.")
38
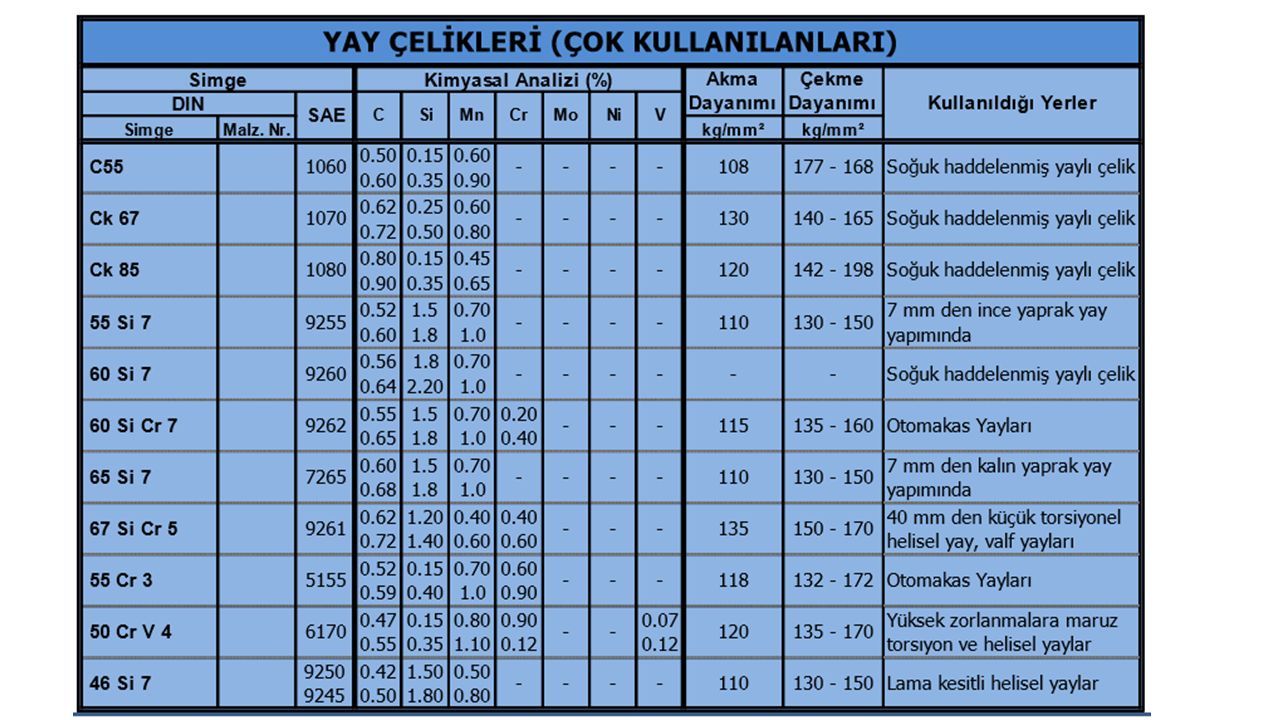
Yay çelikleri Esnek oluşları nedeni ile yay imaline elverişli çeliklere verilen genel adıdır. Bu çeliklerin esneklik sınırı yani akma noktaları yüksektir. Yayların, bası, çeki ve burulma gibi çalışma şekilleri, yay malzemesinin seçiminde etkin rol oynar. Yay çelikleri kimyasal bileşimlerine göre genel olarak aşağıdaki şekilde gruplandırılır ; % 0,50 - % 1,00 arası karbon içeren alaşımsız çelikler. Si, Cr, Mn, V ihtiva eden alaşımlı yay çelikleri. Sık aralıklarla şekil değiştiren yay, yüzeyindeki mikro çatlak ve kusurlardan dolayı ve bünyesindeki istenmeyen kalıntılardan dolayı metal yorulması olarak adlandırılan olay sebebiyle kısa sürede kırılabilir. İnce kesitli yaylar soğuk, kalın kesitli yaylar sıcak olarak şekillendirilirler. Şekillendirmeden sonra yay çelikleri sertleştirilir ve temperleme yapılır. Temperleme, sertleştirmeden hemen sonra yapılmazsa sertleştirme çatlakları oluşur. Mikro çatlaklar yayın kısa sürede kırılmasına sebep olur.

40
Cıvata çelikleri Civatalar, az-orta karbonlu alaşımsız ve alaşımlı çeliklerden yapılır. En çok kullanılan karbon çelikleri AISI1018, 1038, 1041 ve 1045 çelikleridir. Kesit kalınlıkları arttıkça daha yüksek sertleşebilme kabiliyetine sahip çelikler gereklidir. Bu amaçla en çok kullanılan alaşımlı çelikler ise ; AISI 1235, 1340, 4037, 4135, 4140, 4142, 4145, 4150, 20MnB4, 8635, 8642, 8735, ve 4340 çelikleridir. Yüksek sıcaklık çelikleri Isıya dirençli alaşım çelikleri oksidasyona ve yüksek sıcaklıklarda gazların tepkisine direnç göstermek için tasarlanmışlardır. Bu çelikler yüksek sıcaklıklarda dayanımlarını korurlar. Bu nedenle bu alaşımlara %30 krom ve %3,5 silikon birlikte ilave edilir. Sürekli yüksek sıcaklıklarda çalışacak alaşımlı çelikler yüksek miktarda krom içerirler. Krom ilavesinin sonucunda tane oluşumunu sınırlamak için alaşıma nikel de ilave edilir. Isıya dayanıklı çeliklerin yüksek sıcaklıklarda dayanımlarını korumaları için alüminyum, karbon, molibden, titan ve tungsten ilave edilerek çelik katı yapılı hale getirilir. Bu alaşım elementleri karbid parçacıklarının oluşumuna ve metaller arası birleşimlere destek olmaktadır.

41
Yüksek sıcaklık malzemeleri
EURONORM 95-79 Yüksek sıcaklık malzemeleri uygulama sırasında sıcak gaz ve yakıtların etkisine 550 ºC ve üzeri sıcaklıklarda karşı koyabilen malzemelerdir.

42
DIN 17240 Bu standarda göre sıcaklığa dayanıklı çelikler ise ~ 540 °C sıcaklığına kadar uzun süreler mekanik özelliklerini koruyabilen malzemelerdir. Diğer yandan, yüksek sıcaklığa dayanıklı çelikler ve alaşımlar ise bu sıcaklıklar ~ 800 °C’ye kadar olabilir. DIN Yüksek sıcaklığa dayanıklı östenitik çelikler, en az kütle-% 13 Cr içeren ve 550 °C üzerindeki sıcaklıklara uzun süreler mekanik yük taşıyabilen ve mukavemetini sürdürebilen östenitik çeliklerdir. DIN EN 10302, 500 ºC’nin üzerindeki sıcaklıklarda uzun süreli kullanım koşulları altında mekanik özelliklerini (sürünme limit ve sürünme mukavemeti) koruyabilen ve en az kütle-% 8 krom içeren çelik, nikel veya kobalt alaşımlarıdır. Schatt’a göre Yüksek sıcaklığa dayanıklı çelikler, 400 °C’nin üzerinde kullanılabilen alaşımsız ve alaşımlı çeliklerdir. Bürgel’e göre Yüksek sıcaklık malzemeleri içerisinde 500 °C’nin üzerinde mekanik özelliklerini ve korozyon dayanımını koruyabilen tüm malzemeler sayılabilir.
 koruyabilen ve en az kütle-% 8 krom içeren çelik, nikel veya kobalt alaşımlarıdır. Schatt’a göre Yüksek sıcaklığa dayanıklı çelikler, 400 °C’nin üzerinde kullanılabilen alaşımsız ve alaşımlı çeliklerdir. Bürgel’e göre Yüksek sıcaklık malzemeleri içerisinde 500 °C’nin üzerinde mekanik özelliklerini ve korozyon dayanımını koruyabilen tüm malzemeler sayılabilir.")
43
Isıya dayanıklı çeliklerin içerdiği ana elementler Fe, Ni ve Cr’dur
Isıya dayanıklı çeliklerin içerdiği ana elementler Fe, Ni ve Cr’dur. Ayrıca içerilerinde Si ve Al da bulunur. Mikroyapı: Ferritik ve östenitik Sıcaklığa dayanıklı çeliklerin içerdiği ana elementler ise Mo, Cr, V ve Ti’dur (Karbür yapıcı elementler). Ayrıca katı ergiyik sertleşmesi elde etmek için Mo, Mn, V, Si ve Cr içerirler. Mikroyapı: Ferritik ve ferritik-beynitik Yüksek sıcaklığa dayanıklı çeliklerin içerdiği ana elementler ise; Ferritik-martenzitik çeliklerde Cr, Mo, W, V, Nb Östenitik çeliklerde Ni, Cr, Al, Ti, Mo ve Nb Mikroyapı: Ferritik-martenzitik ve östenitik
. Ayrıca katı ergiyik sertleşmesi elde etmek için Mo, Mn, V, Si ve Cr içerirler. Mikroyapı: Ferritik ve ferritik-beynitik. Yüksek sıcaklığa dayanıklı çeliklerin içerdiği ana elementler ise; Ferritik-martenzitik çeliklerde Cr, Mo, W, V, Nb Östenitik çeliklerde Ni, Cr, Al, Ti, Mo ve Nb Mikroyapı: Ferritik-martenzitik ve östenitik.")
44
Subap çelikleri Günümüzdeki modern devirli yüksek kompresyonlu motorlarda subapların uzun ömürlü olmaları ve görevlerini tam yapabilmeleri yüksek ısıya dayanıklı özel çelik alaşımlarından yapılırlar emme subapları genellikle krom nikelli çelik alaşımlarından egzoz subapları ise ısıya dayanıklı stellit denilen çelik alaşımlardan yapılırlar. Bazı motorlarda her ikisi de aynı malzemeden yapılırlar. ( egsoz subapları krom- kobaltlı, silisyum – wolfromlu-krom-nikel- wolfromlu özel çeliklerden yapılır.)
")
45
Subap çelikleri

46
Düşük sıcaklık (sıfır altı) çelikleri
 çelikleri")
47
Takım çelikleri Çelikler de dahil tüm malzemeleri işlemede kullanılan aletlerin, yani takımların imalatında kullanılan ya da parçaların şekillendirilmesinde kullanılan aşınma dayanımları yüksek (genelde) alaşımlı çeliklerin genel adıdır. Alaşımlı ve alaşımsız olabilirler. Hız çelikleri de bu gruptadır. Yüksek karbonlu alaşımsız çeliklerde bazen ucuzluğu nedeni ile takım çeliği olarak kullanılırlar. Belirgin özellikleri yeterli sayılacak tokluğu yanında yüksek sertlik değerine sahip olmalarıdır. Takım çeliklerinin çeşitli sınıflandırma metotları Kullanılan su verme ortamına göre: suda sertleşen çelikler, yağda sertleşen çelikler ve havada sertleşen çelikler gibi. Alaşım içeriğine göre: karbon takım çelikleri, düşük alaşımlı takım çelikleri, orta alaşımlı takım çelikleri gibi. Uygulama alanına göre: sıcak iş çelikleri, şok dirençli çelikler, yüksek hız çelikleri ve soğuk iş çelikleri gibi.
 alaşımlı çeliklerin genel adıdır. Alaşımlı ve alaşımsız olabilirler. Hız çelikleri de bu gruptadır. Yüksek karbonlu alaşımsız çeliklerde bazen ucuzluğu nedeni ile takım çeliği olarak kullanılırlar. Belirgin özellikleri yeterli sayılacak tokluğu yanında yüksek sertlik değerine sahip olmalarıdır. Takım çeliklerinin çeşitli sınıflandırma metotları. Kullanılan su verme ortamına göre: suda sertleşen çelikler, yağda sertleşen çelikler ve havada sertleşen çelikler gibi. Alaşım içeriğine göre: karbon takım çelikleri, düşük alaşımlı takım çelikleri, orta alaşımlı takım çelikleri gibi. Uygulama alanına göre: sıcak iş çelikleri, şok dirençli çelikler, yüksek hız çelikleri ve soğuk iş çelikleri gibi.")
48
Soğuk İş Takım Çelikleri
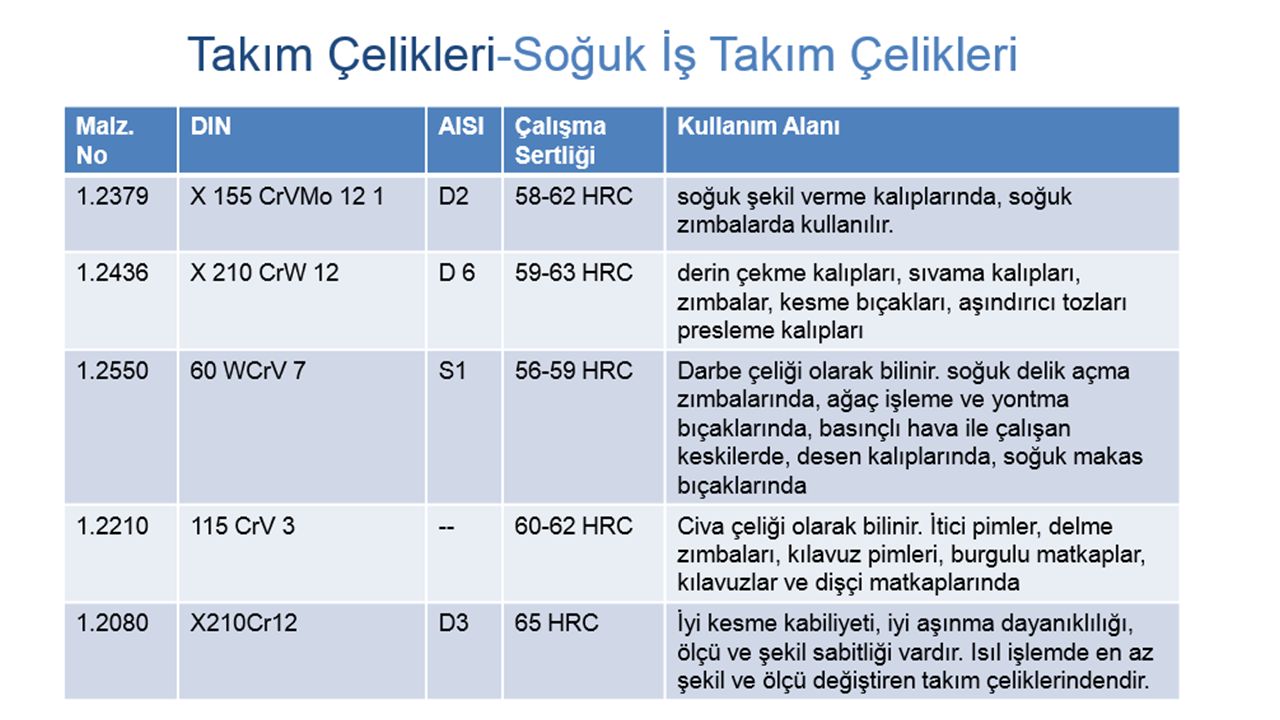
Soğuk iş takım çeliklerinin kullanımı, 200°C dereceyi aşmayan sıcaklıklarda, daha çok şekillendirme, sac kesme kalıplarının yapımında kullanılan çeliklerdir. Bazı türleri, talaşlı imalat takımları yapımında da kullanılabilmektedir. Önemli bir miktar da ölçme cihazlarının imalatında kullanılır. Birçok çelik türünde olduğu gibi, bu çeliklerde de sertlik ve tokluk aynı anda olsun istenir. Soğuk iş takım çeliklerinde karbon miktarı %0,3-2,5 arasında değişir ve hatta yüksek alaşımlı çeliklerde %3’e ulaşır. %1 karbonda düşük alaşımlı çeliğin yapısındaki karbür miktarı %5 iken, %2’den fazla karbon içeren yüksek alaşımlarda bu değer %10-30 değerine yükselir. Bu çeliklerde bulunan karbür oluşturucu V, Mo, W ve Cr çeliğin dayanımını, sertlik ve aşınma direncini yükseltici etki gösterirler. Soğuk iş takım çelikleri TS 3921, DIN ve EN ISO 4957’de(takım çelikleri olarak) standartlaştırılmıştır. Önemli kullanım yerleri; Kesme takımları - Delme zımbaları - Makine bıçakları - Civata perçin ve somunları - Kağıt ve plastik bıçakları - Kazıma bıçakları - Sıvama kalıpları vb.
 standartlaştırılmıştır. Önemli kullanım yerleri; Kesme takımları - Delme zımbaları - Makine bıçakları - Civata perçin ve somunları. - Kağıt ve plastik bıçakları - Kazıma bıçakları - Sıvama kalıpları vb.")
50
Sıcak İş Takım Çelikleri
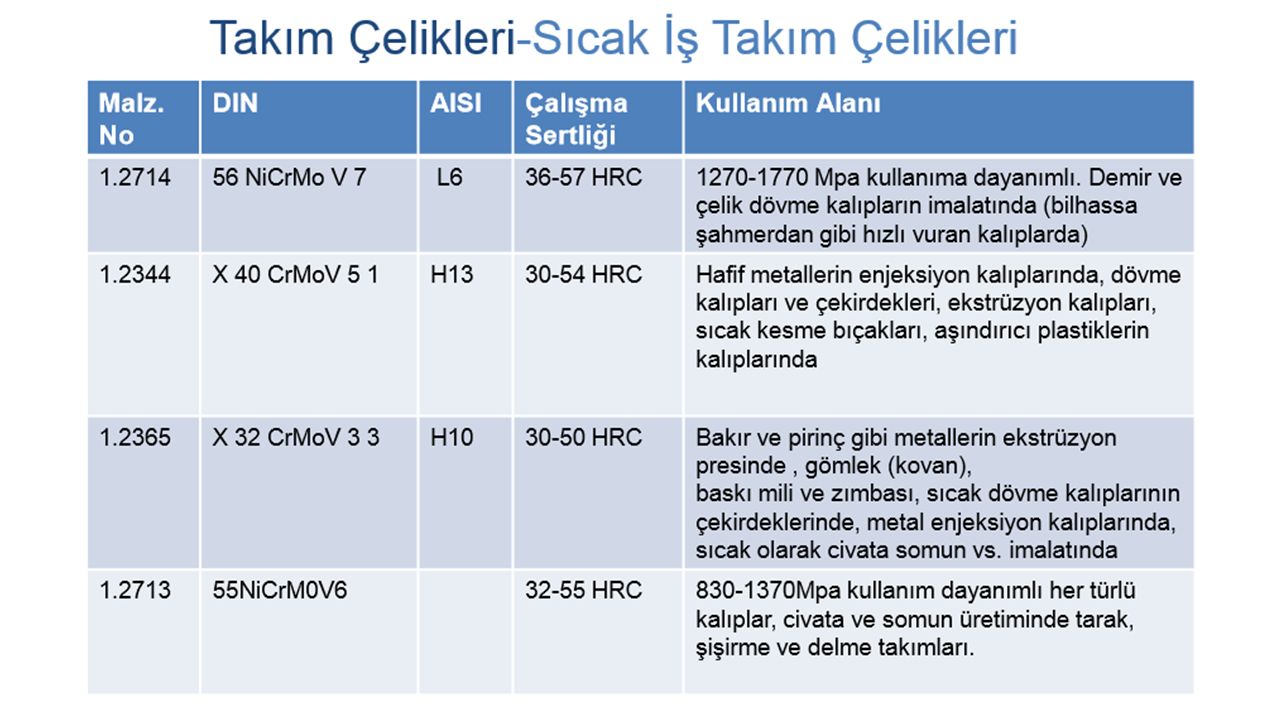
Sıcak iş takım çelikleri özellikle çeliklerin, demir olmayan metallerin, yüksek polimerlerin ve seramik malzemelerin 200°C derecenin üzerindeki sıcaklıklarda şekil verilmesinde kullanılan çelik türleridir. Sıcaklık işlenen malzemeye bağlı olduğundan ve uygulanan temas sürelerinde °C’ye ulaşabildiğinden dolayı, bu çelikler çok sık bir şekilde darbe tarzında da olan ve ısıl şok olarak da meydana gelen, çok yüksek mekanik ve termik zorlanma altında kalırlar. Sıcak iş takımlarında çoğu zaman plastik form değiştirmesi, sıcakta çatlak teşekkülü, kırılma, aşınma veya korozyon nedeniyle bozulmalar olabilir. Bundan dolayı sıcak iş takımları için olan malzemelerin sıcakta yüksek dayanıma(sıcakta akma sınırı), iyi meneviş dayanımına, yüksek sıcakta aşınma direncine, yeterli sünekliğe ve iyi termoşok dayanımına sahip olması gerekir. Sıcak iş takımlarının sertleştirilmesi büyük ölçüde alaşımlı soğuk iş takım çeliklerine benzer. Ancak meneviş sıcaklıkları oldukça yüksektir. Sıcak iş takım çelikleri TS 3920, DIN ve EN ISO 4957’de (takım çelikleri olarak) standartlaştırılmıştır. Önemli kullanım yerleri; - Enjeksiyon Döküm Kalıpları - Ekstrüzyon Kalıpları - Dövme Kalıpları - Kalıp ve Boru Presleri ve Aksamları - Delici Zımbalar ve Kalıpları vb.
, iyi meneviş dayanımına, yüksek sıcakta aşınma direncine, yeterli sünekliğe ve iyi termoşok dayanımına sahip olması gerekir. Sıcak iş takımlarının sertleştirilmesi büyük ölçüde alaşımlı soğuk iş takım çeliklerine benzer. Ancak meneviş sıcaklıkları oldukça yüksektir. Sıcak iş takım çelikleri TS 3920, DIN ve EN ISO 4957’de (takım çelikleri olarak) standartlaştırılmıştır. Önemli kullanım yerleri; - Enjeksiyon Döküm Kalıpları - Ekstrüzyon Kalıpları - Dövme Kalıpları. - Kalıp ve Boru Presleri ve Aksamları - Delici Zımbalar ve Kalıpları vb.")
52
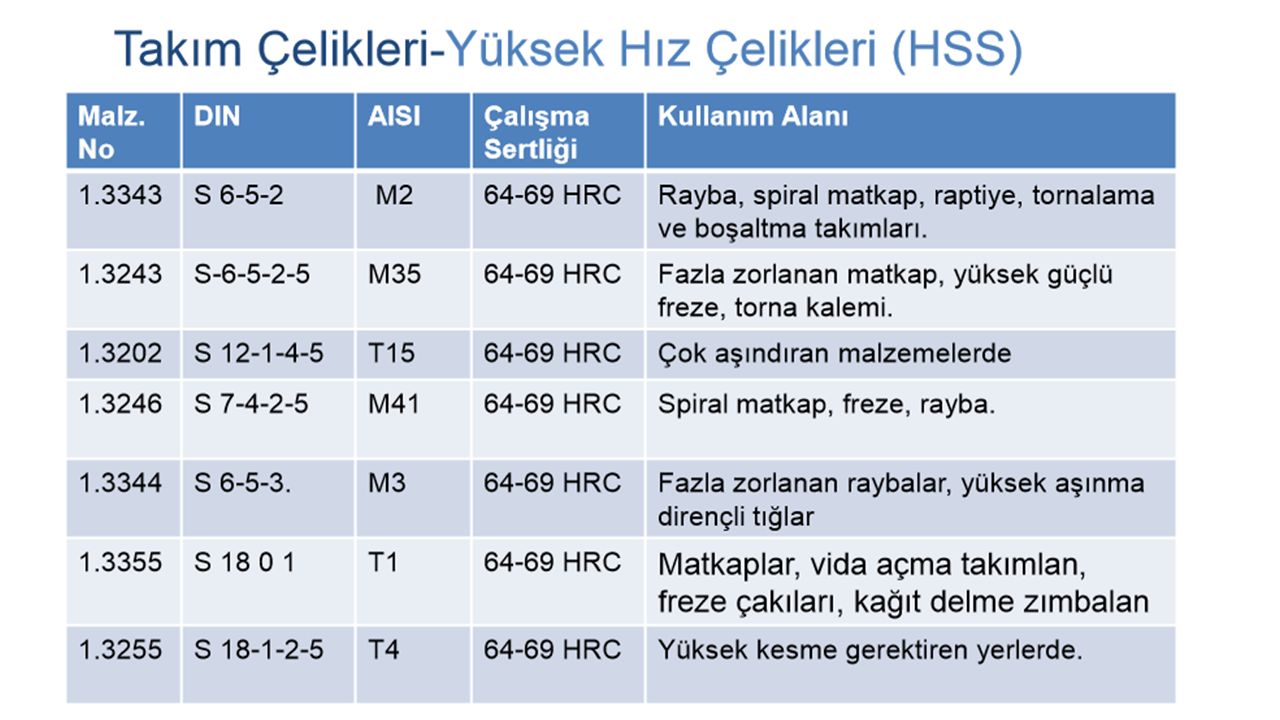
Yüksek Hız Takım Çelikleri ( HSS )
Yüksek hız takım çelikleri, yüksek sıcaklıkta sertliğini büyük oranda ve uzun süre koruyan malzemelerdir. Bu malzemeler yüksek sıcaklıklara ve aşınmaya karşı dayanımlıdır (yüksek sıcaklıklarda aşınma dirençli). En pahalı çelik türüdür. Bu özellikleri çeliğe kazandırmak için bazı alaşım elemanlarının ilavesinin yanında uygun ısıl işlemin de gerçekleştirilmesi gerekir. Genellikle yüksek miktarda W ve Mo ile Cr, V ve Co içerirler. C içeriği %0,7-1,0 arasında olmasına rağmen bazı tiplerde %1,5’e kadar çıkabilir. Mo esaslı (M Grubu) ve W esaslı (T Grubu) olmak üzere iki alt gruba ayrılır. En yaygın kullanılan tungsten esaslı (T1) olarak bilinir ve sırasıyla rakamlar W-Cr-V’ u % olarak gösterir. Mo çelikleri fiyat olarak biraz daha ucuzdur. Yüksek hız çeliklerinin %80’i Mo tipi olarak üretilir. Daha iyi yüksek sıcaklık sertliği istendiğinde Co içerikli çelikler tavsiye edilir. Yüksek abrasif aşınma direnci istendiğinde ise yüksek W’lu çelik daha uygundur. T15 çeliğinde yüksek Co ve W bulunur. Bu her iki alaşım elementi hem yüksek sıcaklık sertliği hem de abrasyon direnci sağlar. Yüksek hız çeliklerinin en genel uygulama alanı talaş kaldırma takımlarıdır. Sert ısıya dirençli bir matriks içinde birçok aşınma dirençli karbürün bulunması bu çelikleri kesici takım uygulamaları için uygun yapmaktadır.
. En pahalı çelik türüdür. Bu özellikleri çeliğe kazandırmak için bazı alaşım elemanlarının ilavesinin yanında uygun ısıl işlemin de gerçekleştirilmesi gerekir. Genellikle yüksek miktarda W ve Mo ile Cr, V ve Co içerirler. C içeriği %0,7-1,0 arasında olmasına rağmen bazı tiplerde %1,5’e kadar çıkabilir. Mo esaslı (M Grubu) ve W esaslı (T Grubu) olmak üzere iki alt gruba ayrılır. En yaygın kullanılan tungsten esaslı (T1) olarak bilinir ve sırasıyla rakamlar W-Cr-V’ u % olarak gösterir. Mo çelikleri fiyat olarak biraz daha ucuzdur. Yüksek hız çeliklerinin %80’i Mo tipi olarak üretilir. Daha iyi yüksek sıcaklık sertliği istendiğinde Co içerikli çelikler tavsiye edilir. Yüksek abrasif aşınma direnci istendiğinde ise yüksek W’lu çelik daha uygundur. T15 çeliğinde yüksek Co ve W bulunur. Bu her iki alaşım elementi hem yüksek sıcaklık sertliği hem de abrasyon direnci sağlar. Yüksek hız çeliklerinin en genel uygulama alanı talaş kaldırma takımlarıdır. Sert ısıya dirençli bir matriks içinde birçok aşınma dirençli karbürün bulunması bu çelikleri kesici takım uygulamaları için uygun yapmaktadır.")
53
Diğer bir ifadeyle genel olarak, talaş kaldırma takımlarının imalinde kullanılır. (Matkap, rayba, klavuz, torna kalemleri vb.) W ve Mo yüksek hız çelikleri matkaplar, raybalar, broşlar, hadde kesicileri, testereler ve ağaç işleme aletleri gibi birçok kesici takımlarda kullanılmaktadır. Yüksek sıcaklıklarda göstermiş oldukları yüksek mukavemetlerinden dolayı yüksek hız çelikleri, sıcak iş takım çelikleri olarak da (örneğin sıcak kesiciler ve somun imal eden sıcak zımbalama makinelerindeki zımba malzemesi) kullanılırlar. Yüksek Hız Çeliklerinden İstenen Özellikler Sertlik Sert bir malzemenin işlenmesi ancak kendinden daha sert bir takım ile gerçekleştirilir. Karbon ve alaşım elementlerini ve dolayısıyla bunların oluşturduğu özel ve sert karbürleri arttırarak sertlik 67-68HRC’ye kadar yükseltilebilir. Sertleştirme sonrası belirli bir sertlik alma derinliği veya sertleşme kabiliyeti, M10’un dışındaki bütün yüksek hız çeliklerinin havada soğutulması ile yaklaşık 1 inç (25.4mm) civarında olmaktadır. Hava yerine yağ veya ergimiş tuz banyosu soğutma ortamı olarak seçildiğinde bu derinlik 3 inç’e kadar çıkabilir. Tokluk Zorlamalar ve darbeler karşısında takımın kırılmaya karşı dirençli, diğer bir deyişle tok olması istenir. Fakat yüksek hız çeliklerindeki yüksek karbon ve alaşım miktarı çeliğe sertlik özelliği verdiğinden kullanım yerine göre çeliğin tok olması istendiğinde takım seçiminde bazı noktalara dikkat edilmelidir.
 kullanılırlar. Yüksek Hız Çeliklerinden İstenen Özellikler. Sertlik Sert bir malzemenin işlenmesi ancak kendinden daha sert bir takım ile gerçekleştirilir. Karbon ve alaşım elementlerini ve dolayısıyla bunların oluşturduğu özel ve sert karbürleri arttırarak sertlik 67-68HRC’ye kadar yükseltilebilir. Sertleştirme sonrası belirli bir sertlik alma derinliği veya sertleşme kabiliyeti, M10’un dışındaki bütün yüksek hız çeliklerinin havada soğutulması ile yaklaşık 1 inç (25.4mm) civarında olmaktadır. Hava yerine yağ veya ergimiş tuz banyosu soğutma ortamı olarak seçildiğinde bu derinlik 3 inç’e kadar çıkabilir. Tokluk Zorlamalar ve darbeler karşısında takımın kırılmaya karşı dirençli, diğer bir deyişle tok olması istenir. Fakat yüksek hız çeliklerindeki yüksek karbon ve alaşım miktarı çeliğe sertlik özelliği verdiğinden kullanım yerine göre çeliğin tok olması istendiğinde takım seçiminde bazı noktalara dikkat edilmelidir.")
54
Yüksek hız çeliklerinde tokluk, çeliğin bileşiminde daha düşük karbon miktarının olmasıyla veya çeliğin östenitleme sıcaklığından daha düşük bir sıcaklıkta sertleştirilip daha ince tane boyutu sağlanması ile arttırılır. Yüksek derecede ( °C) temperleme de hız çeliklerinin tokluğunu arttırır. Bununla birlikte tokluk arttığında sertlik ve aşınma dayanımını da azalacaktır. Aşınma Dayanımı Hız çeliğinin aşınma dayanımlı olması sürtünmeye, yumuşamaya veya mekanik etkilere karşı dirençli olmasıdır. Bu da kullanımı esnasında takımın daha uzun sürede değişimini gerektirdiğinden kullanımda ekonomiklik sağlar. Yüksek hız çelikleri, martenzit yapısı içine dağılmış sert karbürlerin ve temperlenmiş martenzit matrisinin yüksek sertliğinden dolayı yüksek aşınma dayanımına sahiptirler. Molibden karbürünün sertliği 75HRC iken, Vanadyum karbürün sertliği 84HRC’dir. Bu yüzden Vanadyum karbür miktarını arttırmak aşınma dayanımını arttırır. Fakat yüksek Vanadyumlu hız çeliklerinin daha iyi aşınma dayanımlı olmalarına karşın, bu çeliklerin işlenebilme ve taşlanabilme zorlukları vardır.

56
Plastik kalıplarından beklenen özellikler;
• Hızlı işlenebilirlik • Isıl işlem sırasında boyut değişiminin az olması • Parlaklık • Basınç dayanımı • Aşınma dayanımı Plastik Kalıp Çelikleri İmalat ve kalıp sektörünün en çok kullanım sahasına sahip çelik grubudur. Her türlü plastik bazlı malzemelerin muhtelif yöntemlerle şekillendirmesi bu grup çeliklerle gerçekleştirilmektedir. Plastik kalıp çelikleri kullanılan plastik hammaddesinin cinsine göre aşınmaya, basınca ve korozyona maruz kalırlar. Bu nedenle çok çeşitli plastik kalıp çelikleri geliştirilmiştir.

57
Rulman çelikleri Bu çelikler, rulmanlarda yer yer meydana gelen, çok yüksek çekme, basınç, devamlı titreşim ve aşınma etkilerini karşılamak durumundadır. Bu nedenle özel kimyasal bileşim yanında, tam sertleştirme veya yüzey sertleştirme işlemleri de gerekir.

58
Elektrik çelikleri Yüksek dayanımlı düşük alaşımlı (HSLA-Mikro alaşımlı) çelikler Yapı çeliklerinin mukavemet kapasitelerinin yetersiz oluşları nedeniyle yüksek dayanımlı düşük alaşımlı çeliklerin üretimi gerçekleştirilmiştir. En önemli mikro alaşım elementleri Nb, V ve kısmen de Ti’dur. Ayrıca alüminyum (Al), molibden (Mo) ve bor (B) da mikro alaşımlama için kullanılır. Bunların önemleri mikro yapıda karbür, nitrür veya karbonitrür olarak tane inceltici ve sertleştirici etkilerine dayanmaktadır. Tane inceltici etkisi, çok ince çökelmiş partiküllerin sıcak şekillendirmede tane irileşmesini engellemesi ve östenitin ferrite dönüşümü esnasında doku inceltici yabancı çekirdekler olarak kullanıma hazır halde bulunmalarından kaynaklanmaktadır. Östenit bölgesinde çözünen ve soğutma esnasında çok ince partiküller şeklinde çökelen alaşım elementleri de sertleştirici etkiye sahiptirler. Bileşikleri östenit bölgesinde geç çözünen Nb’nin tane inceltici etkisi ağır basarken, V’un sertleştirici etkisi öne çıkmaktadır.
, molibden (Mo) ve bor (B) da mikro alaşımlama için kullanılır. Bunların önemleri mikro yapıda karbür, nitrür veya karbonitrür olarak tane inceltici ve sertleştirici etkilerine dayanmaktadır. Tane inceltici etkisi, çok ince çökelmiş partiküllerin sıcak şekillendirmede tane irileşmesini engellemesi ve östenitin ferrite dönüşümü esnasında doku inceltici yabancı çekirdekler olarak kullanıma hazır halde bulunmalarından kaynaklanmaktadır. Östenit bölgesinde çözünen ve. soğutma esnasında çok ince partiküller şeklinde çökelen alaşım elementleri de sertleştirici etkiye sahiptirler. Bileşikleri östenit bölgesinde geç çözünen Nb’nin tane inceltici etkisi ağır basarken, V’un sertleştirici etkisi öne çıkmaktadır.")
59
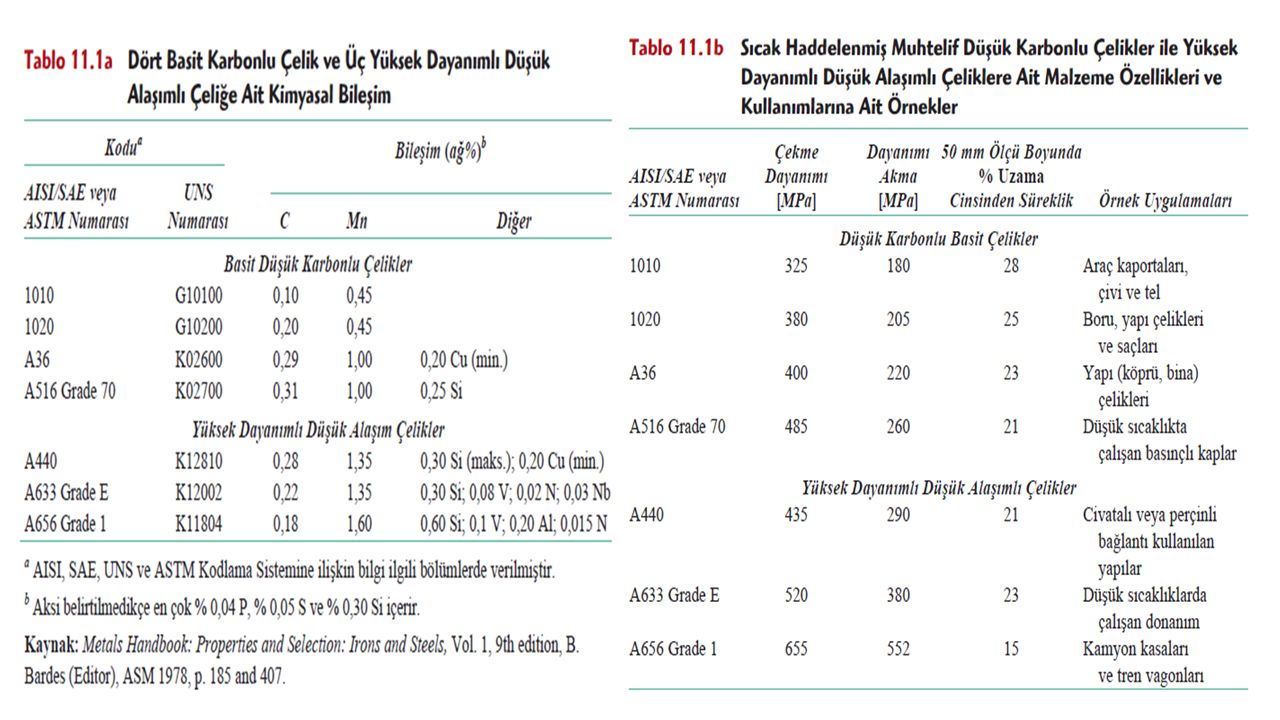
• Ana üretim tekniği olan kaynak kabiliyetinin geliştirilmesi • Aynı zamanda dayanım ve tokluk özelliğinin arttırılması • Ağırlığın azaltılması • Maliyetin düşürülmesi Mikro alaşımlı çelikler genelde -100°C ’den 300°C ’ye kadar geniş bir sıcaklık aralığında kullanılırlar. Yüksek kırılma emniyetinin ve kötü şartlar altında bile güvenilir kaynaklanmanın arzulandığı yerlerde klasik yapı çeliklerinden çok üstün olmaları tercih nedenidir. Bu çelikler A 656 hariç köprü ve binalarda kullanılır. A 656 ise kamyon şasesi, krenoku, gibi yerlerde kullanılır. Fakat makine elemanları için kullanılmaz. ÇELİK DÖKÜMLER Hacim olarak büyük veya kapalı yerlerinin istenen şekillerde işlenmesi mümkün olmayan, imalat maliyeti açısından seri olarak üretilmesi gereken, vibrasyon sönümlenmesi gereken ekipmanlar çelik döküm olarak imal edilirler. Pompa, motor, redüktör gövdeleri gibi seri üretilecek, vibrasyon, ısı, şok veya aşınmaya maruz kalacak ekipmanların imalatı gibi.

60
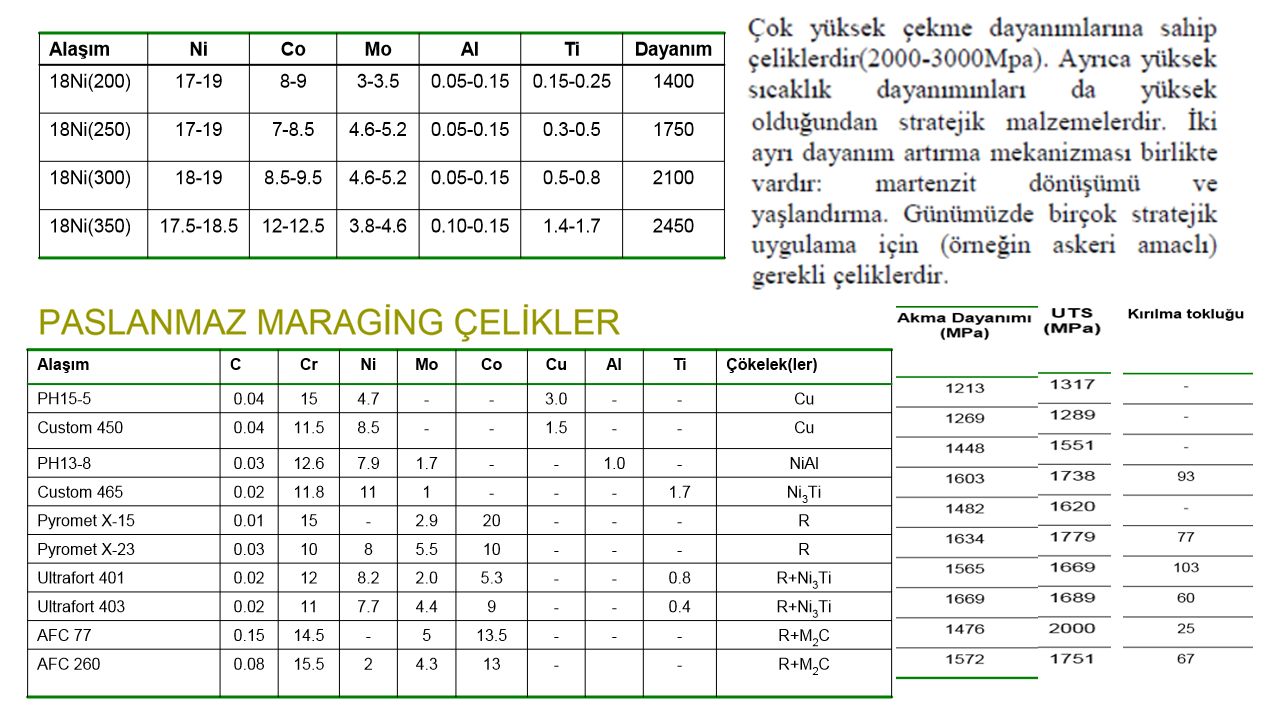
Maraging çelikleri Ana yapı martenzit Martenzitik yapı ısıl işleme tabi tutulur ve bunun sonucunda Ni3Mo,Ni3Ti vs. gibi metallerarası (intermetalik) bileşikler çökelir. Bu çökelekler martenzitik yapıdaki ısıl işleme tutulmamış malzemenin dayanımını daha üst seviyelere taşır.
 bileşikler çökelir. Bu çökelekler martenzitik yapıdaki ısıl işleme tutulmamış malzemenin dayanımını daha üst. seviyelere taşır.")
62
MANYETİK ALANDAN ETKİLENMEYEN ÇELİKLER
Elektronik sanayisinde, yer küre bilimsel araştırmalarında, jeolojik incelemelerde, bilimsel araştırmalar yapan gemilerin döner ekipmanlarında (şaft vs.), navigasyon hizmetlerinde kullanılan uydularda manyetik alanlardan etkilenmeyen çelik kullanılması gerekmektedir.
, navigasyon hizmetlerinde kullanılan uydularda manyetik alanlardan etkilenmeyen çelik kullanılması gerekmektedir.")
63
BASINÇLI KAP ÇELİKLERİ
Yüksek basınç altında çalışacak kazan ve kaplarda kullanılması gereken çelikler.

64
SÜPER ALAŞIMLAR • Süper alaşım; ana yapısı demir, nikel ya da kobalt olan nispeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wolfram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir. Süper alaşımlar; çok yüksek sıcaklıklarda mekanik dayanımlarını koruyabilen alaşımlardır. • Bu kompleks alaşımlar, yüksek sıcaklıklarda iyi korozyon ve oksidasyon direncine, üstün sürtünme direnci ve kopma dayanımına sahiptirler. • Süperalaşımlar; matris içinde ince da ğılmı ş formda de ğişik karbürler ve intermetalik fazlar içerirler. • Süper alaşımların yakla şık %15-20’si korozyona mükemmel yüksek direnç gösteren yüksek oranda krom içeren malzemelerdir. • Süper alaşımın en iyi kullanım sıcaklık aralığı, 0.8T erg olarak alınmalıdır. • Süper alaşımlar özellikle uçak, gemi, lokomotif ve enerji santrali, gaz türbinlerinde, roketlerde tahrik sistemlerinde, petrol ve kimya tesislerinin değişik yerlerinde kullanılırlar.

65
Demir esaslı süper alaşımlardan bazıları şunlardır:
INCOLOY (800, 801, 802, 807, 825, 903, 907, 909) A-286 ALLOY 901 DISCALOY HAYNES 536 H-155 V-57 Kobalt esaslı süper alaşımlardan bazıları şunlardır: HAYNES 188 L-605 MAR-M918 MP35N MP159 STELLITE 6B ELGILOY
 A-286. ALLOY 901. DISCALOY. HAYNES 536. H-155. V-57. Kobalt esaslı süper alaşımlardan bazıları şunlardır: HAYNES 188. L-605. MAR-M918. MP35N. MP159. STELLITE 6B. ELGILOY.")
66
SANAYİDE KULLANILAN MALZEME ADLARI
Platina St kalitesinde, genellikle kalınlığı 20mm ve yukarıdaki sac malzemelere verilen addır. Platina malzemeler genellikle darbe ve yüksek mukavemete maruz kalmayan makina yapı elemanlarının imalatında kullanılır. St kalitesi ortalama bir inşaat demirinden çok da üstün olmadığı için mekanik dayanım isteyen yerlerde kullanımı pek uygun değildir. Karbon oranı düşük olduğu için çok rahat kaynaklanabilir. Gazaltı kaynağı en iyi sonucu verir fakat elektrod kaynağı da kullanılabilir. Örneğin gemilerin dış cephe sacları bu malzemeden yapılır. Platina sac St 37, normal sac St 42’dir. St 37’de kaynak edilebilirlik, St 42’de ise işlenebilirlik daha iyidir. İnox Paslanmaz çelik. AISI normlarında 303, 304, 310, 316, 420 ve 430 kalitelerinde malzemelerin piyasadaki genel adıdır. Kaliteler paslanmaz malzemenin kimyasal ve mekanik direncini ifade eder. Transmisyon St37, 1008, 1010 ve 1020 kalitelerinde genelde yuvarlak ve altı köşe halde bulunabilen, işlerken kaleme yapışan, çekme mukavemeti ve sertleşebilirliği düşük bir malzemedir. Transmisyon çelikleri çoğunlukla hidrolik ve pnömatik elemanlar, yüksek dayanım istenmeyen bağlantı elemanları ve darbeye, zorlamaya ve yüksek ısıya maruz kalmayan makine parçaları üretiminde kullanılır. Kaynak işlemi için gaz altı (MIG/MAG) kaynak yöntemi en uygunudur. Fakat genellikle bu malzemeden üretilen parçalar kaynaklı bağlantılarda kullanılmaz.
 kaynak yöntemi en uygunudur. Fakat genellikle bu malzemeden üretilen parçalar kaynaklı bağlantılarda kullanılmaz.")
67
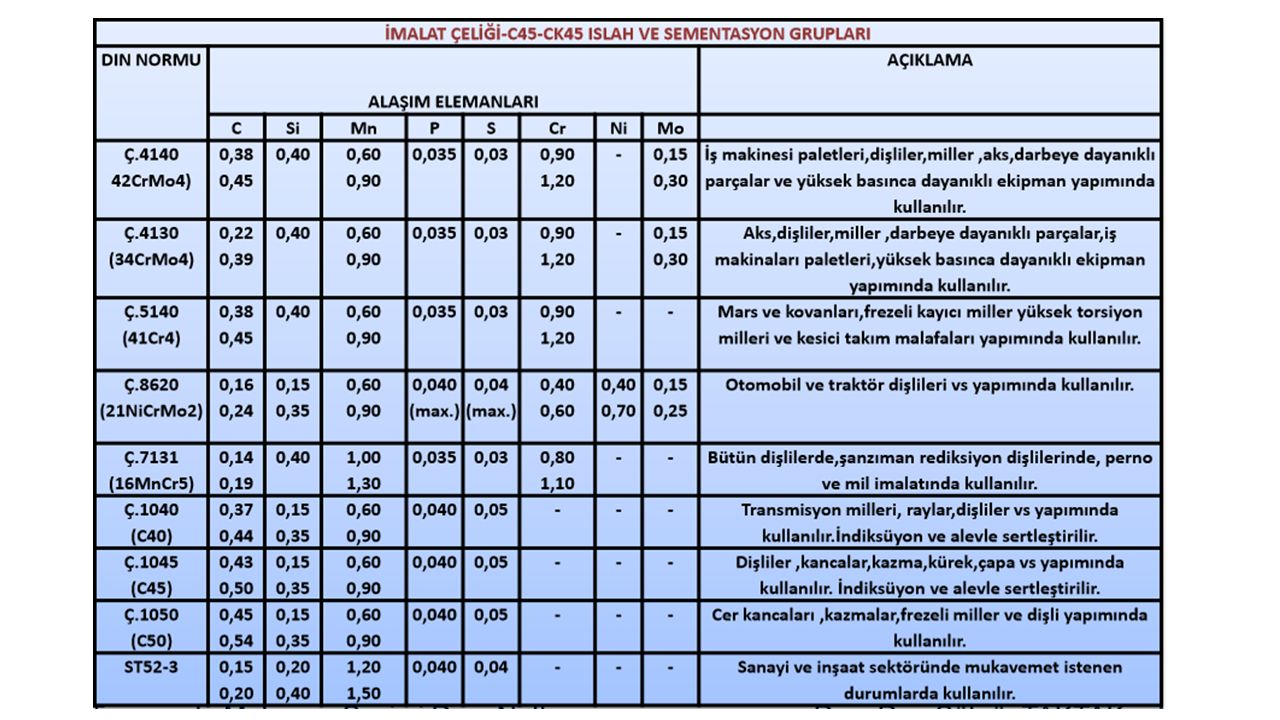
İmalat çelikleri Sade karbonlu ve bazı düşük alaşımlı karbonlu çelikler bu sınıfa girer ve makine yapım çeliği olarak da ifade edilirler. Yaygın kullanılan imalat çeliklerinden bazıları ; SAE 1040 (C 35), Makina - aparat yapımında mukavemet gerektiren parçaların imalinde, hidrolik silindirlerin piston millerinde, güç aktaran millerde (preslerin eksantrik mili gibi), Dişli ve civata imalinde yaygın olarak kullanılır. Sertliği 55 HRC ye kadar çıkabilir, indüksiyonla da sertleştirilebilir. Kaynak yapmaya pek uygun değildir. SAE 1050 (C 45), Makina – aparat yapımında yüksek mukavemet gerektiren parçaların imalinde, dişli yapımında, toprak ve kömür sektöründe kırıcı ve kazıcı parçaların yapımında kullanılır. Genellikle ısıl işlemden sonra kullanılması daha ekonomiktir. Sertliği yağda 58 HRC, suda 61 HRC ye kadar çıkabilir. Kaynağından kaçınılmalıdır. SAE 1060 (C 60), Yüksek zorlama ve aşınmaya maruz makina parçalarının imalinde, toprak işleme makinelerinin ( pulluk, çapa vb ) yapımında kullanılır. Sertlik değeri 65 HRC den fazladır. Kaynağından kaçınılmalıdır.
, Makina - aparat yapımında mukavemet gerektiren parçaların imalinde, hidrolik silindirlerin piston millerinde, güç aktaran millerde (preslerin eksantrik mili gibi), Dişli ve civata imalinde yaygın olarak kullanılır. Sertliği 55 HRC ye kadar çıkabilir, indüksiyonla da sertleştirilebilir. Kaynak yapmaya pek uygun değildir. SAE 1050 (C 45), Makina – aparat yapımında yüksek mukavemet gerektiren parçaların imalinde, dişli yapımında, toprak ve kömür sektöründe kırıcı ve kazıcı parçaların yapımında kullanılır. Genellikle ısıl işlemden sonra kullanılması daha ekonomiktir. Sertliği yağda 58 HRC, suda 61 HRC ye kadar çıkabilir. Kaynağından kaçınılmalıdır. SAE 1060 (C 60), Yüksek zorlama ve aşınmaya maruz makina parçalarının imalinde, toprak işleme makinelerinin ( pulluk, çapa vb ) yapımında kullanılır. Sertlik değeri 65 HRC den fazladır. Kaynağından kaçınılmalıdır.")
69
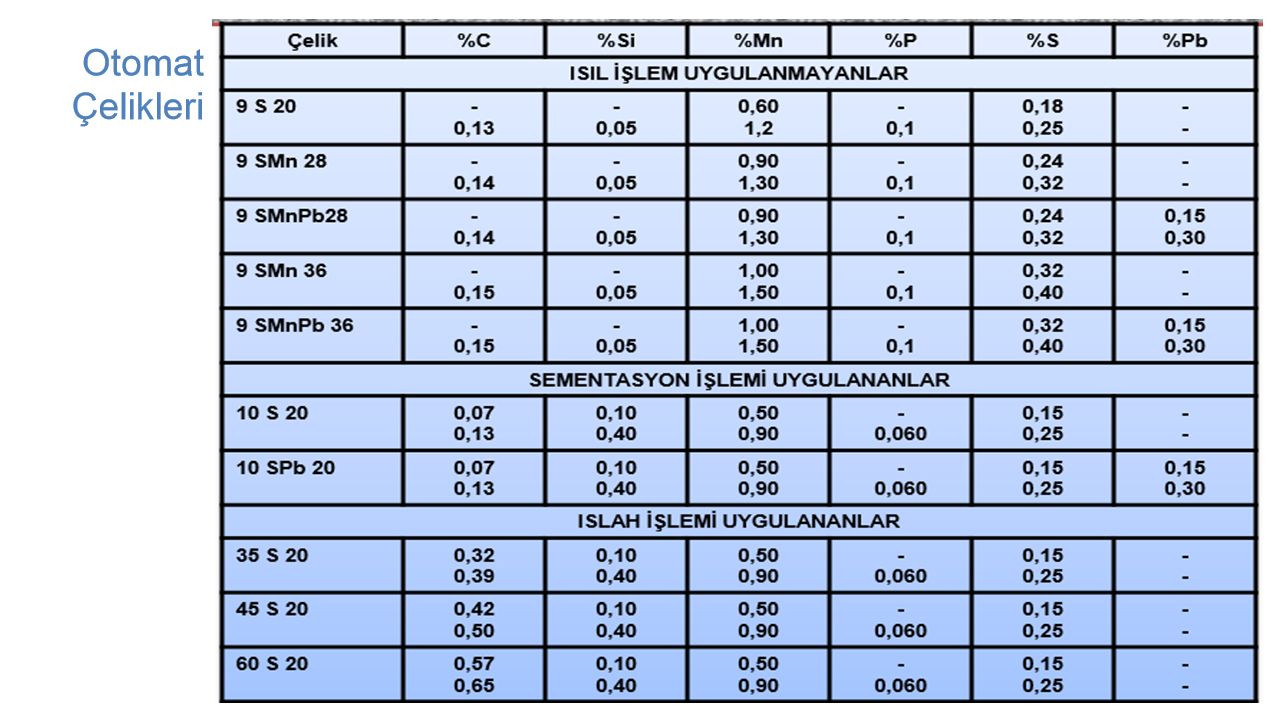
Otomat çelikleri Otomat çelikleri, genellikle hızlı talaş alma işleminde talaşların kırık çıkmasıyla, talaşlı imalat maliyetleri düşük çeliklerdir. Bu çelikler çok milli ve revolver torna tezgahlarında yapılan boyuna ve alın tornalama, diş açma, matkapla delme, raybalama gibi talaş kaldırma işlemlerine uygun çelikler olarak tanımlanırlar. İhtiva ettikleri yüksek kükürt ve fosfor nedeni ile kısa, kırılgan talaş verirler. İşleme esnasında kesici takım ömürlerini uzatabilmek için bazı türlerine kurşun ilave edilir. 9 S Mn 36, hidrolik ve pnömatik bağlantı elemanları, distribütör milleri, somunlar, araç yakıt donanımı parçalarının seri üretiminde 9 S Mn 28, Otomotiv sanayi için değişik türde bağlantı elemanları, seri ve süratli üretimlerde. Hassas mekanik parçalar üreten endüstri kolları ile inşaat sektöründe 35 S 20, 45 S 20, Isıl işlem görmesi gereken otomotiv parçaları imalinde kullanılır (enjektör milleri, bijon somunu gibi).
.")
71
Çeşitli Ulusların Çelik Standardizasyonu (Normları)
Gelişmiş ve gelişmekte olan her ülke kendi bünyelerine uygun olarak çelik normları geliştirmişlerdir. Dolayısıyla normlar ülkeden ülkeye değişmektedir. Ayrıca bir ülkenin bünyesinde birden fazla normda olabilir. Ülkemizin uluslar arası normu TSE (Türk Standartları Enstitüsü) normudur. Ayrıca ülkemizde MKE (Makine Kimya Endüstrisi) , Etinorm (Etibank Normu) gibi normlarda mevcuttur.
 normudur. Ayrıca ülkemizde MKE (Makine Kimya Endüstrisi) , Etinorm (Etibank Normu) gibi normlarda mevcuttur.")
74
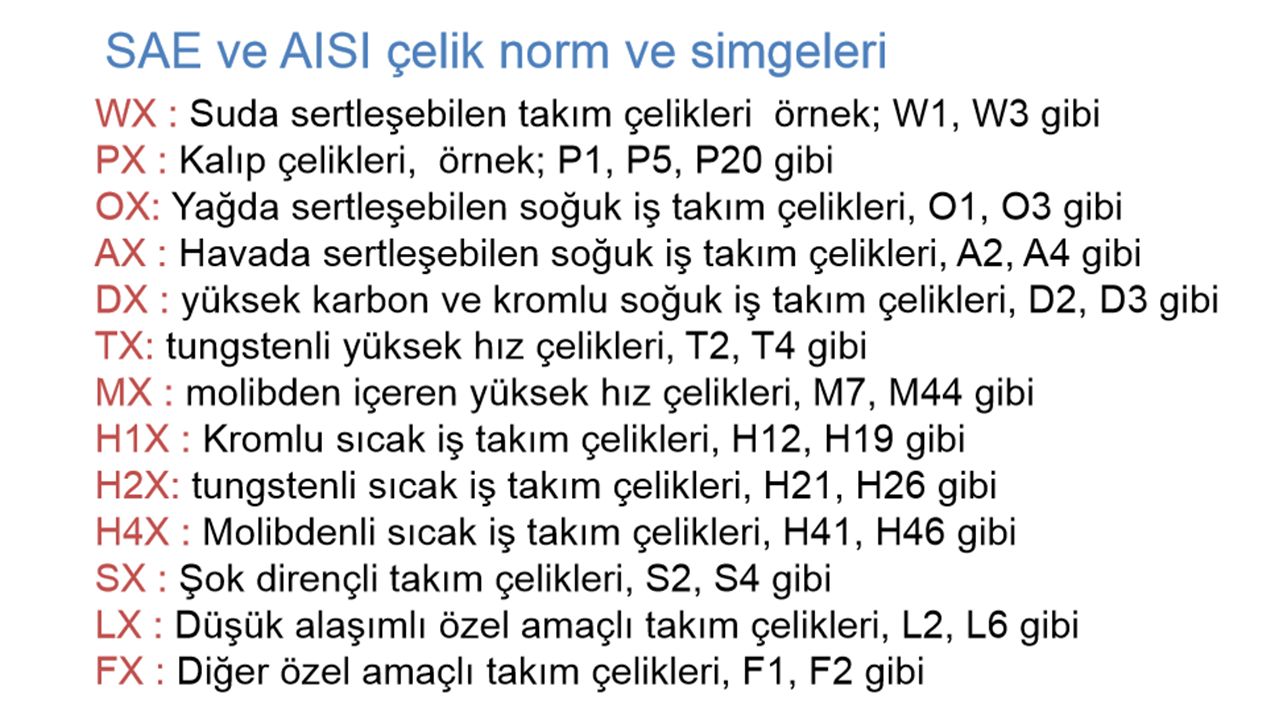
SAE ve AISI çelik norm ve simgeleri
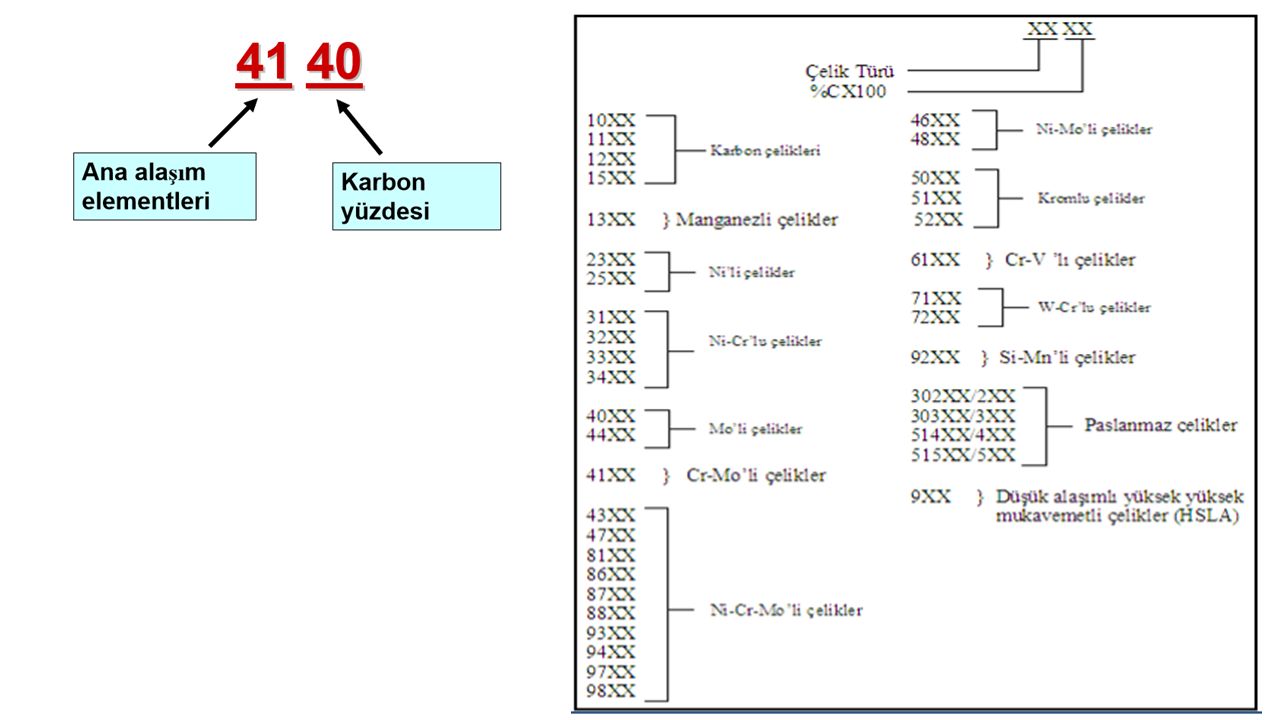
Çeliklerin numaralandırılmasının ihtiyaç olduğu tespiti ve sistem adaptasyonu, ilk kez Otomotiv Mühendisleri Birliği (SAE, Society of Automotive Engineers) tarafından yapılmıştır. Daha sonra Amerika demir ve çelik enstitüsü (AISI, American Iron and Steel Industry) tarafından benzer bir sistem adapte edilmiştir. 1975 yılında SAE, metal ve alaşımlar için, Birim Numaralandırma Sistemini (UNS, Unit Notation System) yayınlamıştır. Bu sistem, diğer malzeme özellikleri için çapraz referans numaralarını da kapsamaktadır. UNS, malzemeyi tanımlamak için harf kullanır. Örneğin karbon ve alaşım çelikleri için G, alüminyum alaşımları için A, bakır esaslı alaşımlar için C, paslanmaz veya korozyona dayanıklı malzemeler için S ön ekleri kullanılır. Bazı malzemelerin bu şekilde tanımlanması konusunda henüz fikir birliğine varılamamıştır. X X X X İlk iki rakam çeliğin ait olduğu alaşım grubunu, son iki rakamda karbon miktarını yüzde olarak verir.
 tarafından yapılmıştır. Daha sonra Amerika demir ve çelik enstitüsü (AISI, American Iron and Steel Industry) tarafından benzer bir sistem adapte edilmiştir yılında SAE, metal ve alaşımlar için, Birim Numaralandırma Sistemini (UNS, Unit Notation System) yayınlamıştır. Bu sistem, diğer malzeme özellikleri için çapraz referans numaralarını da kapsamaktadır. UNS, malzemeyi tanımlamak için harf kullanır. Örneğin karbon ve alaşım çelikleri için G, alüminyum alaşımları için A, bakır esaslı alaşımlar için C, paslanmaz veya korozyona dayanıklı malzemeler için S ön ekleri kullanılır. Bazı malzemelerin bu şekilde tanımlanması konusunda henüz fikir birliğine varılamamıştır. X X X X İlk iki rakam çeliğin ait olduğu alaşım grubunu, son iki rakamda karbon miktarını yüzde olarak verir.")
77
DIN çelik norm ve simgeleri- Çekme dayanımına göre
Sanayileşmenin başladığı yıllarda çelik kelimesinin almanca karşılığının kısaltması çelik simgesi olarak kullanılmaya başlanmıştır, Çelik, Almanca Stahl (St). St halen alaşımsız genel yapı çeliklerini tanımlamada kullanılır. St den sonra çeliğin çekme dayanımı (kg/mm²) yazılır. Çeliğin üretim metoduna göre aşağıdaki harfler çeliğin simgesine ilave edilir. M: Siemens martin ocağında üretilen çelik, E: Elektrik ark ocaklarında üretilen çelik, U: Kaynar çelik R: Durgun çelik Örnek; ER St 42; elektrik ark ocaklarında elde edilen, çekme dayanımı 42 kg/mm² olan durgun çelik Örnek: St En az 33 Kg/mm2 ’lik çekme dayanımına sahip olan çeliği tanımlar. Aynı çelik TS 2162 de Fe 33 olarak gösterilir. Euro norm (EN)’da ise çekme dayanımı yerine N/mm2 olarak akma dayanımı sınırı verilmektedir. Örneğin yukarıdaki çelik Fe olarak gösterilmektedir
. St halen alaşımsız genel yapı çeliklerini tanımlamada kullanılır. St den sonra çeliğin çekme dayanımı (kg/mm²) yazılır. Çeliğin üretim metoduna göre aşağıdaki harfler çeliğin simgesine ilave edilir. M: Siemens martin ocağında üretilen çelik, E: Elektrik ark ocaklarında üretilen çelik, U: Kaynar çelik. R: Durgun çelik. Örnek; ER St 42; elektrik ark ocaklarında elde edilen, çekme dayanımı 42 kg/mm² olan durgun çelik. Örnek: St 33 En az 33 Kg/mm2 ’lik çekme dayanımına sahip olan çeliği tanımlar. Aynı çelik TS 2162 de Fe 33 olarak gösterilir. Euro norm (EN)’da ise çekme dayanımı yerine. N/mm2 olarak akma dayanımı sınırı verilmektedir. Örneğin yukarıdaki çelik Fe olarak gösterilmektedir.")
79
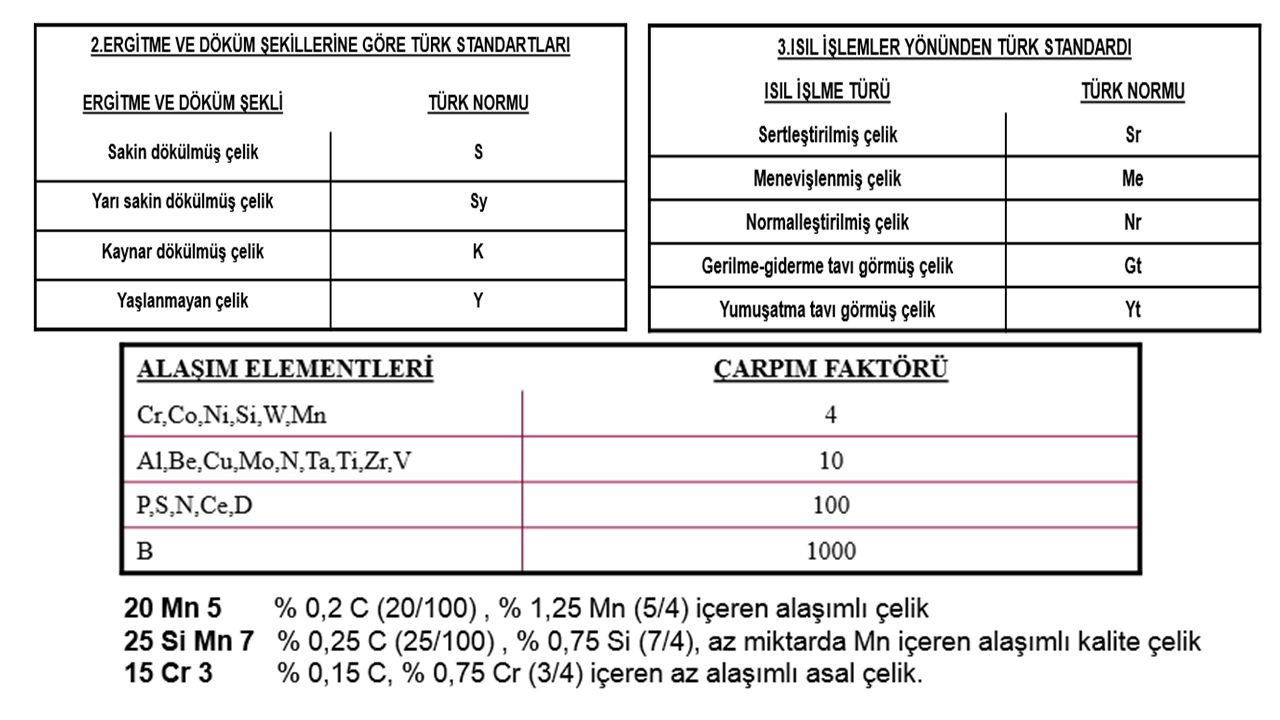
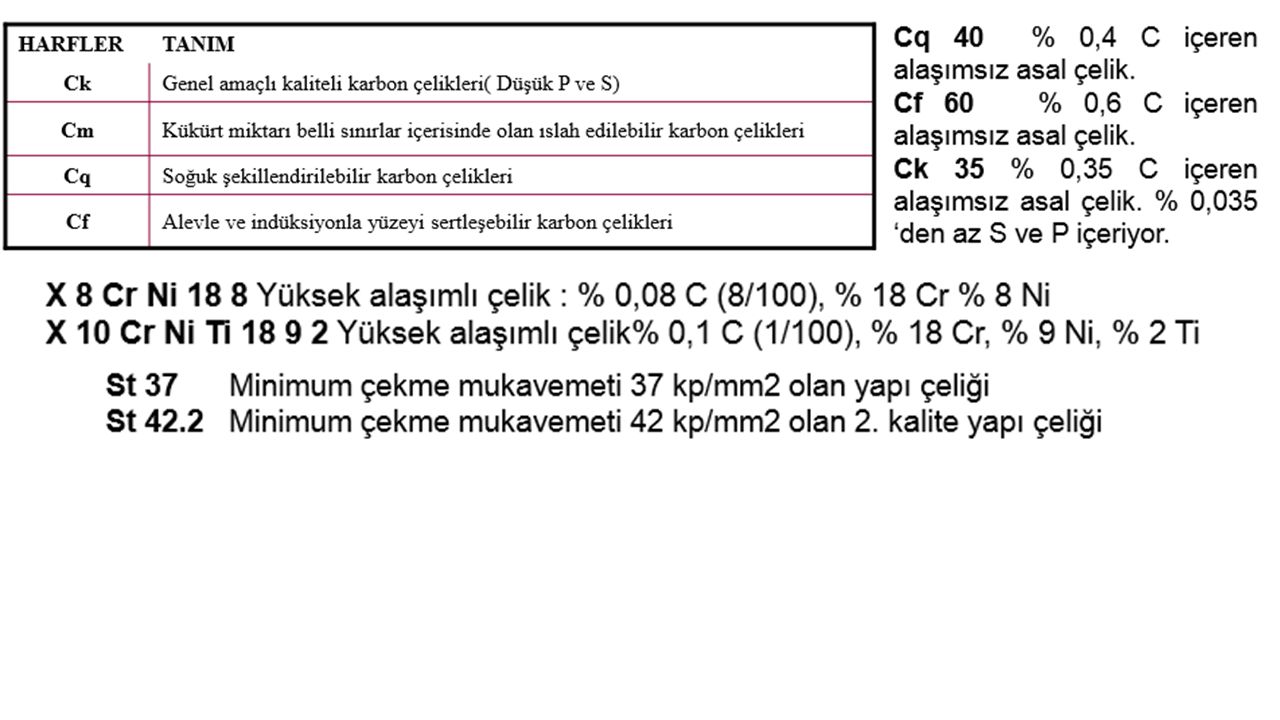
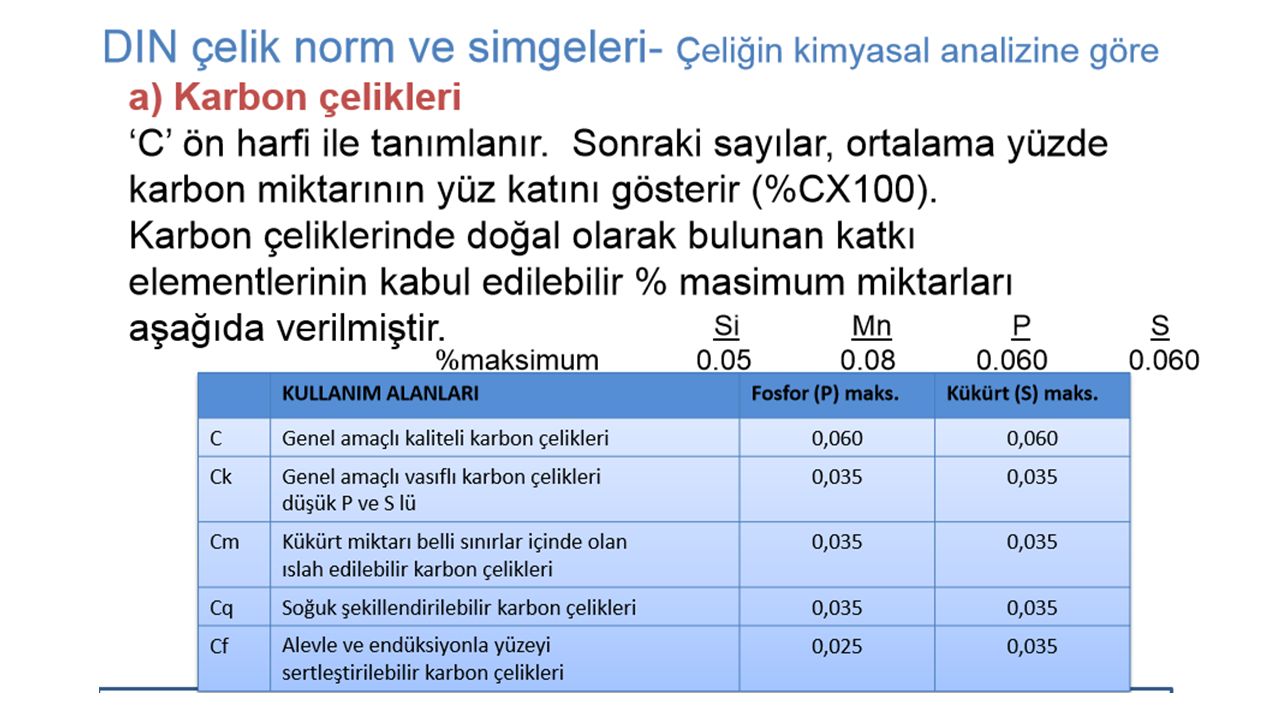
C45 : En fazla %0,60 P ve S ihtiva eden ve ortalama C miktarı %0,45 olan genel amaçlı karbon çeliğidir. Cq35 : En fazla %0,035 P ve S ihtiva eden ve C miktarı %0,35 olan soğuk şekillendirilebilir karbon çeliğidir. EN standartlarında ise bu özellikleri belirlemek için kullanılan harfler rakamlardan sonraya alınmış ve harflerin anlamları değişmiştir:

80
DIN çelik norm ve simgeleri- Çeliğin kimyasal analizine göre
b) Düşük alaşımlı çelikler: Alaşım elementlerinin ağırlık olarak toplam miktarı %5 olan çeliklerdir. Bu çeliklerin kısa işaretindeki ilk rakam ortalama %C x 100’dür. Sonra alaşım elementlerinin sırasıyla sembolleri ve miktarları verilir. Alaşım elementlerinin miktarları belli bir katsayıyla çarpılarak yazılır. Bunlar;
 Düşük alaşımlı çelikler: Alaşım elementlerinin ağırlık olarak toplam miktarı %5 olan çeliklerdir. Bu çeliklerin kısa işaretindeki ilk rakam ortalama %C x 100’dür. Sonra alaşım elementlerinin sırasıyla sembolleri ve miktarları verilir. Alaşım elementlerinin miktarları belli bir katsayıyla çarpılarak yazılır. Bunlar;")
81
c1) Yüksek alaşımlı çelikler:
Alaşım elementlerinin ağırlık olarak toplam miktarları %5 den fazla olan çelikler. Yüksek alaşımı belirtmek için tüm ifadenin başına ‘X’ işareti konulmuştur. Sonraki sayı %C x 100’dür. Sonra alaşım elementlerinin sembolleri ve % miktarları verilir. -X 20 Cr 13: %0,2 C ve %13 Cr içeren yük. alaş. çelik. -X5CrNi19 9: %0,05 C, %19 Cr ve %9 Ni içeren yük. alaş. çelik -X120 Mn 12: %1.2 C, %12 Mn içeren yük. alaş. çelik c2) Yüksek alaşımlı çelikler: Yüksek hız çeliklerinin gösterimi farklıdır. HS veya S harfinden sonra sırasıyla W, Mo, V ve Co yüzdeleri verilir. Örnek: S
 Yüksek alaşımlı çelikler: Yüksek hız çeliklerinin gösterimi farklıdır. HS veya S harfinden sonra sırasıyla W, Mo, V ve Co yüzdeleri verilir. Örnek: S")
82
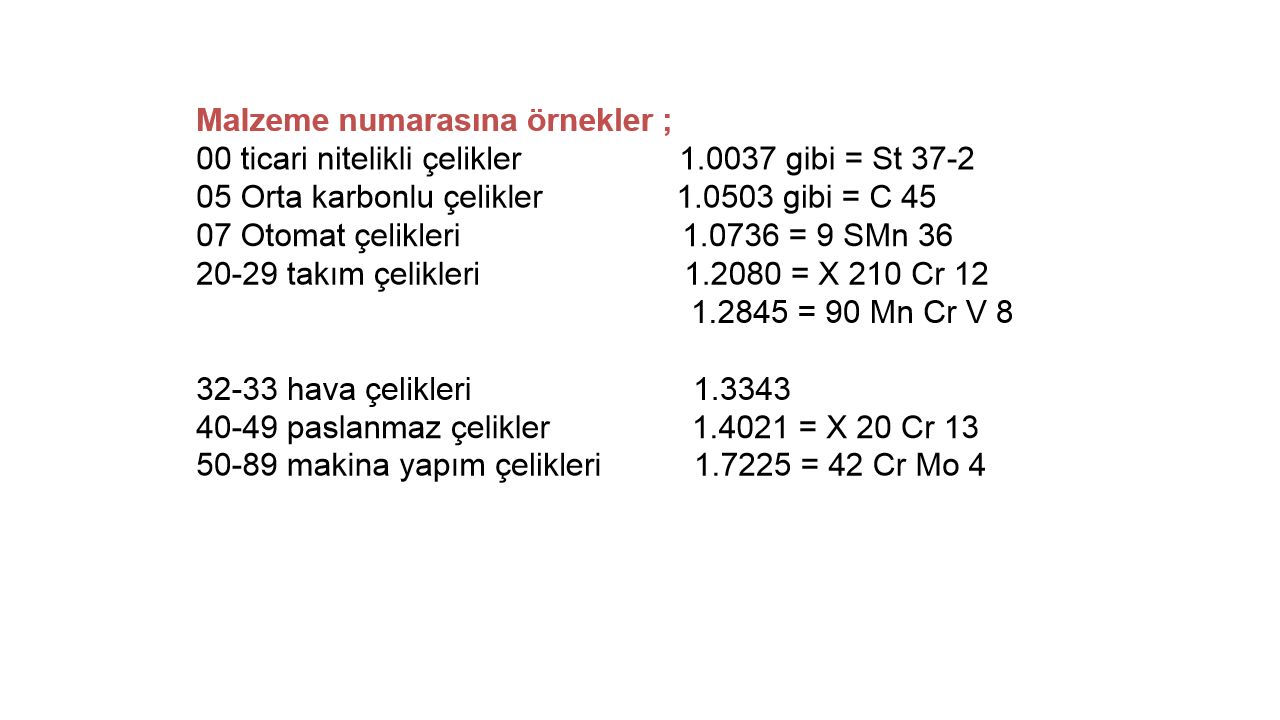
DIN çelik norm ve simgeleri- Malzeme numaraları
DIN normlarında, kimyasal bileşimleri gösteren simgelerin dışında bir de malzeme numarası (Werkstoff Nr.) kullanılır. Burada malzemeyi tanımlamak için 5 haneli bir rakam dizisi kullanılır. X . X X X X Birinci rakam ; malzemenin cinsini gösterir. Çelik için 1, Demirden ağır metaller için 2, hafif metaller için 3, metal olmayan malzemeler için 4-8 arası rakam kullanılır. İkinci rakam ; Çelik türünü gösterir. Üçüncü rakam ; Çelik türü alt grubunu gösterir. Son iki rakam ; sıra numarası gösterir. Rakamların sıralama dışında, çeliklerin belirleyici bir özelliği yoktur.
 kullanılır. Burada malzemeyi tanımlamak için 5 haneli bir rakam dizisi kullanılır. X . X X X X. Birinci rakam ; malzemenin cinsini gösterir. Çelik için 1, Demirden ağır metaller için 2, hafif metaller için 3, metal olmayan malzemeler için 4-8 arası rakam kullanılır. İkinci rakam ; Çelik türünü gösterir. Üçüncü rakam ; Çelik türü alt grubunu gösterir. Son iki rakam ; sıra numarası gösterir. Rakamların sıralama dışında, çeliklerin belirleyici bir özelliği yoktur.")
84
Sonuç olarak! Çelik konusunda
Terminolojinin öğrenilmesi hedeflenmiştir. Makine tasarımı ve imalatı için malzeme seçimi yapılması aşamasında ürün çalışma koşullarında yeterli performansı sağlayabilecek çelik çeşitlerinin sınıflandırılışları ile tanıtımı gerçekleştirilmiştir. Bu bilgiler ile simge vb. gösterimli çeliği anlayabilme ve ürünümüz için uygun çeliği seçebilme bilgi-becerilerinin kazanılmış olması gerekir.

Benzer bir sunumlar


















 tarafından gerçekleştirilir. Bunlar elektron.>")


 Demir Üretimi>")
>")